Creality CR-6 SE Testbericht
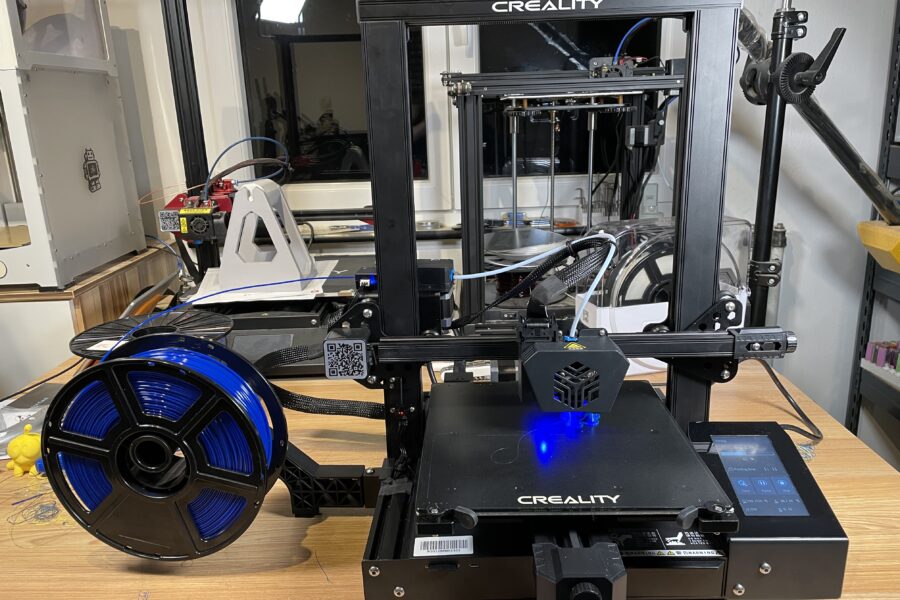
Auf Kickstarter gestartet, inzwischen normal im Handel erhältlich, jetzt dann doch auch mal hier bei uns für einen Testbericht eingetrudelt, die „Luxusversion des Ender3“, der CR6SE. Taugt der was?
Der Creality CR-6 SE wurde mir direkt von Creality kostenlos für einen Test zur Verfügung gestellt. Der Drucker ist für ca. 335,- erhältlich.
Eckdaten:
- Offener Drucker im i3 Design auf Basis von V-Slot Profilen, Doppel-Z.
- Fast vollständig montiert.
- Druckvolumen: echte 235 * 235 *250mm
- Heizbett 245 * 255mm bis 110°C, „Ultrabase“ wechselbar
- ABL vorinstalliert – kein manuelles Leveln möglich
- Bowden System mit neu gestaltetem Feeder
- Neu gestaltetes Hotend, 4.1 Bore bis max 240°C (nicht 260°C wie Creality angibt), mit 0,4mm Düse
- Geeignet für PLA, PETG, bedingt TPU, ABS & ASA nur eingeschränkt. (Offene Drucker und ABS ist immer schwierig, egal was ein Hersteller schreibt)
- 32bit basiertes Creality 4.5.2 Board mit fest verlöteten Trinamics 2209 Treibern, Standard SD-Kartenslot, MicroUSB.
- Proprietäres closed Source Touch Display auf DWIN Basis
- Neuer Filamentsensor
- Powerloss Resume theoretisch möglich, jedoch mit Ultrabase nicht wirklich nutzbar
- 24V Meanwell Netzteil LRS-350-24
- Alles benötigte Werkzeug: Satz Inbus, 2 Gabel/Ringschlüssel, kleiner Seitenschneider, Malmesser „Nr. 4“, Akupunkturnadel, Ersatzteile in kleiner Werkzeugschublade, daruner mehrere Ersatzdüsen.
- seitlich am Grundrahmen ansteckbarer, einklappbarer Rollenhalter
- SD-Karte, USB-Kartenleser, mit englischer Doku, eigener Creality Slicer (nur Win), Schnittstellentreiber (Mac & Win)
Aufbau & Inbetriebnahme:
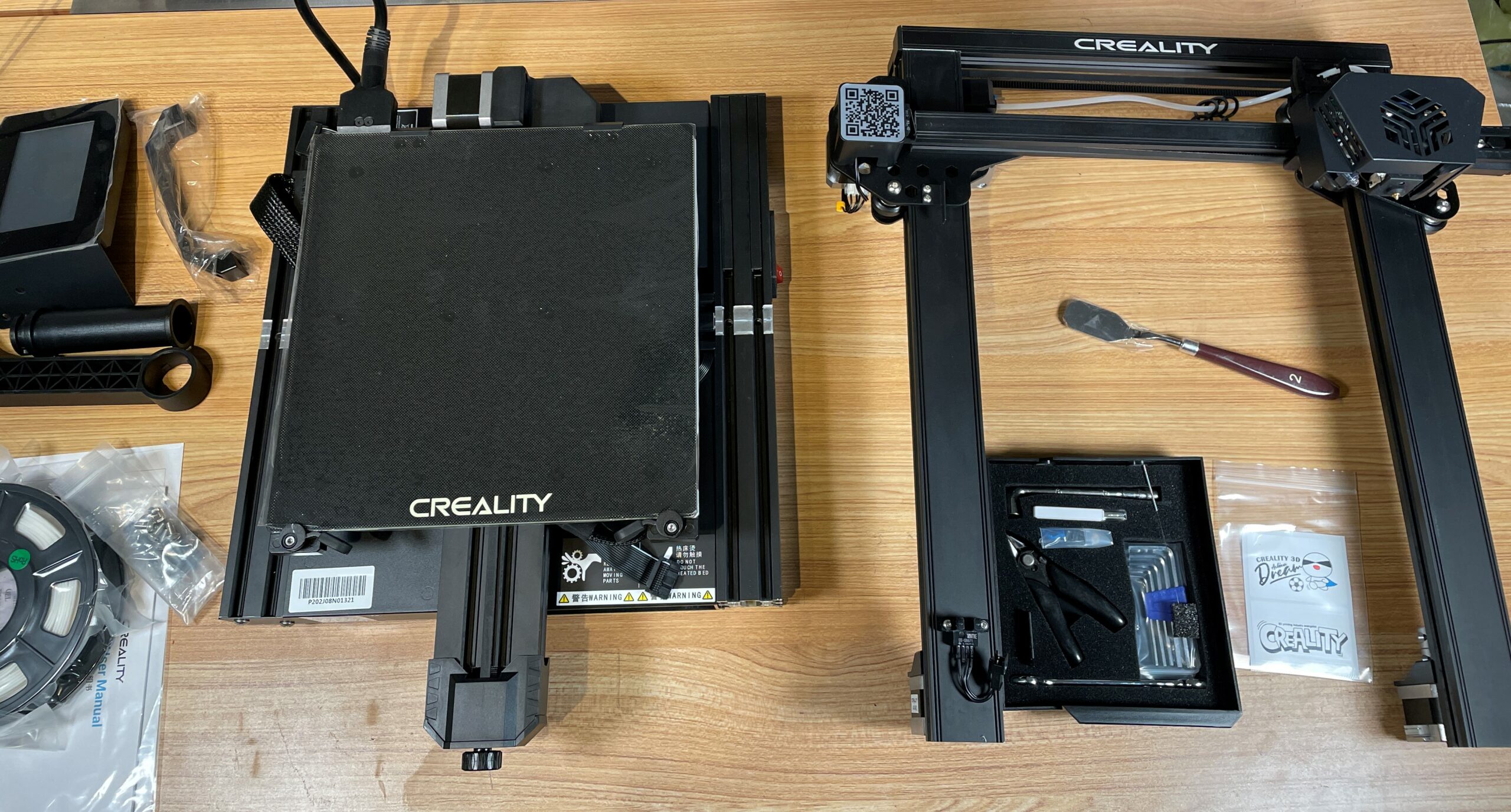


Könnte nicht einfacher sein. Ist in weniger als ner halben Stunde erledigt. Prima. Es ist alles bereits vormontiert, man steckt nur noch die 2 Rahmenteile zusammen, sichert diese mit jeweils 2 Schrauben links und rechts, schraubt Display, Griff und Rollenhalter an und steckt 6 verpolungssichere Kabel ein. Fertig. Kriegt jeder hin.

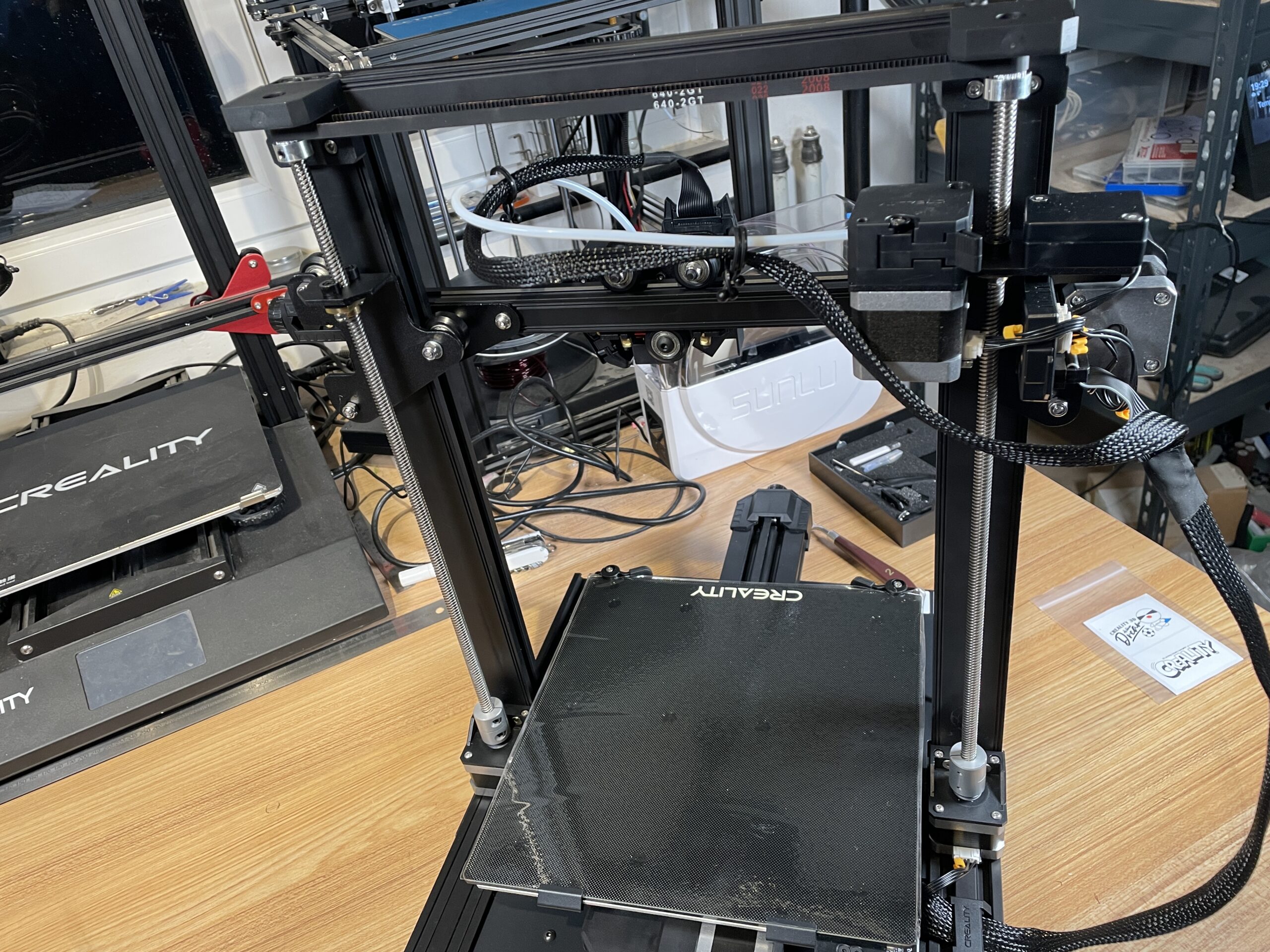
Zum Glück, denn die Anleitung ist nicht sonderlich ausführlich. Wer einen stabilen Metallwinkel zur Hand hat, prüft, ob das ganze schön im rechten Winkel zusammen kommt – hier im Bild kippt der Rahmen noch deutlich nach „hinten“, genau das ist zu vermeiden (und ja, hier ist ja auch noch keine Schraube drin).
Wer Zeit hat, prüft bei der Gelegenheit mal noch
- alle anderen Winkel
- guckt ob die Schrauben fest sind
- und ob der Querbalken mit dem Druckkopf tatsächlich gerade ist.
Teilweise soll Creality etwas hastig bei der Montage sein. Wie wichtig das werden kann, lest Ihr bei den Test-Drucken weiter unten.
Alles benötigte Werkzeug zum Aufbau und Wartung des Druckers ist in angemessener Qualität enthalten.
