Bondtech BMG und Clone
 Stephan hat originale BMG-Extruder von Bondtech im Einsatz, Peter Clones von Trianglelabs, den gibts zu nem Drittel des Preises auf AliExpress.
Stephan hat originale BMG-Extruder von Bondtech im Einsatz, Peter Clones von Trianglelabs, den gibts zu nem Drittel des Preises auf AliExpress.
Ein Performancevergleich ist im Moment noch schwierig, weil zwischen den Extrudern 650 km Luftlinie liegen, aber wir haben für Euch die Extruder schon mal in Fotos gegenübergestellt.
Den Clone von Trianglelabs gibt es nur als „rechten“ Extruder, das Original von Bondtech als „rechten“ und als „linken“, wie hier abgebildet.
Lieferumfang
 Der Bondtech kommt ohne weiteres Zubehör, der Clone zusätzlich mit
Der Bondtech kommt ohne weiteres Zubehör, der Clone zusätzlich mit
- Halter aus Spritzguss
- Reserve-Schraube
- Bowdenabschnitt
- Reserve-Clip
- 3 Innensechkant-Schlüsseln
Boden
 Grundsätzlich sehen wir kleinere Designunterschiede, die aber wahrscheinlich unwesentlich sind. Als größerer Punkt: Bondtech nutzt lasergesintertes Nylon im SLS Verfahren 3D gedruckt, Trianglelabs scheint ABS im Spritzguss zu einzusetzen.
Grundsätzlich sehen wir kleinere Designunterschiede, die aber wahrscheinlich unwesentlich sind. Als größerer Punkt: Bondtech nutzt lasergesintertes Nylon im SLS Verfahren 3D gedruckt, Trianglelabs scheint ABS im Spritzguss zu einzusetzen.
Deckel
 Einzugseite
Einzugseite
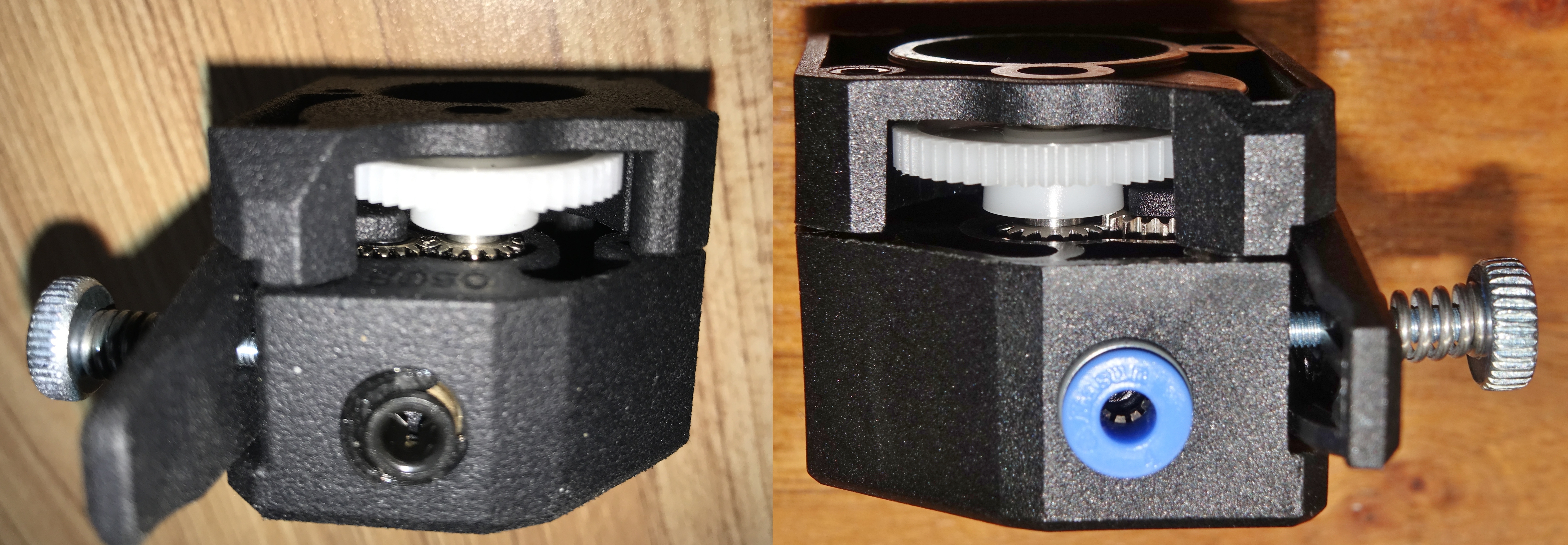 Bis auf die verwendete Schlauchkupplung sind keine Unterschiede erkennbar. Beide gibts als Ersatz, beide legen einen Collet Clip bei, um die Kupplung zu fixieren, Trianglelabs sogar zwei.
