
Extruder steps/mm kalibrieren: immer die richtige Menge
Fast so wichtig wie das Bett Leveln ist es, sicherzustellen, dass der Extruder die tatsächlich richtige Menge an Material fördert. Hier eine kurze Anleitung, wie man das prüft und notfalls korrigiert.
Als Quelle für das Vorgehen war für mich immer der „Triffid Hunter“-Guide auf dem Reprap Wiki, konkret der Abschnitt: E steps/Extruder Schritte. Am Ende war mir der dort gezeigte Weg aber etwas zu komplex, daher hier eine Vereinfachung, die meiner Meinung ausreichend präzise Resultate bringt.
|
Ich nutze hier einen Ender3, um das zu zeigen, aber auch nur, weil der gerade günstig für die Fotos herumstand.
- Das hier gezeigte Vorgehen sollte für alle Drucker auf Marlin, Repetier und Smoothie Basis funktionieren.
- Nicht funktionieren wird es mit Druckern auf Chitu Basis (diverse TronXY Modelle beispielsweise, die benutzen andere Befehle und ein anderes Format der Werte).
- Klipper Nutzer stellen keine E-Steps, sondern die Rotation Distance in der printer.cfg ein.
Um Uwe noch mal aufzugreifen, also sein Einwand zu Beginn des Artikels: Es gibt bekannte „Sollwerte“ für die jeweiligen Extruder Arten, so liegt bei angenommenen 16 Mikroschritten:
- ein MK8/M10 wie er bei Creality oft verbaut wird in der Regel um 93 Steps
- der Dual-Drive des Creality CR10S Pro bei 137,5 Steps
- ein E3D Titan und dessen Clone in der Regel bei 393 Steps
- ein Bondtech BMG und dessen Clone bei 415 Steps
(Bei mehr Mikroschritten erhöht sich das entsprechend)
Weicht Euer Messergebnis da wesentlich (10 %?) von ab, ist es wahrscheinlich mit dem Verstellen der Steps nicht getan, dann postet doch besser mal schnell im Forum.
- Ein häufiger Fehler, gerade hier beim Ender3/5 ist es z. B. dass man versehentlich im Drucker den Punkt „e in mm³“, also die „Volumetric Extrusion“ aktiviert hat – dann liefert der Ender erst mal deutlich zu wenig (um 40 mm statt 100 mm).
So, nun aber genug Vorwort, fangen wir mal mit dem Kalibrieren an..
Ihr braucht dazu
- Ein Lineal oder Messschieber oder so was, irgendwas, um recht genau eine Länge von 12 cm auf dem Filament markieren zu können
- Eine Möglichkeit, exakt 100 mm an Filament extrudieren zu können. Am einfachsten geht das mit der Freeware „Pronterface“ während der Drucker per USB an einem PC angeschlossen ist. Es funktioniert auch mit Octo-Print oder Repetier-Server oder einem anderen Programm, das mit dem Drucker sprechen kann. Wenn es gar nicht anders geht, kann man es oft auch nur mit dem Drucker-Menü hinbekommen. Aber Pronterface dürfte das einfachste sein.
Vorbereitung:
Schritt 1:
Wer also noch kein anderes Terminal hat (oder Klipper nutzt), downloadet und installiert, falls nicht bereits geschehen, die Freeware Pronterface.
Schritt 2: am Beispiel mit Pronterface
Verbindet Euren Drucker per USB mit dem PC, auf dem Pronterface installiert wurde. Damit das funktioniert, muss unter Umständen erst noch die Treibersoftware („COM Treiber“ / „USB Treiber“) Eures Druckers installiert werden.
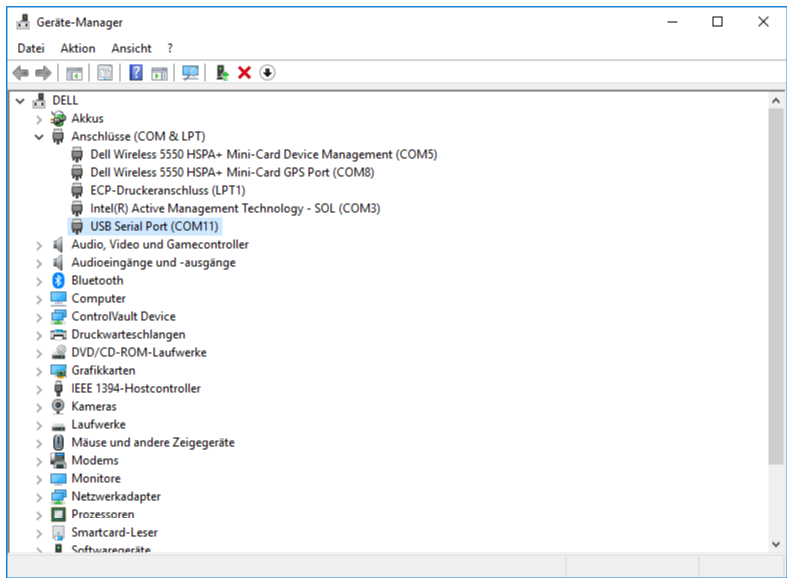
Im Windows Gerätemanager: der Drucker wurde als COM11 erkannt
Schritt 3:
Wählt nun in Pronterface den COM-Port aus, an dem Euer Drucker angeschlossen wurde. Wählt danach die für diesen Drucker passende Baudrate, meist ist das entweder 115200 oder 250000.

Und klickt auf „Connect“. Wenn COM-Port und Baudrate korrekt waren, sollte dann rechts die „Begrüßung“ des Druckers im Terminal-Fenster erscheinen. Kommt rechts nichts oder nur unverständlicher Wirrwarr, könnte die Baudrate falsch gewesen sein oder es wurde der falsche Port erwischt. So sieht es bei einem Ender3 aus, wenn es klappt:
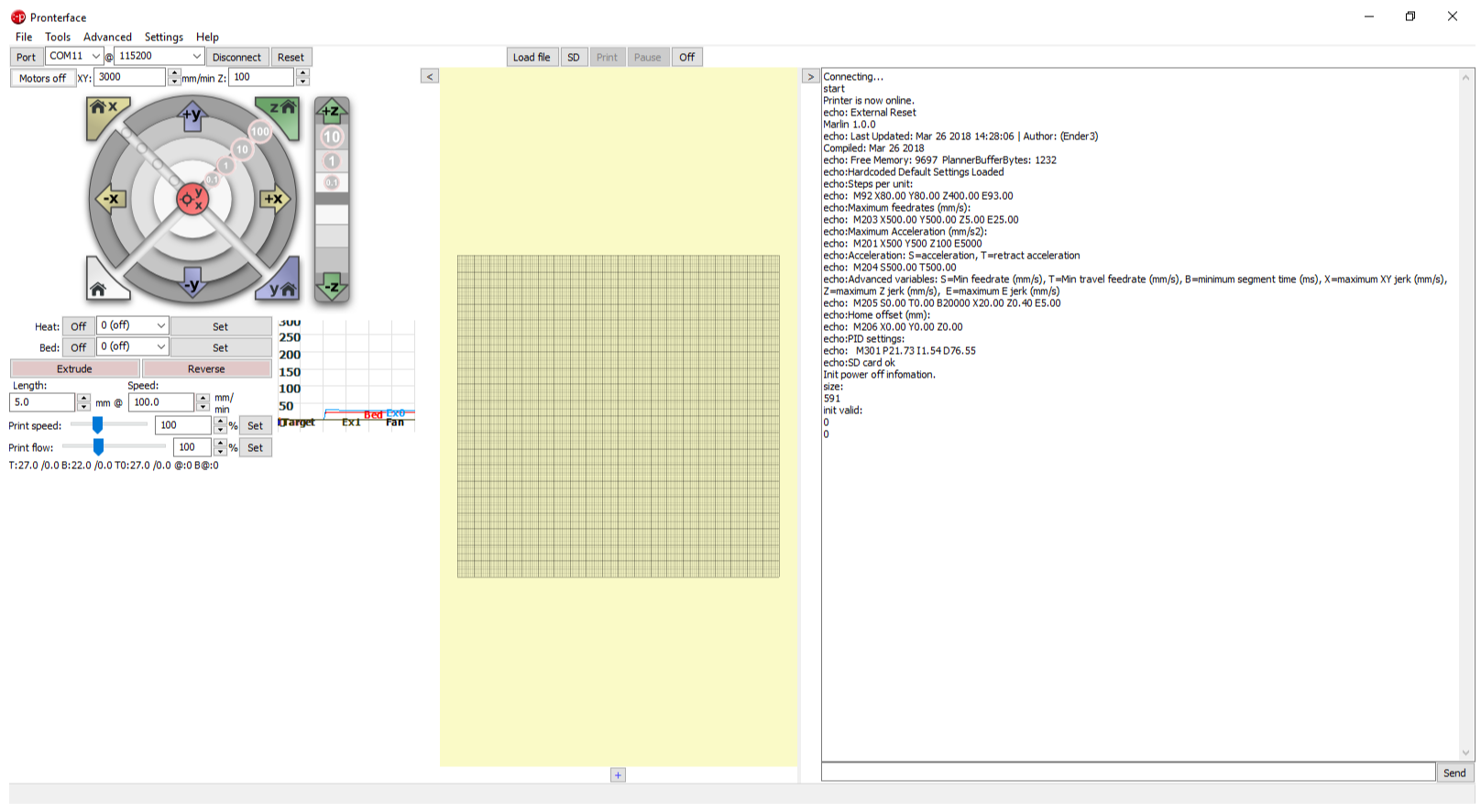
Ender3 meldet sich in Pronterface
Pronterface hat jetzt die volle Kontrolle über Euren Drucker.
