
Wie finde ich die richtige Temperatur?
Mal wieder ein Teil Tipps & Hilfe für Einsteiger und für alle die halt noch Probleme damit haben. Inspiriert von den vielen Fragen im Forum und der sehr guten Erklärung von Ela! Den nächsten Beitrag schreibt sie bestimmt selber! 😉
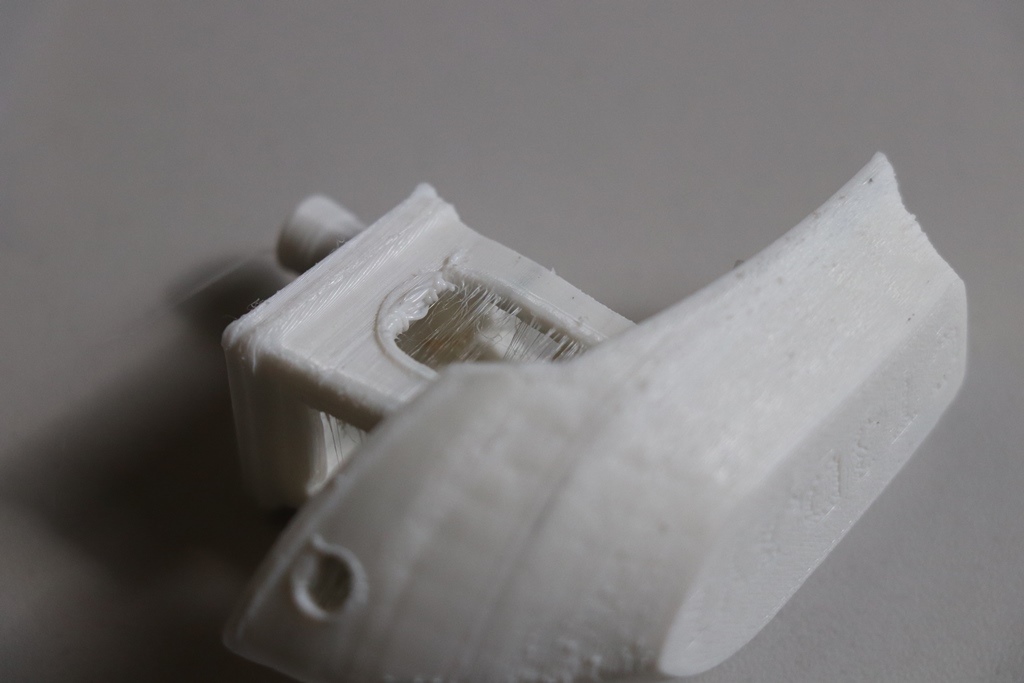
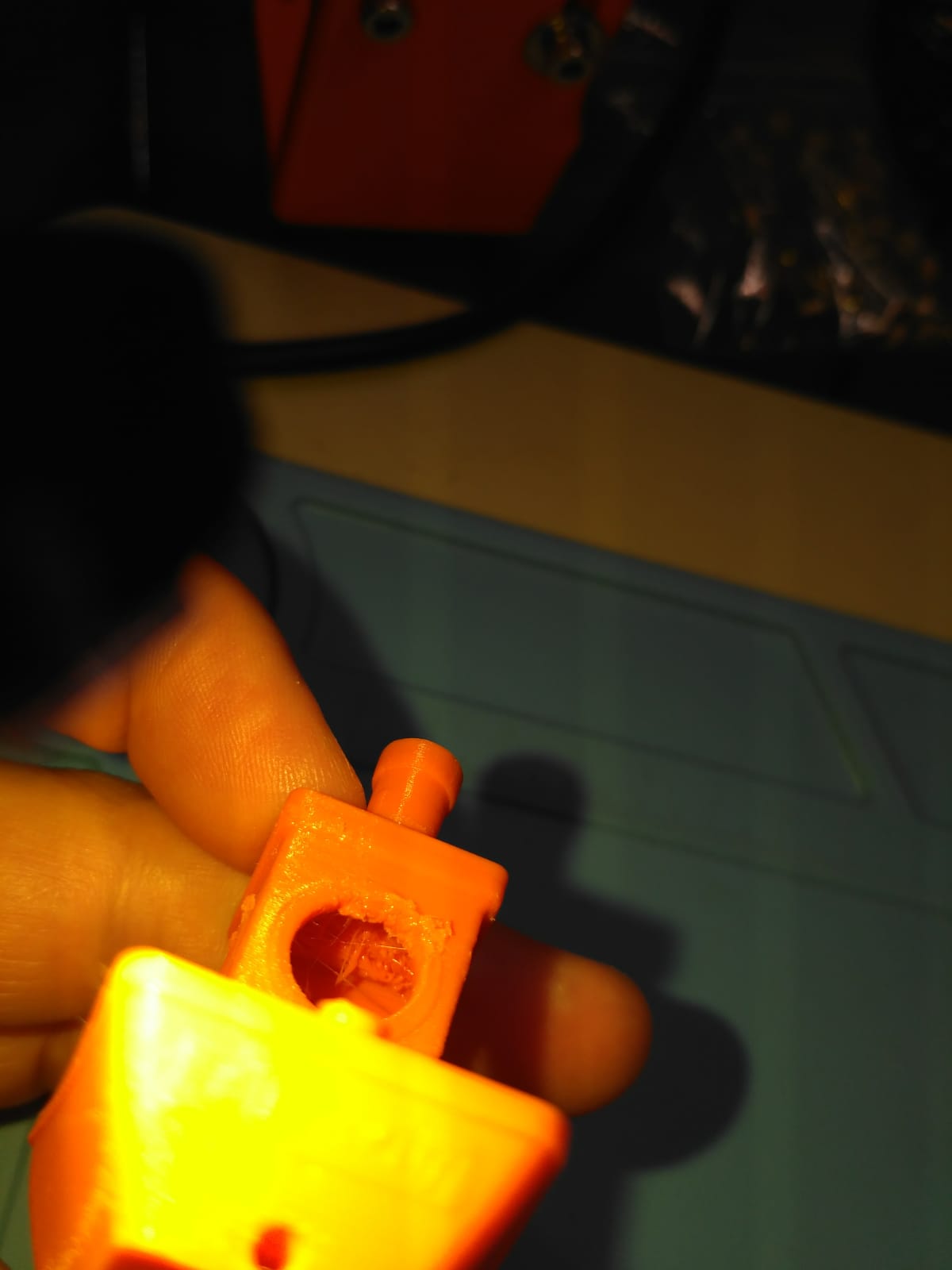
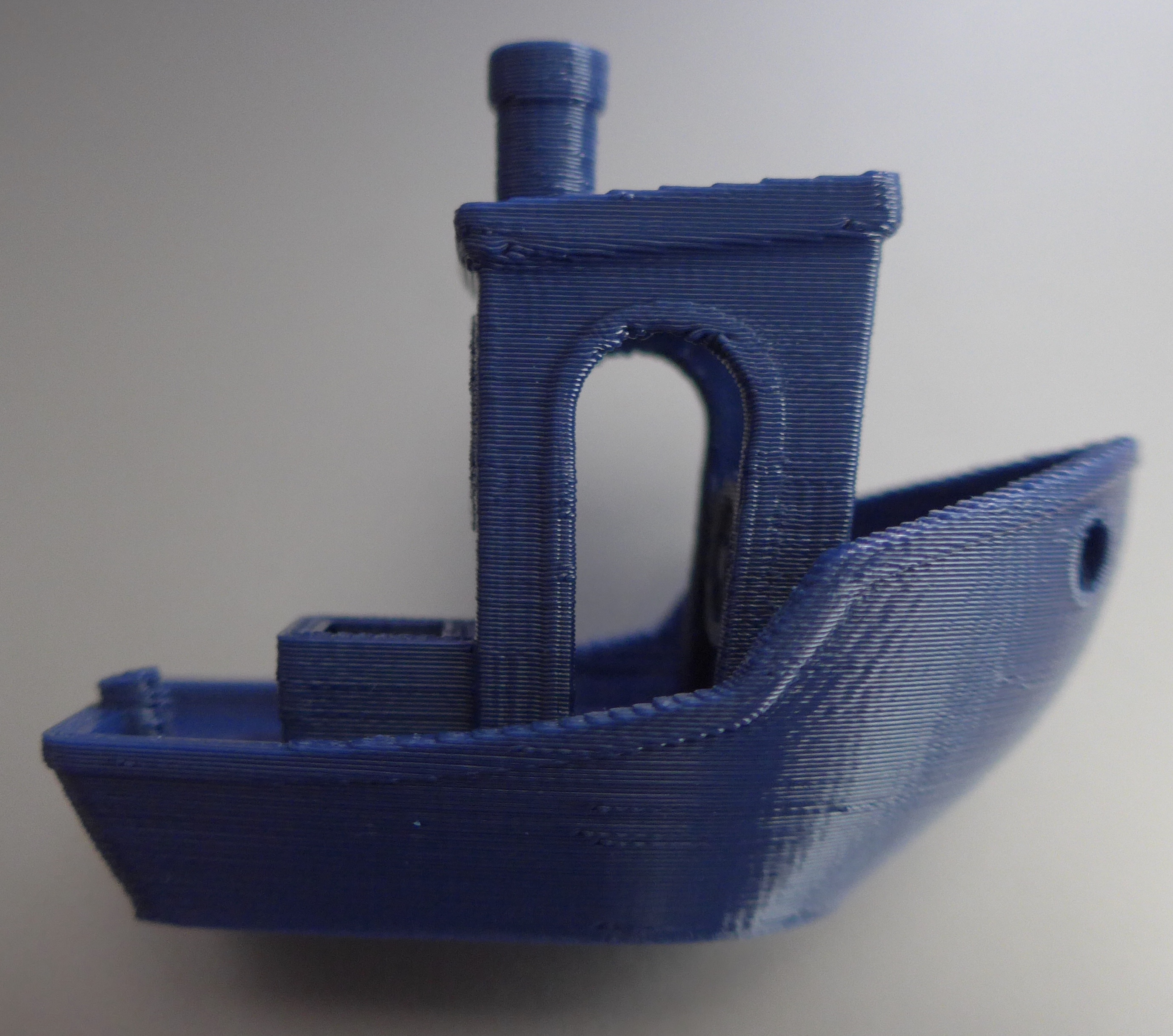
Wer als Einsteiger das Tränental des Bettleveling hinter sich gelassen hat steht unmittelbar vor der nächsten Hürde. Eins der ersten Objekte ist meist das beliebte Benchy um es im Forum zu präsentieren und sich weiteren Rat zur Optimierung zu holen. Da frei verfügbar und auch sehr beliebt wird also Cura gestartet und dann erschlägt es den Einsteiger zunächst. Um diesen Schritt zu erleichtern gibt es schon mal den Beitrag erste Schritte CR-10 mit Cura 3. Auch wenn da CR-10 steht das hilft auch an anderen Druckern! Doch egal ob nun Cura, Slic3r oder irgendein anderer Slicer bleibt eine Frage offen: Welche Temperaturen stelle ich im Slicer ein. Es gibt unzählige Angaben dazu im Netz. Ob der Material-Guide von Prusa oder besser die Angaben des Herstellers immer wird ein Temperaturbereich angegeben. Die Temperatur ist also in erster Linie vom Material abhängig aber