
Erste Schritte/Grundeinstellungen im 3D-Druck
Der Weg zum perfekten 3D-Druck ist steinig und teils frustrierend aber mit ein paar Tipps bekommt man schnell ein brauchbares Ergebnis. Unangefochtener Preis-/Leistungssieger ist noch immer der Creality Ender-3. Ob nun Einsteiger oder erfahrener 3D-Druck Spezi erfreut sich der Drucker großer Beliebtheit und stellt das Maß der Dinge in diesem Preissegment dar. Auch wenn sich der Beitrag auf diesen Drucker bezieht gelten die Angaben nicht ausschließlich für die Ender-3 Modelle.
Montage und Ausrichten
Der Ender-3 ist zu großen Teilen vormontiert und es ist kein Kunststück den in 10min zusammen zu schrauben. Dennoch sollte man sich etwas mehr Zeit nehmen. Eine spätere Korrektur ist bei diesem Drucker recht aufwändig. Der Aufbau der Ender-3 Drucker ist recht simpel aber es gibt da paar unangenehme Punkte die Creality auch im V2 noch immer nicht behoben hat. Die beiden Z-Schlitten werden direkt mit der X-Achse verschraubt und das bestimmt die Lage der X-Achse. Leider sind diese Schrauben nach der Montage von den Z-Profilen verdeckt und ein nachträgliches Ausrichten der X-Achse erfordert eine Demontage des Druckers. Also haltet an dieser Stelle schon mal einen rechten Winkel an! Etwas ausführlicher hab ich das im Beitrag Drucker ausrichten erklärt. Der Rollenhalter wird für die Montage auf der Brücke vorgesehen. Das ist mehrfach ungünstig. Das Filament wird nicht gerade in den Bowden gefördert und Schwingungen aus dem Abrollen der Rolle übertragen sich mit langem Hebelarm in den Rahmen. Seitliche Montage ist besser. Creality hat die versteifende Funktion des Netzteils für den Rahmen an einem Prusa-Drucker nicht verstanden. Die Umlenkung der Zahnriemen über glatte Kugellager gefällt den Zähnen garnicht. Eine Reihe von Umbauten findet Ihr im Beitrag Creality Ender-3. Bevor Ihr nun alles umbaut lernt den Drucker zunächst richtig kennen.
Ganz entscheidend ist die Ausrichtung des Druckbetts! Zu oft kommen Klagen, das haftet nicht, das Bett ist eine Schüssel… Ich möchte das nicht völlig ausschließen aber oft fehlt es schon an der sauberen Ausrichtung des Druckbetts und das kann auch kein Sensor für Euch erledigen. Deshalb lest den Beitrag Bettleveling, Bettleveling und immer wieder Bettleveling. Oft wird in dem Zusammenhang auch die Kalibrierung der Stepper genannt. Stephan hat es zwar im Beitrag erklärt aber bevor Ihr beginnt die Schritte zu verändern schaltet bitte den Verstand ein! Die Schritte sind eine simple geometrische Abhängigkeit aus 1,8° pro Schritt und den Übersetzungen. Die Werte in der Firmware sind von Creality nicht willkürlich eingetragen sondern ein errechneter Wert. Abweichungen von 1-2% lassen sich sicher mit Schwankungen in Filamentdurchmesser und Fertigungstoleranzen erklären aber wenn da versucht wird, Fehler in zweistelligem Prozentbereich zu beheben so wird da am Symptom geschraubt anstatt die Ursache zu suchen. Einige häufige Probleme hab ich im Beitrag „Hilfe mein Drucker spinnt!“ unter die Lupe genommen. Darunter auch das wohl häufigste Problem an Creality-Druckern mit verstopftem Hotend.
Slicer
Die Auswahl an Slicern ist groß. Ob nun der Slic3r, Prusa Slicer, Cura, S3D, Creality oder ein Anderer das ist eine Glaubensfrage. Alle unter die Lupe zu nehmen ist ein eigenes Thema und sprengt hier den Rahmen. Im Beitrag Erste Schritte mit Cura 3 hab ich die Benutzung von Cura für den CR-10 etwas ausführlicher erklärt. Auch wenn es da um Cura 3 geht hat sich das nicht grundlegend geändert. Cura bringt ein Druckerprofil für den Ender-3 mit und erleichtert den Einstieg. Leider ist da mit der Zeit so einiger Unfug in dem Druckerprofil gelandet. Im Beitrag StartCode im Cura hab ich da schon etwas dazu geschrieben. Eine ganze Reihe Befehle vor G28; Home im StartCode setzt alle Einstellungen von Hand am Drucker zurück. Das ist nicht im Sinne des Erfinders. Löscht diese Zeilen einfach.
