Creality Tuning: MicroSwiss AllMetal & Wunderschlauch
So richtig notwendig isses wahrscheinlich nicht, aber was solls… Geht bei CR10, Ender3, Ender5 und baugleichen HotEnds.
Eines der häufigsten Probleme mit dem Creality HotEnd ist die Problematik mit dem Verrutschen des Bowdenschlauchs und damit einhergehend die Gefahr der Verstopfung. Gefühlt kommt dieses Problem bestimmt 3 mal die Woche hier im Forum vor.
Ich bin kein großer Fan dieser HotEnd Bauart mit dem 4.1 Bore (wie es offiziell wohl genannt wird) und damit einhergehend Bowden bis zur Düse. Für mich ist das die schlechteste aller Varianten, nur noch unterboten von den frühen selbstgebohrten Teilen aus grauer RepRap-Vorzeit.
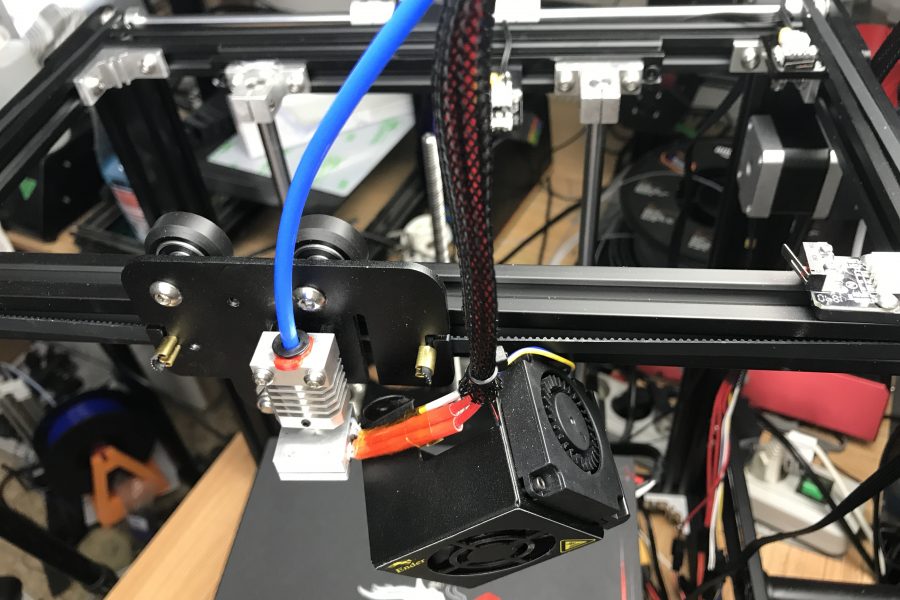
Ich steh auf AllMetal HotEnds, dort kann ich nicht nur heißer drucken, ohne den Bowden zu beschädigen (bei 245°C ist dann schon hart an der Grenze, was ein Bowden aushält), ich hab auch das Problem mit dem Verrutschen nicht – der Bowden im Allmetal HotEnd endet soweit über der Düse, dass da selbst wenn er verrutscht kein geschmolzenes Material dazwischen kommt. Er endet so weit oben, da wirds im Normalfall nicht mehr als handwarm. Oder anders gesagt: wenns Filament da oben flüssig wird, steht der Drucker wahrscheinlich in hellen Flammen oder Euer Drucker hat ein echtes Problem mit dem HotEnd Lüfter.

Bowden endet im roten Bereich
Es wird den AllMetal HotEnds gerne nachgesagt, dass die für PLA nicht taugen sollen. Nun, das konnte ich bei Verwendung sauber gefertigter HotEnds nie nachvollziehen. Bei sehr weichen TPUs hingegen wäre mir allerdings die 3. HotEnd Bauart mit einem PTFE Liner dann auch wieder lieber, aber damit bin ich dann wieder bei 245°C Maximaltemperatur. Einen Tod wird man aktuell noch sterben müssen.
Microswiss ist zwar teuer – ca. 75,- Euro das Set für die Creality Drucker bei 3d-jake,de, aber in der Regel astreine Qualität. Ein weiterer Vorteil der Microswiss HotEnds: sie verwenden ein Heatbreak aus Titan, das Wärme wesentlich schlechter leitet und somit zusätzlich noch gegen die HeatCreep genannte „Temperatureinschleichung“ in die möglichst kalte Zone des HotEnds hilft. Was viele nicht auf dem Radar haben: wir wollen explizit eine möglichst schlechte Wärmeleitung von der heissen in die kalte Zone! Was als Wärme gar nicht erst in die Nähe des HotEnd Kühlers kommt, muss auch nicht weg gekühlt werden. Die soll da unten im Heizblock bleiben.
Achso ja: und die leidige Diskussion um die HotEnd Schrauben entfällt, das MicroSwiss hat die Schrauben nicht.

Umbau
Als erstes wird das alte Creality HotEnd zerlegt. Dazu die Düse aufheizen und Düse abschrauben, dann den Drucker abkühlen lassen und den Lüfterkäfig abschrauben und seitlich runter baumeln lassen, dann zerlegen wir vorsichtig das HotEnd. Die Kabel der Heizpatrone und des Thermistor sind empfindlich, da bitte vorsichtig werkeln.