der optimale Wert muß selber auf dem eigenen Drucker bei den eigenen Umgebungsbedingungen gefunden werden. Eine Möglichkeit ist natürlich das Benchy mit verschiedenen Einstellungen zu drucken und sich so an das Ergebnis heran zu tasten. Die Ergebnisse sehen dann mehr oder weniger brauchbar aus.
 |
 |
 |
 |
 |
 |
Die Bilder sind rein zufällig ausgewählt von Katastrophe (ich hab auch mal angefangen!) bis recht gut! Eure Bilder waren wieder nicht dabei? Ich erwisch Euch noch! 😉
TempTower
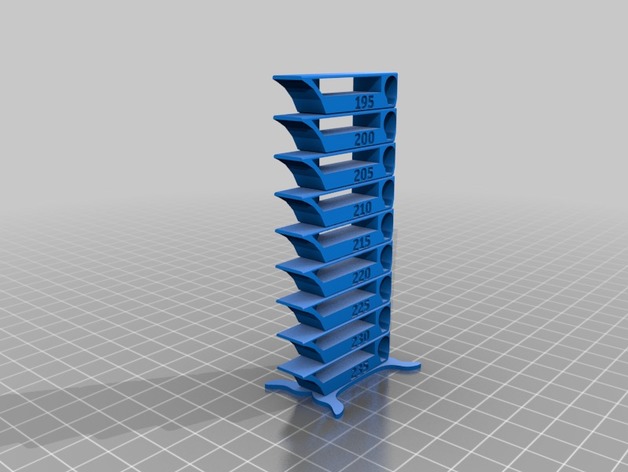
Schneller und einfacher geht es mit einem TempTower. Wer auf Thingiverse sucht wird schnell fündig aber ganz so einfach ist es dann doch nicht. Darum hab ich mal ein recht gutes Exemplar herausgesucht und zeige mit dem Cura wie Ihr den passenden TempTower zusammenstellt und in einen gCode wandelt. Ich hab mich für Smart compact temperature calibration tower by gaaZolee entschieden. Zum einen wird hier auch gleich erklärt wie Ihr den TempTower im Slic3r erstellt und zum zweiten habt Ihr hier die Möglichkeit Euch neben den zusammengestellten Towern auch einen eigenen zusammen zu stellen. Das macht durchaus Sinn wenn Ihr den Temperaturbereich erweitern oder eingrenzen möchtet. Ein paar Kleinigkeiten gibt es dabei jedoch zu beachten.