Schritt 4:
Lasst Pronterface die Düse auf eine für das gewählte Filament passende Temperatur aufheizen. 200 °C für PLA dürfte in aller Regel ok sein. Also 200 eintippen, dann auf Set drücken. Wartet, bis die Düse die Zieltemperatur erreicht hat, bevor Ihr weiter macht. Der kleine Graph rechts daneben zeigt Soll und aktuelle Ist Temperatur an.

Während der Drucker aufheizt, könnt ihr ihn noch ein Stück nach oben fahren. Damit der nicht unten direkt auf der Platte aufsitzt, wenn er nachher Filament herauslassen soll.
Schritt 5:
Legt mal noch die Geschwindigkeit fest, mit der der Drucker das Filament extrudieren soll. Dies geschieht in Pronterface in der Einheit Millimeter pro Minute (mm/min), üblicherweise rechnen wir ja in mm/s. Ein guter Wert für 1.75 mm Filament ist z.B. eine Geschwindigkeit von 100 mm/Minute, das sind etwa 1,7 mm/s. Diese Geschwindigkeit stellen wir mit folgendem Befehl ein, den wir in das Eingabefeld des Terminalfensters von Pronterface tippen:
G1 F100
und dann auf Send.
Nachtrag: Solltet Ihr 2.85/3.00 mm Filament benutzen, ist 100 mm/min zu schnell, nehmt dann mal 50 mm/min, also G1 F50, das sollte auf jeden Fall klappen
Die eigentliche Messung
Schritt 6:
Sucht Euch nun irgendwo am Filamenteingang des Feeders einen Punkt, wo Ihr vernünftig messen könnt. Hier am Ender3 geht es recht gut, wenn man ein Lineal oder mit der Schieblehre direkt am Gehäuse des Feeders misst.  Markiert Euch eine Stelle auf dem Filament, die exakt 12cm / 120mm vom Feedergehäuse entfernt ist. Sorry, wenn das hier im Bild nicht ganz so akkurat aussieht, ich hab nur 2 Hände.
Markiert Euch eine Stelle auf dem Filament, die exakt 12cm / 120mm vom Feedergehäuse entfernt ist. Sorry, wenn das hier im Bild nicht ganz so akkurat aussieht, ich hab nur 2 Hände.
Schritt 7:
Jetzt gebt Ihr im Terminal Fenster von Pronterface nacheinander 2 Befehle ein. Erst mal
G92 E0
und absenden mit Send, da passiert erst mal noch nicht viel, der Befehl wird maximal im Fenster quittiert, damit wird nur mal der „Tachostand genullt“. Danach tippt Ihr dann:
G1 E100
und klickt auf Send. Sobald Ihr den Befehl absendet, beginnt der Feeder nun 100mm an Filament durch die Düse zu drücken. Das dauert recht genau 60 Sekunden (weil wir in Schritt 5 ja gesagt haben, er soll 1,7 mm pro Sekunde schnell das Filament einziehen)
Schritt 8:
Ist der Extruder korrekt kalibriert, dann ist unsere 12cm Markierung nun genau 2cm vom Gehäuse des Feeders entfernt, wenn das nun 2-3mm abweicht solls auch egal sein.
- Sind es 2cm:
dann Hurra, alles in Ordnung, der Extruder ist genau genug kalibriert. Ihr könnt hier aufhören zu lesen. Wiederholt den Versuch vielleicht noch einmal, zum gucken, ob das Ergebnis konstant bleibt (-> zurück zu Schritt 6) bzw. springt zu Schritt 11 und schließt das Prozedere ab. - Sind es mehr oder weniger als 2 cm:
Ok, kein Drama, weiter mit Schritt 9
Korrektur der Extruder Steps (e-steps/mm)
Schritt 9:
- Hat er in Schritt 8 zu viel Material eingezogen (die Markierung ist weniger als 2 cm vom Gehäuse weg), müssen wir die Steps/mm verringern.
- Hat er in Schritt 8 zu wenig Material eingezogen (die Markierung ist weiter weg als 2 cm), dann können wir versuchen, die Steps/mm zu erhöhen.
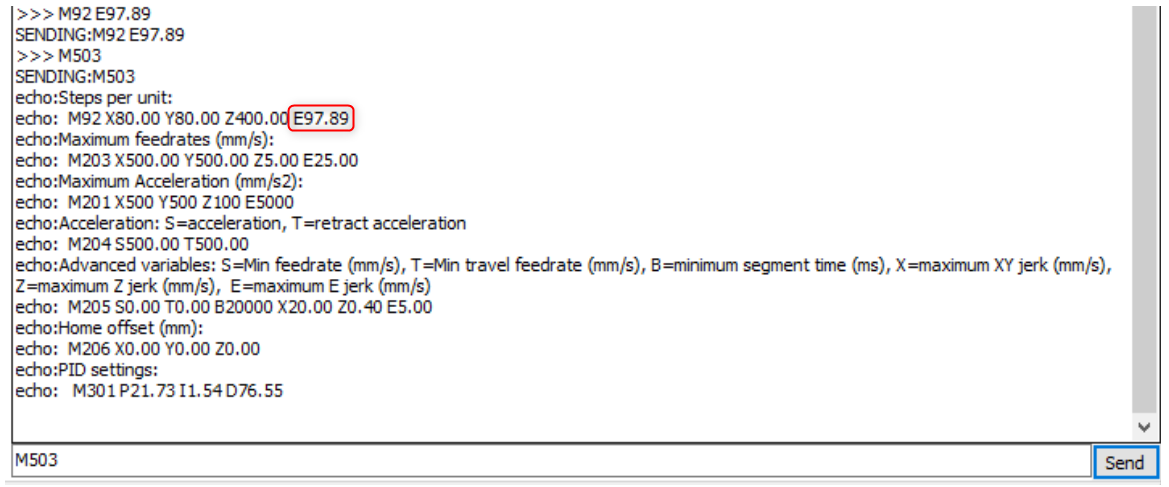
Dazu müssen wir jetzt erst mal wissen, wie viel Steps/mm der Extruder aktuell benutzt. Das kann man manchmal tief im Drucker-Menü vergraben irgendwo ablesen, aber schneller geht es, wenn wir den Drucker schnell fragen. Gebt mal im Terminal-Fenster den Befehl
M503
ein. Wir suchen den Wert folgenden Wert:

und zwar explizit das M92 … Exx.xx. Mein Ender3 nutzt also im Moment E93.00 = 93 Steps/mm. Diesen Wert müssen wir uns merken, ich nenne es jetzt mal „Alte Steps“.
