
StartCode in Cura
Nun haben wir schon viel zu Cura geschrieben, aber oft hapert es an der Einrichtung der Drucker. Nicht immer ist der Drucker als vor eingerichteter Drucker enthalten oder das Druckerprofil ist einfach nur auf die minimalen Einstellungen notdürftig begrenzt dem Drucker beigelegt.
Um Scripte zu verstehen, brauchen wir diese Liste der gCodes für Marlin und die ist lang. Auf alles einzugehen sprengt den Rahmen dieses Posts. Grundsätzlich gehen alle Befehle dieser Liste auch im Start- oder Endcode.
Ich beschränke ich mich hier jetzt auf paar Beispiele für Marlin und Cura. Natürlich gibt es so einen Startcode in der Form grundlegend auch für andere Slicer oder andere Firmware Varianten – aber z.B. bei der Verwendung von Variablen kann es Abweichungen geben.
Startcode woher nehmen und wo findet man ihn?
Cura bringt bereits eine große Zahl von vorbereiteten Druckereinstellungen mit. Die sind meistens auch schon recht gut und sie bringen vor allem passende Start- & Ende Codes bereits mit, das wird bei der Einrichtung des Druckers auch gleich passend eingerichtet:

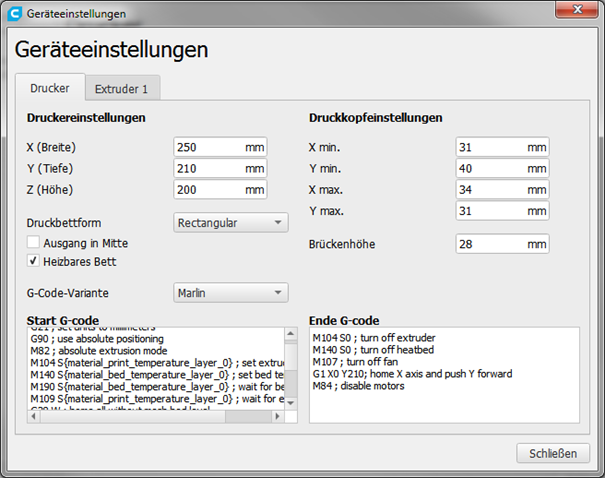
Einen Drucker (hier Ender3) hinzufügen
Beim Ender 3 zum Beispiel kann man das mit gutem Gewissen auch so übernehmen.
Oft sind gerade neu erschienene Drucker jedoch noch nicht in der Liste enthalten (an der Stelle mal noch ein Hinweis auf das Basis – Druckerprofil von Alex für Cura 4.0.) und es könnte sich als sinnvoll erweisen, die Einstellungen eines ähnlichen Druckers anzupassen, das könnte schneller gehen, als die Einstellungen komplett neu vorzunehmen.
Will gar nichts so recht passen, erstellt man sich sein eigenes Profil auf Basis der Custom -> Custom FFF Vorlage.

Spätestens sobald man Änderungen am Verhalten beim Druckstart oder Ende machen will, muss man die Eingaben im StartCode verstehen, um sie prüfen und wenn erforderlich anpassen zu können. Hierbei sei nochmal auf die Liste der gCodes ins Marlin verwiesen, die oben verlinkt ist.