Nachdem dem Zusammenschrauben:
(1) Exzenter prüfen
korrigiert Ihr als nächstes die Exzenter, der CR6-SE hat
- zwei Exzenter an den Rollen unten rechts am Bett
- dann jeweils bei einer Rolle beim rechten und auch dem linken Schlitten, die an der Z-Achse hoch und runter laufen.
- und einen Exzenter unten an der unteren Rolle am Druckkopf
Stellt die Exzenter durch Drehen mit dem mitgelieferten Gabelschlüssel an der Sechskant-Hülse so ein, dass der jeweilige Schlitten gerade so spielfrei ist, aber nicht zu fest, sonst gibt es Standplatten. Ganz kleine Korrekturen machen, zwischen dem Minimum und Maximum liegt eine halbe Umdrehung der Exzenter-Hülse.
(2) Homing Test
Sind die Exzenter eingestellt, könnt ihr gleich mal die ersten Funktionstests machen, ruft am Druckermenü den Punkt Prepare auf, dann Move und dann geht auf das Home Symbol., Haltet den Finger am Aus-Knopf, der Drucker sucht nun seine Nullpunkte links (X-Achse), ganz vorne (Y-Achse) und ganz unten (Z-Achse). Der CR6SE nutzt Safehome, den Nullpunkt für Z sucht er also in der Bettmitte. Beginnt er jedoch beim Homen ganz fürchterlich zu rumpeln, die Riemen überzuspringen, dann funktioniert der Endstop nicht.
(3) Temperaturanzeige & Heizung testen
Als nächstes testen wir die Temperatursensoren und Heizungen. Im Druckerdisplay sollte jeweils die Ist und Soll Temperatur für Heizbett und Düse angezeigt werden. Als Ist Temperatur etwa Eure Raumtemperatur, als Soll Temperatur 0. Nun geht Ihr am Druckermenü auf Control -> Temperature und setzt mal 200°C für die Düse und 50°C fürs Bett. Achtet auf die Temperaturanzeige, die Soll Temperatur sollte nun auf 200°C respektive 50°C stehen und die Ist Temperatur sich langsam erhöhen und sich schließlich nah an der Soll Temperatur einpendeln. Hat das funktioniert, ist soweit alles in Ordnung mit Eurem Drucker. Ihr könnt die Heizung wieder ausschalten. Funktioniert es nicht wie erwartet, prüft den Sitz aller Kabel und Stecker nochmal, auch an der Verteilerplatine am Druckkopf. Druckt nicht, wenn die Temperaturen was Unsinniges anzeigen, meldet Euch im Forum.
(4) Automatisches Bett Leveln
Nun stellt sicher, dass sich die mitgelieferte SD-Karte im Drucker befindet, wie auch die neuen Ender3 speichert der CR6SE keine Einstellungen mehr im dafür vorgesehen Flash-Speicher des Mainboards, sondern nur noch als Datei EEPROM.DAT auf der SD-Karte. Ich kann das gar nicht leiden, aber Creality steht auf diesen Murk.. Weg. Ist keine SD-Karte eingesteckt, kann nix gespeichert werden. Ist die EEEPROM.DAT Datei weg, sind die Settings weg.
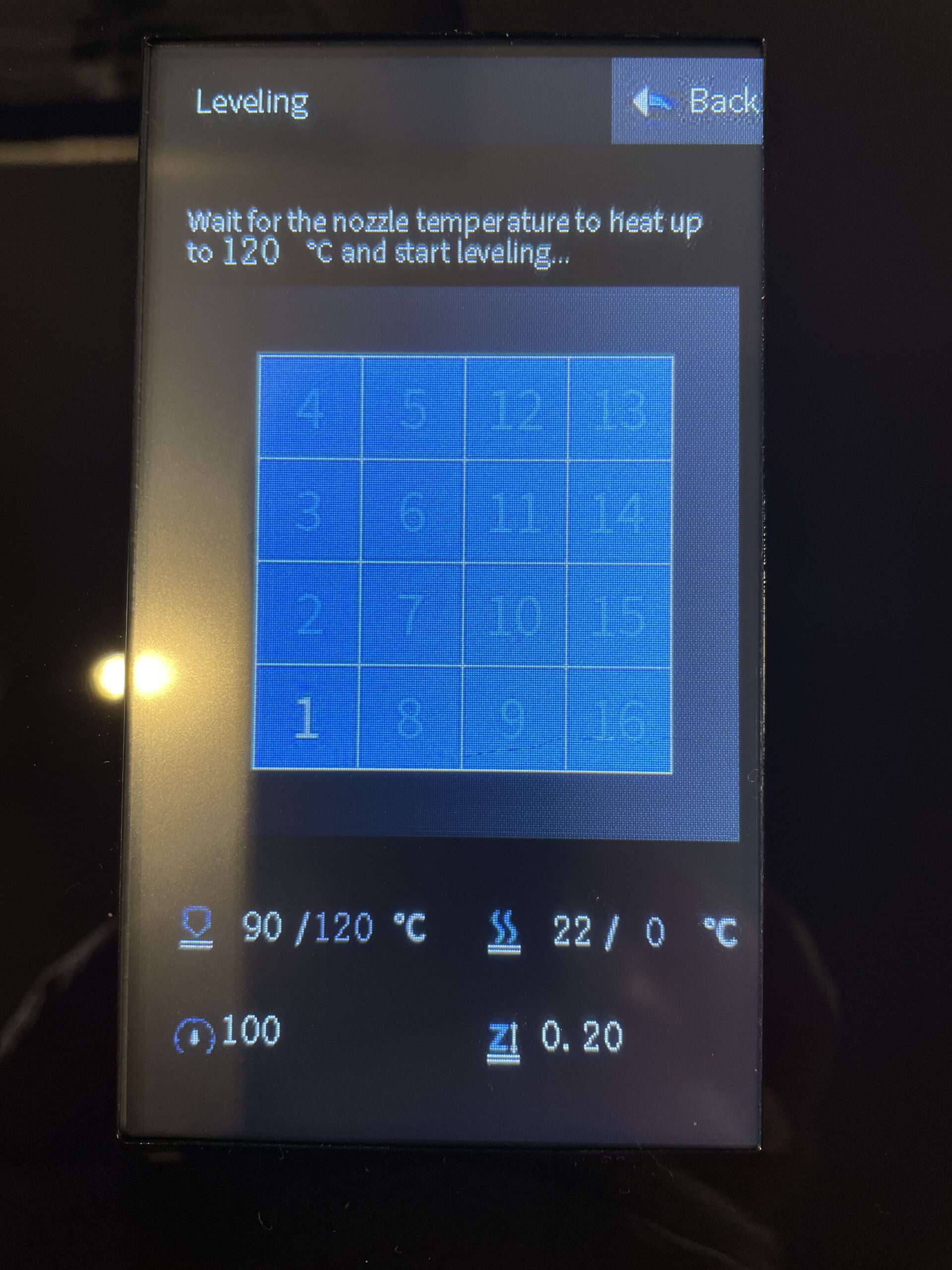
Dann geht ihr im Druckermenü auf Bed Level und startet dann den Einmessvorgang, stellt dabei sicher, dass die Düse sauber ist, anders als (meines Wissens) alle anderen Creality Drucker benutzt der CR6SE quasi die Düsenspitze als Sensor für das Automatische Bett Leveling, er drückt die Düse ins Bett und registriert nun oben wo das Hotend aufgehängt ist, ob die Düse gegen das Bett drückt. Der Drucker heizt dazu die Düse auf 120°C auf und beginnt dann 4×4 = 16 Messpunkte auf dem Bett einzumessen (achso, die Plastikfolie auf dem Heizbett vorher abziehen).
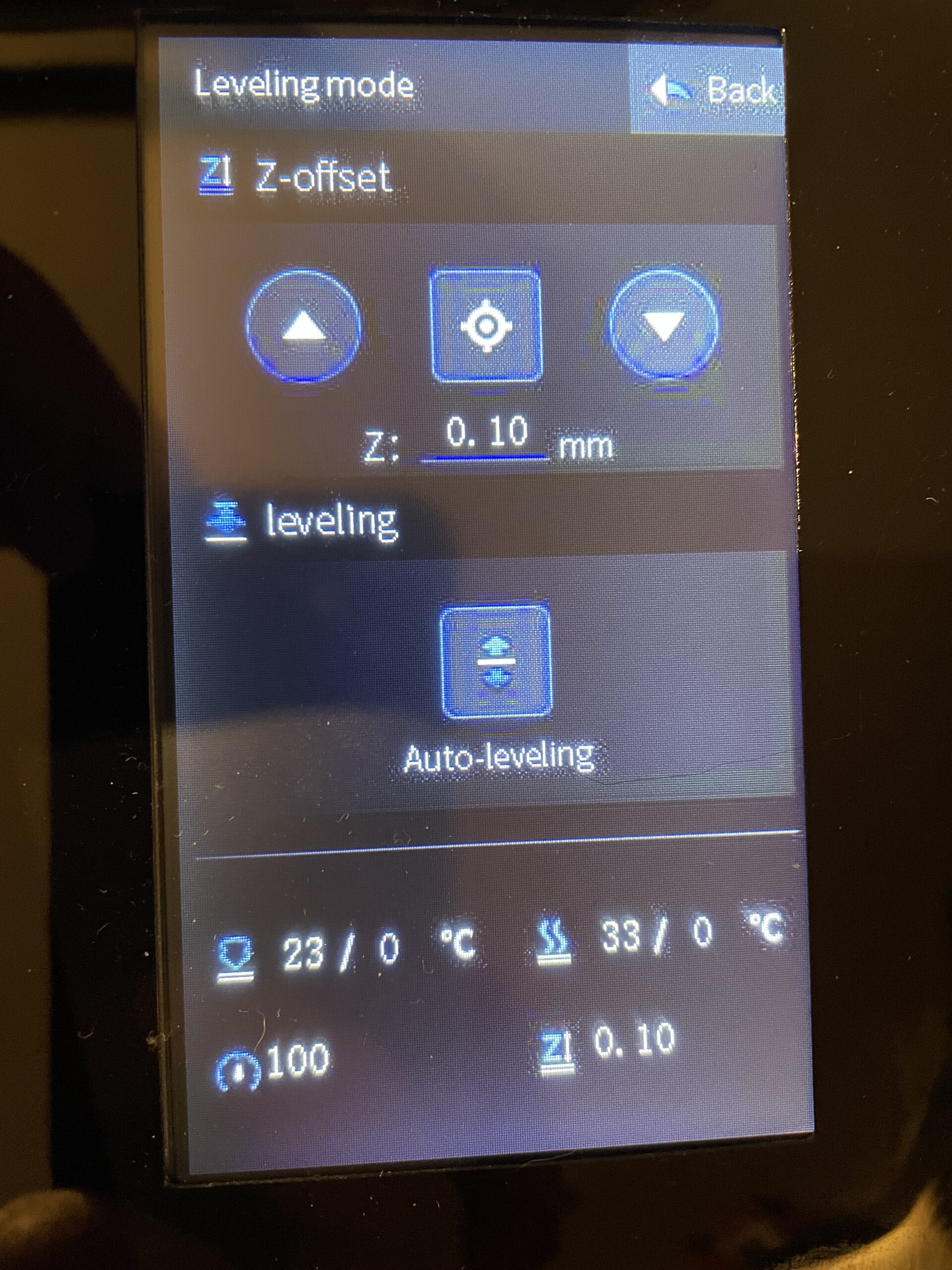
Sind alle Punkte eingemessen, geht ihr mit Back wieder eine Seite zurück. Wer das Risiko liebt und eine Papierallergie hat, kann die Einstellung des Z-Offsets abkürzen und klickt einfach mal 1-2 mal nach oben und passt dann während des ersten Drucks den Offset mit der Babystepping Funktion an. Vorsichtigere Naturen klicken nun Home und stellen mit einem Blatt Papier den Z-Offset in der Bettmitte ein.
Im Grunde könntet ihr nun Euren ersten Druck starten. Es sind fertig geslicte Demodrucke als Gcode bereits auf der SD-Karte, allerdings in einem Unterverzeichnis, Unterverzeichnisse sowie Sonderzeichen, Umlaute kann der CR6SE aber nicht lesen, also müsst ihr die vorher am PC aus dem Unterverzeichnis raus ins Root der Karte verschieben.
Tipp: Euer erster Druck sollte ein schön breites Skirt oder Brim benutzen, dann könnt Ihr direkt während der Skirt gedruckt wird mit den Hoch/Runter Pfeilen im Tune Menü (das „Babystepping“) am Display den Z-Offset feinjustieren, falls der Düsenabstand doch noch nicht ganz passt.
Mechanik:
Ein bissl Overkill mutet mir die doppelt motorisierte Z-Achse an, die zudem noch über einen Synchronriemen verbunden sind. Man könnte da auch Doppelt gemoppelt dazu sagen.
Das kann im Zweifel auch Kontraproduktiv sein, wenn Motoren nicht mehr synchron sind und nun gegen den Riemen ankämpfen. Üblicherweise nimmt man einen Synchronriemen und eine nicht motorisierte zweite Z-Achse, oder eben 2 motorisierte Z-Achsen und dann keinen Synchronriemen, aber nun gut, was auch immer sich Creality dabei gedacht hat, irgendwas wird es wohl gewesen sein, denn diese Lösung ist nicht die billigste Variante.