Zuwenig eingezogen?

In meinem Test ist der verbliebene Abstand nun 25 mm und nicht 20 mm. Mit den „alten Steps“ zieht er also 5 mm zu wenig Material ein. 93 Steps/mm sind also zu wenig, wir brauchen mehr Steps. Wie viel mehr? Nun, hier hilft der gute Dreisatz.
Ausgegeben wurden 95 mm (120 mm – 25 mm Rest = 95 mm) bei 93 Steps. Wir wollen aber 100 mm haben, also brauchen wir wie viel Steps?
93 / 95 * 100 = 97,89 Steps
Zu viel eingezogen?

Angenommen, die Markierung wäre nun 15 mm vom Gehäuse weg, also 5 mm zu viel eingezogen:
93 / 105 * 100 = 88,57 Steps
Oder als Formel:
Neue Steps = Alte Steps / Tatsächlich eingezogene Länge * gewünschte Länge
Wir merken uns also die neuen Steps.
Wer absolut auf Kriegsfuß mit dem Dreisatz steht, kann auch einfach „ein bissl erhöhen“ oder „ein bissl verringern“, also an Mathe solls jetzt nicht scheitern.
Schritt 10:
Wir müssen dem Drucker nun sagen, dass er künftig die neuen Steps benutzen soll. Dazu geben wir den Befehl M92 E<neue Steps> ein, also in meinem Fall:
M92 E97.89

Achtung, Punkt statt Komma. Wenn wir jetzt nochmal M503 machen, dann sollte er die 97.89 auch wieder anzeigen.
Jetzt wiederholen wir den Vorgang ab Schritt 6. Und zwar so lange, bis es passt, auch wenn wir 2-3 Mal den Test wiederholen und das Ergebnis konstant bleibt.
Endgültiges Speichern der Ergebnisse
Schritt 11:
Vor jedem Druck erst mal Pronterface starten ist vielleicht etwas mühsam, wir brauchen also einen Weg, um das quasi dauerhaft zu speichern. Dazu gibts 3 Methoden.
- Einige Drucker hat ein spezielles Menü, wo wir die Extruder Steps eintragen können. Das ist eher selten, aber das gibt es. Der Ender3 zum Beispiel kann mit der ersten Version der Werksfirmware die Steps zwar anzeigen und auch ändern, aber Änderungen nicht speichern, d.h. beim nächsten Einschalten steht wieder der alte Wert da drin. Neuere Firmware Versionen können anscheinend auch speichern
- Der Drucker erlaubt das Speichern mittels des Befehls M500. Ist dies bei Eurem Drucker der Fall, dann schickt Ihr am Ende dieses ganzen Prozederes einfach M500 im Terminal-Fenster an den Drucker und gut ist es.
Um zu kontrollieren, ob M500 funktioniert, könnt ihr das einfach mal Testen, sendet die neuen Steps per M92 an den Drucker, dann sendet M500. Schaltet den Drucker aus und wieder an und kontrolliert mit M503, ob er die neuen Steps immer noch anzeigt. Wenn ja, ist M500 aktiv, wenn nicht, dann nicht.
Der Ender3 kann das in der ersten Werksversion der Firmware allerdings auch nicht. Neuere Versionen haben M500 wohl aktiv. Ist M500 nicht möglich, bleibt nur der dritte Weg:
- Wir tragen den so ermittelten Wert als M92 Exx.xx Befehl in den Start Code des Slicers ein:

In Cura
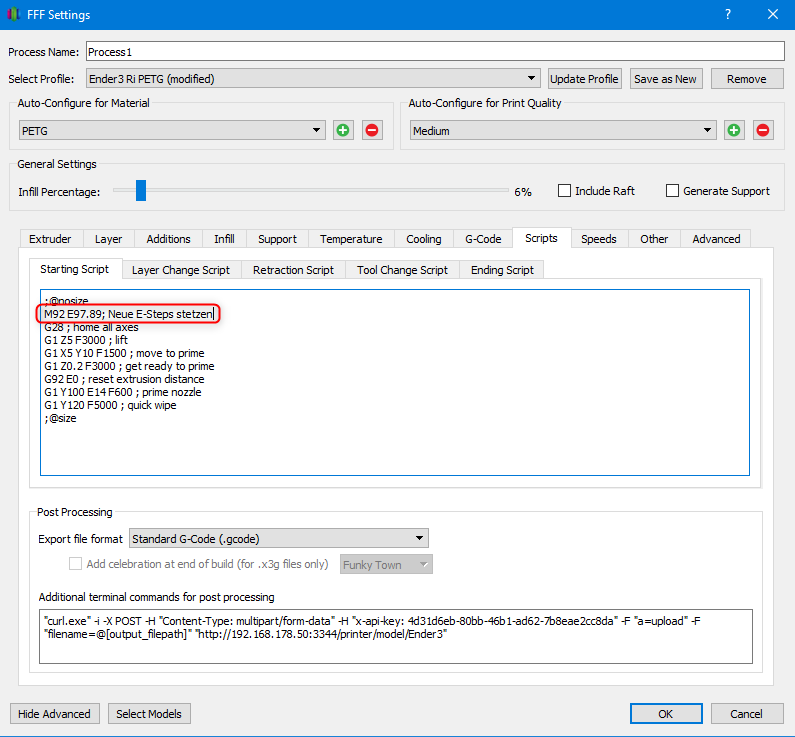
in Simplify3D
Anmerkungen:
Ich weiß, dass es solche oder ähnliche Anleitungen wie Sand am mehr gibt. Aber wir verlinken nun seit Jahren immer und immer wieder nach Extern, weil die Frage ständig aufkommt. Also kann man auch mal einen eigenen Post dazu machen, auch wenn das Thema inzwischen schon so einen Bart hat. Ich erhebe nicht, den Anspruch, dass meine Anleitung besser oder schlauer oder sonst was ist, ich mache es halt so 😉
Ein etwas puristischerer Ansatz zur Ermittlung der E-Steps wäre rein von den baulichen Gegebenheiten des Extruders die Steps zu berechnen: siehe Triffid Hunter im Abschnitt Berechnung und alles Weitere dann allein über den Extrusion Multiplikator bzw. Filament-Durchmesser zu regeln.
Es ist mir klar, dass der Triffid Hunter Guide eigentlich davon ausgeht, dass zur Messung das HotEnd bzw. die Düse demontiert wird, um so nur den Feeder isoliert in der Betrachtung zu haben. Ich maße mir nicht an, dem zu widersprechen, aber erstens halte ich das von einem absoluten Einsteiger etwas zu viel verlangt, so ein HotEnd zu demontieren und korrekt wieder zusammenzusetzen – das Schaffen im Zweifel nicht mal die China Hersteller selbst. Lieber nehme ich eine mögliche Ungenauigkeit in Kauf, als morgen einem frustrierten Newbie zu erklären, warum sein HotEnd nun leckt.
.. zum anderen ist mir die Begründung dann doch etwas Banane: „um kein teures Filament zu verschwenden“. Erm, ja, also auf die 10 cm Material soll es jetzt bitte auch nicht ankommen, sonst ist das evtl. nicht ganz das passende Hobby, es werden doch eher regelmäßig Dutzende Meter bis Kilometer an Filament für die Tonne produziert.
Ein weiterer Gedanke ist, dass wir in der Praxis dann eben auch Material durch eine Düse quetschen und dabei ein nicht unerheblich Druck im HotEnd aufgebaut wird, den es zu überwinden gilt. Aus meiner vielleicht naiven Laiensicht ist die Messung mit montierter Düse praxisrelevanter und deckt dann auch den Fall ab, dass bei zu geringem Idleranpressdruck, hohem Schlupf oder verlorenen Steps das im Ergebnis (= keine Wiederholbarkeit) mit auffallen sollte. Aber, ich kann mich irren, den Link zum Tutorial der Profis habt Ihr ja nun.