Erste Schicht
Nach dem Leveln ist die erste Schicht entscheidend für den guten Druck. Wird beim Druck auf feine Layer wert gelegt sollte beim ersten Layer die volle Aufmerksamkeit der Stabilität und Haftung gelten. Oft wird der „Elefantenfuß“ bemängelt aber mich persönlich stört der weniger als ein sich lösendes Druckobjekt beim Druck. Wählt die erste Schicht nicht zu dünn aber auch nicht zu hoch. 0,24mm sind ein gutes Maß. Unebenheiten im Druckbett können einem zu schaffen machen. Paßt den Materialfluß für die erste Schicht an. Die Linien sollen so gut wie möglich miteinander verschmelzen. Schaltet die Bauteilkühlung ab und reduziert die Geschwindigkeit. Oft brauchen Druckauflagen länger bis die Oberseite die Temperatur am Sensor erreicht. Dann kann man auch mal die Temperatur für den ersten Layer 5° höher setzen.
 Drucktemperatur
Drucktemperatur

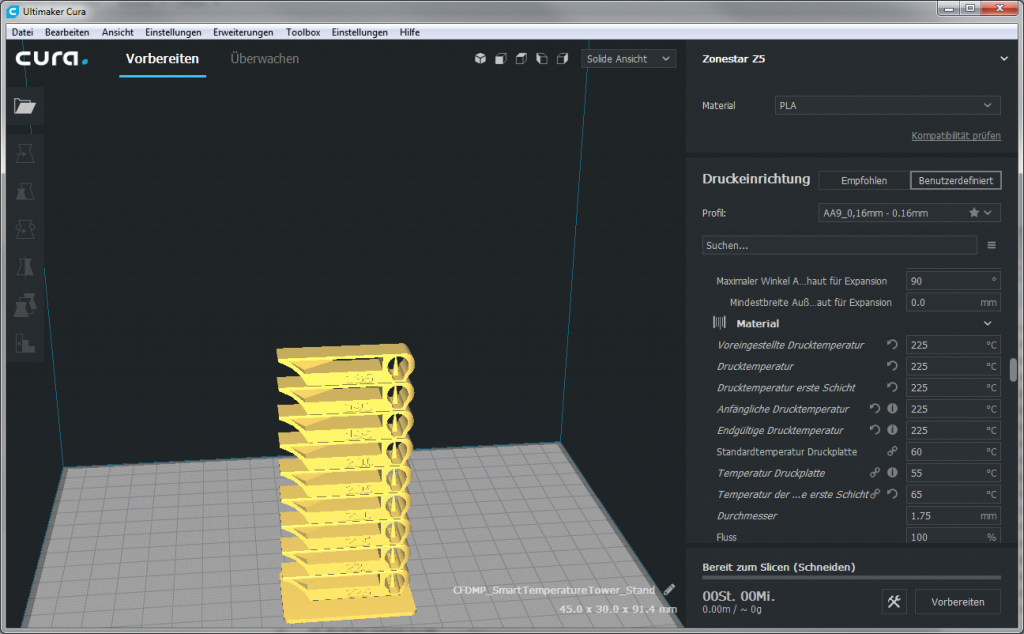
Ganz entscheidend für den Druck ist die Drucktemperatur. Jedes Material ja jedes Filament braucht seine spezielle Temperatur. Eine grobe Übersicht liefert die Materialübersicht von Prusa. Wer es jedoch genau ermitteln möchte der druckt einen Temptower. Wie das genau funktioniert findet Ihr im Beitrag Wie finde ich die richtige Temperatur?
Druckbetttemperatur
Die Haftung auf dem Druckbett wird besonders von der Temperatur des Druckbetts beeinflußt. Verzug ist eine häufige Folge. Die Art der Druckbettauflage ist dabei auch entscheidend. Grobe Angaben finden sich bei den Angaben der Filamenthersteller.
Richtwerte:
- PLA:50 °C
- ABS: 110 °C
- PETG: 70 °C
Bauteilkühlung
Je nach Material ist dieser Punkt dringend erforderlich oder auch tödlich. Eins gilt für alle Materialien. Beim ersten Layer soll die Kühlung aus sein! Während PLA besonders für Überhänge eine starke Bauteilkühlung benötigt ist bei ABS in den meisten Fällen die Kühlung absolutes Gift. Bei PETG kann eine leichte Kühlung von 30 bis 50% bei Überhängen helfen.