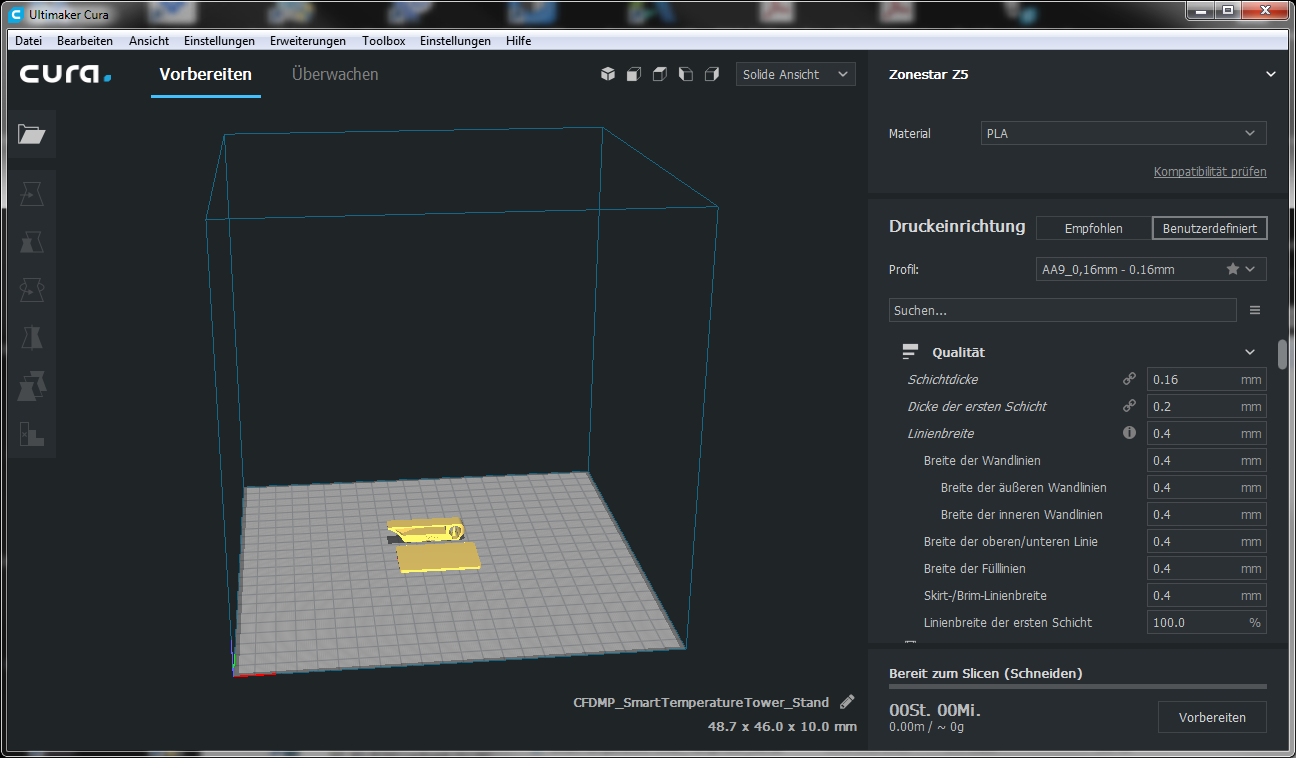
Also fangen wir an. Download, Entpacken, Programmstart sollte ich nicht erklären müssen. Ihr findet zusätzlich zu SmartTemperatureTower_ABS_200-250, SmartTemperatureTower_PETG_220-265, SmartTemperatureTower_PLA_180-225 und SmartTemperatureTower_PLA_Plus_195-235 auch die einzelnen Komponenten SmartTemperatureTower_Stand und SmartTemperatureTower_TempFloor_170 bis 265 sowie SmartTemperatureTower im Stl-Format und wem das nicht genügt der kann sich weitere Teile im CAD aus den Step-Dateien erzeugen. Ich zeige es am Beispiel von PLA und erzeuge einen Temp-Tower von 225-185°C in 5°-Schritten. Warum ich mit der höchsten Temperatur beginne? Die Düse kühlt erfahrungsgemäß schneller ab als sie sich erwärmt und damit ist der Übergang zügiger.
 |
 |
 |
 |
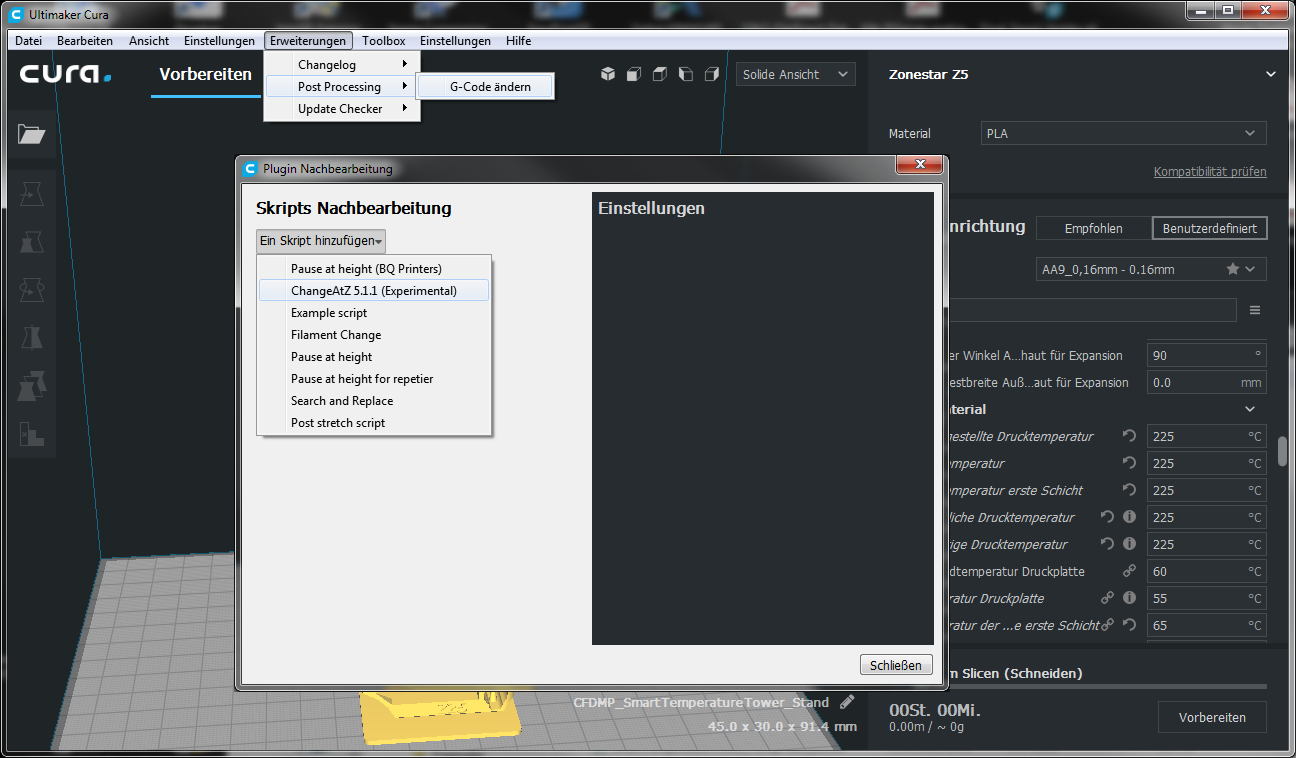 |
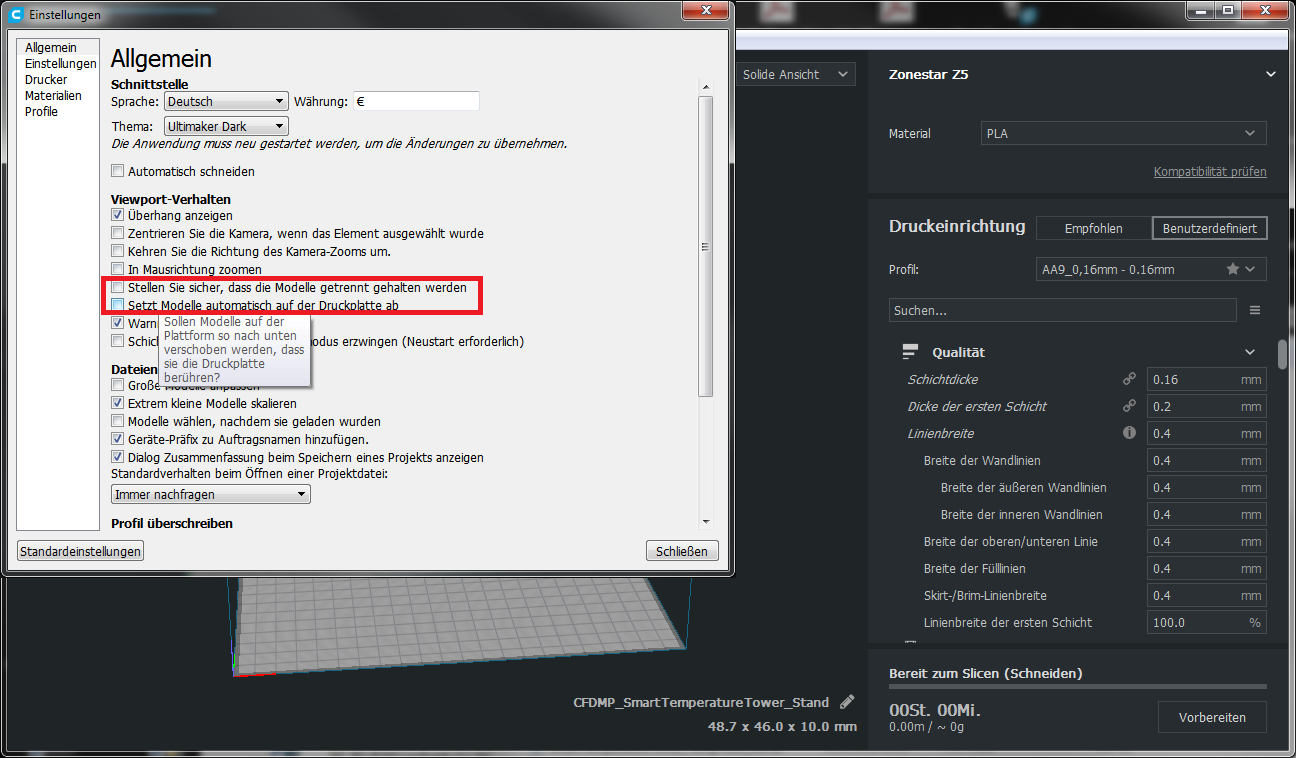
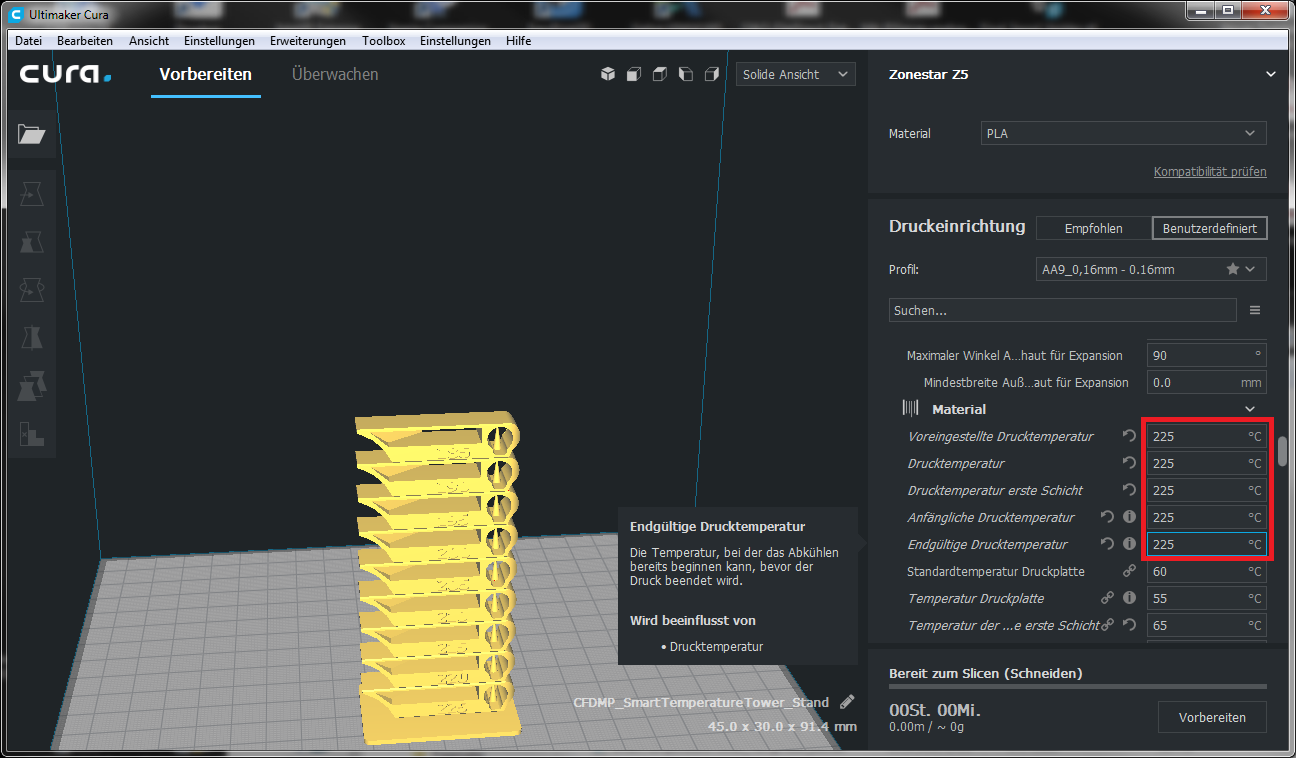
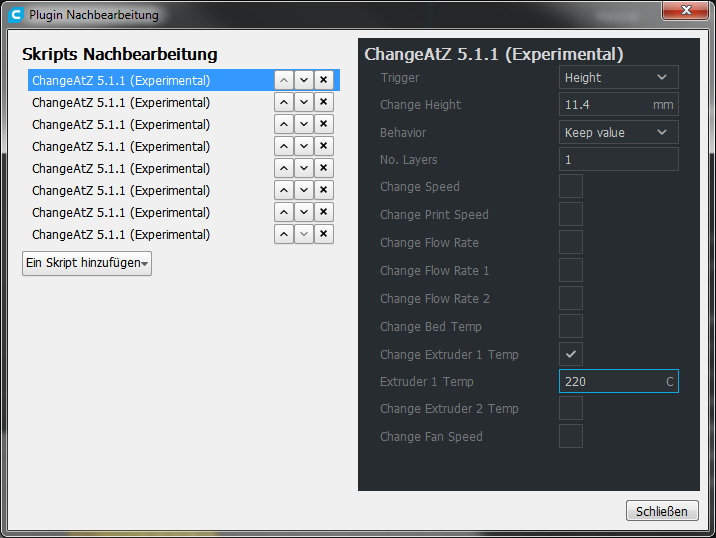
Zuächst schieben wir den Stand in Cura und sehen rechts unten die Höhe. 1,4mm die wir uns merken. Als nächstes TempFloor_225 und der Blick in die rechte Ecke verrät, das Teil ist 10mm hoch. Das Teil muß nun auf den Stand verschoben werden. Mit den Standardeinstellungen wird Euch das nicht gelingen. Dazu muß in den Einstellungen das Häkchen bei „Stellen Sie sicher, dass