Bis auf die verwendete Schlauchkupplung sind keine Unterschiede erkennbar. Beide gibts als Ersatz, beide legen einen Collet Clip bei, um die Kupplung zu fixieren, Trianglelabs sogar zwei.
Auswurfseite
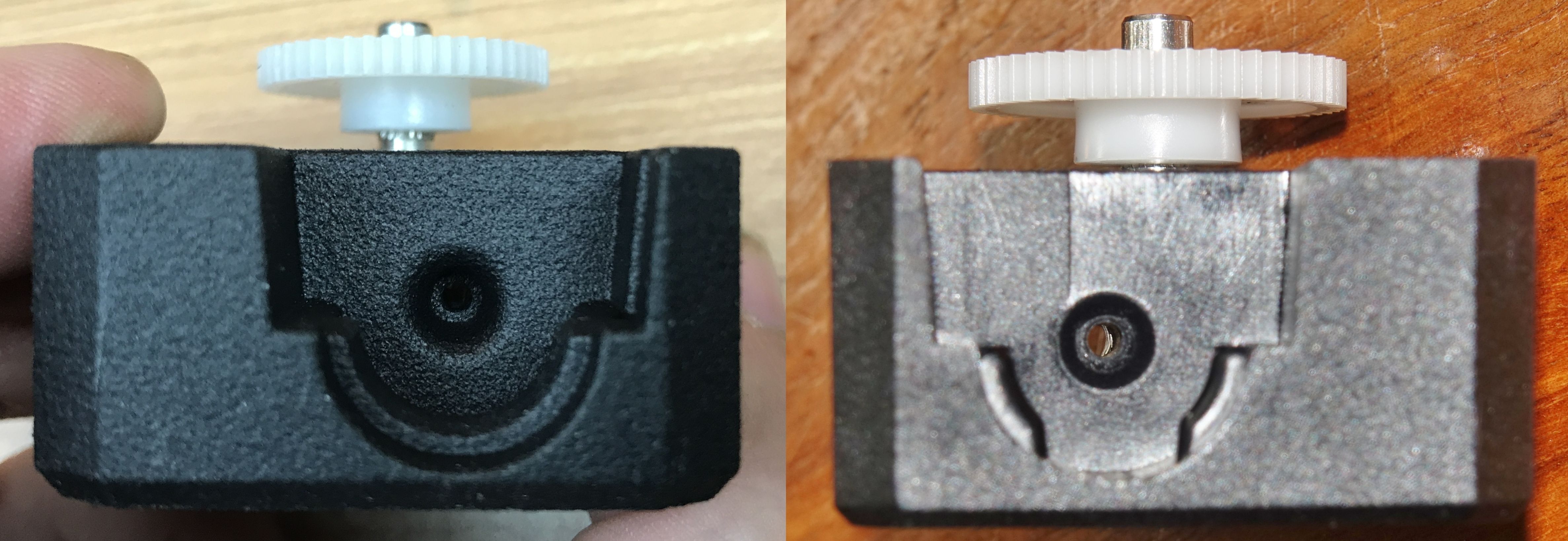 Beim originalen Bondtech ist der Filamentkanal etwas sauberer ausgefallen.