Das da oben kann weg.. die Reste vom Creality HotEnd. Lustig: das Heatbreak, hier in der Mitte war so verbacken, ich konnte es nicht mehr lösen. Egal, der neue Heizblock des Microswiss ist eh besser, da er die Heizpatrone besser „packt“. Brauchen tun wir nur noch das da:

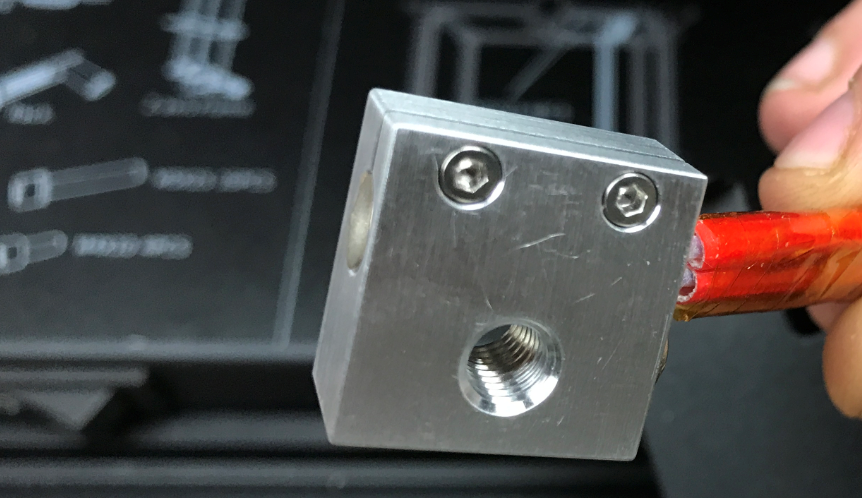
Heizpatrone des Creality HotEnds und Glasperlenthermistor werden einfach im MicroSwiss Heizblock wieder eingesetzt und weiter genutzt:


Reinstecken anschrauben und gut. Zieht die Schraube für den Thermistor nicht zu fest an, wenn ihr das Kabel oder die Isolierung zu stark quetscht kommt nur wenig Freude auf. Danach die Heizpatrone festziehen:
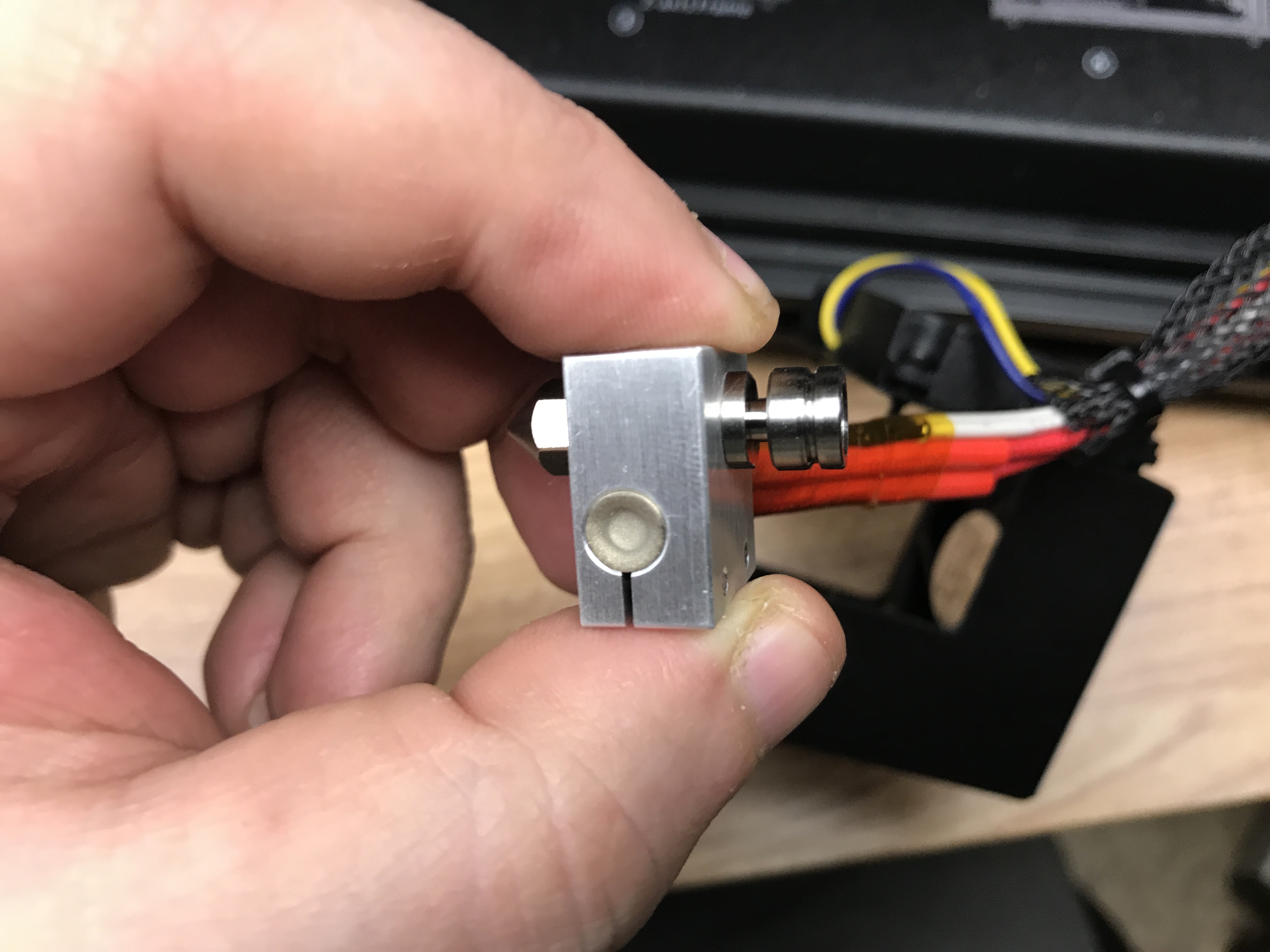
Nun zuerst von oben das Heatbreak anschrauben und mit dem mitgelieferten Gabelschlüssel handfest anziehen, dann von unten (da wo die Schraubenköpfe im Bild sind ist unten) die Düse anschrauben und auch handfest anziehen. Richtig fest kommt erst wenn die Düse wieder heiss ist.