die Modelle getrennt gehalten werden“ und „Setzt Modelle automatisch auf der Druckplatte ab“ entfernt werden. Nun wird das 2.Teil markiert und wir platzieren das Teil auf X=0, Y=0 und Z=1,4mm. Das wiederholen wir mit den Teilen TempFloor_220 bis 185 und erhöhen Z jeweils um 10mm und erhalten unseren TempTower. Als nächstes stellen wir die 225°C Drucktemperatur ein und vorzugsweise 0,2mm Layerhöhe. Dann müssen die Temperatursprünge auf den jeweiligen Höhen 1,4 + n x 10 eingegeben werden. Wir haben 8 Temperatursprünge und fügen uns unter Erweiterungen PostProcessing G-Code ändern 8x das Skript ChangeAtZ hinzu.
 |
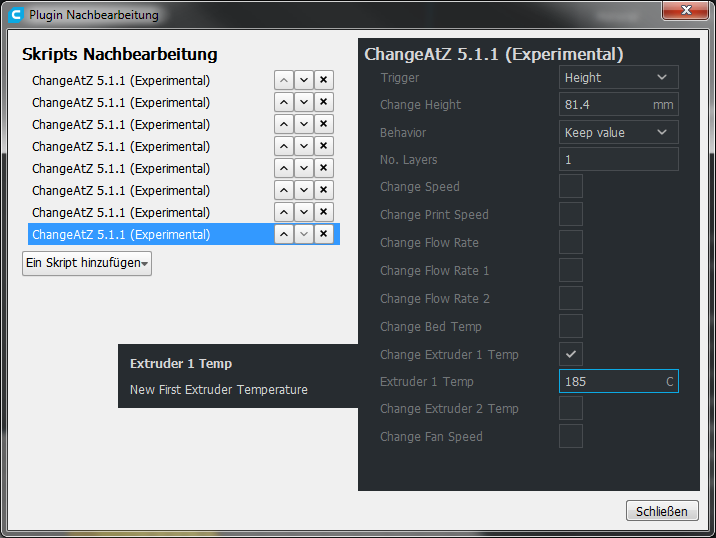 |
Von oben beginnend passen wir das Skript an und geben die Höhe 11.4mm und Change Extruder 1 Temp – Extruder 1 Temp 220C ein. Das wiederholen wir Schritt für Schritt, erhöhen die Höhe um 10mm und senken die Temperatur des Extruder 1 um 5°. Ist alles eingegeben schließen wir das Fenster und sehen rechts unten ein Werkzeugsymbol. Das zeigt an, daß der G-Code überschrieben wurde und ein Klick darauf ermöglicht den direkten Zugriff. Das ist WICHTIG! Cura löscht diese Änderungen nicht selbständig und Ihr müßt selber vor dem nächsten Slicen die Skripte wieder löschen! Nun bleibt nur mit Klick auf Vorbereiten den Tower zu slicen und anschließend den gCode zu speichern.