Beim originalen Bondtech ist der Filamentkanal etwas sauberer ausgefallen.
Filamentvorschub
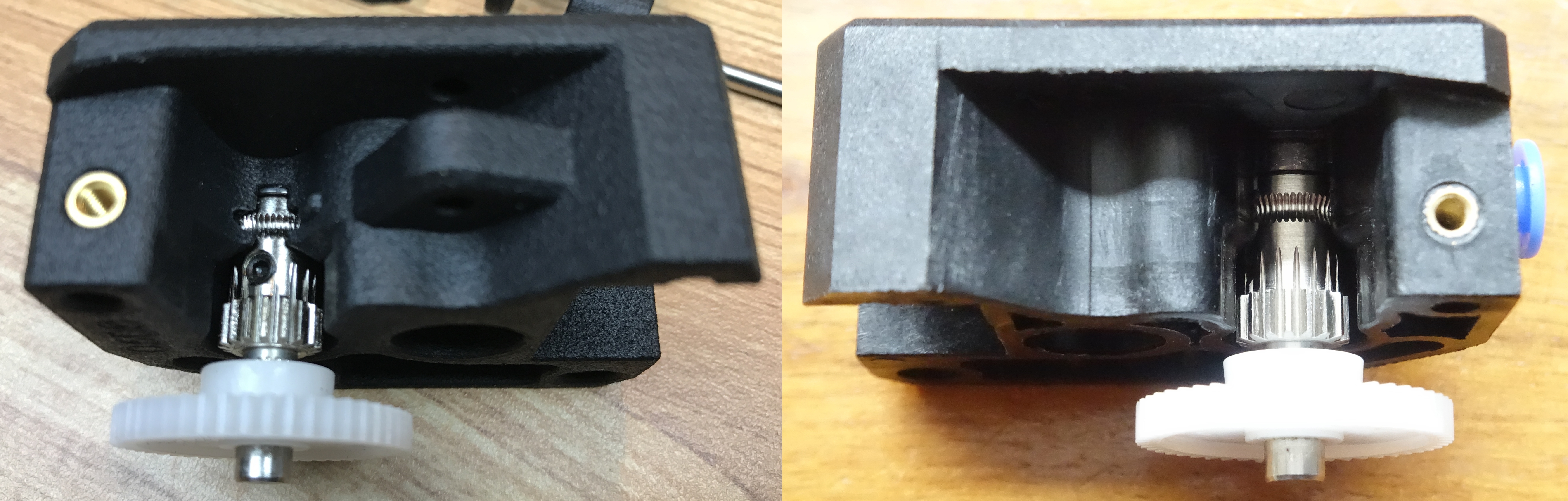 Hier ist das einzige Detail, das einen Unterschied machen könnte: der originale Bondtech greift mit den kleinen Nasen als Führung für das Filament viel dichter an die DriveGears ran. Für Flex Material könnte das ein Vorteil sein, hier wird in beiden Richtung viel besser gestützt, ein BMG macht so auch problemos Retraction mit TPU. Beim Trianglelabs ist die Gefahr wesentlich größer, daß Flex-Material hier ausbüchst.
Hier ist das einzige Detail, das einen Unterschied machen könnte: der originale Bondtech greift mit den kleinen Nasen als Führung für das Filament viel dichter an die DriveGears ran. Für Flex Material könnte das ein Vorteil sein, hier wird in beiden Richtung viel besser gestützt, ein BMG macht so auch problemos Retraction mit TPU. Beim Trianglelabs ist die Gefahr wesentlich größer, daß Flex-Material hier ausbüchst.
