
Update: Ortur Obsidian
Wir haben den Ortur Obsidian getestet. Ein Drucker der viel verspricht und laut seiner Spezifikation einen hohen Anspruch abdecken möchte. Er bietet viele sinnvolle und durchdachte Details. Die Umsetzung von Ortur lässt allerdings in wichtigen Teilbereichen sehr zu wünschen übrig.
| Update: Der Hersteller hat auf die von uns übermittelte Kritik am Ortur Obsidian reagiert. Eine Ergänzung zum Bericht findet Ihr in einem neuen Bericht, da die Änderungen doch sehr umfangreich sind und hier als Ergänzung den Bericht in seiner Länge sprengen würden. |
Der Ortur Obsidian wurde uns für diesen Test freundlicherweise, kostenlos von Gearbest zur Verfügung gestellt.
| Vorweg: Eigentlich ist der Test an dieser Stelle bereits vorüber, da der Drucker DOA (dead on arrival) bei uns angekommen ist. Für einen potentiellen Käufer sehr ärgerlich, weil der Defekt, wenn man es am Anfang übersieht, sich erst zeigt sobald man mit dem ersten Druck beginnen möchte. An dem Punkt hat man allerdings bereits die gesamte Aufbau- und Einrichtungsprozedur hinter sich. |
|
 |
 |
| Das Flexkabel an der X-Achse hat zwei glatte „Durchschüsse“ erlitten. Durchtrennt wurden hier PIN 4 und 5, an denen der Extrudermotor angeschlossen ist. Diesen nutzt man in der Regel erst, sobald alles andere montiert und aufgebaut ist. Die Ursache ist unklar, da die X-Achse komplett vormontiert und verkabelt ist. Ebenfalls lag sie alleine in dem für sie vorgesehenen Schaumstoffausschnitt im Karton und war separat in Folie verpackt. |
|
Was ist im Karton
Der Drucker ist in logische Segmente zur späteren Montage aufgeteilt. Die Basis mit Elektronik, Heizbett und dem Y-Motor ist komplett vormontiert. Ebenso sie X-Achse. Der komplette Druckkopf mit Hotend, Feeder, sowie der Motor, Filamentsensor und der X-Endstop sind montiert und verkabelt.