 |
 |
Da ich sie nun grad einmal erzeugt habe hier der PLA-TempTower für den Ender-3. Der Drucker sollte nun bei entsprechender Höhe automatisch die Temperatur wechseln. Nach dem Druck seht Euch die Überhänge, Spitzen und Brücken der einzelnen Abschnitte an und Ihr findet die optimale Drucktemperatur für Euer Filament.
Update 20.06.21
3D-Jake hat ein schönes Video dazu erstellt.
Weitere Videos von 3D-Jake findet Ihr auf dem YouTube-Channel.
Alle Tipps von uns zum Cura in der Cura-Fibel.
Guten Druck! von Uwe Reintzsch
Auch im Jahr 2023, Dezember, sehr informativ.
Vielen Dank.
Mich würde interessieren, welche Druckgeschwindigkeit man für den Temptower nehmen sollte. Habe den Anycubic Mega S. Ein Temptower mit neuem Filament von Sunlu habe ich mit 80mm/s gedruckt. Von 220 bis 210 sah alles gut aus, bei 205, 200, 195 und 190 wars nicht so gut.
Dann Flowtest mit den zwei Wänden gemacht, auch mit 80 mm/s, war OK, an den Ecken diese Wellen. Flow ermittelt und eingetragen.
Nun hatte ich ein Objekt mit 210 Grad, Flow 96.45 und 60mm/s gedruckt. Sah Mist aus.
Gab einige dünne Fäden.
War ich jetzt zu langsam unterwegs, oder zu hohe Temperatur oder beides?
Haftung ist bisher immer gut und gibt bisher auch keine Probleme.
Ich denke, man sollte erstmal die „optimale“ Drucktemperatur rausfinden, dann Flow, dann aufgrund der Materialveränderung die Abweichung für die Masshaltigkeit.
Oder gibt es einen schnelleren Weg?
Möchte eigentlich den Mega S mit 80 bis 100 nutzen, falls das geht, 50 oder 60 sind mir etwas zu mau, aber geht auch hin und wieder.
Vielen Dank für Eure Tipps&Tricks und Infos
Liebe Grüße Steffi
Es ist sinnvoller, solche Fragen im Forum zu stellen. In den Kommentaren lesen nicht viele mit. Mit dem Temptower möchte man die optimale Temperatur für das Filament und ein Projekt ermitteln. Macht also Sinn, auch die anderen Rahmenbedingungen gleich zu halten, um eine Vergleichbarkeit der Werte zu erhalten. Der Fluß ist wieder eine andere Geschichte und bei weitem nicht so einfach zu ermitteln, wie es einige im Netz erzählen. Wenn ich mal die 0,4mm Düse als Beispiel nehme, muß ich zunächst sicher sein, ob die wirklich 0,4mm hat. Mit dem Messen wird das etwas schwierig. Also extrudiere ich in die Luft und messe die Plastewurst. Oft kommt da nicht 0,4mm raus. Ist die Wurst dicker wird es schwierig, damit eine 0,4mm Wand zu drucken. Dann macht es wenig Sinn, den Test mit 0,4mm Wänden durchführen zu wollen. Besser ich passe dann die Wandstärke an und führe damit den Test durch. Kurz, ich drucke mit 100% Fluß.
Hallo,
also ?inzwischen? gibt es im Ultimaker Cura Market Place ein Plugin „Calibration Shapes“, damit lassen sich eine Vielzahl an Shapes drucken.
Ich lasse inzwischen für jedes neue Filament einen TempTower rennen. Ist echt easy.
Jetzt mein eigentliches „Problem“: Die meisten Filamente haben bei 10 Grad weniger als Herstellerangabe, die beten optischen Ergebnisse z.B. Hersteller sagt bei seinem PLA 200-230C, Temp Tower sagt 185 Grad.
Muss ich mir da Gedanken machen zum Thema Layerhaftung?
Ich verstehe die Frage nicht. Erwartest Du von uns eine allgemein gültige Antwort zu der Layerhaftung von Filament bei Drucktemperaturen unterhalb der Herstellerempfehlung? Die Antwort ist doch ganz simpel! Testen mit einem Temptower!
Einfach testen.
Mein TPU von Tinmorry soll ab 200° gedruckt werden können.
Bei 200° sind die Ergebnisse kacke, bei 180° sieht es deutlich besser aus und es hält.
Vielen Dank!
Das habe sogar ich verstanden.
Die Scripte findet man bei Cura 4.8 unter —>>> Erweiterungen —>>> Nachbearbeitung —>>> G-Code ändern.
Auf der Seite schaue ich öfter rein und poste den Link gerne auf Facebook.
Hallo,
hat jemand schon den Temptower für den Ender 3pro als Datei?
Wäre dankbar….
Vielen Dank A. Wülfing
Welchen Unterschied erwartest Du? Wie der erstellt wird hab ich doch erklärt aber der Ender-3 ist doch völlig identisch.
Danke….also ich habe einen Ender 3 und einen Ender 3pro….und ich muss sagen es gibt einen Unterschied….den Ender 3 hab ich ratzfatz eingetellt und der läuft prima….den Ender 3pro könnte ich an die Wand klatschen….leveln geht nicht…..etc….weiß auch nicht warum…..
Keine Ahnung was Du für Probleme hast. Dafür gibt es das Forum aber der gCode unterscheidet sich nicht.
Vielen Dank…..
Hallo zusammen, habe den Tower soweit fertig gestellt und die Anpassungen (so gut es ging) gemacht. Habe Das neue Cura Version: 4.8.0 drauf.
Die Temperatur wird aber beim Druck nicht geändert.
Was mach ich falsch?
Würde gerne Bilder einfügen, weiß aber nicht wie
Hallo Artur,
Schau mal bitte hier:
https://drucktipps3d.de/forum/topic/temptower-leider-sehr-schlecht-gedruckt/
Hast du alle Einstellung übernommen aus den Screenshot?
Wie lädst du die Druckdatei in deinen 3D Drucker ?
Gruß Dominik
Bilder gehen nur im Forum. So ohne kann ich leider auch keine Antwort geben.
Hier gehen keine Bilder, mach im Forum Beitrag auf.
Hallo, hierzu hätte ich eine Frage. Sollte man in Cura die Bridging-Einstellungen aktivieren, oder ist es genau das Ziel, erstmal ohne Bridging die optimale Temperatur zur finden?
Wenn Bridging „Ja“, welche Einstellungen sollte man hier wählen für einen ABS-Tower? Ich drucke mit NiceABS von 3DJake, welches man im Gegensatz zu anderen ABSsen mit etwas Lüfter drucken soll.
Da kann man sich nun drum streiten.. Ich halte es so, dass ich für diesen Test keine abweichenden Einstellungen für die Brücken nutze. Zu den Brücken-Optimierungen selber kann ich leider nix sinnvolles Beitragen, ich nutze das in Cura nie und in S3D belasse ich in aller Regel die Voreinstellung.