Startcode anpassen:
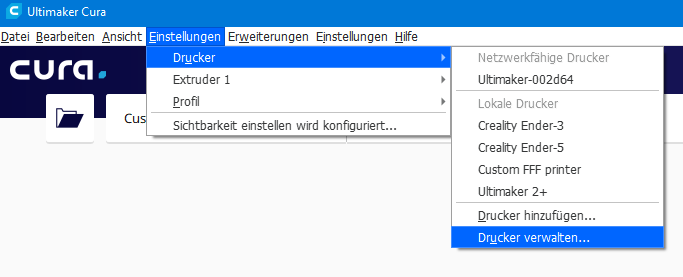
Den Start- und Endecode findet man in Cura über
Einstellungen -> Drucker -> Drucker verwalten:
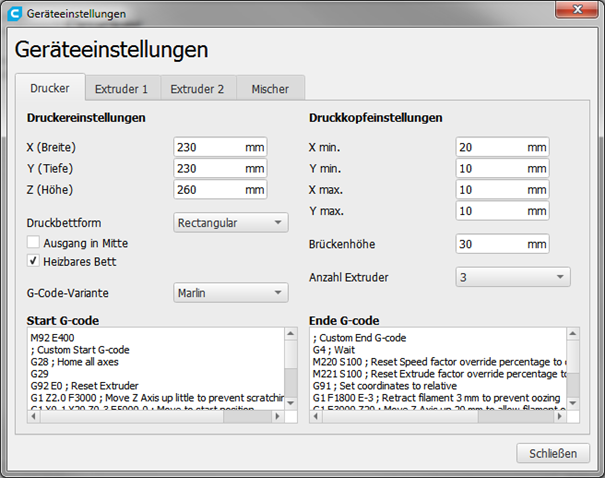
dann auf der nun folgenden Seite auf Geräteeinstellungen klicken:

so erhalten wir dann die Einstellungen angezeigt:
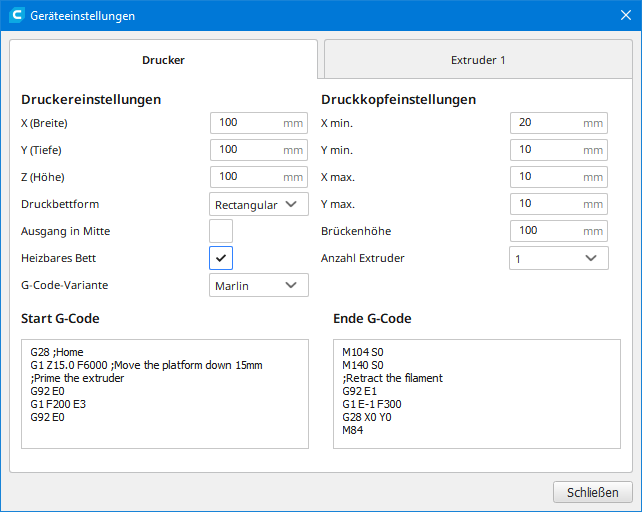
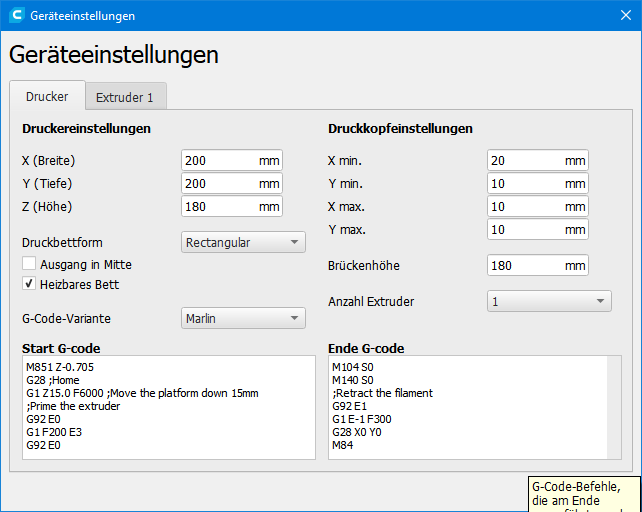
Start und Ende Codes des Basisprofils Custom FFF
Jetzt wissen wir also wie man ein Drucker anlegt und wo wir die Codes finden. Auf die Anpassung des Druckbereichs und so weiter gehe ich hier nicht weiter ein. Es geht um den Start- und End-Code, die Beiden schauen wir uns jetzt mal genauer an:
Minimaler Start & End Code in Cura:
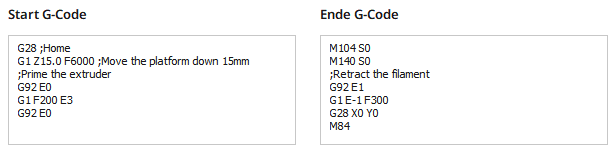
Start-Code:
Diese Codes liest man immer Zeilenweise. Das ist im Grunde immer ein Befehl pro Zeile und optional ein Kommentar dahinter, der mit einem ; eingeleitet wird.
Konkret haben wir hier folgendes Start Script:
(ich schreibe mal in Deutsch als Kommentar dahinter, was der Befehl macht)
G28; Fahr zum Nullpunkt G1 Z15.0 F6000 ; Duese 15mm (Z15) anheben ; das ist eine unnoetige Kommentarzeile G92 E0; Setze den Extruder auf Null G1 F200 E3 ; gib 3mm Filament aus und G92 E0 ; setze den Extruder wieder auf Null.