TIPP: Bei Gelegenheit testet mal drauf, ob der gesamte Querbalken tatsächlich waagrecht steht – falls nicht, muss das bei Gelegenheit korrigiert werden: Synchronriemen, bzw. dessen Riemenscheibe lockern, bei ausgeschaltetem Drucker waagrecht ausrichten und die Riemenscheibe wieder anziehen und dann nochmal die Exzenter prüfen.
Ansonsten ist das hier gute und durchaus solide Kost etwas über dem Standard mit seinen 4040, 6020 & 4020 V-Slot Aluprofilen. Im Prinzip wieder genau das, womit Creality sich seinen Namen gemacht hat. Creality hat den beiden Riemen gleich schon Riemenspanner spendiert, übertreibt es aber nicht mit dem Spannen, das sind Zahnriemen und keine Keilriemen, die müssen nicht mit Gewalt angeknallt werden. Zu locker und der Riemen springt, zu fest und die Achse wird schwergängig. Etwa die Mitte wäre wünschenswert, ja, ich weiss, ich hab gut reden. Und nein, ich hab auch kein Rezept wie fest ist fest genug, den Spruch wie eine (welche? irgendeine?) Gitarrenseite mag ich inzwischen selber nimmer hören. Versucht die Spannung beider Riemen etwa gleich einzustellen.
Heizbett des CR-6 SE:
Creality verzichtet hier beim CR6SE völlig auf eine manuelle Möglichkeit, das Bett zu leveln. Das Kopierpapier kann zur Not im 2D-Drucker bleiben (da klaue ich meins immer raus, wenn ich einen Drucker neu leveln soll).
Viele Anfänger mögen jetzt das Jubeln anfangen, ich sehe das etwas kritischer: Wenn das neue ABL System des CR6SE mit dem Einmessen über die Düsenspitze sich als doch nicht so zuverlässig erweisen sollte, dann gibts keine Möglichkeit mehr, das Bett auszurichten. Und der Umbau auf einen anderen Sensor ist nicht trivial.
Man muss Creality jedoch zu Gute halten, dass dieses System bisher zumindest so halbwegs zuverlässig und zugegeben sehr unkompliziert funktioniert, man könnte sogar ganz aufs Papierwedeln verzichten. Das ganze Prozedere ist viel einsteigerfreundlicher als es z.b. beim CR10S PRO v1/v2 gelöst war.
Die inzwischen überall zu findenden „Ultrabase“ beschichtete Glasplatte wird hier beim CR6-SE mit 2 praktischen Schnellwechsel-Klemmen fixiert. Das ist schön gelöst.
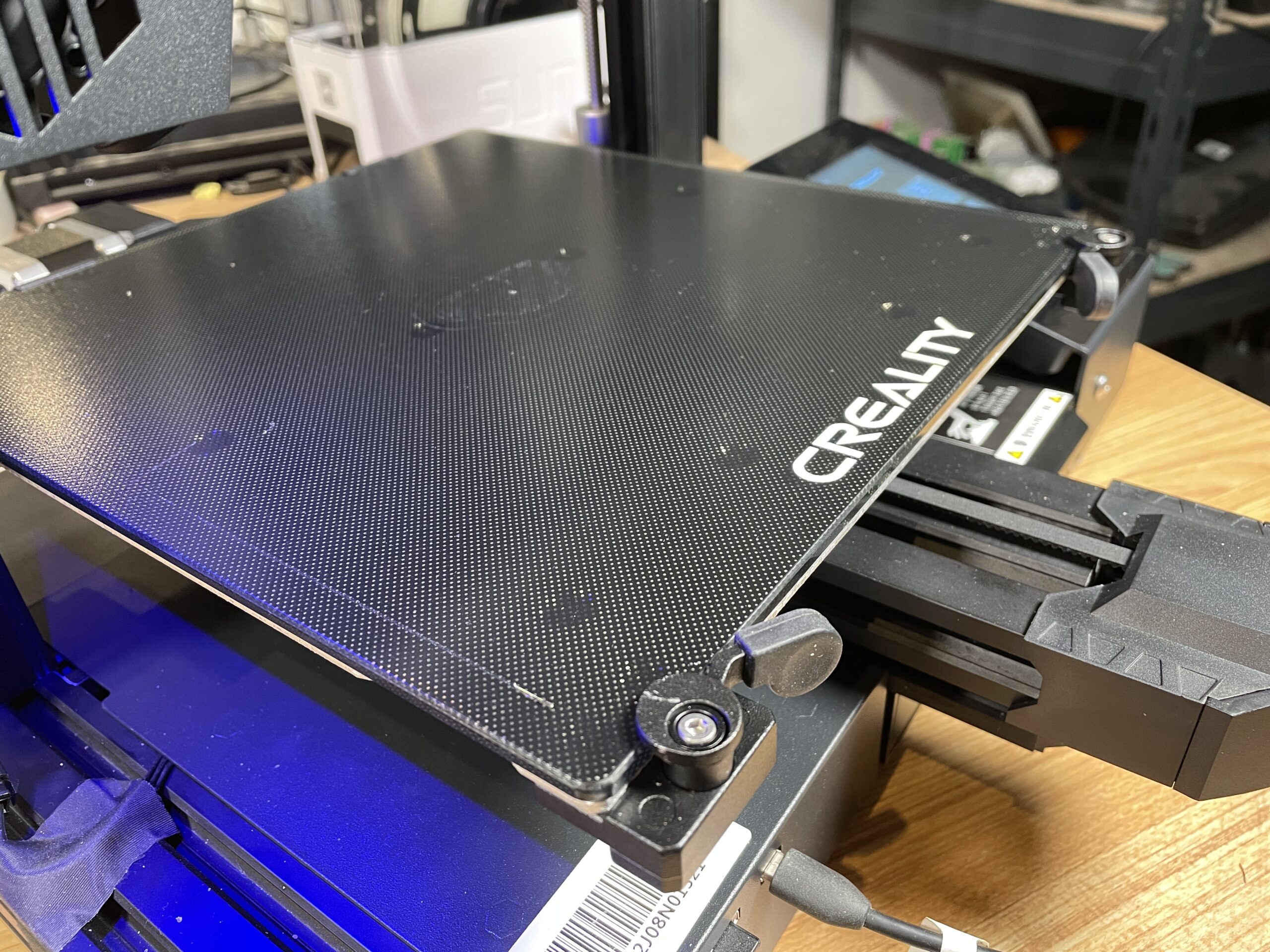
Die Creality „Ultrabase“ hat sich in den letzten Monaten deutlich verändert: war früher die Beschichtung recht dick – blickdicht quasi – aufgetragen und mit großen Golfballdellen versehen, sind die aktuellen Creality „Siliziumcarbid beschichteten Glasplatten im Stil einer Ultrabase“ nur noch mit einem Gittermuster auf der sonst durchsichtigen Platte versehen. Gut oder schlecht? Keine Ahnung, wer eine andere Platte installieren will, braucht eine mit den recht exotischen Abmessungen 245×255 mm – und gewohnte 4mm dick.
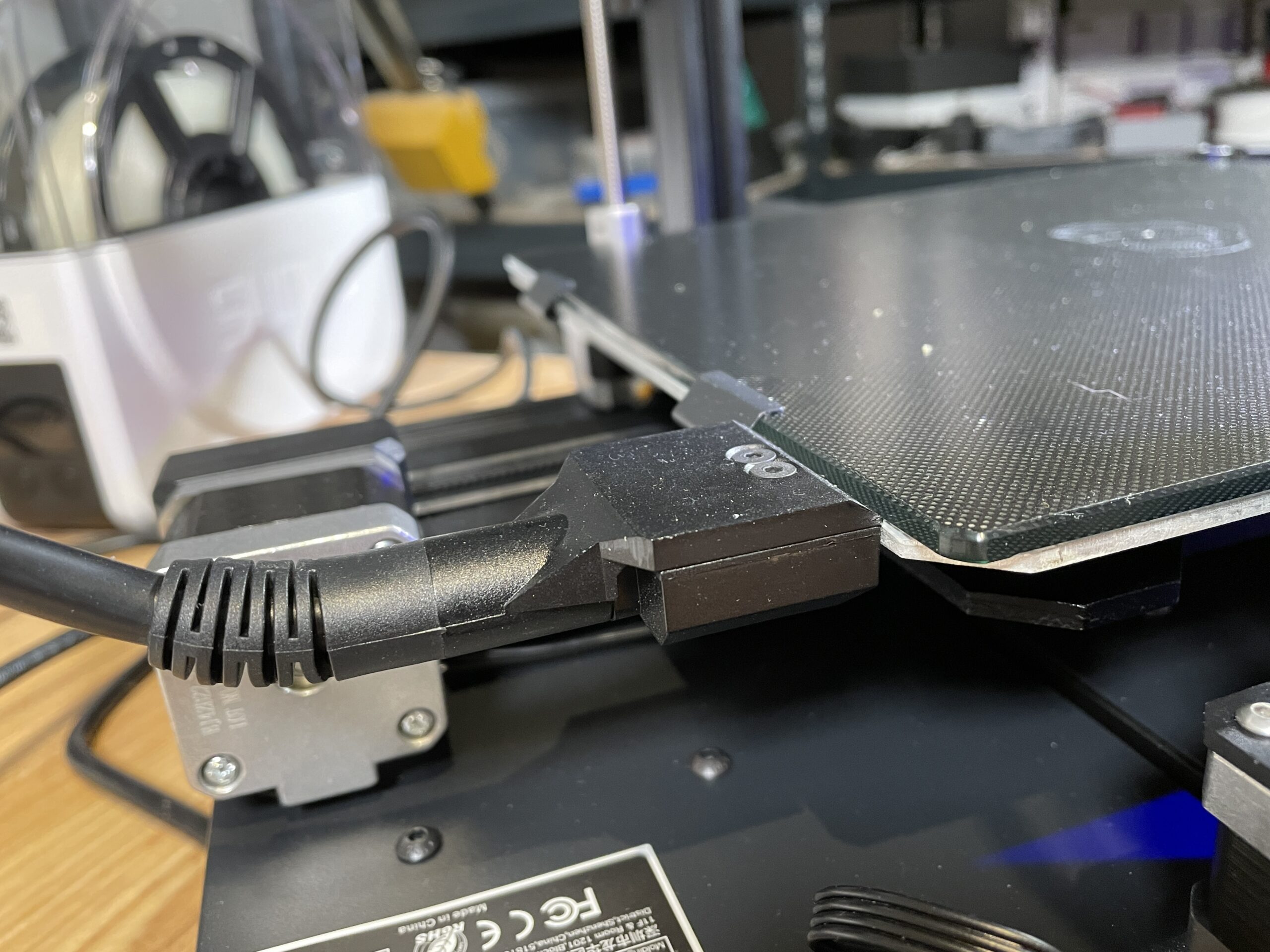
Schön finde ich übrigens den neuen Knickschutz am Heizbett:
Als 24V System ist das Bett trotz der Glasauflage ausreichend flott unterwegs. Maximale Bett Temperatur: 110°C.
Kritikpunkt? Ok, hier: warum ist die Unterseite des Heizbetts nicht wärmeisoliert?
Extruder des CR6-SE:
Neuer Feeder:
Als Feeder im üblichen Bowdensystem hat sich Creality für den CR6SE wieder mal was ganz Neues einfallen lassen. (Dabei hätte man doch mit dem DualGear so einen schönen Feeder im Programm). Der neue Feeder ist immerhin im Anpressdruck einstellbar, aber ist kein DualGear. PS: ich weiss wie fies der zum Zerlegen bzw. danach wieder zum Zusammenbauen ist, drum versuch ich das im Moment gar nicht erst.