Der Z-Rahmen muss allerdings noch zusammengebaut werden und liegt im Karton in drei separat verpackten Bauteilen.
 |
 |
Zusätzlich vorhanden sind das üblichen Zubehör (SD-Karte mit Adapter, Schrauben, Kabelbinder, 200gr. weißes Filament, Filamenthalter und ein Seitenschneider) und die üblichen Werkzeuge (Innensechskantschlüssel, Maulschlüssel)
 |
 |
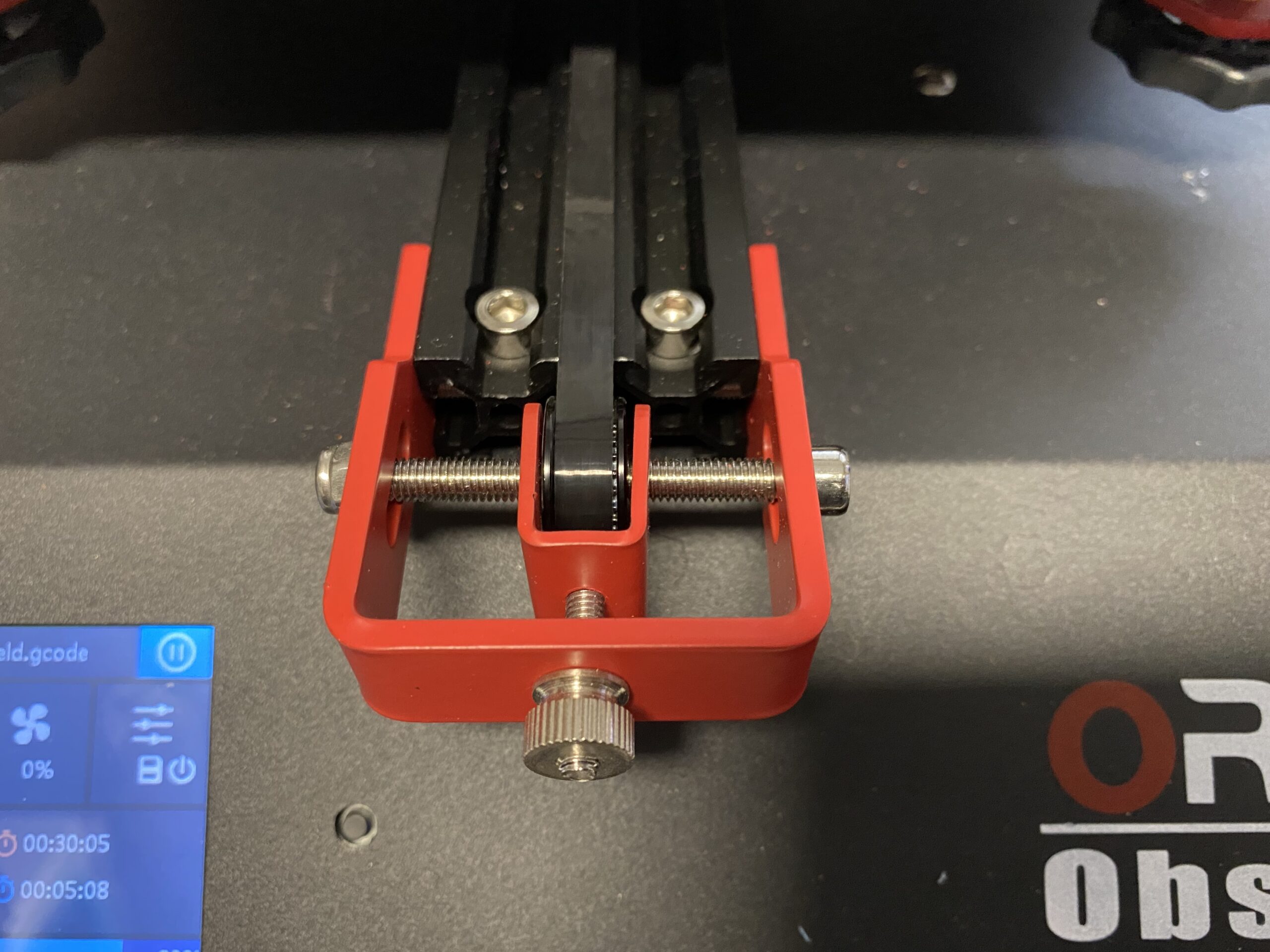
Interessanterweise wird kein Spachtel mitgeliefert, dafür aber ein X-Riemen inkl. Riemenscheiben zur Synchronisation der X-Achse und ein Griff, der oben auf den X-Rahmen geschraubt wird, um den Drucker bequemer tragen zu können.
Die technischen Daten
| Bauvolumen | 250 x 250 x 300 mm |
| Verbindungstyp | USB / SD |
| Anzeige | LCD Touch Display |
| Druckgeschwindigkeit | bis 150 mm/s |
| Druckgenauigkeit | 0,05 – 0,4 mm |
| XY-Achsen-Positioniergenauigkeit | 0,11 mm |
| Z-Achse Positioniergenauigkeit | 0,04mm |
| Verwendbares Druckmaterial | TPU, PLA, PETG, Nylon, HIPS, ABS |
| Filamentdurchmesser | 1,75 mm |
| Filamentsensor | Ja |
| Nivellierungssensor | induktiv |
| Düse | 0,4 mm |
| Maximale Düsentemperatur | 0-260 Grad Celsius |
| Maximale Heizbetttemperatur | 0-110 Grad Celsius |
| Strom (A) | 24V, 15A |
| Firmware | Marlin 2.1.6 FreeRTOS |
(Die technischen Daten sind der Anbieterseite entnommen und genauso übernommen. Bei der Positioniergenauigkeit nehmen wir an, dass es auf X und Y 0.011mm und in Z 0.004mm heißen soll. Bei 280W für das Heizbett und 60W für die Heizpatrone bleiben für alles andere bei einem 24V/15A Netzteil rein rechnerisch nur noch 20W übrig. Hier dürfte auch eine oder mehrere Angaben nicht den tatsächlichen Werten entsprechen. Ich werde die entsprechenden Daten noch verifizieren und dann hier ergänzen.)