Auch der End-Code macht nur wenig Spektakuläres:
M104 S0; Heizung von Hotend aus M140 S0; Heizung von Bett aus ; eine unnoetige Kommentarzeile G92 E1; setze den Extruder auf 1mm G1 E-1 F300; und ziehe diese 1mm Filament zurueck (dann sind wir auf 0) G28 X0 Y0; Fahre an die Nullpositon M84 ; Schalte die Stepper Motoren ab
Im Grunde ist selbst das Wenige, was Cura da hat, schon mehr als absolut notwendig.
Der einfachste und kürzeste Startcode (für Cura)
besteht nur aus einer einzigen Zeile, eigentlich einem einzigen Befehl:
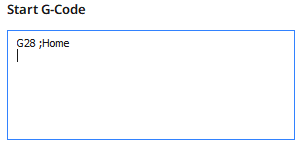
G28 – also das „Homen“ des Druckers, um seine Nullposition zu ermitteln. Alles andere ist mehr oder manchmal auch weniger nützliches Beiwerk im Startcode.
Der Kürzeste sinnvolle Ende Code
schaltet die Heizungen aus und die Motoren ab:
Prinzipiell sollte man damit drucken können! Wer sich die vorgefertigten Drucker-Profile ansieht, findet noch einiges an zusätzlichen Einträgen im StartCode.
Denn wer will schon immer nur das Nötigste, das kann man pimpen, so wie man es mag oder braucht, daher gleich mal ein
Beispiel: PrimeLine für guten Materialfluss zum Start
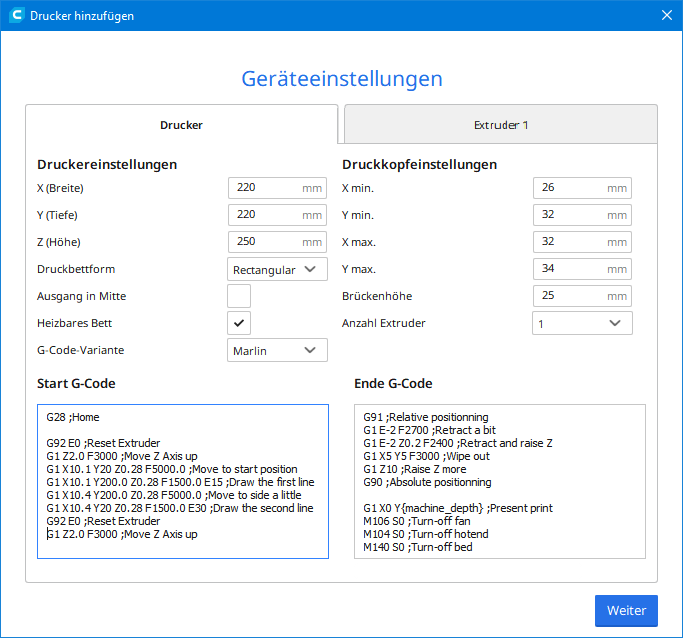
Hier zu sehen, der StartCode für die Prime-Linie aus dem Ender 3 Profil. Damit druckt der Startcode zu Beginn des Drucks erst mal zwei Linien, umgangssprachlich die „Prime Linie“ genannt. Mit diesen 2 Linien soll ein sauberer Filamentfluss am Anfang des Drucks sichergestellt werden.
Wie so eine Prime Linie gemacht wird? So:
Startcode Ender3:
G28; Fahr zum Nullpunkt G92 E0; setze den Extruder auf Null G1 Z2.0 F3000; Druckkopf 2 mm nach oben fahren G1 X10.1 Y20 Z0.28 F5000.0; Fahre an die Startposition X10.1 Y20 Z0.28 G1 X10.1 Y200.0 Z0.28 F1500.0 E15; eine Linie von der Startposition aus nach Y200 G1 X10.4 Y200.0 Z0.28 F5000.0; Bissel zur Seite bewegen G1 X10.4 Y20 Z0.28 F1500.0 E30; eine 2. Linie nach vorne ziehen G92 E0; setze den Extruder auf Null G1 Z2.0 F3000; Fahr die Düse 2mm nach oben
Ginge auch einfacher und in X-Richtung:
G28; Fahr zum Nullpunkt G92 E0; Setze den Extruder auf Null G1 X5 Y5 Z0.28 F5000.0; Fahre an die Startposition X5 Y5 Z0.28 G1 X200 Y5 Z0.28 F1500.0 E15; Ziehe eine Linie nach X200 G92 E0; Setze den Extruder auf Null
dieses Beispiel zieht einfach nur eine Linie von X5 / Y5 nach X200 / Y5 – wenn ihr das nutzen möchtet, achtet auf eventuell verwendete Klammern auf dem Druckbett!