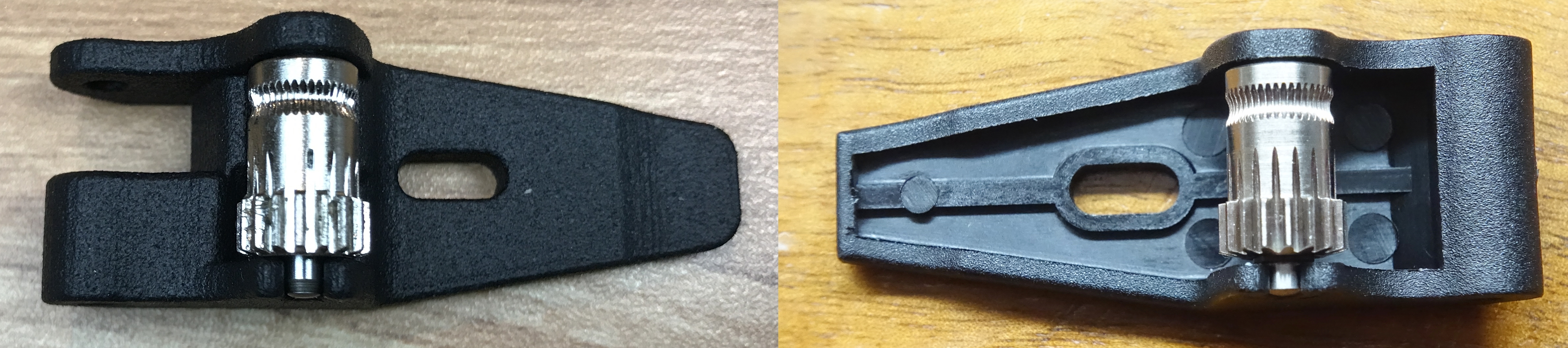
Hebel
 Fazit soweit
Fazit soweit
Alles in allem sieht die Kopie sehr ordentlich aus, zum Drittel des Preises des Originals, auch wenn das Original etwas stabiler und präziser gefertigt erscheint.
Im Druck mit PLA und PETG war der Clone bisher unauffällig, aber auch nicht mit sichtbar besseren Resultaten als ein Titan. Unterschiede zwischen Original und Clone könnten beim Druck von TPU sichtbar werden.
Wenn man es sich irgendwie leisten kann, ist es immer sinnvoll, das Original zu kaufen und damit die Entwicklungsarbeit zu honorieren. Bondtech kommt immer wieder mit interessanten neuen Extruder-Designs für beliebte Drucker auf den Markt. Das ist höher anzurechnen, als einfach nur eine gute Kopie herzustellen.
Mal ne dumme Frage, woher weiß ich, wie fest ich die Stellschraube beim BMG ziehen soll? Gitbt es da irgendeinen Trick oder Weg das sauber zu definieren außer „das muss man im Gefühl haben“ ?
Ich habe da immer so 5-6 Umdrehungen gemacht, wenn ich mich recht erinnere.
Ich habe inzwischen diverse Clones ausprobiert und eigentlich mit allen das gleiche Problem: Früher oder später lösen sich die Madenschrauben und die Zahnräder (entweder auf dem Stepper oder im Extruder), rutschen darauf hin und her und bekommen leichtes Spiel.
Bin ich der Einzige mit dem Problem? Jemand Tipps um das zu vermeiden?
Schraubensicherungslack oder n Tropfen Holzleim,
wie bei den anderen Madenschrauben am Drucker/Steppermotoren auch
Bei mir rutscht immer der Bowdenschlauch aus dem Bondtech. Ärgerlich. Fester kann man den Schlauch nicht reindrücken
Bowden-CLIP und gut ist
eigene Erfahrungen mit „dem“ Clone.
—————————————–
(Zusatzfrage: ist der Clone von Trianglelabs der einzige oder ist der andere Clone, der genauso aussieht und auch aus China kommt, auch von Triangle … auch wenn es nicht im Text steht? DENN Hier ist noch mal ein Unterschied… mindestens im Preis:
Triangle ~ 30 € und der ohne Triangel unter 20, teilweise bis 16€ plus Porto.