Auch das Hotend wurde neu gestaltet:
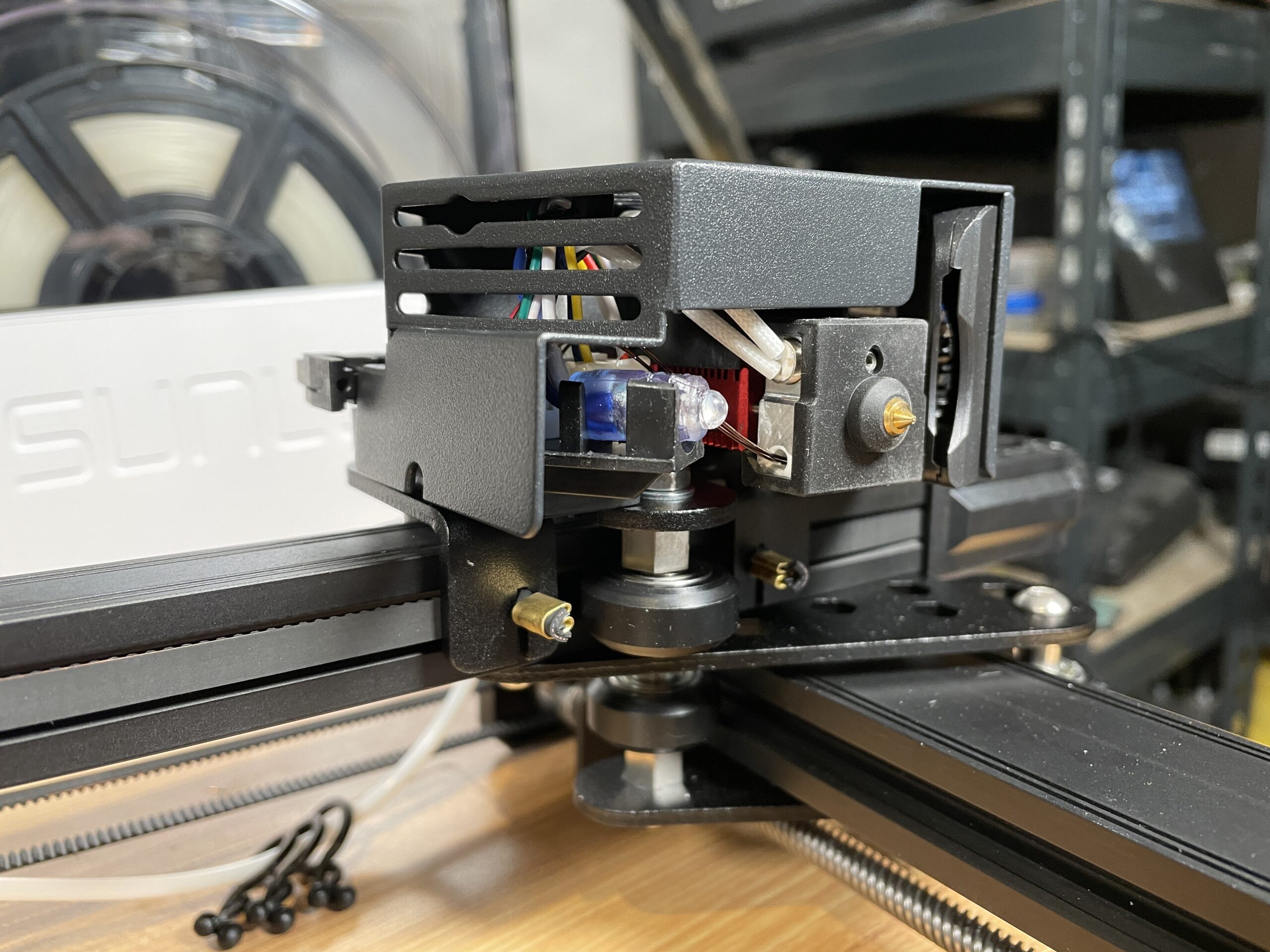
Schon hier sieht man den neuen Heizblock, neue Düsenform (die alten Düsen MK8 gehen weiterhin) und die LED-Leuchte
Hier mal ein Bild der Einzelteile:
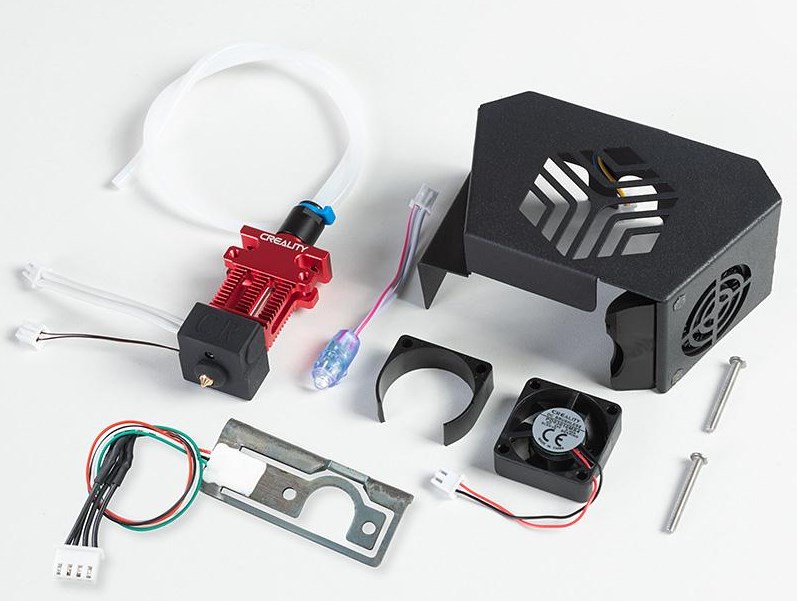
Bild (c) Creality
Unten Links im Bild, der neue „Leveling Sensor“. Drückt die Düse gegen das Bett, biegt sich der Halter, der Sensor löst aus. Im Prinzip wie ne Waage bzw. Stichwört Wägezelle. Klappt aber nur, wenn die Düse wirklich sauber ist und es muss heiss gelevelt werden (120°C schlägt Creality vor).
Creality gibt optimistische maximal 260°C Düsentemperatur an, dazu müsste ein „AllMetal“ Heatbreak verbaut sein, ist es aber nicht. Auch hier geht der Bowden tief in die „heiße Zone“, damit ist die Maximaltemperatur 240°C, weil der sich sonst zersetzt und dabei giftige Gase freisetzt, die angeblich Ziervögel von der Stange plumsen lassen. Übrigens: das gilt auch for den blauen Wunderschlauch, auch wenn das immer wieder anders dargestellt wird (selbst Capricon selber warnt vor Temperaturen größer 240-250)

Bild (c) Creality
Erinnert etwas an Mosquito, nicht? Leider nur die Optik.
Der neu gestaltete Kühlkörper erlaubt besseres Durchströmen mit Luft, so dass die Kühlleistung insgesamt verbessert wird, trotz des sehr kleinen Lüfters. (Da könnte sogar eventuell das böse N ausreichen).
Auf die berüchtigten 2 Spaxe wollte Creality auch dieses mal wieder nicht verzichten, hat immerhin den Vorteil dass man beim Düsenwechsel nichts kontern muss. Apropos Düsenwechsel: eine 0,4er Düse ist vrmontier + 2 Ersatz in der Schublade, die alten Creality Düsen MK8 mit M6 Gewinde passen auch hier beim CR-6 SE, trotz der etwas anderen form der Düse.
Nachteil des neuen Designs: die alten Ersatzteile passen hier nicht mehr – mit Ausnahme der Düsen. Creality hätte gerne, dass keine Ersatzteile gekauft werden, verkauft lieber komplette Hotends, wie z.b. hier bei AliExpress der komplette Druckkopf um 30,- Euro oder nur das Hotend hier bei AliExpress für 22,-.
Ob sich das neue Design wirklich besser schlägt, bleibt abzuwarten. Für den Moment bin ich zufrieden.
Nachtrag: Nochmal einen genaueren Blick auf das neue Hotend
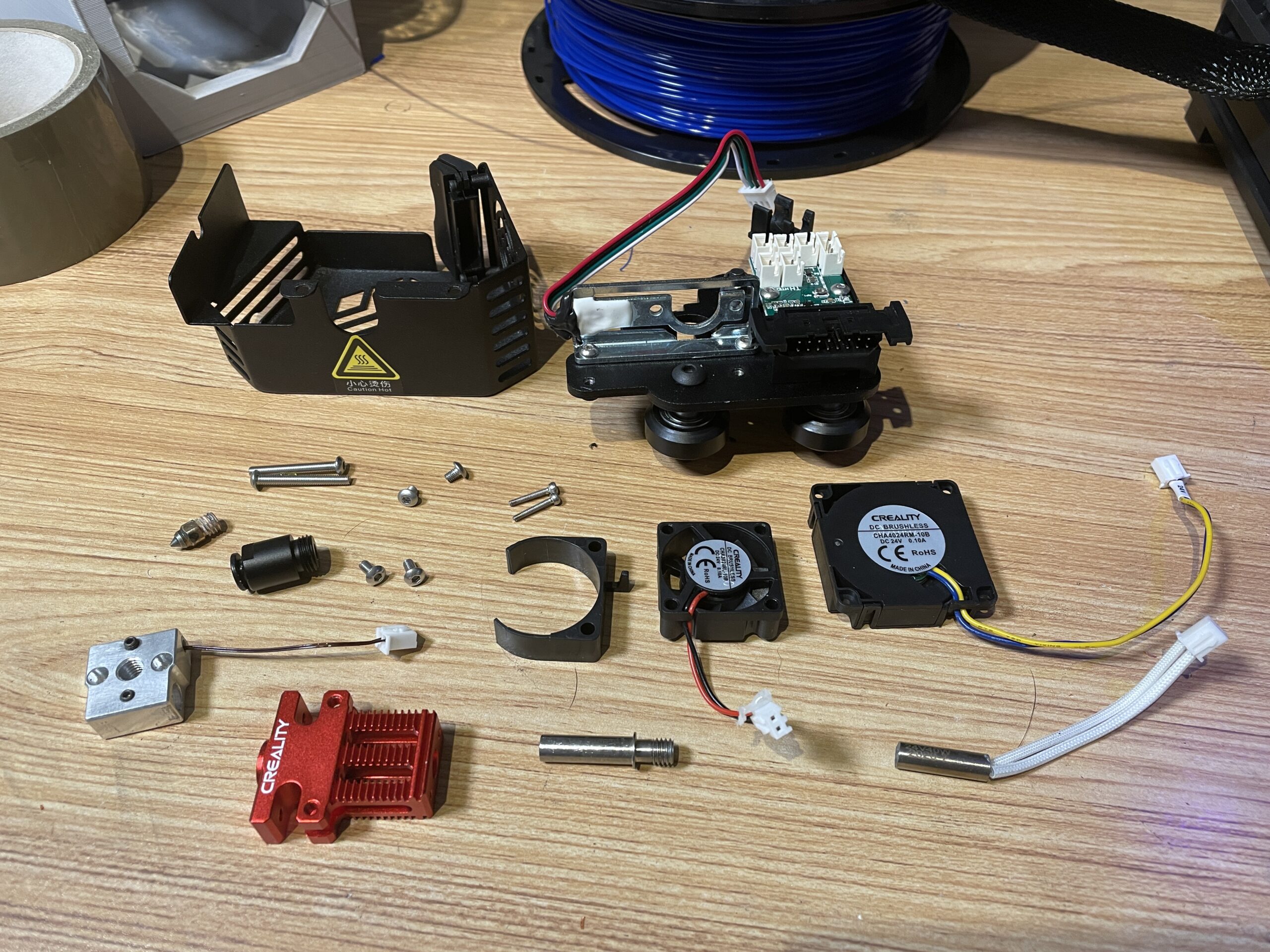
- Das neue Heatbreak ist insgesamt 30mm lang und 6mm im Außendurchmesser. Innendurchmesser sind die namensgebenden 4.1mm. Das Gewinde ist M6, Gewindelänge etwa 4mm, dazu kommen nochmal ~4mm für für das eigentliche „Break“, der Steg ist 0,5mm dick und dient als Anschlag im Kühlkörper. Das Heatbreak sitzt insgesamt recht locker und hat nur sehr wenig Kontakt zum Kühlerblock, es könnte von WLP profitieren. Zusammengehalten wird das Hotend einzig mit den 2 Schrauben, die durch den Heizblock in den Kühlkörper geschraubt werden.
- Wir haben Bowden durchgehend bis zur Düse
- Die Düsen sind M6 Gewinde, Schlüsselweite 6mm, Gesamtlänge sind 13mm, Gewindelänge ca. 4,5mm. Auffällig ist, die Düse hat fast keine Fase am „Düseneingang“, das könnte ein Vorteil sein.
- Der Heizblock ist 20mm (bzw. 18mm an der schmalen stelle) und 10mm hoch. Böhrung M6 mittig. Die Heizpatrone 6mm * 20mm, Der Thermistor ist im „Patronen“-Stil und leider eingeklebt, ich krieg ihn nicht raus.
- Die Lüfter sind einmal 30x30x10 Axial 24V und dann den üblichen 40x40x10 Radial 24V den man bei fast allen Crealitys findet, allerdings unterscheiden sich Kabellängen und Stecker je nach Drucker.
- Man beachte auch die neue Bowdenkupplung
Neuer Filament Sensor:
Und auch beim Filament-Sensor lies Creality sich nicht lumpen, auch hier wurde weiter entwickelt. Vorbei sind wohl die Zeiten (primitiver) Mikroschalter im Sensor. Dieser neue Sensor soll wohl auch schon beim Ender3 V2 genutzt worden sein, ist mir gar nicht aufgefallen. Ooops. PS: und den krieg ich nicht auf ohne Gewalt. Irgendwie hab ich kein Glück heute.