Beispiel: Änderung des Koordinatensystems oder Sensor Offsets
Ein weiteres Beispiel ist für alle mit ABL-Sensor interessant. Es ist schon recht aufwendig, den Sensor genau auf die erforderliche Höhe zu bringen. Dafür gibt es den Z-OffSet. Die Höhendifferenz muss nicht zwingend im Drucker hinterlegt werden. Es geht auch im StartCode mit M206 [Z<offset>]. Für 0,5 mm also M206 Z0.5.
Auch den Sensor Offset kann man im Startcode verändern, z. B. um PETG nicht ganz so dicht aufs Bett zu pressen als PLA. M851 Z-XXX, wobei XXX hier das neue Offset ist. Um diesen Wert sinnvoll anzupassen, müsst ihr erst Euer aktuelles Offset kennen.
Beispiel: Düse und Bett gleichzeitig heizen
 Vielen dauert das Heizen zu lange – der Druckkopf beginnt damit erst, wenn die Betttemperatur erreicht ist. Das kann geändert werden. (Es gibt da aber auch paar Gründe, die dagegen sprechen – z. B. bei einem schwachen Netzteil.)
Vielen dauert das Heizen zu lange – der Druckkopf beginnt damit erst, wenn die Betttemperatur erreicht ist. Das kann geändert werden. (Es gibt da aber auch paar Gründe, die dagegen sprechen – z. B. bei einem schwachen Netzteil.)
Gleichzeitiges Bett und Düse heizen, das könnte man zum Beispiel so lösen:
M104 S185 ; preheat extruder temp
M140 S{material_bed_temperature_layer_0} ; set bed temp
M190 S{material_bed_temperature_layer_0} ; wait for bed temp
M109 S{material_print_temperature_layer_0} ; wait for extruder temp
Die Solltemperatur des Extruders wird zunächst auf 185 °C gesetzt, noch während die Düse geheizt wird, wird mit dem Heizen des Betts begonnen und erst nach Erreichen der Bett-Temperatur wird die Düse auf den zum Druck eingestellten Wert aufgeheizt. Damit wird weniger Filament in der Düse verkokelt, die Düse tropft nicht so stark und das Bett hat etwas mehr Zeit auf der Oberseite die Temperatur am Sensor zu erreichen.
Das in den geschweiften Klammern {…} sind Variablen, die nur für Cura gültig sind. In anderen Slicern, z. B. Simplify3D oder PrusaSlicer heißen die Variablen anders und nutzen andere Klammern.
Beispiel: Extruder Steps/mm per Startcode anpassen
Bei einigen Druckern ist das Speichern der Änderungen an der Druckerkonfiguration mit M500 nicht möglich. Will oder muss man trotzdem Änderungen machen, zum Beispiel um seinen Extruder zu kalibrieren, dann kann man diese Änderungen auch im Startcode hinterlegen.
Der im Startcode eingetragene Wert hier M92 E400 überschreibt die Einstellung in der Firmware für die Steps/mm des Extruders (bis man den Drucker aus & wieder einschaltet).
Wer also Abweichungen in der Förderrate korrigieren und diese nicht speichern will (oder kann), kann das hier korrigieren. Das funktioniert auch für die X, Y und Z-Achsen. Und es funktioniert auch mit allen anderen Einstellungen des Druckers, für die ein M-Befehl in der Firmware existiert.
Beispiel: Virtuelle Extruder einrichten
Ein Beispiel für StartCode im Extruder habe ich bereits im Beitrag Mix-Color mit Cura gezeigt. Er zeigt das Einrichten eines virtuellen Extruders/Mischers mit den Befehlen M163 und M164 im Extruder-StartCode.

Das waren paar Beispiele für den Start
aber auch am Ende-Code lässt sich noch was pimpen!
Der Ende Code hat zunächst mal folgende Aufgaben:
- Die Heizung fürs Bett und die Düse ausschalten (M104 S0 & M140 S0),
- dann den Druckkopf auf die Seite fahren
- und zu guter Letzt die Motoren abstellen (M84).
Eigentlich fehlt mir hier in dem Beispiel noch Lüfter ausschalten, das wäre M107.