Geschwindigkeit
Ungeduld ist kein Freund von 3D-Druck. Besonders beim 1.Layer wird schnell mal mit der Düse wieder weggerissen was so eben gedruckt wurde. Vibrationen aus hoher Druckgeschwindigkeit zeichnen sich im Druckbild wieder.
Richtwerte:
- PLA: 60 mm/s
- Flexible Materialien (z.B. TPU): 30 mm/s
- PETG: 40 mm/s
- ABS: 60 mm/s
 Schichtdicke
Schichtdicke
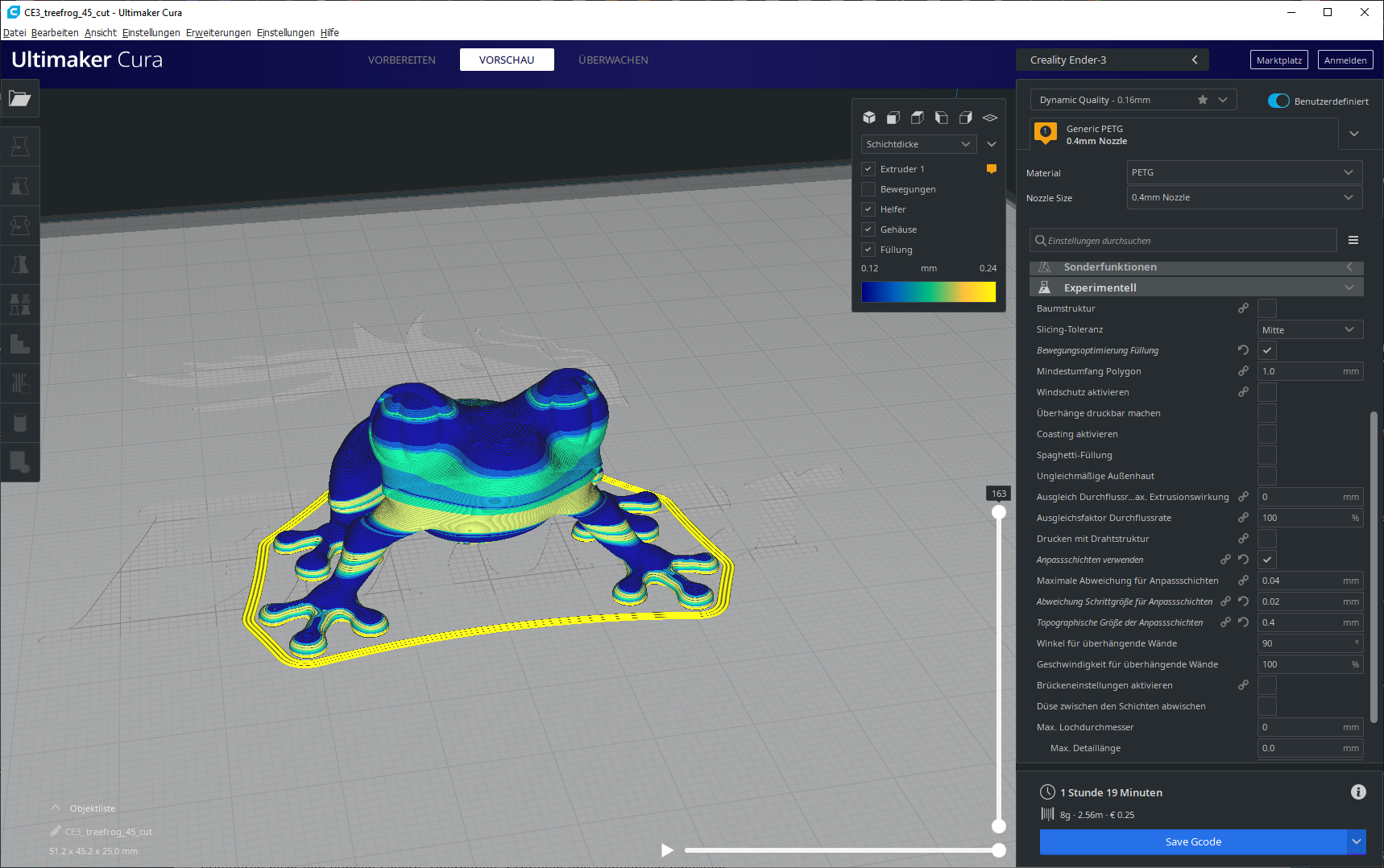
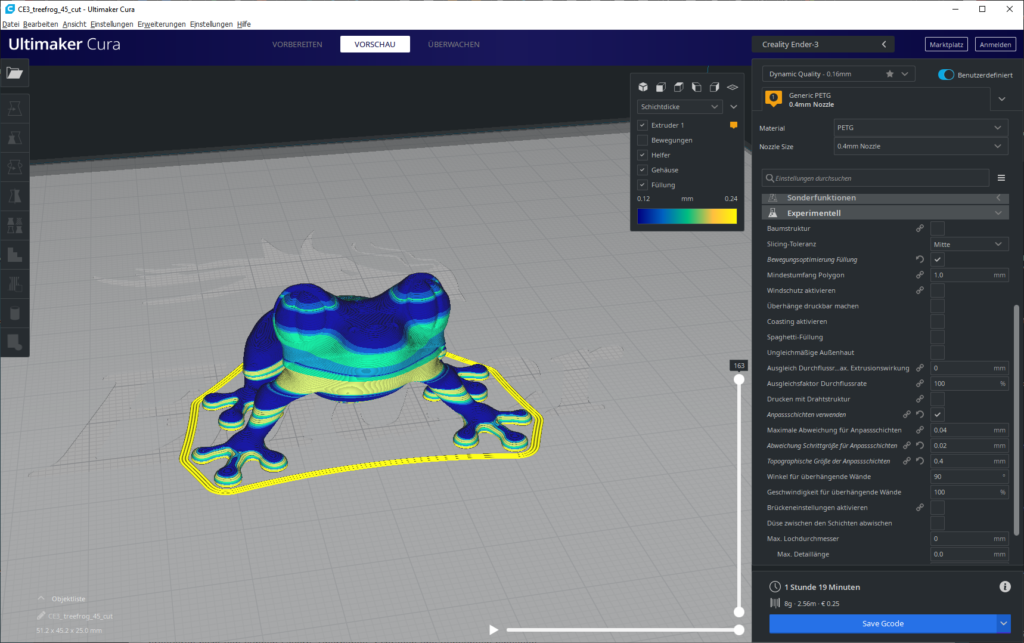
Grundlegendes Element der Druckqualität ist die Layerhöhe. In der Theorie gibt es da Vorzugshöhen aus einem Vielfachen von 0,04mm. Da diese einem vollen Schritt bei 1,8° entsprechen. Da man jedoch in den seltensten Fällen mit einem vollen Schritt auf der Höhe 0 steht streiten sich da die Geister. Der Bereich der Schichtdicke ist auch nicht beliebig. Als Faustregel liegt diese bei ¼ bis ¾ vom Düsendurchmesser. Mit einer Standarddüse von 0,4mm also bei 0,1 bis 0,3mm. Feinere Layer erhöhen die Genauigkeit, erhöhen jedoch erheblich die Druckzeit. 0,12 mm ist ein sehr fein aufgelöster Druck, 0,16 mm ist eine gute Mischung aus Auflösung und Geschwindigkeit, 0,2 oder 0,24mm ist ein schneller Druck. Nicht immer erhöht eine feine Auflösung die Druckqualität. Gerade glatte Wände profitieren nicht von dünnen Layern. Überhänge, Schrägen und Rundungen hingegen schon. So gibt es in verschiedenen Slicern inzwischen dynamische Layerhöhen um diese an das Druckobjekt anpassen zu können.