Das könnte es erschweren die Unterschiede zu erkennen, auf der anderen Seite wenn Du anschließend die Brückeneinstellungen aktivierst würde das ja auch vom Tower abweichen. Also entschiedenes jein. So wirklich hab ich in den Einstellungen noch nicht herumgespielt. Wie immer. Probieren.
Ich habe den G-Code auf meinem Anycubic i3 Mega S ausprobiert. Was soll ich sagen, ich habe so gutes Bridging selber nicht hinbekommen. Könnt Ihr die Parameter teilen, mit denen Ihr die Bridge gebaut habt. Die würde ich gerne immer wieder einsetzen.
Sorry! Das hab ich vor über 20 Monaten geslict. Vermutlich hab ich die Brückeneinstellungen im Bereich Experimentell von Cura aktiviert. Mehr kann ich Dir wirklich nicht dazu sagen.
Ich wärme diesen Beitrag wieder einmal auf… 😉
ich habe bei meinem Benchys ähnliche Pickel am Bug wie das schwarze Benchy oben auf dem Bild. Habe schon 6 Benchys mit diversen Einstellungen versucht zu drucken. Die Pickel entstehen immer, wenn der Drucker einen neuen Layer beginnt. Habe schon mehrere Rückzugsgeschwindigkeiten und Distanzen durch, diverse Druckgeschwindigkeiten und auch die Themperatur geändert. Nichts brachte den Erfolg. Sobald er aber irgendwelche scharfen Kanten hat, tritt das Problem natürlich nicht auf, da er dann dort die Layer zu drucken beginnt.
Irgendwelche Tips?
Artillery X1
Einzugsabstand 6.5mm
Einzugsgeschwindigkeit 25mm/s
Ihr habt heut diesen Beitrag aufs Korn genommen? Ein Bild vom Problem sagt mehr als viele Worte und die wirklich relevanten Infos wie Material, Temperatur, Bauteillüfter dazu. Der Artillery gehört leider auch nicht zu meiner Druckerflotte. Also komm bitte ins Forum, öffne ein neues Thema, Bild und die Infos zum Problem dann werden wir uns das mal ansehen.
Hallo Clown,
das muss nicht unbedingt die Nozzlet- / Filamentemperatur sein.
Bei einem Layerwechsel hast Du eine kurze Verweilzeit in der Du aus der Nozzle kein Filament „entnimmst“.
Dann kommst die gute Physik ins Spiel in Form der Kapilarwirkung in Verbindung mit einer Überextrusion. (Flow 100% = 100% sicher)
Kein Gegendruck mehr, und schon läuft die „Suppe“ raus.
Wird noch viel schöner, wenn man den Allheiltrick verwendest und eine Microswiss / Mapa Düse oder ähnl. verwendet.
a) Gibt natürlich jetzt die Möglichkeit mit den Slicertricks wie Combing zu arbeiten.
b) oder Drucker mittels Flow und Linienweite so einzustellen, das nur das gefördert wird, was man auch braucht.
Variante „B“ ist aber Endlevel 3D-Druck.
Gruß Karsten
Versuch mal den Einzugsabstand runter zu nehmen (6,5mm ist arg viel für nen Direktextruder) – Richtung 1,5mm und mal versuchsweise die Einzugsgeschwindigkeit etwas höher.. Ich würd da aber unter <35mm/s erst mal bleiben
geh mal mit deinem Einzug auf 3-4 runter geschwindigkeit habe ich auch bei 25mm/s
Hallo , vielen Dank für diesen tollen Beitrag.
Respekt und Anerkennung für die Mühe .
Eine kleine Frage dazu, ich habe den TempTower als Druckdatei erstellt – leider ist bei mir das Ergebnis sehr sehr schlecht . Die Überhänge sind alle unsauber ich kann nicht mal sagen das es bei einer Temperatur besser ist. Hätten Sie hier auch eine Idee ab was dieses liegen könnte ?
Mit freundlichen Grüßen
Dom
Danke für das Lob. Ohne Bild ist das schwierig zu beurteilen. Der Drucker ändert die Temperatur wie vorgesehen? Ansonsten mal im Forum ein Thema öffnen und ein Bild anhängen. Dann sehen wir uns das mal an.
Ich frage mich gerade ob ihr bei einem Temp Tower für ein neues Unbekannten Material mit Bauteillüfter druckt oder lasst ihr beim Drucken vom Temp Tower den Bauteillüfter aus?
So völlig unbekannt ist es je meist doch nicht, so ne Grundidee hat man ja: PLAs an, TPU auch an, PETG halbe Kraft,, ABS & ASA aus.
Wenn Du möchtest kann auf gleiche Weise ein „Kühl-Tower“ erstellt werden.
Vielen Dank für diesen Super Beitrag.
Perfekte Temperatur hab ich gefunden, hab aber noch massive Probleme mit Stringing, die bei deiner Datei vom Tower nicht aufreten. Mit welchen Retraction Einstellungen ist das gemacht?
Vielen Dank im Voraus,
Cedric
5mm Einzug bei 40mm/s für den Ender-3
Hallo zusammen,
kann jemand mal die Funktion ChangeAtZ in der neuesten Cura 4 Version testen?
Ich bin jetzt auf Dienstreise und konnte meinen Test nicht mehr zuende bringen.
Ich hatte das Problem, das zwar alle 10 mm eine Temperaturänderung war im Heattower, die aber sofort wieder in der nächsten Zeile zurückgesetzt wurde. Ich hatte immer wieder die Anfangstemperatur im nachfolgenden Programmsatz stehen. Ich konnte mir nur helfen, indem ich händisch die Zeilen aus dem gcode herausgelöscht hatte.
Dankeschön
Ich glaub wir sind hier alle bei 3.6 hängen geblieben 🙁
Nö Stephan! Ist pure Verweigerung. Die 3.6 funktioniert endlich und bei Cura ist immer irgend was nicht ganz rund an der 0. Version. Cura 3.2.1, 3.3.1, 3.4.1, 3.5.1… Keine Lust auf die Fehlerbereinigung zu warten und Alpha-Tester zu spielen.
Wir sind jetzt bei V4.3 ! Immer noch Probleme? Ich habe keine und die V4.x Serie hat schon einige Vorteile..
Uwe ist da ausdauernd 😉
Was spricht gegen eine funktionierende Version?
Ich hab 3.6 und 4.3 installiert. Funktioniert beides. Macht auch keinen wirklichen Sinn deshalb den Beitrag neu zu schreiben. Das sieht alles fast gleich aus.
Also ich nutze 4.x unter Linux mit einem AppImage. Leider hat das Nachteile, weil man die Skripte im AppImage nicht editieren kann.
Konnte auch Deinen Hinweis mit den Abschnitten mit anderem Infill ausprobieren. Die Bedienung ist aber „stark gewöhnungsbedürftig“ und leider müssen die Einstellungen separat aufgeschrieben und bei einem neuen Druck wieder manuell eingegeben werden.
Ein sehr eigenwilliges Verfahren….
Eigenwillig ist auch:
– wieso gibt es MEHRERE Makros für „Change At“? Der Sinn erschließt sich mir nicht.
– wieso ist die Bedienung des Skriptes so schlecht? Gerade für Temp-Tower ist es extrem umständlich.
FRAGE
======
Weiß jemand,
a) wo die Unterschiede dieser Skripte sind?
b) wie man die Vorgabewerte in den Skripten „Change at…“ in einem AppImage verändern kann? Auslesen und editieren klappt. Aber das Zurückschreiben in das Image nicht.
Verändern will ich die Pauseposition x/x, die Temperatur während der Pause und ob der Layer wiederholt wird.
(Klappt das in WIndows, weil die Datein dort frei zugänglich sind?)
Sorry Wolfgang,
ich bin kein Linux-Experte und kann da grad nicht folgen. Bitte mach ein Thema im Forum auf. Das findet hier keiner um Dir zu helfen.