Ich berichte heute von dem „ohne“ Triangle:
———————————————–
1a. Der PushFit, der zum Hotend hin zeigt (in der Alubuchse), hat Probleme den PTFE festzuhalten. Gut, dass ich einen 2. hatte. Der kann den Schlauch halten und damit funktioniert dann auch das Drucken. Beim 1. konnte ich den PTFE, einfach mit der Hand, wider herausziehen, was mir erst beim Kalibrieren auffiel, weil kein Filament aus der Düse kam.
Ausfallquote damit (bei dieser extrem kleinen Stichprobe): 50%
1b. PushFit und Alubuchse sind „fest“ miteinander verbunden. Wenn der PushFit kaputt ist, braucht man eine neue Buchse. (Gibt es die als Ersatzteil? Sonst wäre ein kompletter Extruder dran.) Hilfreich wäre sicherlich eine Alubuchse, mit regulärem Gewinde, dass man einen normalen PushFit einschrauben kann.
2a. Der PushFit, der zur Filamentrolle zeigt, ist nicht auswechselbar. D.h.: Ist der PushFit kaputt, ist der gesamte Extruder scheinbar zu entsorgen.
(Beim Versuch den PushFit mit der Zange zu ziehen, ist mir der Plastikring abgebrochen und damit ist der „Reserve-Extruder“ keine Reserve, sondern nur noch ein Ersazteillager. Die Bilder im Netz zeigen nicht, dass der PushFit ein montierbares Einzelteil, sondern vormontiert ist. Vermutlich ist er eingepresst. Ich werde mal sehen, ob man den PushFit nicht doch ziehen kann.)
3. Wesentlich relevanter scheint mir zu sein, dass der Filamentwechsel (bei beiden Exemplaren) nicht ganz einfach ist, weil das Filament selbst auch noch gebogen ist. Nur wenn man das Filament in sich dreht, dreht sich auch die Richtung, in die die Spitze zeigen würde…
Im Inneren scheint der Extruder eine scharfe Kante zu haben, an der das Filament stecken bleibt, WENN es in die falsche Richtung zeigt. WENN man es dann (um wenigstens 90 Grad) dreht, zeigt es dann halbwegs in die Richtung, wo das Loch zum Ritzel geht. Danach zieht der Extruder sofort das Filament komplikationslos ein, WENN man denn diese hakelige Stelle überwunden hat.
4. Der Plan war eigentlich mit einem Bohrer an diese schare Kante hinter dem PushFit in eine Fase zu setzen. Die Zähne vom PushFit behindern die Umsetzung. (Wäre ja blöd, wenn der Bohrer im PushFit hängen bleibt.)
5. Die Schraube, um die Druckkraft auf das Filament einzustellen, ist nicht handlich und die Länge von Schraube und Feder sind schlecht aufeinander abgestimmt. Die Federkraft muss schon überwunden werden, bevor man die Schraube sicher im Gewinde hat. Wenn die Schraube einmal im Gewinde ist, scheint das Filament so gut zu greifen, dass man da wohl kaum weiter ran muss. (mehr kann ich nach 3 Tagen nicht sagen)
6a. Für den Ender 3 ist die Montage mit dem Winkel (STL-Datei bei Bondtech) zu empfehlen, weil sonst die Z-Achse und der Extruder aneinander reiben. Andere Drucker haben scheinbar mehr Platz…
(Eine Aktion mit der Feile könnte helfen, wenn man es unbedingt ohne die Halterung versuchen will.) – Der Extruder und auch der Hebel mit der Feder hätten dann eine andere Ausrichtung und lassen sich eventuell besser bedienen.