Beispiel Druckbett nach vorne
Nach dem Druck fährt das Druckbett in die X/Y-Home-Position und die befindet sich meist hinten. Um das Druckobjekt zu entnehmen, muss das Druckbett dann wieder nach vorn gezogen werden. Das geht auch automatisch:

Die Zeile:
G1 X0 Y{machine_depth}; home X axis and push Y forward
fährt den Druckkopf auf X=0 und das Druckbett nach vorn.
Auch ein akustisches Zeichen bei Beendigung des Drucks ist mit M300 möglich. Hier habe ich einige (>10.000) in gCode gewandelte Melodien entdeckt.
Zum Testen auf den Drucker speichern und starten. Habt Ihr den Passenden für Euch gefunden, einfach mit einem Texteditor öffnen und den Code an das Ende des End-Code in Cura kopieren. (Die großen Komponisten dieser Welt werden sich im Grab umdrehen!)
Wie? Das war’s schon? Da gibt es aber noch …
Ich weiß! Die Liste der Befehle in Marlin ist lang! Die lässt sich komplett im StartCode verarbeiten! Aber da jetzt auf jede irgendwie mögliche Einstellung einzugehen, soll nicht der Sinn und Zweck dieses Beitrags sein. Wenn Euch noch was fehlt oder sinnvolles einfällt, dann im Forum melden und wenn es meine Zeit und Laune erlaubt, werden wir es natürlich beantworten und gegebenenfalls hier ergänzen.
PS.: Unsere kleine „Cura-Fibel“ hab ich aktualisiert.
Noch ein Hinweis:
die meisten Drucker unterscheiden zwischen großen und kleinen Buchstaben, schreibt nach Möglichkeit alles mit Großbuchstaben, sonst kann es passieren, dass der Drucker die Anweisung nicht als solche erkennt.
Ich hab mal Deine Frage in das Forum verschoben. Hier im Blog wird es zu schnell unübersichtlich in den Kommentaren.
Hi Stephan,
ich möcht auf meinem RF 100 einen Kasten drucken der 97 x 97 x 60 hoch ist mit 5 mm Wandstärke.
in einer Achse verzieht der Kasten um 20 mm so das die gespiegelde Grundfläche 97 x 117 x 60 mm ist.
Der RF 100 macht jedoch nur 100 x 100 x 100 könnte jedoch in der X Achse nach vorne 130 mm verfahren.
Wie und wo kann ich dies einstellen?
Gruß
Dieter
Ich hab keinen RF 100 aber wenn ich das richtig verstehe, ist der Druckbereich auf 100x100x100 begrenzt. Das hat mit dem Thema StartCode nichts zu tun. Der Skirt oder Brim muß auf die verbleibenden 3mm reduziert oder ganz abgeschalten werden. Ansonsten mach bitte ein Thema im Forum dafür auf.
Hallo, ich habe Probleme beim Säubern der Düse. Von der Home- Position ist der Fahrweg nach links vorn (Nullpunkt X, Y, Z)
Von da geht’s 180mm Richtung Y ohne Filament. Nun geht es zur Home- Position mit Filament und zurück zum Nullpunkt ebenfalls mit Filament. Es entsteht also ein Winkel, dessen Spitze sich der Home- Position befindet. Der folgende Druck muß dann über die zwei Linien Fahren.
Das macht der Drucker nur bei selbst geslicten Projekten.
Slicer: Cura 4.6
Drucker: CR 10S Pro
Mein Start- G Code ist genau der gleiche, wie oben im Beitrag beschrieben. ( Ender 3)
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
G28 ;Home
M420 S1 Z2 ;Enable ABL using saved Mesh and Fade Height
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
Könnt ihr mir bitte helfen?
Irgendwas scheint da beim CR10S vielen Probleme zu machen. Ich kanns bei mir nicht nachvollziehen, ich nutze aber auch ein anderes Startscript auf meinem CR10S Pro. Schau mal hier: https://drucktipps3d.de/forum/topic/leveling-script-cr10s-pro-v1-upgrated/?part=3
Danke für die schnelle Antwort Stephan. Als Anfänger hab ich mich nicht durchringen können, im Startcode herumzuschreiben. Nun habe ich doch den einfachen G- Code mit Primeline vom Ender3 (s.oben) übernommen.
Die Mundwinkel reichen wieder bis zu den Ohren.
Gruß Ingo
Bitte komm mit Fragen ins Forum. So richtig verstanden hab ich die Frage nicht. Was willst Du an der Düse säubern? Aber als erstes lösche all den Unfug vor G28. Keine Ahnung was der Unfug soll aber das setzt alle von Hand vorgenommenen Änderungen an den Einstellungen am Drucker zurück. Das kann ja nicht gewollt sein.