Bild (c) Creality
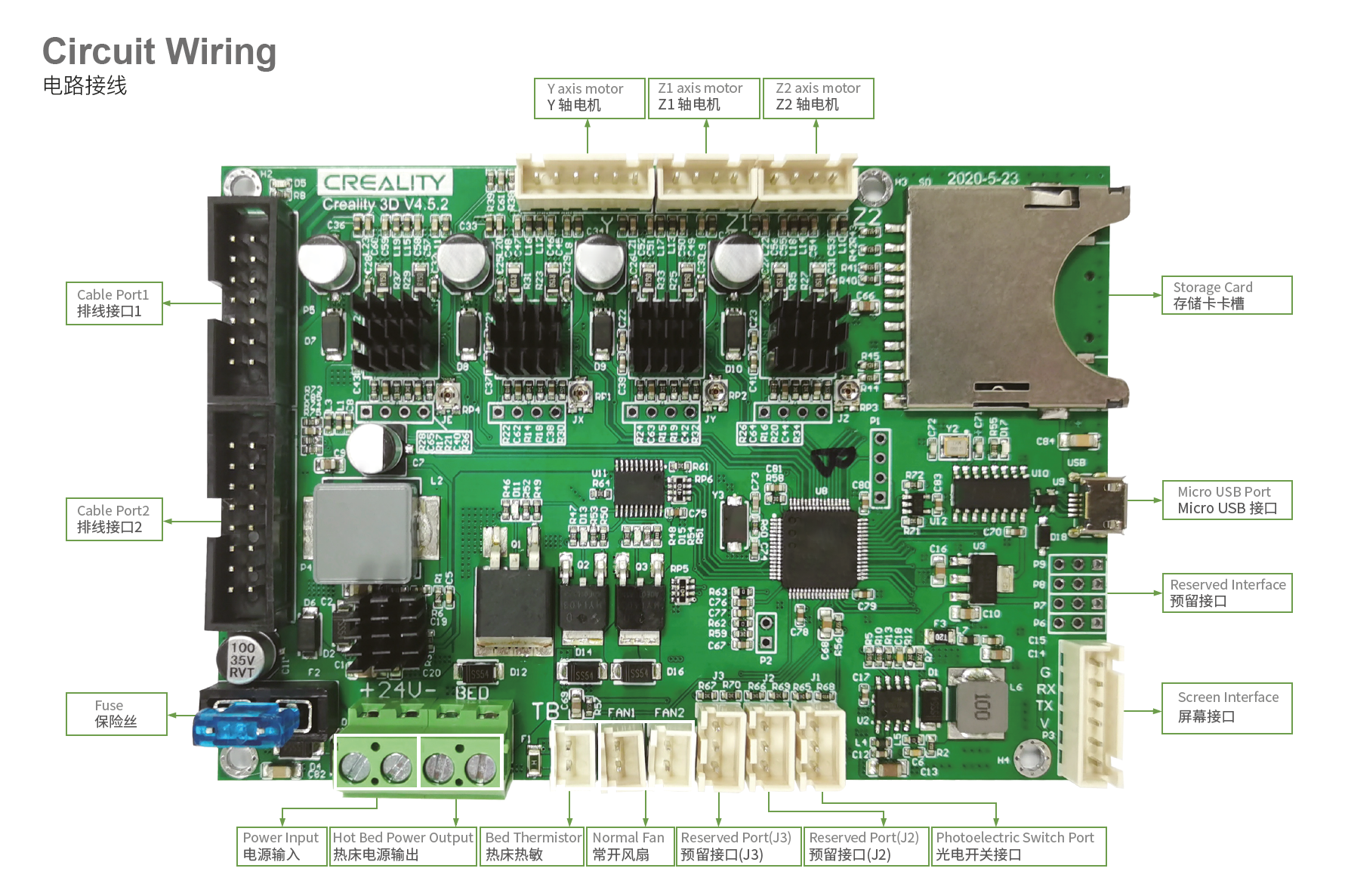
Board & Elektronik
Zum Release des CR-6 SE die Achillesverse der CR6-SE und Grund für einiges an berechtigtem Unmut gerade der Kickstarter-Backer bzw. der Early Adopter, die frühe Revisionen mit teils haarsträubenden Fehlern erhalten haben. Creality versichert, diese Probleme gibt es nicht mehr. Hoffen wir es.
Ich habe mir diese kritischen Punkte also genauer angeguckt: obwohl mir Creality ein recht betagtes Testgerät geschickt hast, sowohl Boardrevision als auch Firmwarestand ist nicht mehr aktuell aber aus der „August“ Produktion: mein Netzschalter ist in Ordnung, die USB Verbindung hat weder meinen PC noch meinen RasPi gekillt. Und Rauchzeichen konnte ich bis heute auch noch keine feststellen. Habe ich nun einfach nur Glück, oder hat Creality die Probleme wirklich vollständig behoben? Ich weiss es nicht.
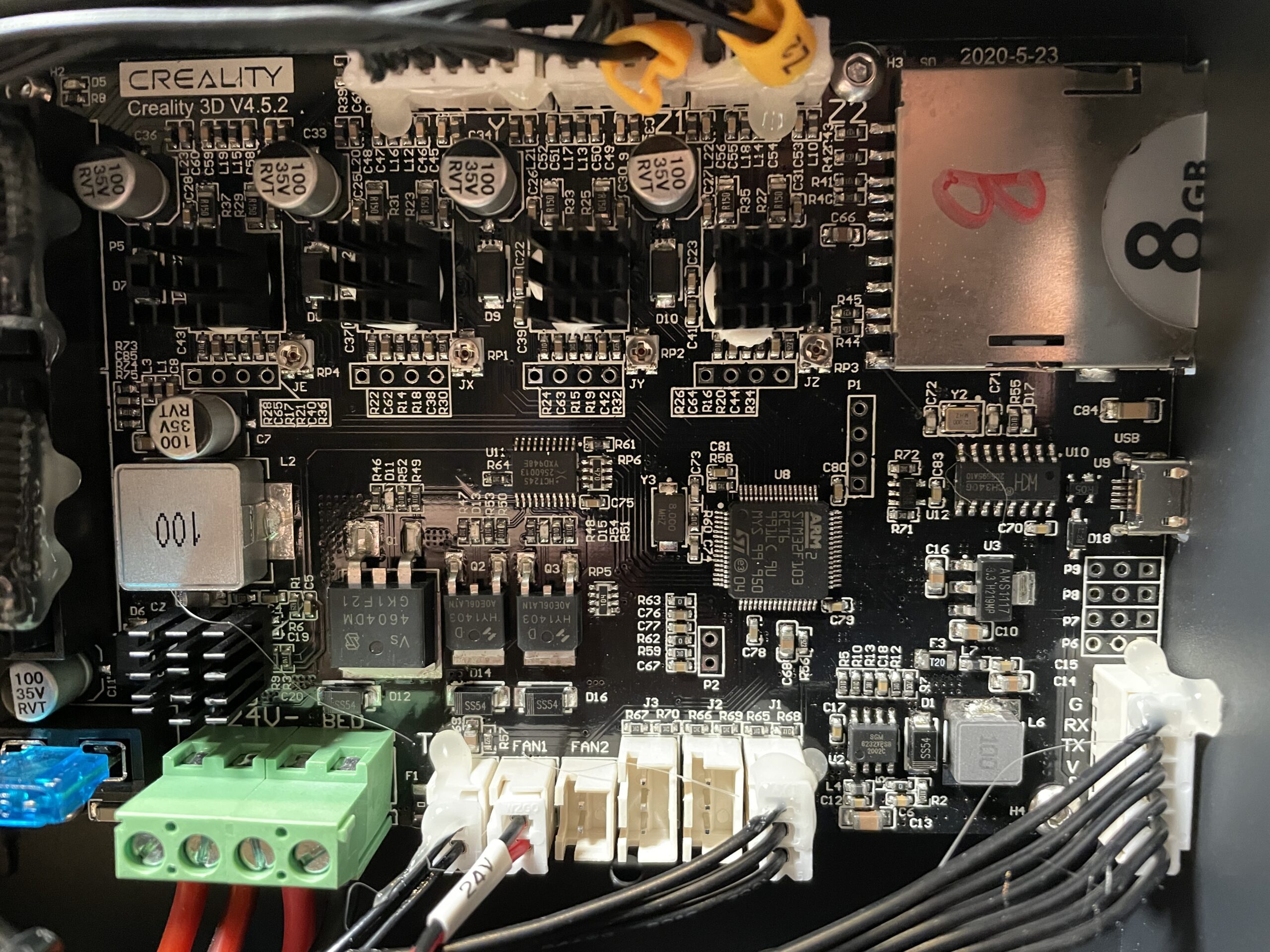

Ansonsten hier wieder gewohnte Creality Ware: 32bit Board, frühere Versionen mit 4.5.2 Board, aktuelle CR-6 SE sollten nur noch mit 4.5.3 ausgeliefert werden. Das Board kommt mit fest verlöteten Trinamic 2209 Stepper Treibern, die zwei Z-Motoren teilen sich einen Z-Treiber. Große SD-Karte, Micro-USB Buchse.
Firmware basierend auf Marlin, aber das Display ist erstmal „dicht“. Für Firmware Bastler ist das nicht sehr erfreulich. Zudem, wie leider bei Touch Displays üblich, der Funktionsumfang bzw. die Einstellmöglichkeiten direkt am Display auch wieder begrenzt sind. Dazu der Krampf mit der EEPROM.DAT.
Kurz: Creality’s 32bit Platform hat immer noch arge Ecken und Kanten, die gerade Bastlern einige Steine in den Weg legen, der CR6-SE ist da noch kein Durchbruch.
Es gibt inzwischen eine sehr gute alternative Firmware, die einige wesentliche Punkte verbessert, für den Test hier kommt die allerdings erst mal nicht in Frage: getestet wird, was geliefert wurde. Mehr zur Community Firmware findet ihr hier im Forum.
Einrichtung am RasPi
Der Drucker wird von Repetierserver 1.03 problemlos, automatisch und vollständig erkannt. Der Drucker funktioniert fehlerfrei unter Repetier-Server. (OctoPi besitze ich nicht, kann ich nicht testen).
So meldet er sich auf M115:
Recv: 0:36:03.470: FIRMWARE_NAME:Marlin Creality 3D SOURCE_CODE_URL:https://github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:CR-6 SE EXTRUDER_COUNT:1 UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff Recv: 0:36:03.473: Cap:SERIAL_XON_XOFF:0 Recv: 0:36:03.476: Cap:BINARY_FILE_TRANSFER:0 Recv: 0:36:03.477: Cap:EEPROM:1 Recv: 0:36:03.479: Cap:VOLUMETRIC:1 Recv: 0:36:03.482: Cap:AUTOREPORT_TEMP:1 Recv: 0:36:03.482: Cap:PROGRESS:0 Recv: 0:36:03.484: Cap:PRINT_JOB:1 Recv: 0:36:03.485: Cap:AUTOLEVEL:1 Recv: 0:36:03.487: Cap:Z_PROBE:1 Recv: 0:36:03.487: Cap:LEVELING_DATA:1 Recv: 0:36:03.490: Cap:BUILD_PERCENT:0 Recv: 0:36:03.492: Cap:SOFTWARE_POWER:0 Recv: 0:36:03.492: Cap:TOGGLE_LIGHTS:0 Recv: 0:36:03.495: Cap:CASE_LIGHT_BRIGHTNESS:0 Recv: 0:36:03.497: Cap:EMERGENCY_PARSER:0 Recv: 0:36:03.501: Cap:PROMPT_SUPPORT:0 Recv: 0:36:03.504: Cap:AUTOREPORT_SD_STATUS:0 Recv: 0:36:03.504: Cap:THERMAL_PROTECTION:1 Recv: 0:36:03.506: Cap:MOTION_MODES:0 Recv: 0:36:03.510: Cap:CHAMBER_TEMPERATURE:0
Und ein Dump der Settings mit M503 sieht (nach Abschluss der ABL Prozedur) so aus:
Recv: 0:37:37.608: echo: G21 ; Units in mm (mm) Recv: 0:37:37.611: echo:Filament settings: Disabled Recv: 0:37:37.611: echo: M200 D1.75 Recv: 0:37:37.614: echo: M200 D0 Recv: 0:37:37.615: echo:Steps per unit: Recv: 0:37:37.617: echo: M92 X80.00 Y80.00 Z400.00 E93.00 Recv: 0:37:37.622: echo:Maximum feedrates (units/s): Recv: 0:37:37.625: echo: M203 X500.00 Y500.00 Z5.00 E25.00 Recv: 0:37:37.628: echo:Maximum Acceleration (units/s2): Recv: 0:37:37.630: echo: M201 X500.00 Y500.00 Z100.00 E1000.00 Recv: 0:37:37.640: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> Recv: 0:37:37.642: echo: M204 P500.00 R1000.00 T1000.00 Recv: 0:37:37.653: echo:Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> X<max_x_jerk> Y<max_y_jerk> Z<max_z_jerk> E<max_e_jerk> Recv: 0:37:37.658: echo: M205 B20000.00 S0.00 T0.00 X10.00 Y10.00 Z0.30 E5.00 Recv: 0:37:37.662: echo:Home offset: Recv: 0:37:37.664: echo: M206 X0.00 Y0.00 Z0.00 Recv: 0:37:37.664: echo:Auto Bed Leveling: Recv: 0:37:37.667: echo: M420 S1 Z0.00 Recv: 0:37:37.669: echo: G29 W I0 J0 Z-0.00850 Recv: 0:37:37.672: echo: G29 W I1 J0 Z0.04050 Recv: 0:37:37.675: echo: G29 W I2 J0 Z0.03550 Recv: 0:37:37.677: echo: G29 W I3 J0 Z-0.06150 Recv: 0:37:37.678: echo: G29 W I0 J1 Z0.04950 Recv: 0:37:37.680: echo: G29 W I1 J1 Z-0.03200 Recv: 0:37:37.684: echo: G29 W I2 J1 Z-0.06700 Recv: 0:37:37.686: echo: G29 W I3 J1 Z-0.16850 Recv: 0:37:37.689: echo: G29 W I0 J2 Z0.11550 Recv: 0:37:37.692: echo: G29 W I1 J2 Z0.00400 Recv: 0:37:37.694: echo: G29 W I2 J2 Z-0.11450 Recv: 0:37:37.697: echo: G29 W I3 J2 Z-0.21850 Recv: 0:37:37.700: echo: G29 W I0 J3 Z0.07000 Recv: 0:37:37.700: echo: G29 W I1 J3 Z-0.05200 Recv: 0:37:37.702: echo: G29 W I2 J3 Z-0.19800 Recv: 0:37:37.706: echo: G29 W I3 J3 Z-0.31250 Recv: 0:37:37.709: echo:PID settings: Recv: 0:37:37.711: echo: M301 P14.32 I0.81 D63.12 Recv: 0:37:37.714: echo: M304 P79.49 I1.17 D1349.52 Recv: 0:37:37.717: echo:Power-Loss Recovery: Recv: 0:37:37.717: echo: M413 S1 Recv: 0:37:37.719: echo:Z-Probe Offset (mm): Recv: 0:37:37.723: echo: M851 X0.00 Y0.00 Z0.20
Ja, korrekt: Heizbett und Düse sind im PID Modus, die PID Einstellung passen, die Temperaturkurven verlaufen „kerzengerade“, so möchte man das haben. Der Drucker selber bekommt nichts davon mit, wenn ein Druck über USB läuft, das Display verharrt im Home Screen.