(Hier unterscheidet sich das MicroSwiss etwas von den E3D HotEnds, wo wir erst die Düse einschrauben, dann die 1/4 Umdrehung lockern und dann das Heatbreak einschrauben).
Nun stecken wir das HotEnd in den Kühlbock und fixieren ihn mit der mitgelieferten Madenschraube.
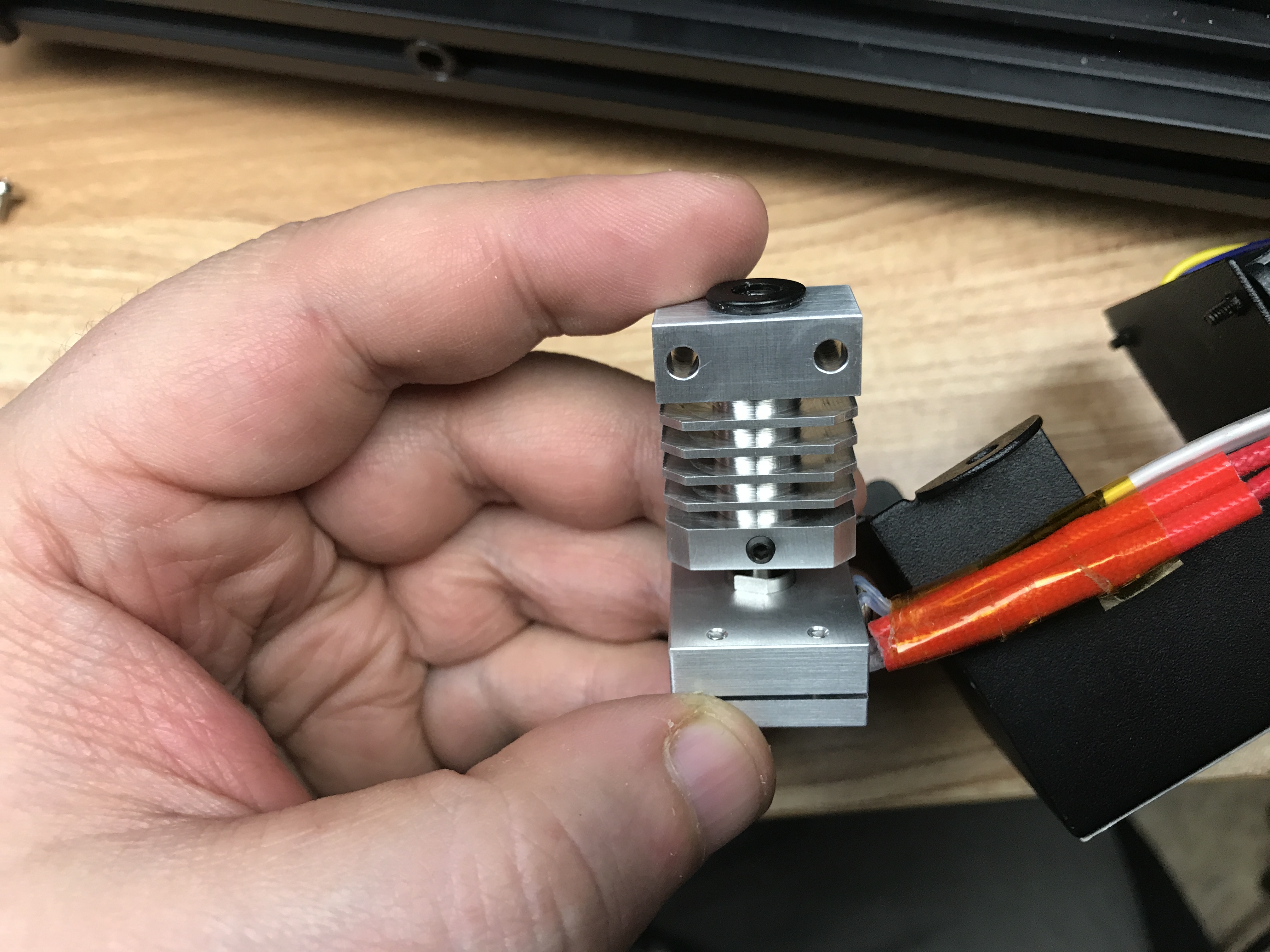
Das reicht vollkommen aus, die 2 komischen Spaxe des Creality HotEnds als zusätzliche Wärmebrücken sind nun Geschichte. Der Nachteil des ganzen muss man aber auch sagen: bei Düsenwechsel muss ich künftig den Heizblock festhalten.