Danke für die schnelle Antwort Uwe. Ich bin Neuling und dachte/denke im Forum zu sein. Es ging ja hier um G – Codes???
Die Düse säubern nennt man wohl Primeline. Okay?
Der Unfug vor G28 ist hausgemacht, ich hab davon keine Ahnung. Ich habe eure Beiträge oben gelesen und mitbekommen, daß es ein einfacher G- Code auch tut. Deinem Rat, den Unfug vor G28 zu löschen werde ich folgen.
Gruß Ingo
Nein, hier ist der Blog. Fragen bitte im Forum. Bei einigen Druckern gibt es einen Abstreifer zum Reinigen der Düse. Die Primeline soll nur einen sauberen Filamentfluß sicherstellen. Ich weiß, daß dieser Start-Code von Cura kommt. Das ändert aber nichts an der Tatsache.
Hallo,
ich habe da ein ganz anderes Problem:
Ich nutze Cura 4.4.1.
In den „Machine Settings“ der Printers-Konfiguration. Im Tab „Printer“ läßt sich kein Start G-code und kein End G-code einfügen. die Eingabefelder sind quasi nicht vorhanden.
Wie komme ich da ran?
Schau mal ob er wirklich auf „Marlin“ steht, genau im selben Fenster.. Es gibt paar Firmware Varianten in Cura, die sehen keine Start- & Ende Codes vor. Der ehemalige Ultimaker Standard „Ulti GCode“ z.b. kennt keine Start & Ende Codes
Oh, und manchmal ist das Fenster zu klein und die Code Felder werden unten einfach abgeschnitten.
Zunächst muß der Drucker aktiv sein, um die Geräteeinstellungen bearbeiten zu können.
Hallo,
Ich habe seit zwei Tagen meinen Sidewinder X1. Ich habe Cura 4.4.1 installiert. Dort habe ich ein Häkchen bei „Ausgang in Mitte“ gesetzt, jedoch beachtet er dies nicht, sondern beginnt den Druck immer an der Home Position.
Wie kann ich dieses Problem beheben? Gibt es einen Kurzbefehl für das zentrieren oder muss ich die Werte X und Y des Heizbetts eingeben, damit er dort mit dem Druck beginnt?
Vielen Dank
mit freundlichen Grüssen
Das ist etwas unglücklich bezeichnet im Cura. Der Ursprung der meisten Drucker ist nicht in der Mitte sondern links vorn. Also Häkchen entfernen!
Hallo Uwe
Problem gelöst! Vielen Dank!
Na dann ladet euch mal Cura 4.4 herunter. Was da alles unter Startcodes beim Ender 2 plötzlich drin steht.?? Meiner ratterte und dröhnte von Anschlag zu Anschlag. Jetzt extrudiert er nicht mehr. Vorher mit Startcode G28 ; Home lief er wunderbar.
Auch funktiert er jetzt mit anderen Slicern nicht mehr. Wenn ich ihn wieder zum Laufen bringe werde ich nur mehr Ideamaker oder Makerbot oder Craftware verwenden. Letzterer ist ohnehin moderner und man kann sogar Teile Schneiden. Überdies alle kostenlos.
Da hat wohl ein Softwarefuzzi durchgedreht und alle nicht mit Marke Ultimaker zerstört.
Weiß nicht was mit 4.4 los ist. Im Forum gibt es auch wieder Klagen. Wenn Du mal im Forum den StartCode veröffentlichst können wir den ja mal auseinander nehmen. Was das aber nun mit anderen Slicern zu tun haben soll kann ich nicht nachvollziehen. Schneiden kann auch Prusa, kostenlos sind Cura und Prusa auch. Ich schimpfe auch gerne auf Programmierer aber das sind auch nur Menschen. Ein freundliches Wort hilft da mehr als Kraftausdrücke.
Start Code
M201 X500.00 Y500.00 Z100.00 E5000.00; Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00; Setup machine max feedrate
M204 P500.00 R1000.00 T500.00; Setup Print/Retract/ Travelacceleration
M205 X8.00 Y8.00 Z0.40 E5.00; Setup Jerk
M220 S100; Reset Feedrate
M221 S100; Reset Flowrate
G28; Home
G92 E0; Reset Extruder
G1 Z2.0 F3000;Move Z Axis up
G1 X 10.1 Y20 Z0.28 F5000.0 :Move to start position
G1 x 10.1 Y200.0 Z0.28 F1500.0 E15; Draw the first line
G1 X 10.4 Y200.0 Z0.28 F5000.0 Move to side a little
G1 X 10.4 Y20 Z0.28 F1500.0 E30; Draw the second line
G92 E0; Reset Extruder
G1 Z2.0 F3000; Move Z Axis up
Ich versuchte einen anderen Slicer – um zu prüfen ob es am Drucker oder an Cura liegt. Der Drucker ist defekt. Am Extrudermotor liegt es nicht. Ist wohl der Treiber kaputt gegangen.