 Rückzug/Retraction
Rückzug/Retraction

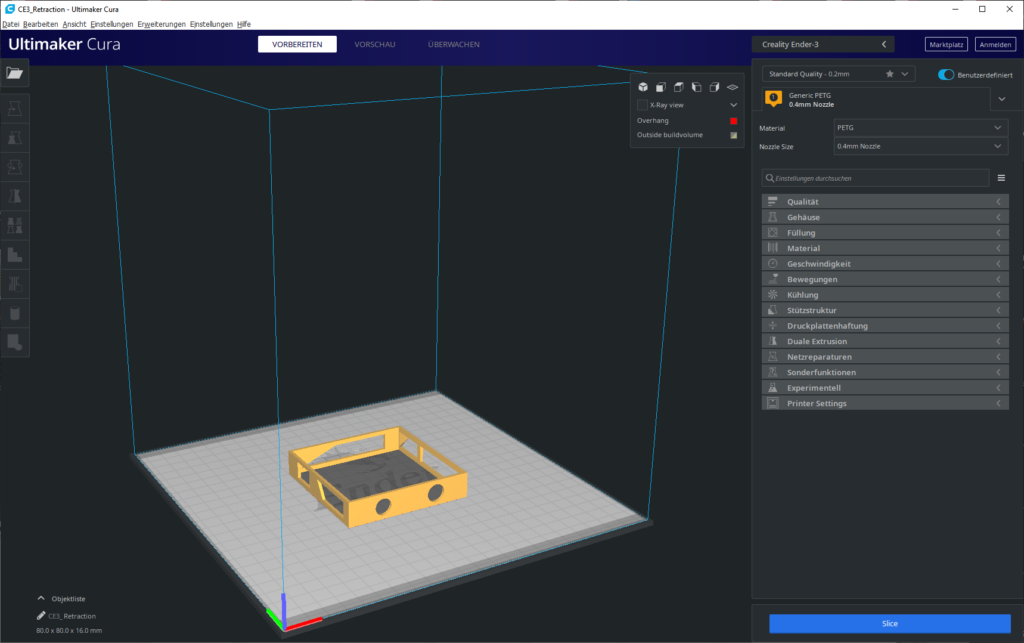
Spinnweben oder Engelshaar genannt stören Fäden die Optik der 3D-Drucke. Temperatur und Bauteilkühlung sind Faktoren aber auch der Rückzug und dessen Geschwindigkeit. Durch den Bowden und das Spiel des Filaments im Schlauch werden beim Ender-3 höhere Werte als bei einem Direktextruder erforderlich. Das Material spielt hier die entscheidende Rolle. Im Downloadbereich findet Ihr einen Testkörper. Besonders schwierig ist es mit Flexmaterial einen guten Wert zu finden.