Letztendlich ist die Einstellung der Extruder Steps auch weiterhin nicht das Ende der Kalibrierung, als Nächstes käme jetzt das Thema Extensions-Multiplikator oder Flow% in Cura. Dazu geht es nun hier weiter: Fluss und Linienbreite einstellen
PS: Wer mag, hier mal den Messvorgang & Pronterface an einem Prusa Mk3 gefilmt.
Nachtrag: Schlupf und die Geschwindigkeit
Jeder Feeder hat Schlupf. Der Schlupf verändert sich mit der Geschwindigkeit, mit der das Material gefördert wird. Drum testen wir oben mit eher langsamen F100. Wer sich das mal genauer ansehen will, der testet mal spaßeshalber noch einmal mit F200 und vergleicht das Ergebnis. Und, wie schauts aus? Bleibt die eingezogene Menge konstant?
Wow, Cooole Seite. Danke. Ich bin auch erstmal dafür die Mechanik zu Checken, das die 100%ig passt. Das habe ich jetzt bei meinem Any Mega S gemacht, aufgebaut geschenkt bekommen. Hab schon sehr viel durch Eure Seite und YT gelernt. Er druckt auch, aber noch nicht so, wie ich mir das Vorstelle und in YT-Videos gesehen habe.
Nun ist mir aufgefallen, auch hier erwähnt, das es in Cura das PlugIn Printer Settings gibt. Klasse. Da wird schonmal der von mir ermittelte Filament-Durchmesser erfasst, den ich beim Filament eingetragen hatte, und hier angezeigt. Habe 1,73, anstatt 1,75, wie auf den Verpackungen steht, klar Toleranzen.
Per Pronterface habe ich die Einstellungen der Firmware ausgelesen, M503, und mit den Einstellungen in Cura unter Printer Settings verglichen. Da ich die Vorlage aus Cura 5.5.0 genommen habe, hat es mich gewundert, das es einige Unterschiede gibt.
Ist das normal? Sehe kaum jemanden, der darüber was erzählt. Oder kann man das vernachlässigen?
Ich weiß halt nicht, was beim GCode passiert, was dann genutzt wird. Einstellungen aus Cura oder Firmware. Ich könnte mir vorstellen, das hierdurch auch Fehler bzw. Probleme entstehen können.
Habe auch per Google noch keine hilfreiche Info dazu gefunden. Kennt Ihr Euch damit aus? Gibt es da was zu beachten?
Lieben Dank.
Allisa
Unsere Meinung zu dem Thema ist gespalten! Das geht von löschen, über ändern, bis zum Lassen wie es ist. Das treibt uns in den Wahnsinn. Zumindest mußte ich eine mahnende Einleitung voransetzen. Wird jedoch regelmäßig ignoriert. Viele halten es für eine Pflicht, den Extruder zu „kalibrieren“ und viele YouTube-Videos reden es den Usern auch noch ein. Die Stepps/mm haben aber auch nichts mit der Abweichung am Filamentdurchmesser zu tun. Die wird auch nicht in den Slicer eingetragen. Dort macht es nur die Berechnung des Volumens zu Nichte. Wenn die nächste Rolle nach oben abweicht, geht der Spaß wieder von vorne los und wer sagt, daß es nicht innerhalb der Rolle nach oben und unten abweicht. Das kann keiner in den Einstellungen des Slicers mehr abbilden. Im Slicer gibt es nur 2 gültige Größen. 1,75 und 2,85mm. Alles andere wird Unfug. Es ist aber besser, mit Fragen ins Forum zu kommen. Dort läßt sich das besser beantworten und es lesen paar Leute mehr als in den Kommentaren. Keine Ahnung, welche Einstellungen der Firmware nun genau gemeint sind. Dort stehen feste Werte wie die Steps, und Maximalwerte. Maximalwerte greifen, wenn diese im Slicer überschritten werden.
Hallo, vielen lieben Dank für die Anleitung.
Ich Versuche mich auch am Extruder, ohne Schlauch. Soll via Pronterface 100mm ausgeben, mit F100 oder F200. Schwankt ziemlich stark. M200 S0 D1.75, sollte passen.
Auch wird das Filament sauber transportiert, kein spiel oder schwacher Andruck beim Titan Extruder.
Was könnte noch für Möglichkeiten geben, das bei 5 Ausgaben je 100mm ( auch über 5x 20mm probiert) 5x unterschiedliche Längen raus kommen, zwischen 98,21 und 101,56
E-Steps waren Standard.
Versuche auch die Mechanik dahinter zu verstehen.
Lieben Dank für Tipps
Liebe Grüße alex
Ohne Schlauch = also nicht durch die Düse.. Mein Verdacht wäre bei reinem Untermass tatsächlich trotzdem Schlupf.. hast mal den Filamentdurchmesser gemessen, ob das Fila dünne Stellen hat. Mit F50 wirds auch nicht stabiler?
Aber:
du hast ja auch ein Übermaß.. hmm.. frag mal im Forum, ob denen was besseres einfällt?
Hallo,
ich habe folgendes Problem:
Wenn ich in Pronterface den Befehl M503 eingebe soll man ja so einige Angaben bekommen. Ich allerdings bekomme nur
>>> M503
SENDING:M503
ok N:0
das war es dann auch, mehr nicht. Kann mir einer sagen woran das liegt?
Mfg Maddin
Achso und ich habe einen Anycubic Predator im Originalzustand. Also am Board oder Firmware habe ich nichts geändert.
Man kann die Ausgabe dieser Informationen in der Firmware unterbinden. Sieht so aus, als wäre das hier der Fall in der Predator Firmware. Helfen würde dann nur eine andere Firmware.
Ok, danke für deine schnelle Antwort. Aber mit neuer Firmware drauf machen kenne ich mich ja überhaupt nicht aus. Da habe ich ehrlicherweise Angst, dass ich da mehr kaputt als heile mache. Noch irgendeine andere Lösung gibt es aber wahrscheinlich auch nicht oder?
Man könnte raten.. Einen Wert raten, messen, per Dreisatz ausrechnen was es wirklich sein müsste.
oder fragt mal Google, ob man irgendwo die Standardeinstellung findet. Ich weiss es beim Predator leider nicht..
und bei der Gelegenheit mal schauen, ob Speichern mit M500 nicht eventuell auch deaktiviert ist…
ABER: man muss die Steps nicht zwingend verstellen, man kann auch einfach nur den Fluss im Slicer verändern, beides hat am Ende den selben Effekt, wirkt sich gleich aus.
Ok ich danke dir.
Hallo an alle,
recht neu in dem Thema und zuerst auf folgender Seite gelandet:
https://drucktipps3d.de/formelsammlung-zum-3d-druck/
Nun zur Unklarheit:
Warum werden die 100mm Filament dort mit 72mm/min und hier mit 150mm/min extrudiert?
Desweiteren habe ich mich gefragt ob ich bei fest verlöteten Stepper-Drivern (ohne Poti), Vref messen kann?
Danke für die Hilfe!
Weil der Wert eigentlich egal ist, in beiden Artikeln. Beim einen ist es ein Rechenbeispiel, beim anderen gilt es, einen nicht zu schnellen Wert zu nehmen,, damit der Schlupf, der mit zunehmender Geschwindigkeit größer wird, nicht die kalibrierung versaut.. Ob das nun 150, 75 oder 50 ist ist nicht so wichtig.
Zur Messung bei Treibern ohne Poti würde ich mal annehmen, dass wir an der Lötstelle des Plus-Pins ansetzen könnten, aber ehrlich gesagt, weiss ich es nicht. Kein Poti müsste dann ja per Software steuerbar sein.
Welches Board ist denn ohne Poti und aufgelöteten Steppern versehen? Bei den Creality-Boards zum Beispiel ist immer ein Poti zum Stepper zu finden.
Moin,
vielen Dank für die Info! 🙂
Bezüglich Board:
Habe einen Weedo X40 V2 welchen ich auf BMG direkt Extruder umbauen möchte.