6b. Wenn der Extruder mit der Halterung befestigt wird, weist der Hebel mit der Schraube nach UNTEN. Man kann an der Stelle nur schwer ein Feingefühl entwickeln, um den Hebel vom Extruder (nach unten) wegzudrücken, um dann auch noch das Filament einzuführen, denn nach Fest kommt bekanntlich locker….und die scharfe Kante tut ein Übriges das Einfädeln zu behindern. Und weil der Extruder nicht nur nach unten, sondern auch noch hinten angebracht ist, wird das Einfädeln (und dann noch als Rechtshänder auf der linken Seite) nicht einfacher. hmmmpf
7. Den Extruder-Clone gibt es nur in dieser Variante. Das Pärchen links bzw. rechts-Kombination ist nur bei Bondtech erhältlich und könnte andere Möglichkeiten der Montage ermöglichen. zB eine Montage auf der rechten Seite oder vorne oder, oder…
8. Der PTFE, der zum Hotend weist (der in der Alubuchse), muss vollständig und bis zum Anschlag eingeschoben werden. Nur so ist sichergestellt, dass der PTFE in einem Trichter landet und an dieser Stelle nicht auch noch eine scharfe Kante zum PTFE entsteht, die das Einfädeln wieder verhindert. Für den täglichen Betrieb ist das dann vollkommen nachrangig, aber das Demontieren der Alubuchse fällt natürlich einfacher, wenn der PTFE nicht vollständig in den Trichter versenkt wurde. Ein bisschen Kraft hilft hier weiter. Man muss ja nur den PTFE ein bisschen stauchen.
9. „mein“ Eintrag für Marlin ist:
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 406.89655172413796 }
geworden.
Vielleicht kann ja mal jemand sagen, ob es beim „echten Triangle“ diese Probleme auch gibt und wie sich das dann (vor allem mit den scharfen Kanten beim Einfädeln) beim Original-Original verhält.
Mit etwas Improvisation kann ich den zerstörten PushFit sicherlich ausbohren und einmal eine andere Filamentzuführung einpassen. An der Stelle muss es ja kein PushFit mit PTFE sein.
Schöne Feiertage 😉
Creality baut im CR10S-Pro ja auch einen Bondtech ein. Optisch scheint der mit der gleichen Übersetzung wie der MK8 zu sein. Damit würde eine Änderung in der Firmware entfallen. Ich hab einen bestellt um den zu testen. Ansonsten gibt es auch günstigere Nachbauten. Wie der von Alfawise. Was der taugt kann ich nicht beantworten.
Eigene Erfahrungen (mit dem China-Clone – Periode 2)
==============================================
Das Einfädeln von neuem Filament gestaltet sich umständlich aber insbesondere das Herausnehmen der bereits angeschmolzenen „Spitze“ ist fast unmöglich.
Hauptproblem (in beiden Bewegunsgsrichtungen) scheint die Stelle zwischen dem Zahnrad und dem Alu-Rund-Bolzen zu sein.
Im rechten Bild unter der Überschrift „Filamentvorschub“ ist das die Eingangsstelle links vom verchromten Ritzel.
Eine weitere (aber überwindbare) Problemstelle ist am Eingang des Filaments, wo der sinnfreie PTFE-Schlauch eingeführt wird.
Der Übergang von PTFE-Schlauch zum massiven Gehäuse scheint so ungünstig gearbeitet zu sein, dass nur ein gebogenes Filament mit der Biegung in die richtige Richtung die Stolperstelle überwinden kann. — An dieser Stelle habe ich einen 4 mm Bohrer eingeführt und mehr oder weniger vorsichtig eine Fase IM Extruder fabriziert, damit das Filament einen halbwegs sauberen Übergang vom PTFE-Schlauch in das Gehäuse findet. Mein Filament mit der Biegung erst krampfhaft um 180 Grad zu drehen und dann einzufädeln, war mir auf Dauer zu doof.
Es blieb aber die Stelle hinter dem Ritzel wo das Filament wieder in das Gehäuse sollte. – Beim Filamentwechsel ständig den Extruder komplett zu demontieren ist nicht sehr produktiv. Nachdem ich den störenden Pfropfen aus dem Gehäuse gedrückt hatte, konnte ich scheinbar ohne Probleme das neue Filament einfädeln.