Richtwerte:
- PLA: 6 mm bei 25 mm/s
- PETG: 4 mm bei 25 mm/s
- ABS: 6 mm bei 40 mm/s
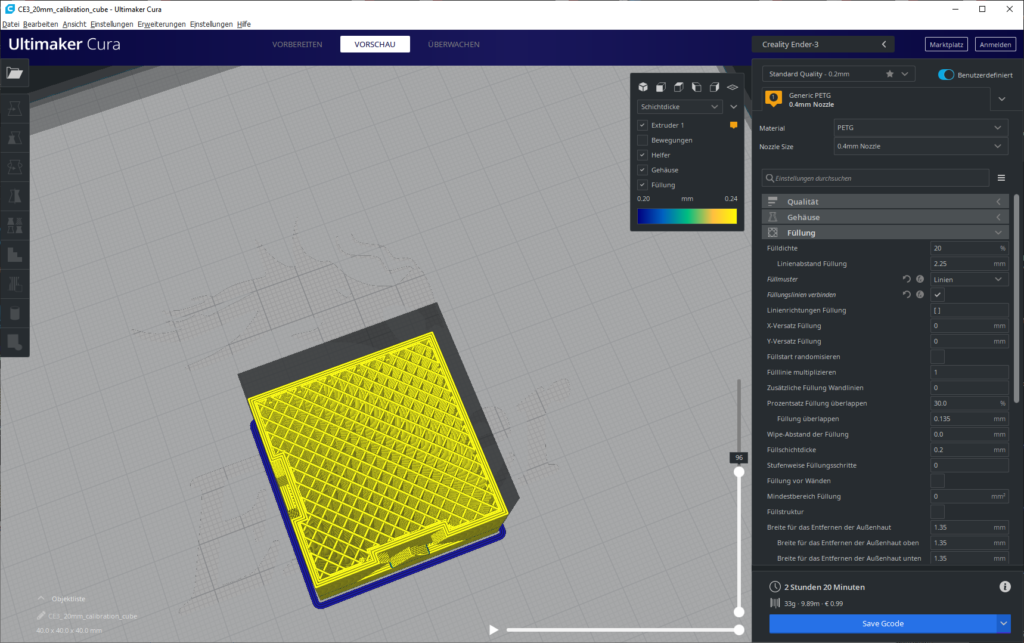 Infill
Infill
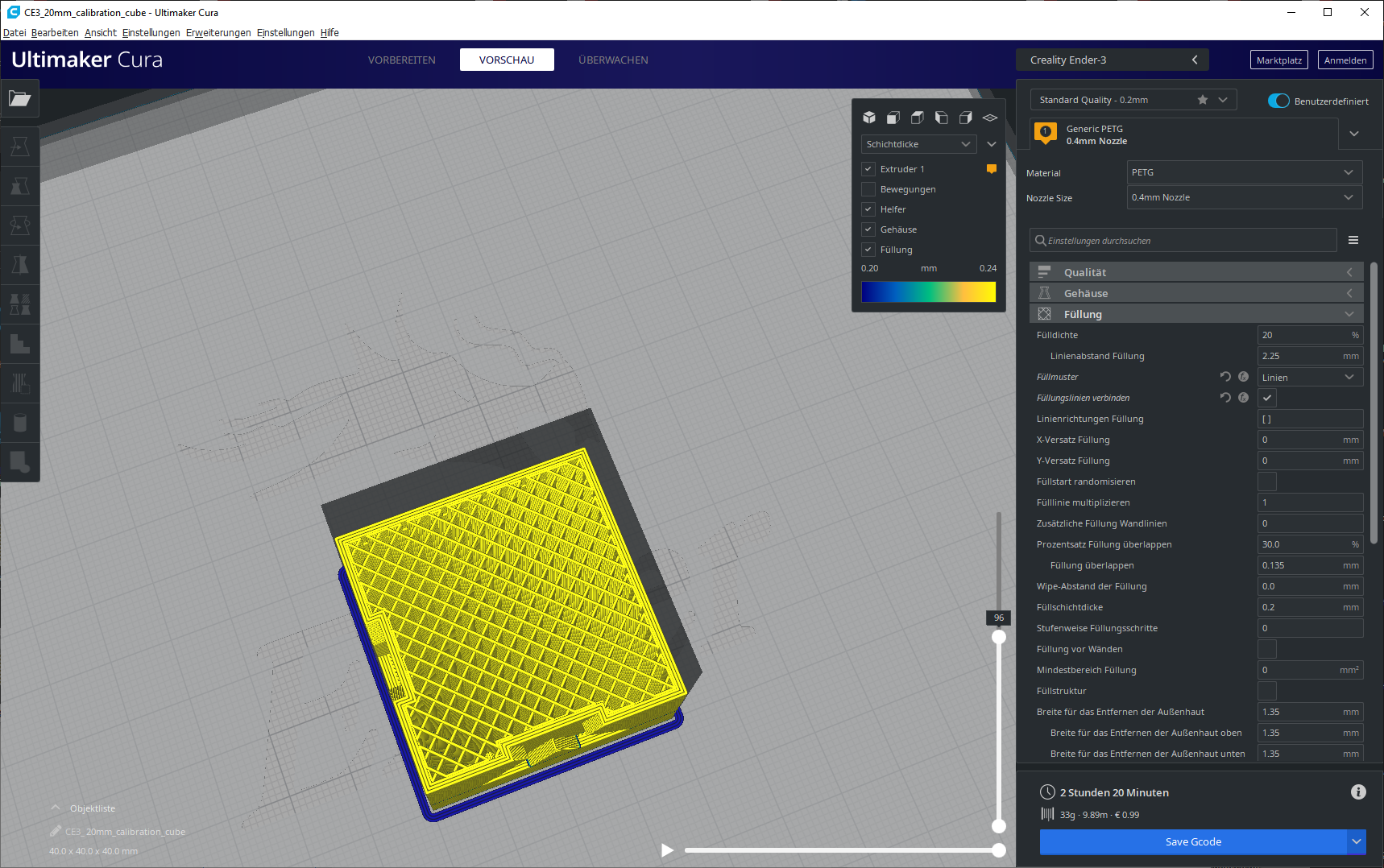
Wesentlich für die Stabilität eines Bauteils ist dessen Infill. Sowohl die Geometrie als auch die Füllung. Dreiecke bilden in der Konstruktion die stabilste Geometrie aber auch Wabenform ist sehr stabil. 100% Infill ist jedoch übertrieben und liefert oft unschöne Ausdrucke. Ein guter Kompromiss aus Materialverbrauch und Stabilität liegt bei etwa 20 bis 25%.