Funktioniert in Cura 4.0 problemlos.
Moin,
hab gerade kein CURA vor mit, aber gibts da nicht eine Einstellung, ob die Änderung dauerhaft bleiben oder nur für den einen Layer gelten soll? (Müsste hier in den Screenshots die Einstellung Behavior sein)
viele Grüße,
Oliver
So wie oben im Beitrag beschrieben wird die Temperatur auf der Höhe geändert und bleibt bis zur nächsten Änderung auf dieser Temperatur.
Au man….
Könnte es sein, dass ich retraction ausschalten sollte für einen TempTower?
:-/
Nö. lass die an.. Wo klemmt es denn? Poste am besten gleich im Forum mit Bild..
Top. Die Info hatte ich nirgends gefunden und war verunsichert weil der Turm nicht so furchtbar aussieht wie auf vielen Bildern.
Hier findet sich jetzt ein gcode für PLA Tower auf Tevo Tornado:
https://drucktipps3d.de/wp-content/uploads/asgarosforum/28987/Tevo-TornadoTT_SmartTemperatureTower_PLA_180-225-slice-by-mty55.gcode
Danke erst einmal für den interessanten Artikel. Wir sind noch Druck Anfänger mit unseren Anycubic i3 mega und daher auf der Suche nach Tipps und Tricks. Im Vergleich zu den katastrophalen Ausdrucken am Anfang des Artikels, sieht es bei uns eigentlich ganz gut aus, auch wenn ich den Benchy noch nicht gedruckt habe.
Wir haben jetzt einige Male versucht einen solchen Temptower zu drucken aber jedesmal ist es schief gelaufen. Sprich das Filament hat sich verheddert und der Tower wurde verschoben. Ich frage mich ob es an der Haftung liegt oder an einem wackligen Untergrund. Es ist so, dass wir von einem ersten provisorischen Standort des Druckers umgezogen sind in ein Regal. Habe schon auf Brim gewechselt, aber nach ein paar Zentimeter verschiebt es sich dann doch wieder. Könnte hier eine langsamere Druckgeschwindigkeit helfen?
Immerhin, der Anfang des Temptowers sieht eigentlich ganz gut aus, das heißt nicht so zerfleddert wie man es manchmal bei einigen Leuten und Druckern sieht. Insofern bin ich auch am überlegen ob ich da überhaupt viel rumprobieren muss und lieber das Filament spare.
Grüße aus der Westpfalz,
Birgit
Hi Birgit,
Im Grunde sollte der TempTower sauber druckbar sein – Ausnahme Temperaturextreme. Z.B. unter 195° oder über 215°C ist für PLA manchmal etwas heikel. Am Besten wäre es, wenn Du einfach mal ein Foto von dem fehlgeschlagenen Tower im Forenteil postest, dann kann man mal drüber schauen, ob man evtl nochmal etwas feintunen müsste, oder obs wurst ist.
Ist das ein Streß! Ich schaff es nicht alles zeitnah zu beantworten. Unsere Spezialistin für den Anycubic ist Ela. Ich müßte jetzt raten was da wohl wie jetzt schief läuft. Ich nehm mal an, Es löst sich vom Druckbett? Der obere und der untere Temperaturbereich sollten möglichst nicht völlig außerhalb des zu erwartenden Bereichs für das Material liegen. Wie Stephan bereits erwähnt wird es dann etwas schwierig zu drucken. Wenn das also der Fall ist kann der Temptower um diese Temperaturen verkürzt werden. Deshalb auch die Erklärung. So kann jeder seinen individuellen Tower erstellen. Das spart Zeit und Material. Ansonsten auch von mir die Empfehlung: Ein Bild im Forum sagt mehr als viele Worte.
Ganz ruhig .. keine Hektik … erst recht jetzt nicht … 😉
Erstmal vielen Dank für die leicht verständliche Anleitung!
Hier noch ein Hinweis zu Cura:
Ich habe heute meinen ersten Temp Tower gebastelt, die Skripte konfiguriert und dann gedruckt. Doch leider stellte sich die Temperatur an den vorgesehenen Layern NICHT um. Nach ein paar Tests sehe ich nun die Ursache:
Wegen der Umbauarbeiten am Hotend meines Druckers steht der zur Zeit auf dem Schreibtisch und ist direkt per USB am Rechner angeschlossen. Beim Senden des frisch generierten GCODEs per USB werden die in ChangeAtZ konfigurierten Änderungen NICHT an den Drucker übertragen. Speichere ich die Datei auf Rechner oder SD-Karte, sind die Änderungen jedoch drin. Und interessanterweise werden die Änderungen doch per USB übertragen, wenn ich die frisch generierte GCODE-Datei vorher einmal speichere.
Ich muß Dir sagen, daß es mir ein Graus ist meinen Computer mit der Steuerung des 3D-Druckers Stunden oder Tage zu belegen. Ich weiß, es ist möglich über USB zu drucken aber das ist für mich die aller letzte aller Möglichkeiten. Einfachste Variante ist über die Speicherkarte, komfortabler ist über einen Raspi. Darum hab ich das nicht über USB versucht und kann da leider keine Erklärung dazu abgeben. Ich hab auch in anderen Anleitungen dazu nichts gelesen.
Da schliesse ich mich Uwe an, auch ich drucke absolut nicht über USB. Ich nutze immer noch die gute alte SD Karte (und bald vielleicht nen Raspi 😉 ) Aber USB war und ist mir immer mit zuviel Fehler behaftet.
Schöne Anleitung.
Da hätte ich auch gleich noch ne frage an die viel Drucker hier.
Druckt ihr den Temptower wirklich einmal per Drucker, oder lediglich per Filament? Hab ja erst seit kurzen einen zweiten und noch nicht die mühe gemacht zu schauen ob sich die Werte von einen auf den anderen übertragen lassen.
Auch interessant zu wissen wäre ob ihr wirklich pro neuer rolle den kompletten tower neu druckt (liest man ja eigentlich immer überall). Oder spart ihr euch das beim selben Hersteller und druckt lediglich einen mit einer kleineren Streuung anhand der alten werte?
Die richtige Temperatur zu wissen hilft zwar extrem, nur so einen kompletten Tower zu drucken dauert leider immer so lange, dass immer einen halben Tag vom Wochenende frisst. Der komplette PLA Plus tower von deinem Beispiel braucht z.b. ca 6 stunden auf meinem i3 Mega. Mit einem Drucker ist es dann doch nervig, vorallem wenn man noch in der Filament testphase ist 😀
Ja! Nee! Wenn Du einen neuen Drucker hast macht es schon mal Sinn. wenn Du das Filament kennst wirst Du wissen in welchem Bereich das optimale Ergebnis zu erwarten ist und kannst Dir den passenden TempTower nach der Anleitung selber zusammenstellen. Immer bei einer neuen Rolle auch nicht. Wenn plötzlich mal das Ergebnis nicht wie erwartet ausfällt kann man mal prüfen ob sich da was geändert hat.. Deshalb hab ich es auch extra etwas ausführlicher gemacht und gezeigt wie der eigene TempTower erstellt wird.
Schön zu hören. So hatte ich mir das schon gedacht.
Hab nur noch nicht mehrere rollen vom selben Filament durch. Sollte mich mal auf ne marke festlegen, derzeit hab ich nur ne bunte Mischung von allem was mal bei Amazon ins Auge gesprungen ist 😀
Welch zweifelhafte ehre meine Schiffchen hier zu sehen 🙂
Danke für den Artikel!
Dachte ich auch!
„Ich hab es auf die Titelseite geschafft!“
Wenn es beruhigt – Ich weiß nicht welches von wem und es sind auch gute dabei 😉
Das weiße natürlich 😉
Solche Katastrophen und schlimmer hatte ich auch schon! Wird leider nicht Dein letzter Fehldruck sein. Immerhin lernt man daraus.