Der Extruder hat aber einen kleineren Stepper Motor mit 0,9° statt 1,8° Schrittwinkel.
Laut Hersteller benutzt der für E0 und E1 einen A4988 stepper driver, jedoch ohne Poti.
Per Befehlszeile (M907 E…) kann ich scheinbar die Spannung anpassen. Nur weis ich nicht wo ich die Spannung messe.
Ich schau heute Abend mal ob ich den Pluspol finde und erreiche.
Das mit Plus war kappes, manchmal sollte ich erst nachdenken und dann tippen. Sorry
Ich weiss es nicht. Ich hab es nie versucht nachzumessen bei einem Treiber ohne Poti..
Den Weedo hab ich nicht mehr um da zu schauen. Ich würde mir da aber nicht zu viele Gedanken machen. Der BMG hat ein Getriebe und reduziert damit die erforderliche Kraft am Stepper. Deshalb kommt der auch mit deutlich kleinerem Stepper aus. Der sollte also ausreichend Strom bekommen. Mehr als er kann zieht er dennoch nicht.
Hallo,
ich würde gerne die Extruder Bei meinem Bibo 2 kalibrieren, da die Druckergebnisse nicht wirklich toll sind.
Ich habe am Extruder den Schlauch entfernt und am Teflonstück 120 mm abgemessen und markiert.
Dann habe ich über Pronterface die Düse auf 200° heizen lassen und diese Befehle verwendet:
G1 F150 // Geschwindigkeit 150 mm/Minute
SENDING:G1 F150
G92 E0 // Werte „nullen“
SENDING:G92 E0
G1 E100 // Förderung von 100 Millimeter Filament
SENDING:G1 E100
Danach habe ich neu gemessen, eigentlich sollte die Markierung nun 20 mm vom Teflonschlauch entfernt sein.
Bei mir sind es 25 mm, also werden 5 mm zu wenig gefördert.
Nun habe ich mit M503 die eingetragenen Steps ausgelesen.
SENDING:M503
echo: M92 X100.00 Y100.00 Z400.00 E92.60
müsste anzeigen, dass 92.60 Steps/mm eingetragen sind.
Der Drucker verwendet also 92.60 Steps für 1 mm und es wurden 75 mm anstatt 100 mm Filament gefördert.
92.60 Steps / geförderte 75 mm * geforderte 100 mm müsste 123.466 gerundet 123.47 Steps/mm ergeben.
Jetzt versuche ich die neuen Steps einzutragen
M92 123.47
SENDING:M92 123.47
Mit M503 prüfte ich nun die Änderungen
SENDING:M503
echo: M92 X100.00 Y100.00 Z400.00 E92.60
Die Änderungen wurden also nicht übernommen.
Was mache ich falsch?
Zudem würde ich gerne ein aktuelles Marlin auf dem Bibo installieren, denn es läuft Marlin 1.0
M115
SENDING:M115
FIRMWARE_NAME:Marlin V1; Sprinter/grbl mashup for gen6 FIRMWARE_URL:https://github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:BIBO2 EXTRUDER_COUNT:2 UUID:00000000-0000-0000-0000-000000000000
Wo könnte ich denn die Config für den Bibo 2 erhalten, oder muss man sich alles zusammen wühlen?
Vielen Dank!
Bitte stell die Frage in das Forum. Ich hab keine Ahnung vom Bibo. Der ist mir hier noch nicht unter die Finger gekommen. Vielleicht ist der Speicher in der Firmware nicht zum schreiben frei gegeben. Allerdings mußt Du auch erstmal mit M500 speichern.
Du musst M92 E123,47 senden, nicht M92 123,47.. das E ist wichtig.
Zur Firmware am Besten wie Uwe schon sagte ein Thread aufmachen.
Vielen Dank!
Das E hat gefehlt.
So weit bin ich beim ABD noch nicht.
Hallo,
Du solltest 97,47 Schritte benötigen, wenn deine Maßangaben stimmen.
Bei 25mm Restlänge hat er nicht 25mm zu wenig, sondern nur 5mm zu wenig eingezogen.
Sorry fürs Klugscheißen 😉
Gruß
Franz
Vielen Dank!
Ich qar Gestern nicht mehr so fit.
Gleich werde ich weiter testen und dann auch mal die Firmware aktualisieren.
Marlin 1.0 ist installiert.
Ender 3 v2
die Lösung für den Befehl m500.
speicherkarte rein stäken und dann nimmt der Drucker den Befehl an.
und man darf die Datei (EEPROM.DAT) nicht mehr runter löschen vom der speicherkarte.
sonst sind die werte wider weg!!!!!!
und im slicerv den Befehl löschen (G92 E0 ; Reset Extruder)
dieser Befehl (G92 E0 ; Reset Extruder) ist 2 mall vorhanden in den Geräteinstellungen.
oder man Ändert den im Slicer auf (Z.B: E92 G95.88) hald auf den wer was man braucht!!!!!
ich entschädige mich im voraus für Rechtschreibfehler
glg Fauster
die Lösung für den Befehl m500.
speicherkarte rein stäken und dann nimmt der Drucker den Befehl an.
und man darf die Datei (EEPROM.DAT) nicht mehr runter löschen vom der speicherkarte.
sonst sind die werte wider weg!!!!!!
Moin,
du hast geschrieben:
„Legt mal noch die Geschwindigkeit fest, mit der der Drucker das Filament extrudieren soll. Dies geschieht in Pronterface in der Einheit Millimeter pro Minute (mm/min), üblicherweise rechnen wir ja in mm/sec. Ein guter Wert für 1.75mm Filament ist z.B. eine Geschwindigkeit von 150mm/minute, das entspricht 2,5mm/s. “
Ich frage mich warum 150mm/minute und woher der Wert kommt? Oder lässt der Wert sich auch berechnen?
Letztendlich habe ich den Wert willkürlich gewählt, basierend auf einer Schätzung bzw. aufgrund der Auswertung mittels gcodeanalyser.com
> Ich frage mich warum 150mm/minute und woher der Wert kommt? Oder lässt der Wert sich auch berechnen?
2,5 * 60 (Sekunden pro Minute)?
Richtig gut diese Seite!!!! Erste mal das was auf Anhieb funktioniert hat.
Super Anleitung!
Am Anfang auch wie viele hier die Probleme den Drucker über Pronterface angezeigt zu bekommen.
Aber dank deiner Anleitung ist es selbst für einen Absoluten Neuling ganz einfach das ganze einzustellen und zu verstehen,
Vielen Dank für die Arbeit und Hinweise anderer die mit an dieser Anleitung gearbeitet haben
Lg
Manuel
Moin!
Danke für die Anleitung!
Ist, was ich so bei Google gefunden habe, für mich als Arduino-Anfänger, die beste Anleitung.
Ich musste bei meinem Drucker die Z-Achse neu kalibrieren, weil ich da neue Spindeln eingebaut habe. Die alten waren schlichtweg verschlissen, neue mit der gleichen Steigung nicht verfügbar.
Die Installation des Treibers hat lange dauert, ~15 Minuten bis mein Windoof den Drucker endlich richtig auf einem COM-Port gelegt hatte. Danach ging alles sehr flott.
Werde euch gerne weiterempfehlen.
Gruß,
Christoph
Hallo allerseits,
ich habe ein riesen Problem mit meinem Drucker (Artillery Sidewinder X1). Bin jetzt schon 24h am Kalibrieren und tun und machen, egal was ich versuche die Ergebnisse kommen nicht annähernd an das was hier dargestellt wird 🙁
Bevor jetzt gefragt wird, was ich schon getauscht habe:
– Lüftermount (irrelevant)
– Bl-Touch (irrelevant)
– Heatbed Filaprint (irrelevant)
– Firmware (Waggster Mod 1.5, Marlin 2.0x) (sollte irrelevant sein)
Original hat der Sidewinder E-Steps von 445.0 drin stehen, die sind auch in der Firmware von Waggster enthalten.