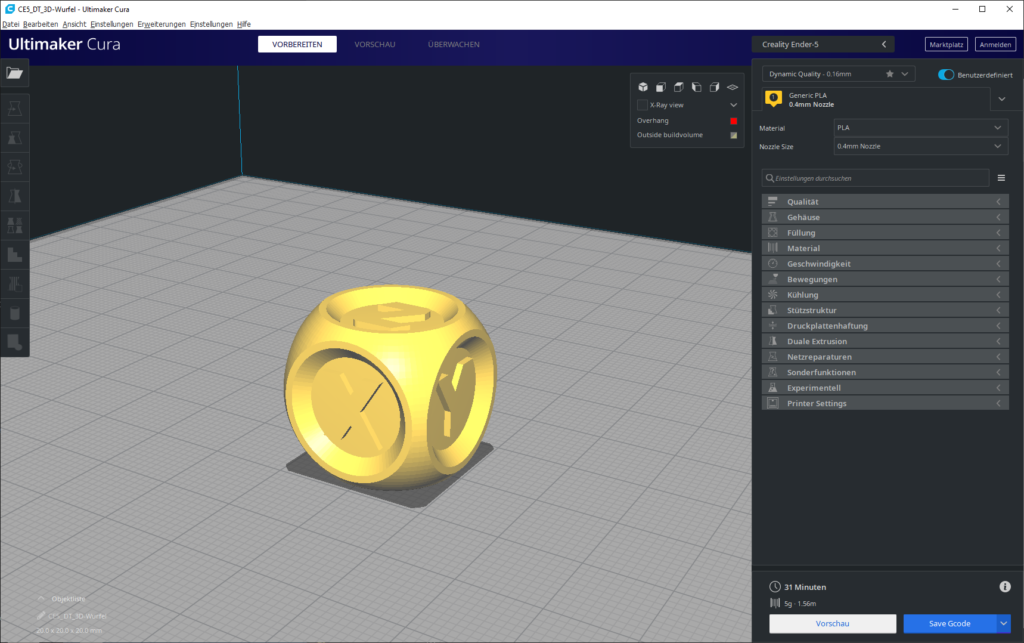 Maßhaltigkeit
Maßhaltigkeit
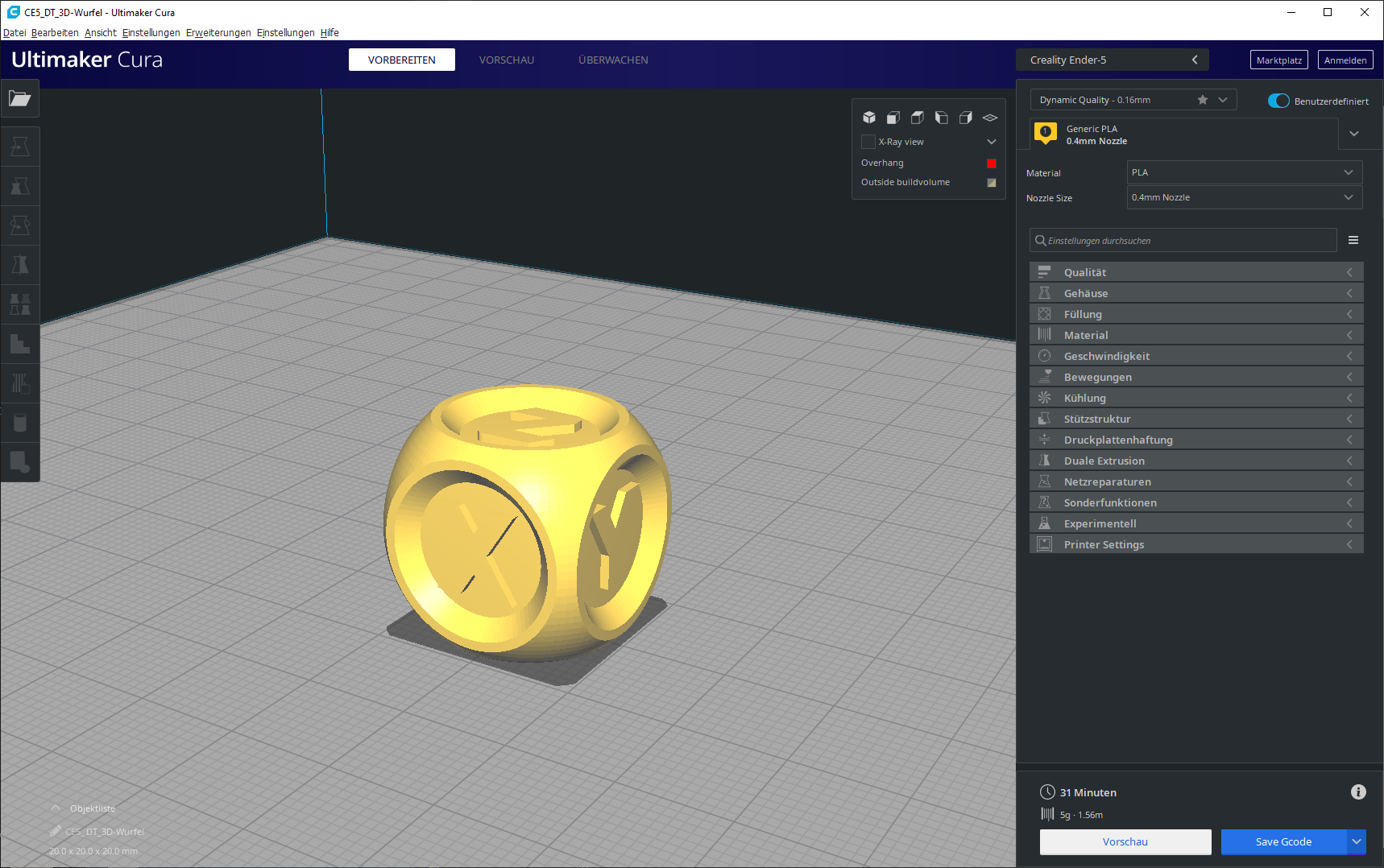
Wenn die ersten Einstellungen vorgenommen wurden kann man sich vom Erfolg der Einstellungen überzeugen. Ein 20mm Kalibrierungswürfel ist sehr gut geeignet die Maßhaltigkeit in den 3 Achsen und das Druckbild zu bewerten. Abweichungen von 0,1mm sind für dieses Druckverfahren sehr gut. Mit Hilfe der Buchstaben X, Y und Z läßt sich ein Problem schneller auf die Achse zuordnen.
Fazit
Da kommen eine ganze Menge an Einflüssen für einen guten 3D-Druck zusammen. Besonders für den Einsteiger ist das schon eine Menge an Punkten, die es zu beachten gilt. Dabei ist das gewiss noch nicht alles. Ich hoffe dennoch, Euch damit eine gute Übersicht zu geben um die ersten Schritte zu bewältigen. Am Ende hilft oft nur Versuch und Irrtum die einen weiter bringen.
Alle Tipps aus dem Blog zu Cura in unserer Cura-Fibel.
Hallo, vielen Dank für diesen wirklich guten Einstieg. Ich frage mich nur ob die vorgeschlagenen 6mm beim Rückzug wirklich so passen? Voreingestellt waren bei mir 1.5mm, das wäre ja doch ein sehr großer Unterschied. Herzliche Grüße