Wer überprüft schon die Startcodes seines Slicers vor Druckbeginn ?
Kaputter Drucker – und ich soll freundliche Worte finden ?
Ja, ja – sei immer höflich – sei immer nett – hat seine Mutter ihm gesagt ………………….nettes Lied
Ich bleib ja auch höflich obwohl Du meiner Bitte nicht nachkommst in das Forum zu wechseln. Der ganze Spaß vor G28 ist schon mit Version 4.0 im Cura bei den Creality-Druckern aufgetaucht. Ich hab noch nicht von Schäden dadurch gehört. Sinn machen die Einträge für mich aber auch nicht. Alle Einstellungen von Hand oder in der Firmware werden auf diese Einstellungen zurück gesetzt. Das ist nicht im Sinne des Erfinders. Die würde ich eher als separaten g-Code zum Rücksetzen irgend wo ablegen. Bei Änderungen könnte man das dort eintragen und recht simpel uf den Drucker spielen.
Hi Stephan.
SUPER Beitrag.
Mich würde mal ein Endcode Interessieren.
Was sollte generell drin stehen, oder wie einer auszusehen hat.
Gruss.
Machen kann man da viel. Der Ende Code soll jedoch mindestens:
– Die Düse vom Druckstück wegfahren
– Heizungen ausschalten
– Lüfter ausschalten
– eventuell den Motorstrom ausschalten
Dazu kann man zb sowas nutzen:
G28 X0 Y0 ; home x axis
M106 S0 ; turn off cooling fan
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
Hätte da noch ne Frage zum End Code?
Kann man auch von anderen Drucker, mit gleicher Baugröße die gCodes verwenden.
CR10S für Sidewinder X1
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F240 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionning
G1 X0 Y(machine_depth) ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
Diese Frage läßt sich nicht ungesehen mit ja beantworten. Bei CR-10S und Sidewinder X1 seh ich keine Probleme aber schon ein ABL-Sensor benötigt zusätzliche Befehle die der CR-10S vermutlich nicht versteht. Den EndCode da sollte der Sidewinder X1 aber ohne Probleme verstehen. Cura ersetzt ja selbständig Y(machine_depth) durch den im Programm eingestellten Wert.
Habe es mal ausprobiert, ohne funktion.
Ich meine, wenn ich denn Start- und End-Code des CR10S nehme als Profil für den SidewinderX1.
Fährt mir das bed das Stück vor.
Wenn ich dan denn gCode in das Profil des Sidewinder eintrage, fährt er das bed nicht vor.
An was könnte das liegen?
Falsche Klammer.. Du schreibst:
G1 X0 Y(machine_depth) ;Present print
es muss aber:
G1 X0 Y{machine_depth} ;Present print
sein. Geschweifte Klammern für Cura Variablen.
Wenn es mal funktioniert und mal nicht würde ich auf Tippfehler setzen aber Dir ist ja die genaue Größe des Druckbetts bekannt und Du kannst auch direkt den richtigen Wert einsetzen.
Im moment läufts gut.
Neues Proplem, und wollte wissen ob man das mit dem gCode ändern kan.
Wenn er mit dem Bauteil fertig ist, fährt er quer rüber und hinterlässt eine Spur im Teil.
Kann man das mit dem End-Code vermeiden?
zb die Z Achse 5mm anhebt, und dann erst in
G1 ;Relative positionning fährt.
G91 ;Relative positionning hat erstmal nichts damit zu tun. Das schaltet nur vom Absoluten zum relativen Koordinatensystem um. Anschließend kannst Du ihm sagen er soll 5mm nach oben sonst kracht es!
Danke für die Antwort.
Er zieht jetzt nicht mehr übers Bauteil.
Frage:
Kann man das Filament auch zurückziehen. Und unter welchem Code Steht der Einzug?
Steht doch schon drin.
G1 E-2 F2700 ;Retract a bit
Den Wert -2 für E kannst Du anpassen.