Der nächste Wechsel wird zeigen, ob das eine dauerhafte „Lösung“ für diesen Clone und meine „Reparatur“ ist.
1. Gibt es zu dem China-Clone und oder für das Original ähnliche Beobachtungen / Lösungen?
2. hatte ich den fest eingepressten PushFit am Eingang schon bemängelt? (Ich muss den Thread noch mal lesen) Bei einem Clone war mir der blaue Ring abgebrochen und ich werde wohl einen Ersatz basteln müssen. (ausbohren und was Neues einsetzen)
Mal davon ab, dass ich den Sinn des Eingangs-PTFE nicht erkennen kann, werde ich mich an den selbstgedruckten PushFit (anderer Beitrag hier auf der Seite), der für die Ausgangsseite sein sollte oder an seinem Pedant für das Hotend orientieren und was „gestalten“.
Mühsam nährt sich das Zweihörnchen 🙁
Ich schneid bei dem Clone oben im Blogbeitrag einfach das Filament schräg an, dann geht’s meist ganz gut.
ja, die Idee hatte ich auch. Die blaue „Original“-Zange brachte aber kein gutes Ergebnis und mein Cutter war außer Reichweite. Außerdem wollte ich eine funktionierende Lösung. Ich hoffe, dass das Bohren des Fase das Anspitzen obsolet macht.
Beim Anfertigen der Fase muss man nur „vorsichtig“ sein, weil ein scharfer Bohrer im Akku-Schrauber sich schnell in das volle Material zieht und das Loch zu tief wird. Ein Bohrfutter mit Handgriff wäre hilfreich, damit man das Material nur an der Oberfläche bearbeitet.
Wer von Euch hat denn den Original-Extruder? Hat der das gleiche Problem?
Hallo ich habe am Delte den Originalen Extruder dran. Lohnt sich der Umbau auf ein Bondtech ? Sieht man die Unterschiede beim drucken ?
Danke
Wir kennen Deine Druckergebnisse nicht. Bist Du zufrieden? Dann spielt das keine Rolle. Bondtech ist gut aber kein Allheilmittel. Wenn Du Probleme mit Deinen Ausdrucken hast können wir ohne Bilder und Infos aber auch nicht beantworten ob ein Bondtech die Probleme löst. Großer Vorteil beim Bondtech – er packt das Filament besser als die üblichen Extruder und es gibt da weniger Schlupf. Das gut geführte Filament hilft auch bei Flex.
Mein Clone läuft am Kossel ebenfalls sehr gut.
Hatte bisher keine Probleme.
hallo zusammen,
hab gestern den Bondtech in meinen Anycubic i3 mega eingebaut.
Die ersten drucke mit dem Bondtech waren nicht so gut.
Hat einer zufällig Cura Einstellungen zum Bondtech Extruder?
Zunächst klar die Steps/mm der Extruder Achse für den Bondtech hinterlegen, danach eventuell die Retracts etwas reduzieren und die Schraube am Bondtech für den Anpressdruck nicht zu fest anziehen. Was für ein Problem gibts denn konkret? Original oder Triangle oder nochmal ein anderer?
Habe mit dem Bondtech originalen Stringing Probleme.
Bei Cura hab ich folgendes eingestellt
-Einzugsgeschwindigkeit 35mm/s
-Zusätzliche Zurückschiebmenge nach Einzug 0.8
-Mindestbewegung für Einzug 0.8
-Maximale Anzahl von Einzügen 90
-Fenster Minimaler Extrusionsabstand 8
Bekomme das Stringing nicht weg.
Welche Einzugslänge? 4mm – 6mm mal testen in 0,5mm Schritten
Einzugsgeschwindigkeit testen mal bis 50mm/s in 5mm/s Schritten
Zusätzliche Zurückschiebemenge – gabs da einen handfesten Grund für? Wenn nicht, dann auf 0
Dann am besten einen Stringing-Test Drucken, jeweils nur einen Parameter ändern, Ergebnisse protokollieren. Wenns bei der Interpretation Probleme gibt, poste im Forenteil inkl. Bilder.