Geschwindigkeiten und Beschleunigung sind eher gemächlich voreingestellt, da geht vermutlich noch etwas mehr. Aus der Box also erst mal kein Sprinter. Aber das lässt sich ja noch tunen.
PS: M203 E Limitiert auf 25mm/s.. Retract Geschwindigkeit damit auch. Klingelts?
Im Betrieb:
Bedienung über das Touch Display ist intuitiv und geht gut von der Hand, trotz fehlender deutscher Menüs. Leider sind nur die absoluten Grundfunktionen enthalten: Temperaturen einstellen, Achsen bewegen, Druckdatei auswählen (ohne Vorschau), auch der Status des laufenden Drucks könnte ausführlicher sein. Dann gibts noch Bett-Leveln und Baby Stepping, Lampe an/aus, Bauteillüfter – das wars im Großen und Ganzen schon. Das Menü geht nicht in die Tiefe: Einstellung von Feedraten, Ruck/Beschleunigung oder Steps/mm etc. sucht man vergeblich. Das übliche bei Touch Displays halt.
Pausefunktion im laufenden Druck funktioniert gut: er fährt auf X=0 / Y=0 und wartet da.
Der Filamentwechsel über das Display lässt etwas zu wünschen übrig, xx mm rein oder raus fahren, mehr geht nicht – und das extrem langsam. Da legt man lieber den Hebel am Feeder um und zieht bzw. schiebt das Filament selber rein und raus. Gut mach ich bei jedem Drucker so, aber es gibt da auch komfortablere Automatiken. Das Einfädeln neuen Filaments geht vielleicht minimal einfacher als beim Ender3, bissl Gefummel ist es trotzdem, da sind so viele Stellen, wo es beim Einschieben durch den Filamentsensor, dann die Lücke zum Feeder und letztendlich zum Bowdenschlauch noch hängen bleiben kann.
Filamentwechsel im laufenden Druck ist in der Werksfirmware nur sehr rudimentär möglich ohne Unterstützung durch einen Assistenten: Man drückt halt auf Pause, um dann von Hand das Filament raus zu ziehen und anderes rein zu schieben. Auch das kennt man von anderen Firmwares oder Druckern komfortabler.
Filamentsensor: Grundsätzlich hat der Filamentsensor das Filamentende in meinen Tests zuverlässig erkannt. Fehlalarme, die wohl die frühen Revisionen des CR-6 SE geplagt hatten, hatte ich keine zu beklagen. Allerdings ist der Wechsel des Filaments auch hier mit keinerlei Assistenten unterstützt. Der Drucker erkennt das Ende, fährt auf X=0, Y=0 und frägt dann ob man Abbrechen oder weiter Heizen möchte. Wie man aber das restliche Filament da raus bekommen und Neues laden soll, dazu gibts vom Drucker keine Hilfe. Das hängt halt nun so halb im Filamentsensor, Unterstützung zum rein/rausfahren gibt es nicht und mit meinen Wurstfingern bekomme ich es in der Lücke zwischen Sensor und Feeder nicht zu greifen, ich muss also den Bowden am Feeder aushängen, um den Rest raus zu bekommen. Dann neues Filament von Hand nachschieben, sobald der Sensor das neue Filament erkennt, bietet er das Fortsetzen des Drucks an. Purge oder sowas gibts nicht. Das ist (in der Werksfirmware) nicht schön gelöst.
Powerloss Resume und Ultrabase gehen nicht wirklich zusammen. Erkaltet wegen eines andauernden Stromausfalls die Ultrabase, ist de Haftung unwiederbringlich weg. Da macht es null Unterschied, ob der Drucker wieder ansetzen könnte oder nicht. Sinkt die Betttemperatur um mehr als ~15°C dürfte es das dann meist schon gewesen sein, damit bleibt ein Zeitfenster von vielleicht einer viertel Stunde maximal?
Betriebslärm: Zwar sind die Stepper dank der 2209er Treiber angenehm leise, aber gegen den rohen Krach der dauerlaufenden Lüfter macht das wenig aus. In einem Abstand von 1 Meter gut 50 dbA non-stop rotierender Lüfter disqualifizieren den CR-6 SE für Wohnräumen und Büros und schicken ihn in die Verbannung im Hobbykeller bzw. der Abstellkammer.
Testdrucke:
Flexi-Dino (vorgesliced auf der SD-Karte) mit Sunlu PLA Blau
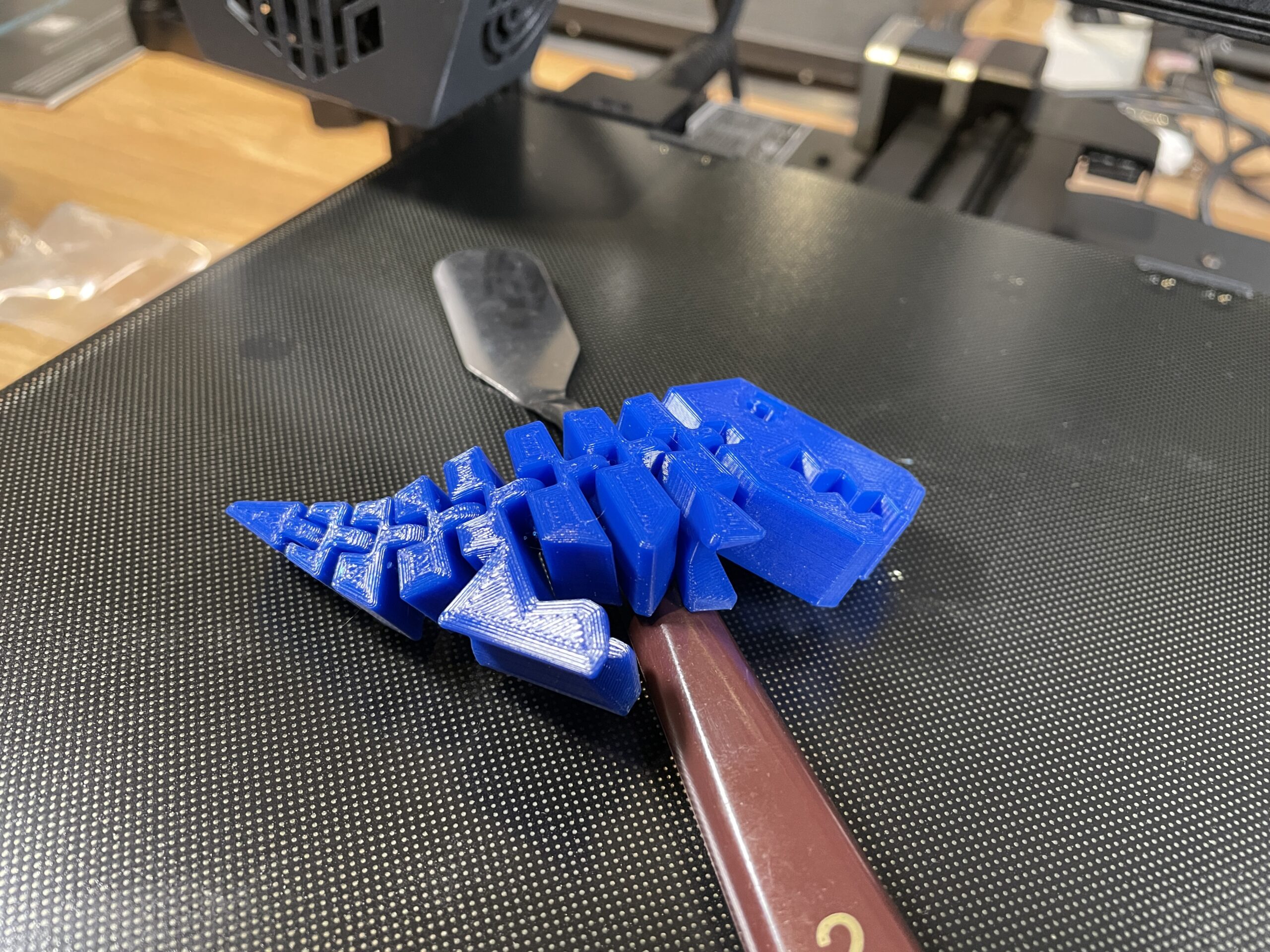
Ich hab absolut nichts an dem Druck auszusetzen, die erste Schicht ist übrigens richtig gut geworden. Der Druck ließ sich mit bissl Kraft ohne Werkzeug entfernen. Die Haftung war vielleicht etwas höher als notwendig, aber mir ist zu viel Haftung lieber als zu wenig. Alle Gelenke lassen sich problemlos bewegen. Bin ich sehr zufrieden mit.
Stolperfalle Vasenmodus?
Die zuletzt getesteten Creality Drucker mit 32bit Boards hatten massive Probleme mit dem Vasenmodus. Der CR6 SE etwa auch? Kleiner Test (Spiral Vase – skaliert auf 50mm Höhe), gesliced mit dem Ender3V2 Profil in Simplify3D mit 0,2mm Schichten im Vasenmodus, 60mm/s. Sunlu PLA.