Mal so prinzipiell gefragt, lässt sich die Temperatur nicht viel besser an einem Objekt mit nur einem Perimeter bestimmen?
Man sieht den Verlauf dadurch doch viel besser als wenn es durch eine zweite Perimeterschicht von hinten gestützt wird.
Auch kann man mit dem Fingernagel sehen bei welcher Temperatur es noch gut stabil ist.
Ich mach beides 🙂 Ein in die Höhe gezogenes Rechteck mit 1 Perimeter und einen Temptower. Hintergedanke ist: der Temptower druckt halt zusätzlich noch Überhänge und Brücken, die auch Temperaturabhängig sind. Irgendwann muss mal jemand hinsitzen und das in ein Model verwursten, also auch Teile mit 1 Perimeter an den Tower ansetzen.
Klar, der Test ist auch/ mehr für Überhänge und Brücken.
Aber wenn es in erster Linie mal rein um die Temperatur geht?!
Optimal wird beides sein, so wie du es machst.
Zu erwähnen sei noch, dass ein PID Tuning mit setzen der Werte auch nicht verkehrt ist. Damit kann sein eigenes Hotend speziell an die Marlin binden um konstantere Temperaturen zu haben. Die im Drucker vorhandenen Werte sind oft nur grob eingestellt für die Massenproduktion.
https://plastikjunkies.de/pid-tuning-konstante-temperaturen-fuer-extruder-und-heizbett/
Die Anleitung zum PID Tuning hatte Stephan doch schon hier geschrieben:
https://drucktipps3d.de/pid-tuning-stabile-temperaturen-fuer-den-drucker/
Und woher weiß ein Anfänger, für der Artikel von oben ja sein soll, dass es ein PID gibt, wenn nirgends im Text erklärt ist das es sowas gibt? Ein kurze Erwähnung mit Link wäre hilfreich oben im Text
Es gibt ja Tipps&Hilfe hier in einem Bereich zusammengefasst. Da ist auch der Beitrag hier drin, sowie der vom PID und ganz viele andere zum nachlesen. Ich hab mir die alle direkt angeschaut als ich hier das Forum gefunden hab und neu war. Finde schon das die Hilfe-Threads hier gut zu finden sind. Alle sogar mit Bild dran. Ich weiss auch nicht ob ich nen blutigen Anfänger direkt nen PID Tuning machen lassen würde wenn er vom Drucken noch so fast gar nix weiss. Aber das muss jeder selber wissen wieviel er sich zutraut. Ich hab z.B. erstmal geschaut das ich rausfinde welche Temp ich brauch und dann mal drauf losgedruckt. Das PID Tuning, Umbau von Lüftern etc hab ich dann erst später gemacht als ich mit dem generellen Druck bissl vertraut war und überhaupt wusste was für ne Änderung bewirkt was. Wollte ja auch nicht sagen das Dein Link nicht hier in den Beitrag gehört, nur das es auch schon ne Anleitung von Stephan hier gibt. Also alles gut 😉
Ja, ne, im Grunde könnte man das PID Tuning wirklich noch im Artikel selber erwähnen.
Was meint Ihr, PID Tuning noch vor dem TempTower oder aufgrund des Schwierigkeitsgrad nach dem Temptower?
Na wie gesagt, Erwähnen find ich ja auch gut. Im Endeffekt muss das jeder selber wissen ob er sich das am Anfang zutraut. Ich habs nachher gemacht, auch meine Freunde haben das alle später erst gemacht nachdem die ersten Drucke überhaupt erstmal gelaufen sind. Generell ist das auch wichtig damit die Drucke sauber werden. Wenn das Druckbild absolut nicht stimmen will und das nur daran liegt weil der Extruder ständig zuwenig oder zuviel Fila durchpumpt, dann ist das echt sinnvoll daran zu denken. Würde es „vor“ Temperatur setzen, und jeder soll dann selber entscheiden was er macht. Ist meine Meinung dazu.
Die falschen Temps, sry hab zu schnell geschrieben 🙁
War in Gedanken gerade noch bei den E-Steps, die stell ich geade beim Sigma ein ….
Nach dem Tower. Das PID ist wichtig ja, bringt aber jetzt auch keine Wunderheilung. Außer.die Werte sind so außer Rand und Band, weil der Drucker wie verrückt versucht die Temperatur auf ihren Wert zu halten.
Hätte nicht gedacht, daß der Beitrag solch Diskussion auslöst. Ich hoffe mal, es gibt da keinen mit 5° Temperaturschwankung am Hotend auch wenn ich die Abweichungen der Heizpatronen schon etwas erschrecken. Meine Erfahrung mit PID-Tuning ist da deutlich ernüchternd. Einen signifikanten Unterschied im Druckbild hatte ich nicht. Kann aber auch mit dem MK-10 zusammenhängen. Das ist nun nicht das totale Spitzenprodukt aber gute Hausmannskost und eher von der gutmütigen Sorte. Wirklich kritisches Filament hatte ich bis vor kurzem auch nicht im Einsatz. Das ändert sich grad. Um bei der Überschrift zu bleiben – zum Finden der richtigen Drucktemperatur ist PID-Tuning wohl nicht geeignet und ich würde als Einsteiger nicht gleich damit beginnen aber spätestens nach der Diskussion weiß nun jeder der den Beitrag und die Kommentare liest das gibt’s auch. Wie Ela schon richtig anmerkte – oben im Menu unter Tipps & Hilfe findet man alles Weitere zum Thema. Ich danke Euch! (besonders Ela und der Mutti, Oma, Tante Trudel….)
Hey Uwe, oha… da hab ich Dich ja zu einiger Arbeit animiert 😉 . Aber echt gut das Du das hier so erklärst, gerade am Anfang ein Thema was viele vergessen und sich einfach an die Richtlinien der Hersteller orientieren.
Danke dir 🙂
Na wenn sich ein Thema hochschaukelt macht es einfach mehr Sinn einen Beitrag dazu zu schreiben um darauf zu verweisen als alles immer wieder zu wiederholen und dabei etwas zu übersehen. Der Rest ist nur noch halb so wild. Zudem fehlen hier grad dringend paar neue Beiträge um das Erscheinungsbild wieder gerade zu rücken. Hast aber dieses Wochenende auch kräftig Ratschläge verteilt! Der mit dem Video mußte einfach in einen Beitrag verwandelt werden!
Und schon wieder kandidiert ein neuer Artikel-Kandidat von Uwe auf den Titel des meistzitierten.
Danke!
Ich kann doch nichts dafür! Ständig stauen sich die Themen im Forum auf und das so lange bis ich es Leid bin die Antworten immer wieder zu wiederholen. Das nächste Thema ist schon wieder da aber das ist deutlich umfangreicher. Hilfe mein Cura spinnt oder der Fehler sitzt vorm Bildschirm… Das Forum ist voll davon.
Hallo Uwe,
das ist nicht zum ärgern, aber bei den neuen Cura ab der Version 3.6 funktioniert ja die Einstellung vom Filamentdurchmesser nicht. Da muss zwingend das PlugIn „PrinerControl“ installiert werden. Kann gerne dazu auf andere Seiten verlinken.
Gerade die Leute, die den Flow und die Linienweite einstellen wollen, werden hier scheitern, oder ein falsches Ergebnis bekommen.
Und das sitzt der Fehler mal nicht vorm Monitor. 😉
LG Karsten
Kann ich nicht bestätigen! Cura verstellt gern mal bei einem Update auf 2,8 aber das ist in den Druckereinstellungen (Druckerverwaltung/Geräteeinstellung/Extruder) ganz schnell wieder behoben. Da braucht man kein PlugIn. Cura 3.6 läuft bei mir so gut, daß ich im Moment keinen Grund für das Update finde. Manchmal weiß der vorm Monitor nicht, daß er der Fehler ist. 😉