Danke fürs Kompliment! auch wenn ich nicht Stephan heiße. Die Antwort läßt sich so schwer beantworten. Dazu gibt es zu viele verschiedene Drucker und auch Vorstellungen der User. Zunächst mal wie Stephan bereits schreibt die Heizungen aus. Ich ziehe gern vorher das Filament so weit zurück, daß ich im kalten Zustand mal schnell wechseln kann. Das bedeutet aber entsprechender Vorschub bei Beginn des Drucks. Schon bei Home X und Y scheiden sich die Geister. Die meisten Prusa-ähnlichen Drucker haben ihr Home hinten und da fahr ich das Bett lieber nach vorn. Viel mehr gibt es dann eigentlich nicht zu sagen. Stepper aus und fertig. Das Einfachste ist, sich von fertigen Druckereinstellungen inspirieren zu lassen. Also mal ein fertiges Prusa-Profil laden…
Eventuell für andere interessant:
Beim Anycubic i3 Mega (neueste Version (wieder) mit steckbaren Treibern) funktioniert der Startcode für gleichzeitiges Heizen von Bett und Düse nicht, weil einer der Parameter vom Drucker falsche Werte ausgibt. Laut Recherche ist das wohl schon bekannt, aber eben noch nicht gefixt.
Falls da jemand Abhilfe weiß, meine Ohren sind offen 🙂
Uwe, könntest Du Deine Codes direkt in den Beitrag einfügen ? Dann kann man die sich raus kopieren. =)
LG
Bin im Moment auf Dienstreise mit schnarch langsamem Internet über das Handy. Eigentlich sollten es nur Anregungen sein was so alles geht. Letztlich kann der komplette Befehlssatz von Marlin im StartCode verwurstet werden. Nicht alles funktioniert an jedem Drucker in gleicher Form und nicht alles macht auch immer Sinn. Wer Bettklammern verwendet kann am Rand keine PrimeLine ziehen… Also bitte kein blindes Kopieren!
Hallo,
ich suche mir hier im Internet die Augen wund. Ich habe bei einem Ultimaker gesehen, dass der so eingestellt war, dass vorne links auf dem Heizbett ein Filamentpunkt gesetzt wurde. Der war so ca. 2mm im Duchmesser und von diesem Punkt aus zog er eine Filamentspur bis zu dem eigentlichen Bereich wo er dann anfing das Brim für das Werkstück zu drucken. Genau so etwas möchte ich auch an meinem Drucker einrichten, da ich öfters mit zuwenig Filament am Anfang des Druckes habe. Erst kommt nichts an Filament raus und denn kommt zwar etwas, aber es haftet nicht so richtig die ersten 30mm. Dann haftet es, aber die 30mm von dem nicht haftenden Filament stören dann beim weiter drucken manchmal.
Frank
Der macht einfach nur nen G1 E6, dann geht er so 10mm nach oben und drückt da nochmal paar mm bei raus, dann geht er zum Brim. Ich schau mal ob, ich den genauen Code dazu finde.
Danke für die Nacharbeit und Erweiterung des Beitrags Stephan.
Hallo Stephan.
Hattest du zu diesem ANfangscode irgendetwas gefunden?
(Mein Chinadrucker macht das auch so und ich finds genial … krieg´s aber trotz copy-paste nicht im S3D-slicer nicht genauso hin)
Gruss Dirk
Der S3D StartCode sieht bei mir so aus, dass ist nicht exakt gleich, wie es Ultimaker macht, aber so ähnlich:
G28 ; home all axes
G1 X5 Y10 F3000 ; bring extruder to front
G92 E0 ; zero the extruded length
G1 Z10 ; lower
G1 E19 F200 ; purge nozzle quickly
G1 E26 F60 ; purge nozzle slowly
G92 E0 ; zero the extruded length again
G1 E-5.5 F400 ; retract
G1 X190 Z0 F9000 ; pull away filament
G1 X210 F9000 ; wipe
G1 Y20 F9000 ; wipe
G1 E0 ; feed filament back
Vorsicht mit dem Z0 in der Zeile: G1 X190 Z0 F9000 ; pull away filament, das kann auch mal hart streifen bei schiefen Betten, dann wäre Z0.1 sicherer.
Hey Stephan.. SUUPER .. das mus ich dann mal testen.
Cool, dass Du geantwortet hast.
besten Gruß Dirk
Super! Danke!
wenn es Euch hilft… bin ich’s zufrieden.