Wenn ich das jetzt damit durchlaufen lasse und 100mm einziehen lassen möchte, dann werden gerade einmal 73mm extrudiert (Rest der oben raussteht sind logischerweise 47mm). Dabei komme ich auf neue E-Steps von 609,59.
Die gebe ich über Octoprint an den Drucker weiter und speichere sie mit M500 und lade dann noch einmal zur Sicherheit neu mit M501.
Ende vom Lied: Jetzt bleiben 38mm stehen und es wurden dann nur 82mm extrudiert. Wenn ich dem Extruderrad und dem einzuziehenden Filament zuschaue, dann sieht es aus, als ob das Extruderrad sich dreht, aber kein Filament durchgepresst wird.
Kann hier ggf. das Heatbreak defekt sein? Die Nozzle habe ich in einen der vielen Tests bereits durch die 2. Ersatznozzle aus dem Paket getauscht, gleiche Ergebnis. Ich habe auch schon die Temperatur auf 220°C für PLA erhöht… 2-3mm mehr, gleiche Ergebnis. Wenn ich die E-Steps auf utopische 700 zum Spaß einstelle, kommt gar das gleiche raus.
Ich vermute hier nicht ein Problem an der Firmware sondern irgendwo anders. Kann mir jemand sagen wo ich ansetzen muss? Vielen Dank im Voraus.
Manu
Was hab ich da ganz oben unter Stop!!! geschrieben? Das werden wir hier aber schlecht ausdiskutieren. Dafür ist das Forum da.
Hallo zusammen, nun hoffe ich hier Unterstützung bei meiner Extruderkalibrierung zu erhalten. Die Anleitung ist super, doch was kann ich tun, wenn mein Drucker auf den Befehl M503 nichts zurück meldet? Der Fehler, der Schreibschutz oder bewusst deaktivierte Teil der Firmware ließ sich bis jetzt nicht von mir beheben, sodass ich händeringend nach einer Alternative suche. Mein Drucker fördert ca. 30mm zu wenig Material.
Würde mich freuen, wenn jemand eine Idee hat.
Viele Grüße Chris
Zunächst mal ist das gut so! Bei solch großer Abweichung hast Du sehr wahrscheinlich ein anderes Problem und solltest das beheben.
Manchmal hilft nur Raten.. 🙁
Welchen Drucker hast Du? Und hast Du da schon Sachen getauscht dran? Neues Board, neue Steppertreiber andere Firmware oder anderer Extruder oder sowas? Oder alles noch Original?
Noch ist alles original, ich habe einen 3dfactories Profi3DMaker. Ich habe vor kurzem den PTFE Schlauch im Hotend getauscht. Jedoch kann ich nicht sagen, dass die Druckergebnisse vorher besser waren. Den Versuch den Extruder zu kalibrieren habe ich das erste mal gestartet.
Firmware ist die aktuellste vom Hersteller des Druckers.
Hallo
Ein wichtiger Faktor der berücksichtigt werden muss mit den E Stepps. Diese Anleitung gilt für Motortreiber die 1/16 Schritte auflösen.
Ich habe aber Treiber die 1/32 auflösen. Somit verdoppeln sich die Richtwerte. und ich habe bemerkt das mit Bowdenextruder und DVR 8255 die E Stepps in etwa bei 210 liegen plus minus den mechanischen Abweichungen. Ich verwende einen MK8 Extruder.
Moin zusammen,
An welcher Stelle reagiere ich eigentlich optimalerweise auf zu dünnes Filament?
1,68 statt 1,75 der Mittelwert.
Ganz zum Schluss über die Flow rate 4% drauf hauen?
Oder kann man das sinnvoller Weise schon an früherer Stelle einstellen?
Je nach Slicer – nicht Cura – kannst Du den Fila Durchmesser im Slicer korrigieren, das sürfte die beste Stelle dazu sein. Ansonsten würde ichs im Flow korrigieren.
Cura kann sicher auch den Durchmesser korrigieren und noch einiges mehr unter den Printersettings.
Die Beschleunigung, den Ruck. Einfach mal testen
Ist ein Plugin:)
vg an die Schmelzer
Jo, mit dem Plugin Printersettings funktioniert es über den Filamentdurchmesser auch in Cura.
Ich hätte eine Frage.
Ich setze laut Einstellung die Geschwindingkeit auf 2,5 mm/s. Dann stelle ich alles ein und kalibriere.
1. Wenn ich mit 5 mm/s oder 10 mm/s extrudiere, dann wird zu wenig extrudiert. Wenn ich z.B. mit 60 mm/s drucke, müsste ich dann nicht auch mit 60mm/s die 100 mm fordern, um den Extruder zu kalibrieren?
2. Trotz korrekter Kalibierung erhalte ich bei einem Würfel, dessen Wände ich für den Multiplier messe, größere Werte. Setze demnach von 100% Fördermenge auf z.B: 95% runter. Aber ist das nicht unlogisch, wenn der Extruder doch zuvor korrekt kalibriert wurde?
3. Was mache ich bei neuen Filamenten wie PC Carbon? Kalibriere ich dafür den Extruder neu oder passe ich anhand meines Würfels nur die Extrusionsmenge über den Multiplier an? Komischerweise werden statt 100 mm bei Carbon nur 90 mm wirklich gefördert, laut meines Würfels sind die Wände aber ausreichend dick, sogar dicker als erwartet, wodurch ich den Multiplier herabsetzen muss. Eigentlich hätte das eine totale Unterextrusion zur Folge.
zu 1: die Geschwindigkeit mit der der Extruder Material fördert entspricht nicht der Geschwindigkeit in der sich die X&Y Achsen bewegen. 2,5mm/s für den Extruder ist schon gut schnell. Lad mal einen deiner Gcodes bei Gcodeanalyzer.com hoch, der sagt dir dann die Durchschnittsgeschwindigkeit von E.
zu 2. Eingestellt wird hier die „durchgeschobene Länge an Filament“ also rein nur wieviel mm an Material gehen hinten rein bzw. vorne wieder raus. „wenn ich 100mm anfordere, will ich auch 100mm erhalten“ – nur darum. Welche Linienbreite dabei entsteht ist noch völlig offen – vor allem, wenn Du den Test ohne Düse machst, Der nächste Schritt ist dann, einzustellen, wieviel mm muss ich denn anfordern, damit meine Linienbreite stimmt.
zu 3. Eigentlich sollten die Extruder Steps gar nicht materialabhängig sein. Die ergeben sich aus der Schrittweite des Motors, Microstepping, der Übersetzung (falls vorhanden) und dem Durchmesser des verwendeten Ritzel. Im Grunde ist das Ganze Prozedere hier ein Krücke, weils einfacher ist, als z.b. den Wirkbereich mancher Förderräder zu messen. Wenn alle Werte bekannt sein und der Extruder funktioniert, brauchts diesen Test gar nicht, dann rechnet man sich den einfach aus und gut ist.
Kann der Extruder das PC+CF eventuell nicht richtig greifen? Testest Du durch die Düse, wird vielleicht der Druck im Hotend zu hoch?
Hi,
also ich stelle meine Extruder stets mit einer montierten 0.4mm Nozzle ein. Ich fahre jedoch mit G1 F100, also etwas langsamer, als im Artikel beschrieben.
Bei meinem Prusa MOD stimmt der Extruder mit den vordefinierten Firmware-EInstellungen überein. Bei meine Mosquito Hotend habe ich statt E280.0 etwa E300.
Je nach Material muss ich jedoch während dem Druck die Flussrate mithilfe eines Würfels nachjustieren. Bei einem PC/Carbon Gemisch musste ich sogar auf 82% den Flussfaktor heruntersenken. Dadurch ergaben sich jedoch sehr brüchige Schichten. Es ist auch immer eine Frage, wie fest der Messchieber beim Messen zusammengeschoben wird. Da machen einige Millimeter sehr viel aus 😉
In der Theorie könnte man die Stepps einfach aus der Geometrie errechnen. Praktisch läßt sich der Wirkkreis am Zahnrad nicht eindeutig bestimmen. Je nach Material greift das Ritzel mehr oder weniger tief in das Filament. Daher resultieren dann die Abweichungen.