Dann montieren wir den Spass an den Extruderschlitten:

Dann Düse aufheizen und Heatbreak, Düse und Madenschraube am Kühler fest ziehen. Dabei den Heizblock festhalten:
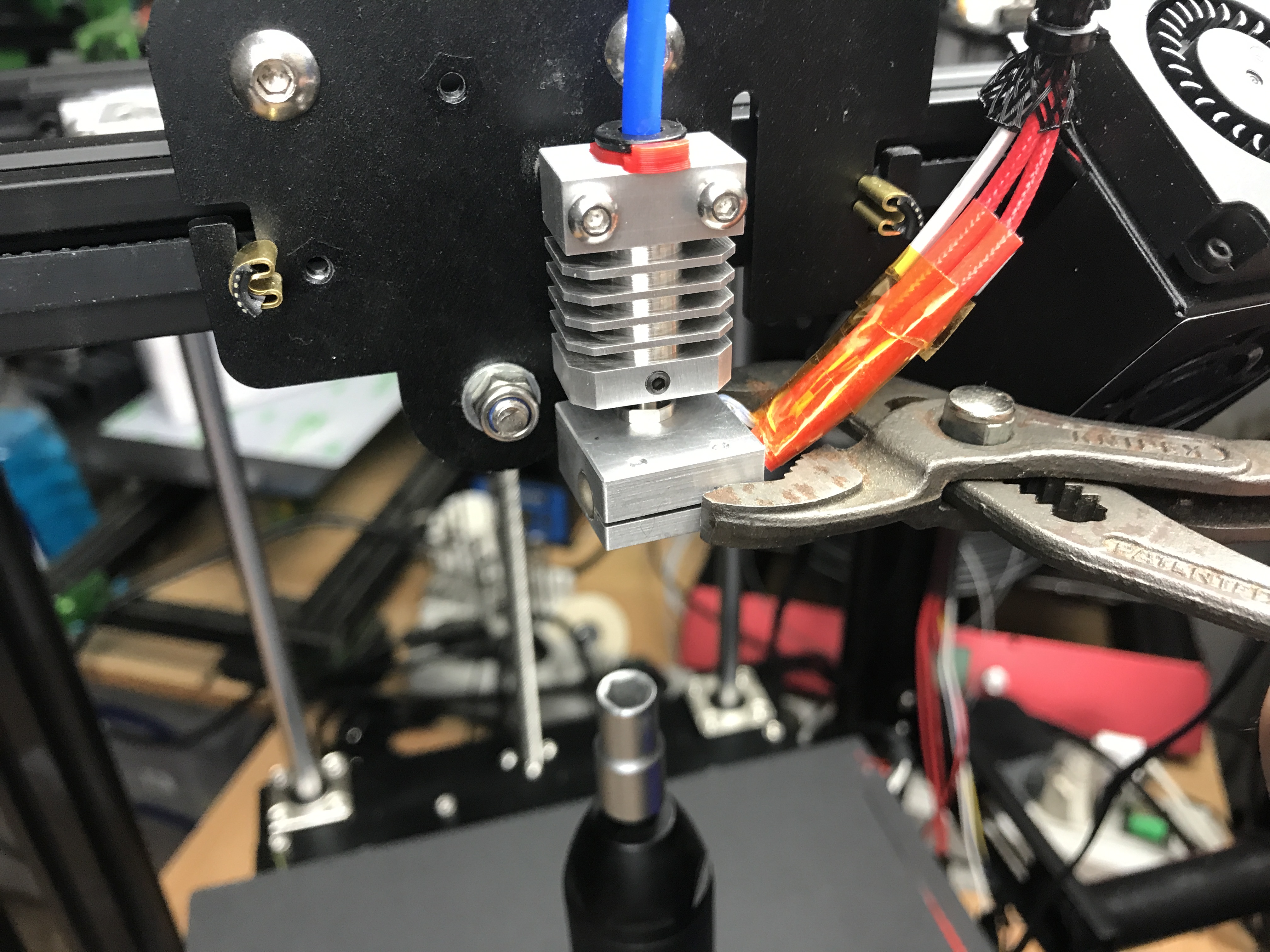
Mit der Zange halte ich den Heizblock, die Düse schraube ich mit einem Proxxon Drehmomentschrauber mit 1,5Nm fest. Warum 1.5Nm? Den Wert hatte ich mal in nem alten Service Manual zu nem UltiMaker gelesen, seitdem benutze ich das und nie wieder Probleme gehabt.