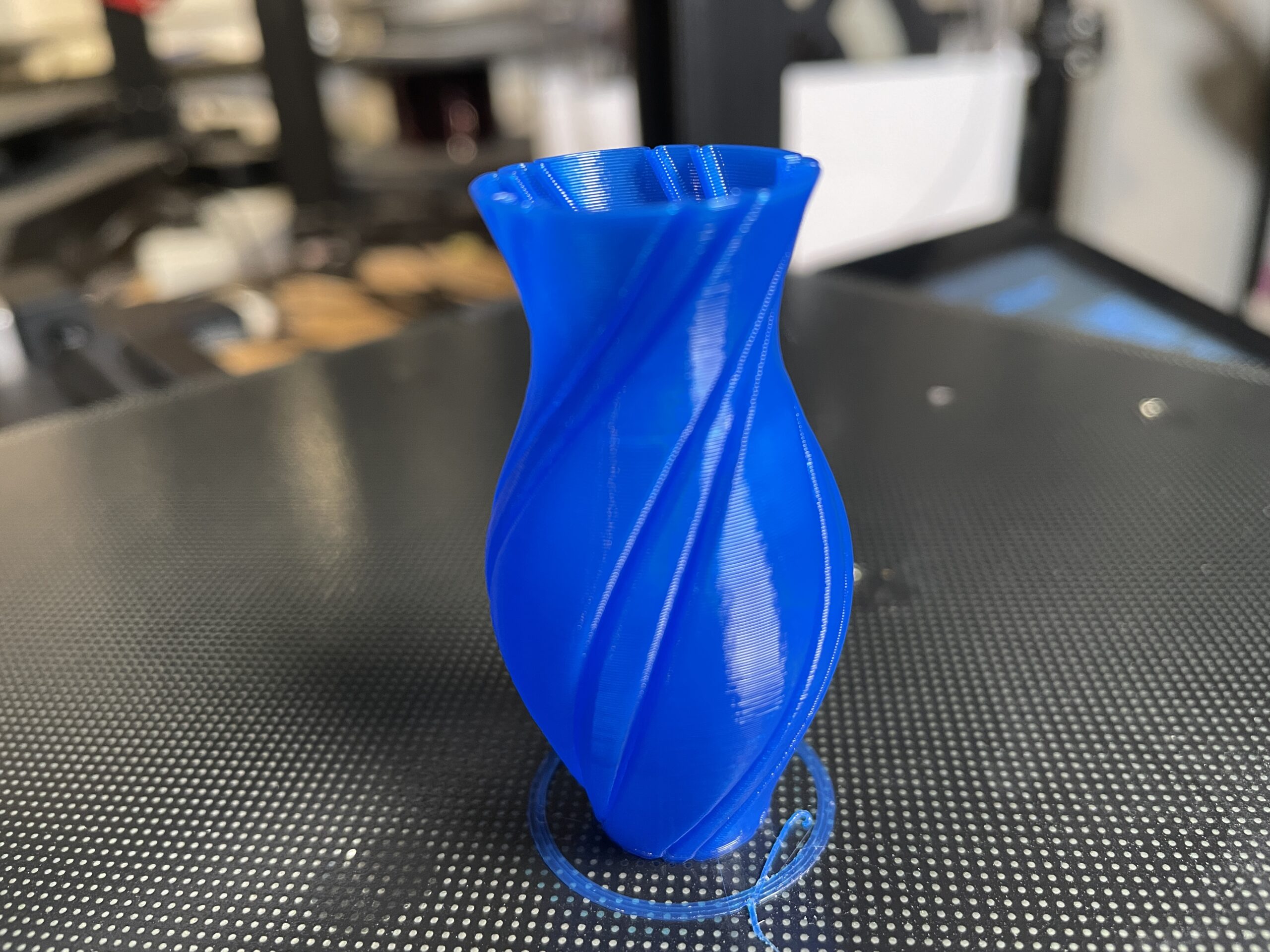
Gute Nachricht: Die Vase wurde sauber gedruckt. Keine Beanstandungen. Das Sauschwänzle im Skirt ist meine Schuld, hatte die Düse nicht abgewischt vor dem Druck.
Kein Druckertest ohne Omnom
in rigid.ink PLA yellow. 0,2mm / S3D / 60mm/s
Und hier begann der Ärger gleich an zwei Fronten. Nach dem Filamentwechsel war im ersten Versuch der Z-Offset aufeinmal falsch, die Düse viel zu dicht. Versuche 2, 3 und 4 flogen dann gleich mal vom Bett, nun war der Abstand wesentlich zu hoch und die Haftung gleich Null. Versuch 5 und 6 blieb haften, zeigte aber eine Stauchung mitten im Druck, ein Z-Klemmer immer in der selben Höhe.

Also erst mal wieder Schrauben lösen und Rahmen prüfen auf Rechtwinkligkeit, Exzenter etwas lockern. Statt des Omnom gabs erst mal ein Testdruck, der lief nun problemlos durch, Z-Offset passte auch wieder. Meine Laune war allerdings analog zu meinem Z-Offset, inzwischen unter 0 angekommen.
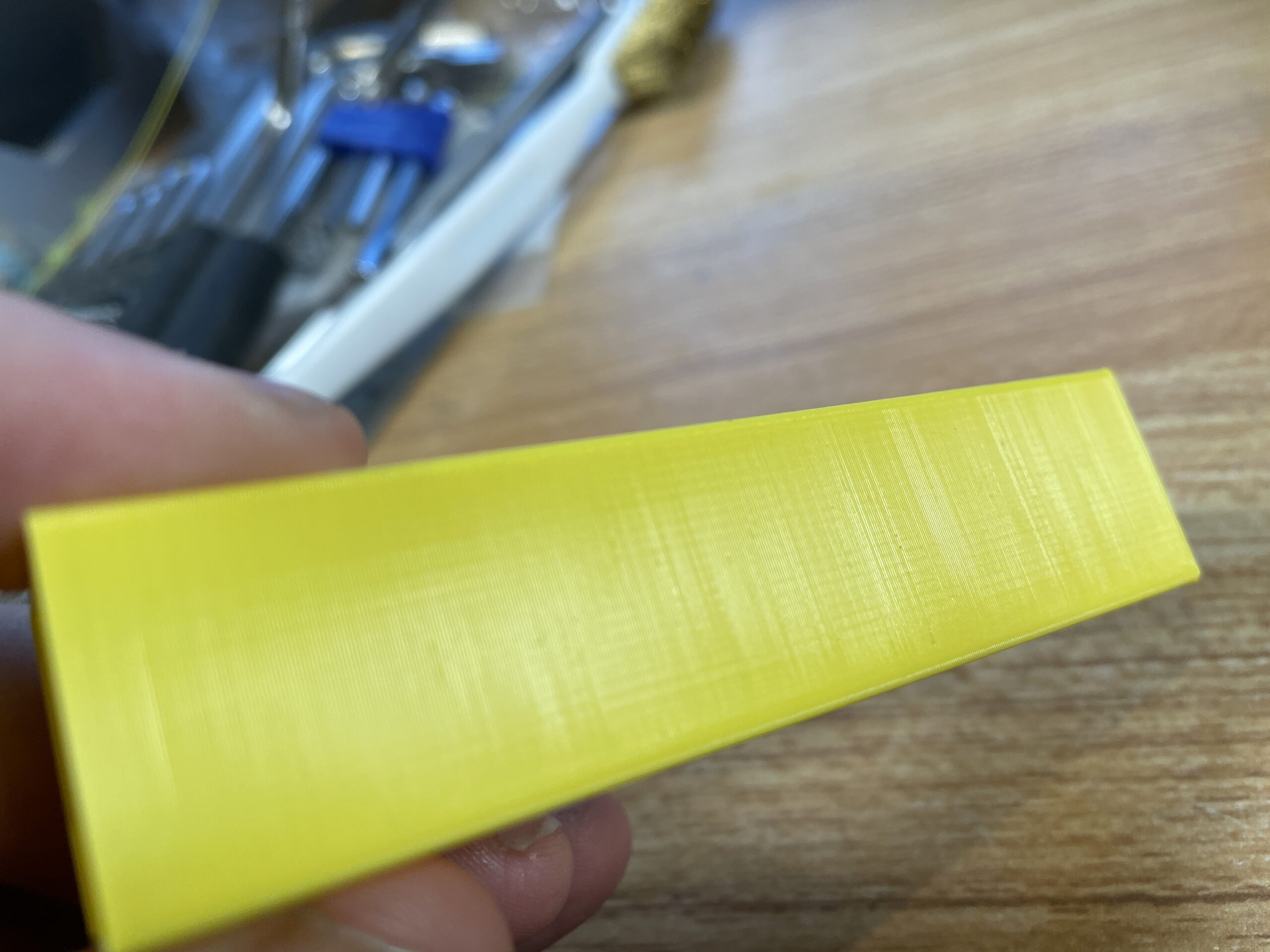
Der Turm, extra so ins Licht gedreht, dass die Linien am meisten stören, ist in Ordnung. Der Z-Klemmer ist auf jeden Fall behoben. Es folgt Omnom Nr. 7.. 007 – James Nom..

Und mit dem bin ich dann doch sehr zufrieden. Es geht also doch, allerdings passte der Offset schon wieder nimmer richtig, siehe die Skirt Linien zwischen den Füssen.
Was sagt mir das nun?
Babystepping (das Ändern des Z-Offset im laufenden Druck) ist praktisch, aber in der original Firmware nicht fein genug einstellbar, 0,05mm Schritte sind zu grob. Abhilfe schafft Pronterface (Lexikon) bzw. die alternative Community Firmware. Und so wahnsinnig genau scheint der Wägezellensensor auch nicht zu sein, das gibt es doch Abweichungen von Druck zu Druck. Auch hier verspricht die Community Firmware Besserung.
Wir machen weiter mit PETG..
Moai in Sunlu PETG schwarz (feuchte Resterolle) – bissl flotter mit 80mm/s, S3D, 0,2mm
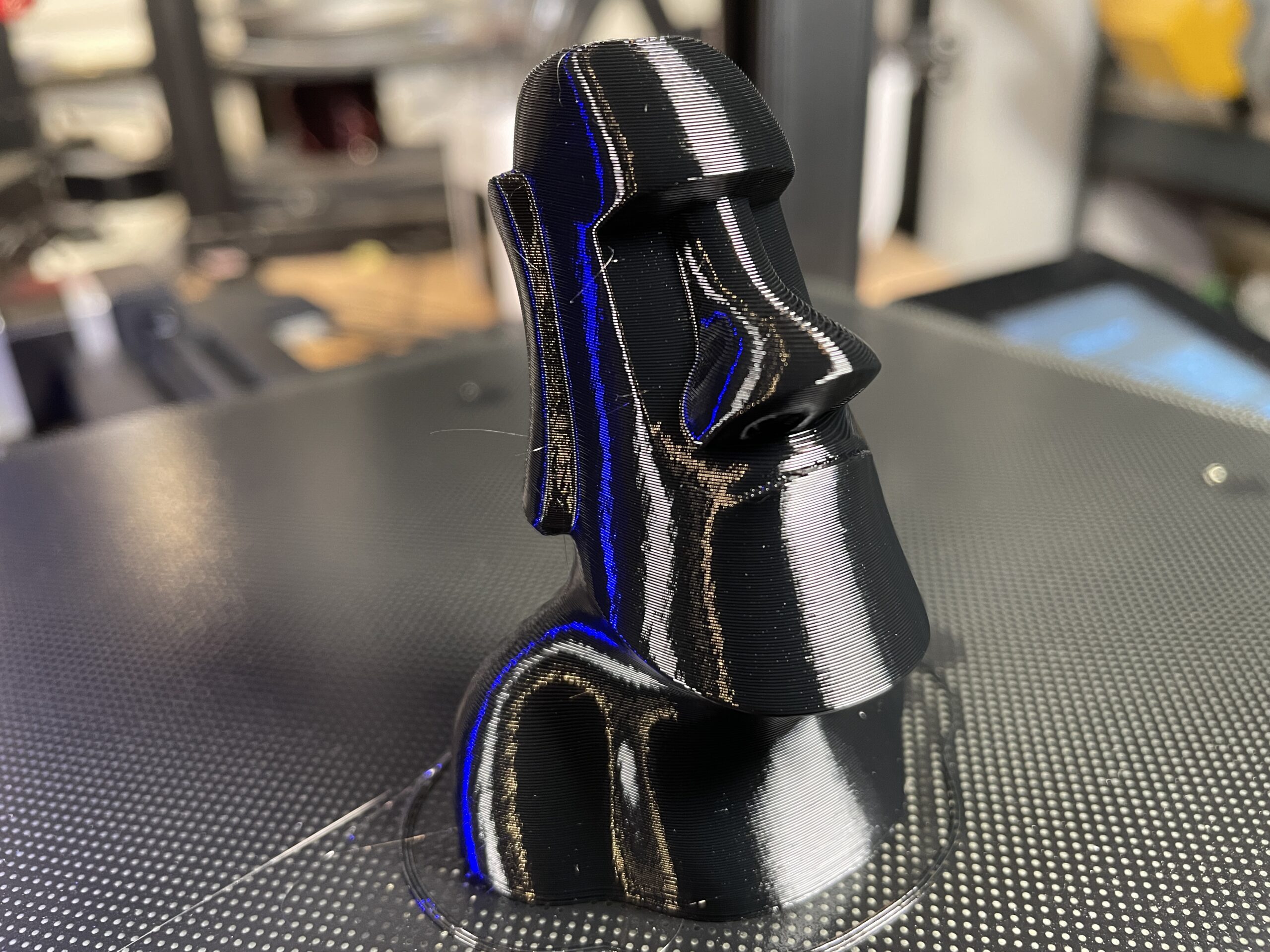
Wieder musste während des Druck des Skirts der Z-Offset nachgestellt werden. Der Druck selber ist gut. Keine Beanstandungen meinerseits und sorry für Schwarz, mir ist das farbige PETG ausgegangen. Die paar abstehenden Härchen.. puste ich mit dem Heißluft-Föhn kurz weg.
TPU (etwa 95 ShoreA, rigid Ink, uralte Rolle)
Benchy (0,2mm, S3D, 30mm/s)
Also ich bin damit zufrieden, sicher, paar mehr Fädchen als man sich wünschen würde, aber für einen TPU Druck finde ich das recht passabel. Muss mal bei Gelegenheit mal noch etwas schneller versuchen, ich denke die 30mm/s sind noch nicht das Maximum.
Fazit
Das Wichtigste zuerst: Die Druckqualität selber ist völlig in Ordnung, meiner Meinung out of the Box sogar überdurchschnittlich gut. PLA und PETG absolut problemlos. Allerdings druckt ein Ender3 auch meiner Meinung nicht schlechter.