Hallo, ich habe mit meinem Ender 3 jetzt schon einige Sachen gedruckt, was auch recht gut funktioniert hat. Aber da ich jetzt etwas Ausdrucken möchte das doch eine sehr gute Qualität haben soll, Habe ich mir einen Würfel 20 x 20 x 20 gedruckt.
Die X und Y achsen passen auch, doch in der Z achse habe ich nur 19.50mm gemessen. Kann ich irgend wie die Stepps der Z achse einstellen / Koriegeieren?
Auch die Z-Achsen Steps/mm lassen sich mit M92 ändern, ja. Siehe: http://marlinfw.org/docs/gcode/M092.html
Zielführend ist das aber nur, wenn der Fehler mit der Höhe des Bauteils mitwächst. Sprich, druck mal was 100mm hoch und schau mal, wierviel dann fehlt.
Die Stepps der Z-Achse ergeben sich aus der Steigung der Spindel. Die ändert sich nicht und ist bei allen Ender-3 gleich. So ist auch der Wert immer gleich. Wenn da ein halber mm fehlt weißt das auf falschen Düsenabstand.
Danke erst mal an Stephan.
Und an Uwe, dass ist mir schon klar das es eine Spindel ist, Doch die spindel muss auch gedreht werden, und wenn die Stepps des Motors für die Z achse nicht stimmen, passt das dann auch nicht, es müssen ja nicht viel sein pro Stepp aber wenn pro 0,2mm schicht, nur 0,005mm zu wenig sind, habe ich bei 20mm die fehlenden 0,2mm.
Ich vermute aber inzwischen, dass die ganze Spindel einfach etwas zu schwer geht. Da beim Ender 3 nur eine Seite über die Spindel gehalten wird, und diese nur unten im Motor sitz, und sonst nicht gefürht ist, vermute ich da irgend wo den fehler. Ich habe mir jetzt ein Set bestellt, in dem 2 Spindeln enthalten sind und alle benötigten Teile um auf Dual spindel Antrieb um zu bauen.
Glaub mir! Die Stepps für die Z-Achse am Ender-3 stimmt!
Hallo,
ich habe folgendes problem vielleicht kann mir ja jemand helfen.
ich habe den ender 3 mit merlin 1.1.6 firmware. pronterface sagt er wäre mit dem drucker verbunden allerding bekomme ich nur errors (bzw. er sagt processing und es passiert nichts) wenn ich die achsen oder extruder bewegen möchte, den nozzle oder das bett aufheizen möchte. am drucker tut sich garnichts.
Als „Begrüßung“ bekommt ich nicht so viele Informationen wie in der Anleitung dargestellt, sondern nur
„Printer is now online.
echo: External Reset
Marlin 1.1.6
echo: Last Updated: 2018-11-28 | Author: (Ender-3)
echo:Compiled: Jan 27 2019
echo: Free Memory: 9994 PlannerBufferBytes: 1232
echo:TF card ok
Init power off infomation.
size:
591
“
hat jemand eine idee was ich machen könnte bzw woran es liegen könnte?
mfg Chris
Vielen Dank fuer diese geniale Anleitung!
Ich habe das ganze mal bei meinem (neuen) Creality Ender-3 probiert, weil ich massive Probleme mit der Druckqualitaet habe. Ich habe also 10cm nach Vorgabe (93 Schritte fuer 10mm) einziehen lassen. Ergebnis: er hat nur 3.6cm eingezogen!
Das ist ja definitiv zu wenig – extrem VIEL zu wenig. Ich musste dadurch den Wert fuer G92 auf 228.0 stellen, aber dann rutscht das Material am Zahnrad durch. Ich habe also die Einzugsgeschwindigkeit gesenkt und teste nun weiter.
Meine Frage: Sind solche Werte normal? Was laeuft da falsch?
Danke && Gruss, Holger
Solche Abweichungen sind def. nicht „normal“ und meines Erachtens nach auch nicht „wegzukalibrieren“. Auch wenn der Ender 3 zum selber bauen ist, so ist das streng genommen doch ein fertiges Produkt, das man als Einheit kauf. Und die Voreinstellungen in der Software passen halbwegs zu den Komponenten, die im Bausatz zu finden sind, so dass eigentlich out of the Box was Brauchbares dabei rauskommt, man aber durch Feineinstellungen noch was verbessern kann.
Wenn da solche Abweichungen auftreten, ist irgendwas nicht so, wie es sein soll. Ich würde darauf tippen, dass dein Filament irgendwo nicht so gut durchkommt, wie es soll. Daher einmal von der Rolle bis zur Düse prüfen, ob da nicht irgendwo was klemmt.
Spontan fallen mir 3 Stellen ein, an denen ich von Problemen gehört/gelesen habe, aber sie selbst nie hatte:
1. Das Zahnrad am Extruder kann manchmal nicht richtig verschraubt sein und nach unten rutschen, dann greift es das Filament nicht mehr sauber und entsprechend is der Vorschub dahin.
2. Die Kabelbinder am Filamentschlauch sind so fest angezogen, das der Schlauch ein bisschen gequetscht wird. Nicht gut. Wenn du die Kabelbinder von Hand nicht verdrehen kannst (leichter Widerstand ist okay) –> Einmal Alle neu bitte!
3. Der Filamentschlauch steckt nicht komplett in den Fittings. Zerlegen und prüfen. Ich hab mir vor dem Zerlegen eine Markierung an den Schlauch gemacht. Wenn die hinterher nicht mehr zu sehen ist, war da ein Problem. Wenn sie zu weiter raus steht als vorher, ist da jetzt ein Problem. Wenn alles so ist wie vorher, hast du immerhin dein Gewissen beruhigt 😉
Und als Bonus ein Punkt die ich jetzt einfach mit aufnehme, ohne irgendwas unterstellen zu wollen:
1. Düse auf richtiger Temp. für das verwendete Material?
Holger da machst Du was falsch. Die 93Stepps am Ender-3 sind absolut richtig für das MK-8. Also zurück zum alten Wert! Du dokterst also am Symptom nicht an der Ursache herum. Die E-Stepps sollten ohne Bowden gemessen werden. Wenn der Extruder nun über das Filament rutscht ist das ein deutliches Zeichen. Problem Nr.1 an den Creality-Druckern ist ein nicht an der Düse anliegender Bowden. Der tote Raum führt zu schleichender Verstopfung. Stephan hat das im Video erklärt. https://drucktipps3d.de/richtige-hotend-montage/
Teilweise kann der Extruder beim Ender-3 auch nicht genug Druck aufbauen weil die Feder zu schwach ist. Da hilft eine Unterlegscheibe unter der Feder.
Hallo Holger,
Hast Du mit oder ohne Bowden (Teflonschlauch) gemessen?
Wenn mit, dann schraub mal den Schlauch mit dem Pushfit am Extruder ab, und messe nochmal.
Wenn dann die Länge stimmt (+- ca. 10-20mm) liegt das Problem am Schlauch oder am Filament.
Der Schlauch kann geknickt, gedrückt oder evtl. untermaßig sein. Flament dürfte zu ungleichmäßig von der Dicke sein, das es sich im Schlauch verklemmt.
Wenn die Länge nicht stimmt, achte mal darauf, das sich Motorwelle und das Zahnrad am Extruder syncron drehen. Wenn nicht, ist die Verschraubung vom Zahnrad lose. Drehen sich die beiden syncron, schau mal, ob das Zahnrad vollflächig auf dem Filament greift (Zahnrad Außenkante und Filament bewegen sich gleichschnell). Wenn nicht, das Zahnrad auf der Motorwelle soweit verschieben, das das Zahnrad das Filament voll greifen kann.
es kann auch sein das dein Extruder Arm gebrochen ist wo das Filament an das Ritzel gedrückt wird oder das Zahnrad ist locker.
Gab es erst letztens beim Youtuber Oslee540i ein Video darüber
Hallo „alle“!