Und weil es so schön ist gleich noch ein Update:
Der blaue Wunderschlauch mit 1.9mm Innendurchmesser
Bowdenschläuche mit geringerem Innendurchmesser sollen das Druckbild verbessern, dsie blauen Schläuche sollen temperaturstabiler sein (ohne Angabe eines tatsächlichen Wertes in der Regel), besser „gleiten“ und die Retraction verringern. Und sie sind blau.. Aber dooferweise auch nimmer durchsichtig. Ehrlich gesagt, so ganz 100% überzeugt davon bin ich noch immer nicht, zumal die original Capricorn Schläuche extrem teuer sind. Schaden tun se in der Regel auch nicht, es kann aber sein, dass beim Filamentwechsel, wenn sich da ein dicker Klumpen an der Spitze des Filaments bildet (beim Microswiss eher weniger), das ganze im nun „dünneren“ Schlauch verklemmt. Das ist lästig.
Von Fystec gibts auf Amazon.de eine günstigere Alternative, die ich hier jetzt erstmals statt der Capricorn Varianten verwenden will. Dazu ziehen wir den alten Schlauch aus dem Kabelbaum und ziehen den neuen Schlauch statt dessen ein:
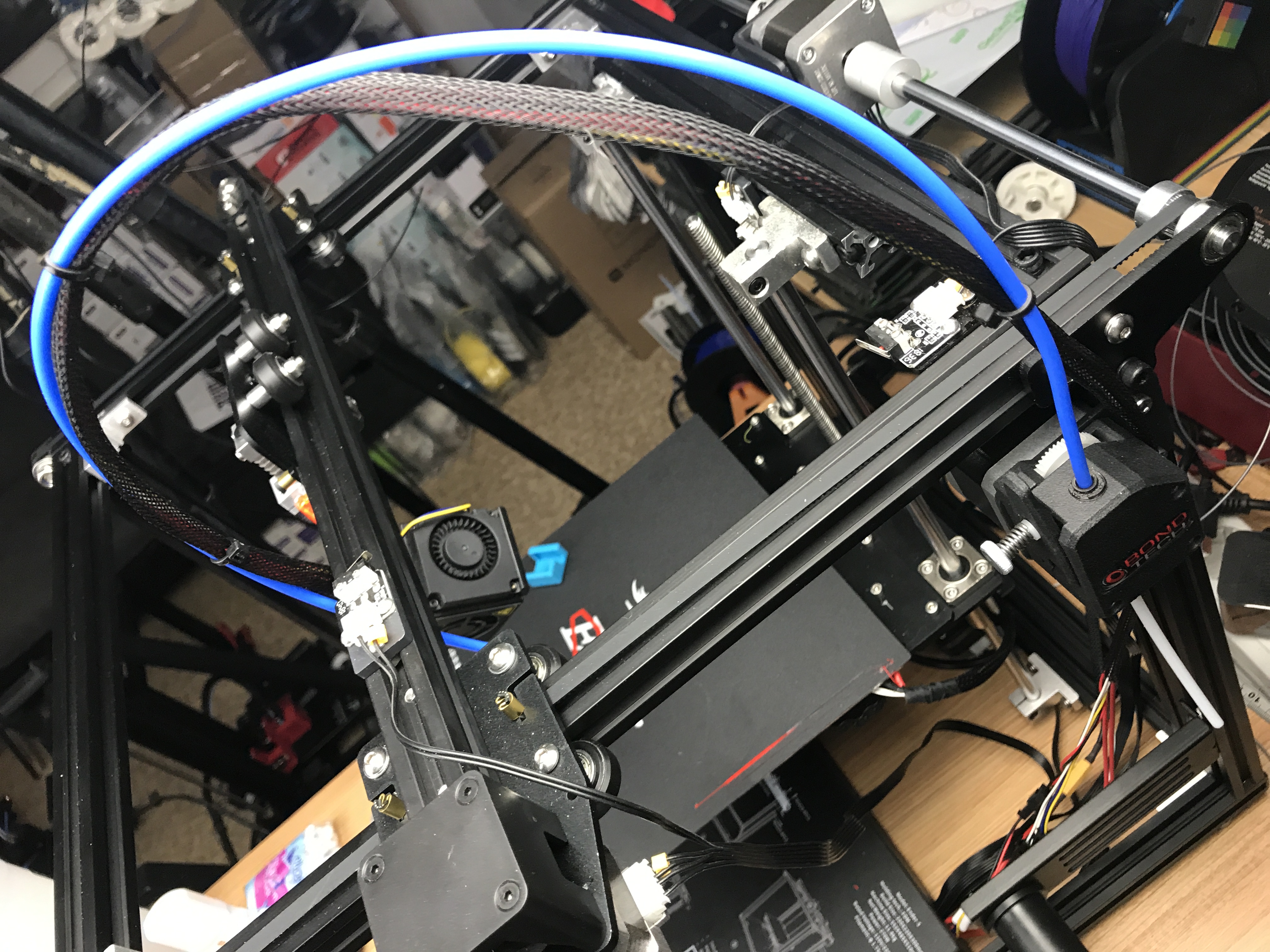

Zuvor wird der Schlauch aufs alte Maß geschnitten, und zwar bitte gerade, mit scharfer Klinge ohne zu quetschen – ich hab mir dazu mal ne Schneidhilfe gedruckt, die ich seit Jahren nutzen:

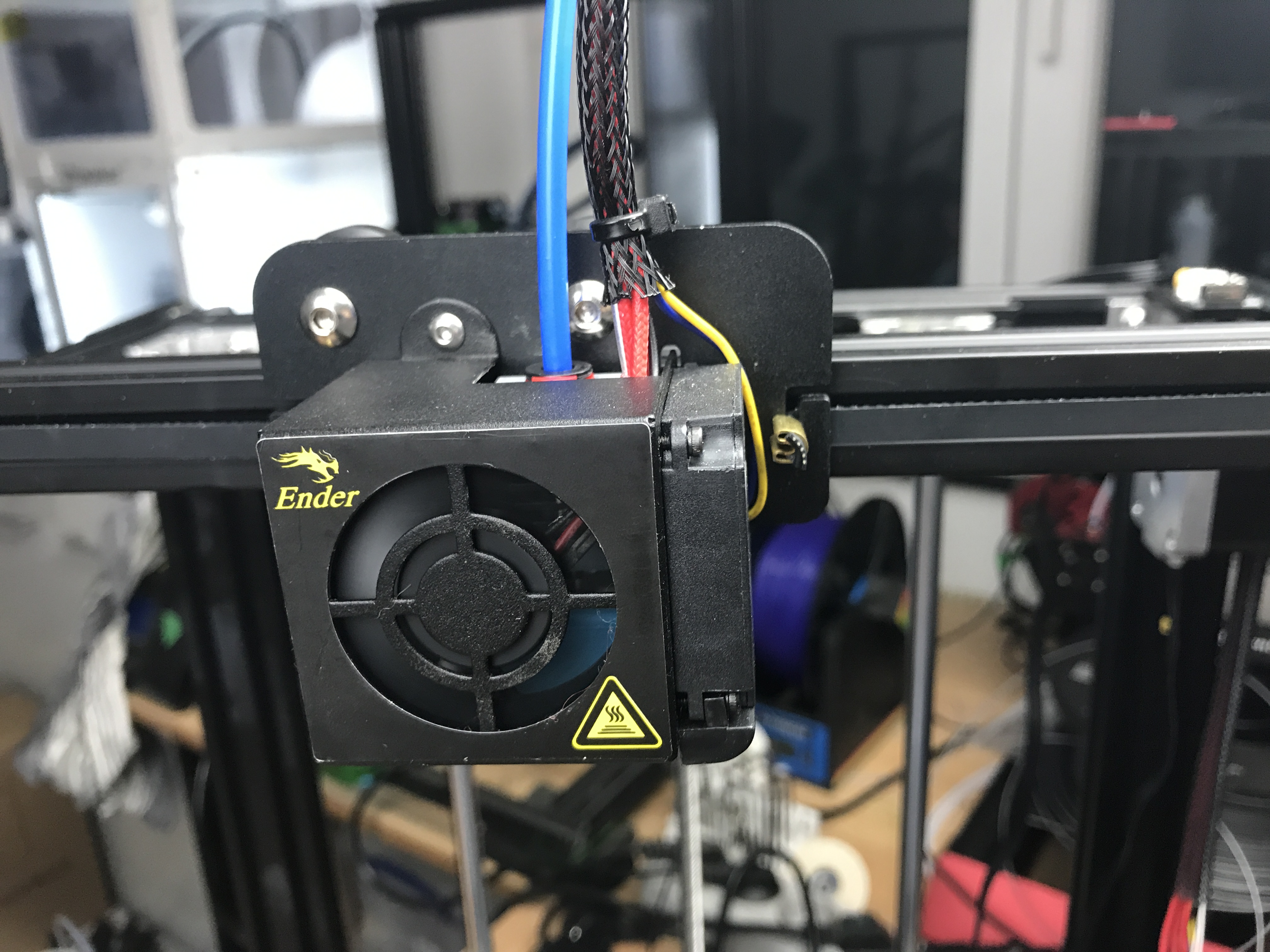