Der Druck mit TPU gefällt ebenfalls, trotz Bowdensystem. Die bessere Führung des Filaments um das Zahnrad herum zeigt hier Vorteile gegenüber dem Standard MK8 Feeder. Ich würde, ohne das nun bis ins letzte durchgetestet zu haben, dem CR-6 SE hier einen Vorteil vor dem Ender3 einräumen. Allerdings ist so ein Feeder auch schnell getauscht.
Für wen ist der CR-6 SE?
Nun meiner Meinung doch eher für den Einsteiger, bzw. den reinen Anwender oder Nicht-Bastler und vielleicht für Leute, die am Bett Leveln verzweifeln. Aber auch das neuartige System des CR-6-SE ist anfällig, am Besten prüft man bei jedem Druckstart ob der Skirt noch gut druckt oder per Babystepping der Z-Offset nochmal etwas korrigiert werden muss.
Ich sehe den CR6-SE nicht für ambitionierte Bastler, die gerne schrauben, modifizieren und Teile frei tauschen mögen. Letzterer ist mit einem Ender3 als Grundgerüst freier in seinen Möglichkeiten. Der CR-6 SE bietet durchaus einen Komfortgewinn wenn auch auf Kosten der „Modifizierbarkeit“.
Der hohe Grad der „Vorfertigung“ kann, wenn man Glück hat und in der Fabrik ordentlich gearbeitet wurde, enorm Zeit sparen. Aber wenn man am Ende dann doch wieder den Rahmen zerlegen muss, um gerade zu rücken was im Werk oder durch den Versand verdengelt wurde, reduziert sich die Zeitersparnis und bei Anfängern steigt der Frust, der weiss auch erst mal gar nicht, wo ansetzen.
Letztendlich ist der CR6-SE nicht so viel teurer, so dass ich den Preisaufschlag gegenüber einem Ender3 V2 durchaus noch verträglich finde.
- Der ABL Sensor ist in den Grenzen seiner Möglichkeiten einfach in der Handhabung und gefällt mir besser als die Alternativen BL-Touch oder kapazitive bzw. induktive Sensoren, ändert aber Nichts an meiner grundsätzlichen Abneigung gegenüber ABL in allen bisher von mir getesteten Geräten. Auch diese Art des ABL ist mir in der mir vorliegenden Version nicht zuverlässig genug.
- Das neue Hotend-Design macht einen guten Eindruck,
- der neue Feeder ist besser als der Standard MK8 Feeder eines Ender3, kommt aber an Creality’s hauseigenen DualGear nicht ran.
- Ein paar kleine Detailverbesserung und der etwas stabilere Rahmen geben auch nochmal ein paar Bonuspunkte in der Bewertung.
Punktverlust gibts zunächst für die nicht ganz runde Firmware, hier wäre ein Wechsel auf die alternative Community Firmware durchaus vorteilhaft – für jeden Anwendertyp und dann macht der CR6 SE auch den etwas anspruchsvolleren Anwendern mehr Spaß. (Mehr zur Community Firmware findet ihr hier im Forum). Wer einfach nur Gcodes auf den Drucker schaufelt und diese Durchdrucken lassen will ohne dazwischen zu funken, der stört sich da wohl weniger dran.
Machen wir es kurz:
Ja, den CR-6-SE kann man kaufen, wirklich rund wird es erst mit anderer Firmware, Lüftertausch und für die ganz Hartgesottenen eventuell sogar Tausch des Boards und des Displays. Und damit ist meine anvisierte Käufergruppe eigentlich fast schon wieder etwas überfordert. Gut, wer nur drucken mag, braucht die Updates nicht und eventuell haben neuere Firmwares etwas aufgeholt. Ich fürchte, ich muss mir den als nächstes mal auf den neuesten Stand bringen und nochmal nachschauen.
Bei sehr alten Lagerbeständen oder Gebrauchtkäufen bleibt die Sache mit den teils eklatanten Mängeln der ersten Revisionen als großes Fragezeichen.
Werbung:
Der Creality CR-6 SE wurde mir direkt von Creality kostenlos für einen Test zur Verfügung gestellt. Der Drucker ist für ca. 335,- erhältlich. Aktuell gibt es mit Coupon Code: ZBCR6SEEU 20% Rabatt.
Nachtrag: Informationen zum neuen Hotend des CR-6 SE ergänzt.
Ich hab den vor ca. 4 Wochen gekauft und meine Einstellung zum CR-6 SE ist sehr durchwachsen. Dank vieler Infos lasse ich lieber die Finger vom Ender 6. Denn der CR-6 SE hat meine Erwartungen nicht erfüllt und sollte durch den E6 ersetzt werden. Ich bin mehr am betreuen denn drucken. Daher lasse ich auch die Finger von Updates, den lauten Lüftern und den starken stringing (mit PLA). Der Schlitten, warum bloß nur 3 Rollen??, war einrollig locker, behoben. Wie bei Stephan druckte der zuerst super, war sehr zufrieden. Dann änderte ich Werte bzgl. stringing und seitdem hab ich nur Stress, Fäden ohne Ende und mind. 3 Anläufe bevor der Druck endlich haftet. Schade immer nur, das die lauten Lüfter die leisen TMC2208-Chips zunichte machen. Schließe ich den Drucker per USB an, fiepen die Lüfter am Kopf leise, aber doch hörbar.
Wer kann mir bzgl. der Datei eeprom.dat weiterhelfen?
Meine Intention war dem Drucker weitere Steuerbefehle die im Endcode ignoriert werden, unterzujubeln.
Mach doch im Creality Teil schnell ein neues Forenthema dazu auf, dann kriegen wir deinen Ende-Code schon optimiert. Hier im Kommentarbereich ists bissl mühsam. Und die Frage zur Eeprom.dat klären wir dann da grad auch 😉
Danke für den ausführlichen Bericht! tolle Arbeit. Es gibt also bei Creality tatsächlich touchscreens?! ich habe auf der Creality FW download Seite unter dem ender 3 V2 auch so Touchscreen builds/BIN gesehen inkl DWIN_SET seit dem 8. März. Creality Service darauf angesprochen kam die Antwort, dies sei wohl falsch geschrieben. Aber wenn ich die DWIN_SET Datei genau anschaue sind das schon die Funktionen, die du hier beschreibst wie „leveling“, „Leveling Mode“ etc die ja beim Ender 3 V2 Original kein Sinn machen. Einen Ender 3 mit diesem Touchscreen den du beim CR-6 SE nun bekommen hast, habe ich aber noch keinen gesehen, kann das sein.
Fährt der CR beim leveln auf Schrittverluste auf Z Achse, wenn er mit der Düsenspitze levelt? Wird ja wohl nicht kapazitiv sein mit dem Glasbett? Absolut bei dir mit den Synchronriemen und zwei Antrieben. Vermutlich auf einer Achse keine Schrittüberwachung (wenn er überhaupt eine solche hat..;-))
Es sprengt den Rahmen der Kommentare alle Deine Ausführungen wieder gerade zu rücken und weicht auch vom Thema CR-6 SE ab aber das erste mir bekannte Touch-Display steckte vor etwa 3 Jahren bereits in einem CR-10S. Inzwischen sind da CR-10 Pro, CR-10 Max, CR-X, Ender 5 Plus… hinzu gekommen. Dem Ender-3 V2 fehlt zwar die Touch-Funktion aber er hat auch ein grafisches Farb-Display und wird wie diese Touch-Displays angesteuert.
Da ist nichts mit Schrittverlusten beim CR-6 SE. Das würde mit der mechanischen Verbindung auch nicht funktionieren ohne den Zahnriemen zu zerstören. Da sitzt eine Meßzelle unter dem Druckkopf. Der mißt also endlich mal an der Stelle wo die Musik spielt. An der Spitze der Düse.
Danke Uwe für die Informationen. Da bin ich jetzt beim Suchen nach den touchscreens zuwenig weit gewesen, und die Feedbacks dazu von Creality zum 3V2 habe ich auch nicht immer verstanden (aber hier off topic).
Messzelle ist sehr allgemein, aber ja, lesen sollte man können, ist dort beschrieben dieser Biegebalken, danke für den Hinweis. Wäre jetzt auch vermessen gewesen dies über das Portal zu machen. Hab viel mit Druck und kapazitiven („berührunglos“) Levelsensoren zu tun. Ist ok wie das da gelöst wurde, soweit am richtigen Ort direkt am „Werkzeug“
Toller Test, vielen Dank. Auch wenn ich ihn schon habe. Mit den aktuelleren FW-Versionen werden die Einstellungen nicht mehr auf der Karte gespeichert. Ich habe mit dem alten 4.5.2-Board ebenfalls keine Probleme. Mein RasPi wurde nicht gegrillt. Z-Offset hat sich bei mir bislang nicht verstellt und auch neu leveln musste ich bislang nur bei FW-Updates. Aktuell habe ich die Community-FW drauf.
Hier muss ich voll und ganz zustimmen!
Out of box ist der CR6-SE bereits sehr gut!
auch ich habe das 4.5.2 Board drin und kann in keinster Weise meckern!
Allerdings empfehle ich wirklich jedem User die Community Firmware aufzuspielen, es wird da so viel hilfreiches bereits angeboten und natürlich braucht man keine SD-Karte für das Speichern der Konfigurationen.
Step-Kalibrierung
PID-Tuning
Unterverzeichnisse
Mesh in Zahlen, schneller und Genauigkeit einstellbar
Natürlich ist klar: für den Test wird der Originalzustand beim Kauf gewertet… aber dieses Update kann man selbst den blutigsten Anfängern empfehlen…
Seit der Community 5 New Year und dem geänderten Startscript ist der Z-Offset bei mir nun „stabil“. Jetzt müsste ich eigentlich nochmal die Original FW flashen und gucken, ob es mit dem Startscript alleine auch schon klappt, aber da bin ich grad irgendwie zu faul für, bzw. muss der jetzt mal paar Tage weiter drucken, dass ich mehr Stunden auf den Tacho krieg.
Nun steht er auch hier! 4.5.3-Board mit 2.0.1.3-Firmware von Creality. Der kann jetzt auch deutsch aber die Funktionen sind schon stark beschränkt.
Ich liebe Eure Testberichte. Damit kann man wirklich was anfangen! Um Klassen besser als alle Youtuber zusammen.
Danke Stephan! Klingt doch noch ganz verträglich! Vermutlich ist das ähnlich dem Ender-3 V2. Einsteiger haben immer paar Problemchen mehr aber prinzipiell druckt er mal ordentlich. Das man das Druckbett selber nicht ausrichten kann fand ich schon bei Freund Prusa doof aber dieser Sensor mißt endlich mal an der richtigen Stelle. Also an der Düse. 2 Motoren an einem Treiber macht Crealty leider immer so. Den Zahnriemen können die dennoch weg lassen. Durch die elektrische Verbindung drehen die sich selbst von Hand synchron. Man muß den 2. schon ordentlich fest halten um das zu verhindern, 1/4 Stunde für 15 Grad Temperaturabfall am Druckbett? Das muß aber sehr gut gedämmt sein. Bei 60 Grad dauert es meist keine 5 Minuten auf 45 runter zu kühlen und das Teil löst sich. Vermutlich fehlt auch hier die Anzeige der Höhe im Druck. Wenigstens wurde der Filamenthalter an die Seite verlegt. Schade, daß Du kein OctoPrint hast. Das meldet nämlich fehlerhafte Firmware beim Ender-6. Nun wir werden sehen, wie die Cr-6 SE aussehen wenn die hier ankommen. Ich bin gespannt.
PS.: 260°C bei Creality stimmt zum Teil. Die sind in der Firmware eingetragen als maximal Wert aber Marlin zieht noch 10° Sicherheit ab. Du kannst im Slicer maximal 250°C eingeben aber der Wert kann auf maximal 260°C schwanken bis der Drucker den Druck abbricht. War beim CR-10 V2 auch so bis ich das geändert habe.
Ja, löst jetzt vielleicht nicht unbedingt den „OMG, muss ich unbedingt haben“-Reflex aus, aber soweit geht der schon in Ordnung. Bissl störe ich mich doch an den neuen Teilen, die mit den anderen Crealitys nimmer kompatibel sind. Aber vielleicht werden die nun Standard? Die Abkühlzeit hab ich sehr großzügig aufgerundet. Höhe in Z zeigt er in der Tat nicht an.
Ja, die fehlende Höhe im Display stört mich schon bei den aktuellen Druckern. Paar weitere Funktionen wie den Fluß dürfte Creality auch gerne wieder einbauen. So lange der aber nicht solchen Unfug wie mit dem Vasenmodus beim Ender-6 treibt kann ich noch großzügig darüber hinweg sehen. Es gibt wohl auch ein deutsches Menu von Creality für den CR-6 SE.
Hi Uwe, dein Link für das angebliche deutsche Menü zeigt bei mir Fehler 403 an „forbidden“.
Bei mir funktioniert er. Dann müßt Ihr es selber unter CR-6 SE hier raussuchen oder versucht mal diesen Link.
Danke, der Link hat jetzt funktioniert !