Der Einzug ist individuell für jeden Drucker und Material einzustellen, ein fertig Profil das für alle gleich gut funktioniert gibt es nicht. Das ganze ist auch Temperaturabhängig.
Ich habe beide (Original und Clone) im Einsatz. Beide laufen gut nur beim Retract macht der Clone unangenehme Geräusche. Das würde ich als knarzen beschreiben. Funktion ist aber bei beiden Top.
Hat jemand eine Ahnung was das knarzen auslöst und wie man das beheben könnte?
Ist bei meinem Clone auch so. Habe ich noch nicht untersucht.
Hatte ich bei meinem auch, hat aber aufgehört nachdem ich die Feder etwas entspannt habe. War wohl zuviel Druck auf die Zahnräder.
Habe gestern auch den Clone an meinem Ender 3 verbaut und mit E415 begonnen, was nicht reichte. Durch Calibrierung bin ich jetzt auf einen Wert um die 1025. Kann das sein? Dann zieht er aber genau 10cm. Habe ein aktuelles Marlin 1.1.9 drauf, sonst original.
1025? Ufff.. So hoch hab ich mit BMG noch nie gehört.. Spontan würde ich da Filament Durchmesser configuration.h vermuten, ich weiss allerdings nicht, was Marlin mit der Angabe überhaupt treibt. Ist also geraten.
Wenn du 32 Steps benutzt wie zum Beispiel bei einem DRV8825 sind die Werte nicht so unnormal da die steps verdoppelt werden müssen.
Ok, ja.. stimmt.. Da denk ich nie dran..
hatte denn clone auch aber nach paar monaten knackt das getriebe lohnt also nicht wirklich,und e415 sollte ok sein also hatte ich bei meinem clone
Hallo Leute wollte den heute in einen anycubic i3 mega einbauen aber komme auf keinen Grünen Zweig, wenn ich ihm sage er soll 100mm extrudieren sind es max 30mm ich glaube er dreht zu langsam laut Programm 100mm/min ? Kann mir jemand helfen MfG Thomas
Wenn Du vom Standard Extruder zu einem untersetzen Extruder wie dem BMG wechselst, musst du die Einstellung für die Extruder Steps/mm deutlich erhöhen. Ich glaub der Default eines BMG liegt bei 415 steps, der Standard Extruder wohl um die 100 steps/mm oder so.. Wie man diesen Wert ändert, steht hier:
https://drucktipps3d.de/extruder-esteps-kalibrieren/
Zunächst kann das im Start-Code mit M92 E415 eingetragen und getestet werden.
bondtech hat ja die stl daten der extruder online, man kann sie sich also auch drucken, man braucht nur die Zahnräder / metallteile, die gibts schon fur 15,- bei ali
selbst habe ich schon 2 bondtech-sind echt super, aber fast so teuer wie der ganze Drucker
ab und zu gibts die mal günstiger wenn zb 3d jake mal wieder 20% rabatt bietet
na mal sehen ob ich auch mal einen von ali bestelle, für den mini delta…
Zu drucken habe ich auch überlegt. Ich hab meine TL-Clones aber im Spätherbstwahnsinn für 22 Euro inkl. Porto geschossen. Da lohnt das Drucken nicht, zumal so auch alle Kleinteile dabei sind.
Ich habe beide, aber leider nicht in vergleichbaren Konfigurationen eingebaut. Das Original ist in einem Direct-Drive 4Max, ein Klon im Bowden-Hypercube, ein weiterer Klon im heute fertiggestellten Bowden-4Max. Die Klone sind gut genug für Bowden und mir 10x lieber als ein (Tevo) Titan, da sie nie springen oder stocken oder sonst einen Mist bauen. Das Original ist sinnvoll, um einen Direct-Drive voll ausnutzen zu können, wie Stephan schon sagt für TPU z.B..