Die Schlauchkupplungen mit den mitgelieferten CollarClips wieder fixieren, dann den Lüfterkäfig anschrauben und gut ist. Halt, die Silikonsocke hätte ich jetzt fast noch vergessen… Gehört zum Microswiss Set mit dazu.
Und was hats gebracht?
die Kostenfrage lassen wir mal unter den Tisch fallen..

Oben: Microwiss AllMetal, Fystec Schlauch, TL-Smoother & Bondtech BMG.
Unten: Original Lieferzustand des Ender 5
PS: das obere Benchy wurde zudem mit „120mm/s“ Default Speed* also „doppelt“ so schnell wie das untere gedruckt.
(*) Ja, es ist mir klar, dass dies eine Milchmädchenrechnung ist und die 120mm/s wahrscheins nicht im Ansatz erreicht wurden, zum wirklichen schnellen Drucken reicht es nicht, nur den Default im Slicer hoch zu schrauben.
Nachtrag:
Hier mal noch das Offizielle Einbauvideo von MicroSwiss, die zeigen es nochmal ganz genau:
und zum Thema AllMetal HotEnd für andere Drucker hat Ralph hier noch ein schönes Video gemacht:
Ein kleines Update:
Ich habe nun meine Retract Länge von 4mm auf 3mm reduziert ohne sichtbare Verschlechterung. Auch möchte ich noch erwähnen, dass nach dem Hotend das Druckbett etwas zu tief stand, also ob das neue Hotend einen Ticken kürzer wäre. Das war am Ender5 durch verstellen der Z-Offset-Schraube recht leicht zu lösen. Am Ender 3 kann man, wenn die Schrauben nimmer ausreichen, das notfalls auch durch Versetzen des Endstops auch erreichen – falls es denn nicht alleine schon über die Bettschrauben ausgeglichen werden kann.