Danke fuer Eure Tipps. Ich hatte im Forum das Problem auch nochmal beschrieben (s. https://drucktipps3d.de/forum/topic/ender-3-und-massive-under-extrusion-m92-mit-extrem-hohen-werten/).
Die Ursache ist gefunden: Es hat „jemand“ im Druckermenu die Option „E in mm3“ aktiviert und dort 1.75 eingetragen. Netterweise hat er auch noch gleich das setup ins EEPROM gspeichert und dann vergessen. Ich versichere, dass „jemand“ nicht „ich“ war…
Seitdem ich die Option wieder deaktiviert habe, klappts auch. Ich musste nur minimal den Wert von E92 anpassen (wie hier beschrieben).
Nochmals Danke an alle!!!
4. Variante eSteps zu speichern:
in der configuration.h
in der Zeile: #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, … }
wobei „…“ die Extruder-Steps sind (bei mir z.B. mit Dual Drive BMG: 415)
Klingt zwar nach der kompliziertesten Variante, tatsächlich kommt man wegen der standardmäßig bei den Creality Druckern nicht aktivierten Themal Runawy Protection eigentlich nicht umhin, aus Sicherheitsgründen Bootloader und aktuelles Marlin aufzuspielen. Da kann man das richtige Setting gleich mit in die Firmware schreiben…
Allerdings muss man im Menü „Restore failsafe“ auswählen, damit die Werte nach einem Firmwareupdate auch übernommen werden (sonst zieht der die alten Settings aus dem EEPROM).
Danke für die super tolle Anleitung….
Hallo Stephan,
echt Klasse deine Anleitung. Ich bin noch recht neu im 3D Druck und habe einen Drucker mit 2 Extrudern.
Wie bekommt man es denn hin, dass man für jeden Extruder einen eigenen Korrekturwert hinterlegen kann?
Wenn ich M92 und den entsprechenden Exxx.xx setzen, gilt dies für beide Extruder.
Das is noch ein Punkt, den ich selber noch nicht probiert habe.
Es gibt da mehrere Ideen zu, die Marlin Doku sagt, dass der M92 Befehl auch einen Parameter T versteht, mit dem die Extruder gezielt angesprochen werden können gibt aber wie immer kein Beispiel dazu. Das Gcode Wiki schlägt die Angabe so vor: M92 E93:94 vor (also E1:E2), die nächste Idee wäre es, dass mit in den Werkzeugwechselscript als M92 Exx zu packen.
Bei Repetier Firmware gings glaub nochmal anders, das kommt bei den günstigen China Dual Kits ja auch öfters zum Einsatz
Ich habe gestern meinen Extruder auch kalibriert und seit dem Probleme mit Überextrusion.
Habe ich es verlernt zu etwas zu messen oder kann das durch Änderung der Steps passieren?
Durch die Änderung der Steps schiebt er ja nun eine andere Menge an Material. Mehr oder weniger, je nachdem, ob Du die Steps erhöht oder verringert hast. Wenn er vorher trotz falscher Steps die korrekte Menge rausgedrückt hat, ist dann im 2. Schritt eine Änderung der Flow% bzw, Extrusion Multiplikator wohl angesagt. Vermutlich passt es dann wieder. Ansonsten, nochmal testen – oder die alten Werte wieder aktivieren.
Danke!
Steps stehen jetzt bei 96.87 statt 93
Ich versuche es dann erst mal mit dem Flow.
Ist schon etwas doof, wenn man was druckt und das alles grade so nicht passt.
Hallo Stephan,
vielen Dank für deine Anleitung. Habe ich heute morgen nahezu genauso gemacht.
Ich habe mir nur das extrudieren gespart. Dadurch das ich keine Erfahrung hatte, habe ich einfach das Filament nur ca. 20 mm eingeschoben. Die Striche habe ich zuvor markiert und dann bündig an eine beliebige Kante von der ich messen kann geschoben. So konnte ich den Test ein paarmal wiederholen. Ich habe übrigens direkt über die Oberfläche extrudieren lassen (lenght eingeben und dann auf extrude klicken). Als ich dann meinte, dass es passt, habe ich ein neues Stück Filament genommen um nicht irgendwelche Ungenauigkeiten durch die vorhandenen Riffelungen im Filament zu bekommen.
Die Flow-Kalibrierung habe ich nach folgendem Beitrag durchgeführt: http://www.desiquintans.com/flowrate
Grüße Patrick
Hallo Stefan,
bei Schritt 7 kann ich nicht folgen. Wenn in 4 Sekunden 100 mm Filament durch die Düse gedrückt werden
sind das etwas über 60 mm³/sek, muss ich da nicht mit Schrittverlusten rechnen ? Ich habe bisher immer versucht
mit < 8 mm³/sek zu drucken um keine Probleme zu bekommen.
Gruß
Gerd
Gerd, das is mir jetzt sehr peinlich: der Fehler ist mein Fehler, 1500mm/Minute ist in der Tat um Faktor 10 zu hoch. Die 1500mm/min stammen von nächsten Versuch, ohne Düse Ooops…
Ich bin vor kurzem in den 3D-Druck eingestiegen, habe leihweise einen Mega und wollte mit Pronterface die 100mm kalibrieren. Leider bekomme ich via USB keinen connect hin. Die Schnittstellenparameter stimmen zwar (es kommt kein wirres Zoich retour) aber der Drucker meldet sich nicht, ich kann an der Soft nichts einstellen.
Was könnte ich noch probieren?
Ich seh schon, da hab ich mir mit dem Ender3 wieder den einfachsten Drucker rausgesucht. Ok, ich werd das jetzt mal neutraler umformulieren da oben, schließlich soll das ja auch Allgemein gültigkeit haben, der Ender3 stand nur grad günstig fürs Foto. 😉
Du wirst immer einen finden der sich beschwert weil es nicht genau für seinen Drucker beschrieben ist. Das ist bei Cura und CR10 nicht anders. Der Ender-3 ist derartig eingeschlagen als Drucker für die Masse, da wirst Du keinen besseren Vertreter für diesen Artikel finden.
Der Punkt fehlt seltsamer Weise noch in unseren Tipps & Tricks! Nun ist das behoben! Danke Stephan! Damit gibt es keinen Grund mehr den Flow mit wilden Werten zu füttern.
Mal abgesehen von dem Grund das das Material durch die Düse gequetscht werden muss noch ein anderer Ansatz: müsste doch auch funktionieren wenn man den Bowden am Extruder abmontiert inkl. Fitting und dann das Filament nur misst im Bereich des Extruders ohne dass man es bis zum Hotend kommen lassen muss?
Ausserdem hat der Ender3 Pro im Menü schon den Punkt Esteps welche bei mir z.B. auf 93.00 eingestellt sind und man verändern kann, das einzige Manko ohne Firmware Änderung ist das man den Wert wenn man ihn verändert nicht speichern kann und immer beim neuerlichen Einschalten neu einstellen müsste.
Ah, hast Recht, ja.. Bowden aushängen würde gehen. Ok, dass der Ender3 die Anzeige hat, hab ich irgendwie verdrängt, ich weiss nur, dass er nicht speichert / M500 gesperrt ist, dann werde ich das mal korrigieren. Danke!
Interessanterweise gilt das nicht-speichern allerdings nicht für den Ender 3 Pro, hier wird’s gespeichert. Dachte immer die Firmware wäre bei beiden identisch…
Echt jetzt? Wenn ich bei meinem Ender 3 Pro den Esteps Wert verändert habe und dann halt den Drucker irgendwann ausgeschaltet und dann wieder eingeschaltet habe war der wert wieder weg und auf dem alten Ausgangswert!?
Hallo!
Ich melde, dass der Ender_3 mit der Software Version echo: Last Updated: Sep 3 2018 15:45:59 | Author: (Ender3)
ebenfalls den m500 Befehl akzeptiert.
Die veränderten Werte sind nach 15 min Offline (USB getrennt, Power OFF) noch vorhanden. Auf die Gefahr hin, dass irgendwo noch ein Kondensator sitzt, ist die Angabe leider ohne Gewähr.
@ Stephan => DANKE für diese klasse Anleitung!