Beim Direktextruder und bei Ganzmetall sind 1,5mm richtig. Die haben Probleme mit 6mm Rückzug. Deshalb ist der typische Bowden-Extruder des Creality-Druckers auch im Normalfall nicht die schlechteste Wahl für PLA und PET. Der kurze Rückzug macht das Leben nicht unbedingt leichter.
Ich habe den Fluss auf 85% reduziert und dabei gute Erfahrung gemacht. Den Extruder habe ich auch kalibriert und komme auf 105 Steps/mm.
Danke für dieses kleine Tut hat mir geholfen weiterhin mit PETG als einsteiger rum zu testen und mich den werten
die im beitrag angegeben sind anzupassen!
Ich schließe mich hier an. Vielen Dank für die Bereitstellung der Tipps.
Ist schon gut! Eigentlich haben wir alles schon irgendwo geschrieben aber da hatten wir kürzlich eine Beschwerde. Da fehlt noch ein Fahrplan… Das hab ich hiermit nachgeholt.
Ups, wenn hier „Beschwerden“ so kundenfreundlich umgesetzt werden, beschwere ich mich mal über ….. ach ich weiß ja auch nicht. 😉
Danke Uwe, super Anleitung, Einführung. Als Anfänger kann , konnte ich durch lesen eurer Anleitungen, Tipps und Tricks viele Probleme lösen. Danke an alle die sich soviel Mühe geben uns Anfänger zu helfen.
Grandiose Einführung und Anleitung. Im Namen aller Einsteiger und noch nicht so Erfahrenen sage ich mal ganz herzlichen Dank Uwe. Klasse Arbeit!