Moin,
passt die AllMetal HotEnd auch auf den CR 10S Pro?
Gruß Thomas
Nicht das hier gezeigte! Es gibt eins speziell für den Pro.
„Wichtig ist: wenn Ihr ein MicroSwiss Allmetal HotEnd habt, könnt ihr die alten Düsen nicht mehr weiter benutzen!“
Wieso das denn? Ich selbst habe ein Micro Swiss All Metall Hotend und habe vor einigen Wochen auf eine 0,6mm MK8 Standard-Messing-Nozzle für den CR-10S umgerüstet und überhaupt keine Probleme damit.
Hmm.. jetzt muss ich grad nochmal aufschrauben, nicht dass ich das verwechselt hab. Ich dachte die „Stirnseite“ der Düse wäre anders geformt. Aber wenns bei Dir dicht ist, muss ich was verwechselt haben. Danke für den Hinweis.
Naja umgekehrt würde das auch bedeuten, dass man die Micro-Swiss Nozzles nur mit deren Hotends verwenden kann. Die werden aber auch einzeln und ohne Einschränkungen verkauft. Der einzige Unterschied, der mir spontan einfällt, ist, dass man für die Micro Swiss einen 7er Schlüssel braucht und für die meisten (alle?) MK8 Standard- Nozzles einen 6er.
Es gibt auch Microswiss Allmetal Hotends, die nur mit der passenden Microswiss Nozzle funktionieren, weil die anders geformt sind, siehe die MK10 AllMetal only von Microswiss (https://store.micro-swiss.com/products/micro-swiss-nozzle-for-mk10-all-metal-hotend-only). Aber im Fall des CR-10 Extruders, der zwar landläufig als MK10 bezeichnet wird, habe ich mich dann wohl getäuscht und es kommt wohl MK8 zum Einsatz. Ich werds die Tage mal nochmal aufschrauben und falls das so ist, den Satz oben löschen. Passiert, ich bin nicht der Papst.
Von Micro Swizz gibt es auch noch Hotends, die nicht speziell als Austausch für CR-10S & Co. vorgesehen sind. Die benötigen dann wohl die vin Dir verlinkte und nur hierfür passende Nozzle: https://store.micro-swiss.com/products/micro-swiss-mk10-all-metal-hotend-kit
Auf der Abbildung des Hotend-Querschnitts für die CR-10S Version (https://i.ebayimg.com/images/g/ozMAAOSwuIlaWIva/s-l1600.jpg), sieht man ja deutlich, dass hier das Heatbreak eine flache Auflagefläche für die Nozzle hat, also nicht die trichterförmige, wie in obigem Link.
Allgemein finde ich diesen ganzen MK8 oder MK10 Kram sowieso oft etwas verwirrend, denn mal bezieht es sich auf den Extruder, mal auf das Hotend und auch mal nur auf die Nozzle. Was die Anbieter damit konkret meinen, ist manchmal nicht sofort ersichtlich und erfordert genaues Hinsehen, damit man am Ende nicht das Falsche kauft.
Gruß
Frank
Ich hatte mir zusammen mit dem Titan-Clone von Trianglelab auch deren „blauen Schlauch“ bestellt (https://de.aliexpress.com/item/1M-PTFE-Tube-Teflon-PiPe-to-TL-Feeder-J-head-hotend-RepRap-Rostock-Bowden-Extruder-1/32811240720.html?spm=a2g0s.9042311.0.0.7a7f4c4dJmP3wJ) und gestern bei meiner Umbauaktion (neben den TMC 2208 gab es auch ein frisches Hotend) eingebaut.
Der Widerstand beim Einführen des Filaments ist wesentlich größer (wegen des etwas kleineren Innendurchmessers). Der erste Probedruck nach dem Umbau läuft jetzt. Für den Retract werde ich mal Deine Einstellungen versuchen.
Wie hieß es in der Werbung einer großen deutschen Automarke: „Blau macht glücklich“. Man(n) muss wohl nur dran glauben 😉
Fourever
was ist von diesem PTFE mit PushFits (je 3x) zu halten? Der Hersteller / Verkäufer ist ein andrer…
https://www.amazon.de/dp/B07HSL6296/ref=psdc_1626220031_t1_B07JDWDRV4
UND: kann man irgendwo bei solchen Produktbeschreibungen sehen, ob es sich um PushFits mit Metallbeißerchen handelt oder um welche mit Plastik?
Der Schlauch ist mehr oder weniger wohl eingefärbter Standard-PTFE-Schlauch. Also kein Capricorn. Ich hab mal nen ähnlichen oder sogar gleichen bei Ali gekauft (https://de.aliexpress.com/item/5-mt-PTFE-Rohr-Teflonto-TL-Feeder-hotend-Rostock-Bowden-Extruder-1-75mm-Filament-ID-1/32910573731.html). Der weitet sich unter höherem Extruder-Schub am Ende leicht auf. Die 1.9mm Innendurchmesser bestätigen sich auch nicht. Ein 2mm-Bohrerschaft lässt sich leicht hineinschieben. Also eher 2.1mm wie die anderen PTFEs auch.
Zu den Pushfits würde ich auf A$ einfach mal ne Frage stellen. Vielleicht antwortet ja jemand, der sie schon gekauft hat
diesen Schlauch hatte ich verlinkt, weil es die 1. Empfehlung bei dem genannten Versender war. Also beides keine Capricörner.
Die Frage nach den PushFits poste ich dort einmal.
Update:
Die Fragen an die Community sagen jedenfalls aus, das die User zufrieden sind und dass die PushFits innen Metallzähne haben. Das soll für das Paket gelten, in dem 3 PushFits mit 3 Schläuchen enthalten sind (SIQUK), als auch für ein anderes Paket mit 4 Sets (LUTER).
Zur Genauigkeit der Schläuche scheint es Missverständnisse bei den Usern zu geben. Einer Antwortete, dass der Schlauch prima durchläuft. Nun ja, das kann er bei 10 mm auch, dann ist die Genauigkeit aber noch geringer. hmmpf
Letztlich wird man wohl bestellen und selber das Produkt prüfen müssen.
Den „Wunderschlauch“ hatte ich mir auch mal bestellt und während des Dual-Drucks im Einsatz.
Ich habe festgestellt, dass er nicht beliebig stabil ist und sich im Hotend, wo er gegen den Sitz gedrückt wird, aufweitet. Ob das irgendwann zu Problemen führt, kann ich noch nicht sagen. Im Moment drucke ich wieder mit Carpricorn am Single Volcano.
Ok, dann werd ich da mal ein Auge drauf halten, was sich da so tut. Mit Capricorn passiert das nicht?
Nein, bisher sieht der völlig unversehrt aus. Bis auf die üblichen ringförmigen „Gravuren“ der Pushfit-Zähnchen.
Mich schüttelts bei der Zange am Kühlblock 🙂
Mit einem org. E3D all Metall Hals im V6 und PLA hatte ich bisher nur schlechte Erfahrungen. Aber Formfutura Flexfill ging z.B. ohne Probleme sehr gut.
Heh, die Zange hat eine riesen Vorteil: Die war grad da.. das passende Werkzeug ist in der Regel nie auffindbar.. 🙂 Ich hatte mal noch’n Rollgabelschlüssel gekauft..
Wie manifestierten sich die Probleme beim E3D?
Ich sach nur: Zangenschlüssel.
So Zangenschlüssen sind Top 🙂 liegen bei mir immer am richtigen Platz 🙂
Humpf, Ihr wieder.. dann kauf ich mir jetzt nen Zangenschlüssel.
PLA bliebt bei mir im E3D „kleben“ beim Retract bzw. kühlte zu schnell ab. Aber das hatte ich nur mal auf die Schnelle getestet. Muss es doch nochmal einbauen und testen.
Bislang war mir das MicroSwiss einfach zu teuer aber ich hab inzwischen 5 Drucker mit dem MK-10 von verschiedenen Herstellern von Anet bis Tronxy. Dabei sind die von Creality im Original bislang noch die am saubersten gefertigten Hotends. Am A9 und X5S hab ich gegen günstige aber gute Teile aus China getauscht. Ich hab beide Versionen. Allmetall und Bowden. Ja die Probleme im Forum sind nicht übersehbar aber selber hatte ich damit bislang keine Probleme. Jetzt liegt hier die Version vom CR-X mit Y-Zuführung die ich im X5S verbauen werde.
moin
microswiss Düse hab ich auch, aber Hotend sonst original
(bis auf andere Halterung)
Ich hatte nie Probleme mit dem Hotend des CR-10
Allerdings nutze ich von Anfang an bei allen Druckern Wärmeleitpaste um Heizpatrone, Sensor und Heatbreak (zum Kühlblock) einzusetzen,
da die Bohrungen ja auch alle recht locker sind
Kryonaut: Einsatztemperatur: -200 bis +350 °C
Wärmeleitfähigkeit: 12,5 W/(m·K)
nutze ich für PC und Drucker
so hab ich auch das Hotend des MP mini Delta (das Hotend ist wirklich schlecht gebohrt)
verbessert – Bowden bis an das Heatbreakröhrchen (andere Schlauchklemme, durchbohrt und durchgeführt)
und beim MP noch um Heater und Heatbreak Kupferfolie (Tiffany) drum gemacht + WLP, da die Bohrungen viel zu gross waren um einen guten Kontakt zu bekommen.
für PLA macht Bowden bis in die Düse nicht viel aus,
wenn man allerdings öfter PETg oder ASA drucken will mit 250grad oder mehr, dann bleibt nur ein full metall Hotend
(was der MP mini ja hat, aber bei dem kleinen Ding eigentlich keinen Sinn macht)
auf Dauer werde ich mir event. doch mal ein komplett Set von Microswiss oder E3D (Copper) zulegen (für den CR-10),
man will sich ja immer verbessern – vielleicht dann gleich ein Volcano, damit ich mal schneller drucken kann als 100mm/sec
(ein billig China Volcano liegt hier schon…)
Ein normales Hotend kann nicht schnell genug schmelzen um zb. mit über 120mm zu drucken
(das Duet Board zeigt ja genau die tatsächliche Geschwindigkeit an, welche gerade gefahren wird)
na mal sehen…
Gruß Ingo