Ausstattung
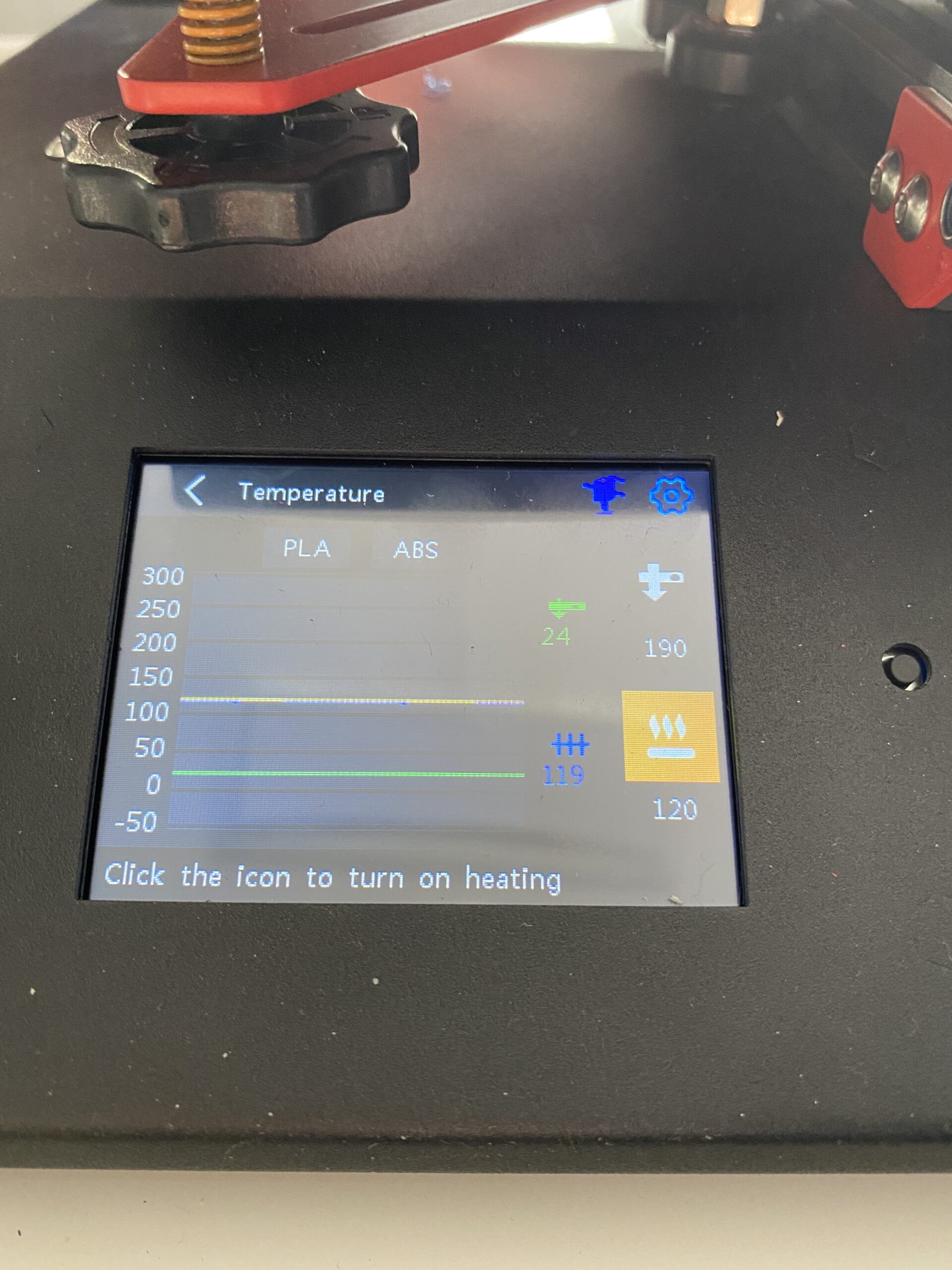
Lt. Hersteller ist ein 280W starkes Heizbett, welches mit einer den Spezifikationen nach maximalen Temperatur von 110°C aufgeheizt werden kann. In der Realität ist die maximale Temperatur durch die Firmware allerdings bis 120°C möglich und wird auch am Bett erreicht, bzw. sogar überschritten.
 |
 |
| Das Heizbett lässt sich per Firmware auf 120°C aufheizen, weicht allerdings bei der Messung mit dem Infrarot-Thermometer um gut 8-10°C nach oben ab. | |
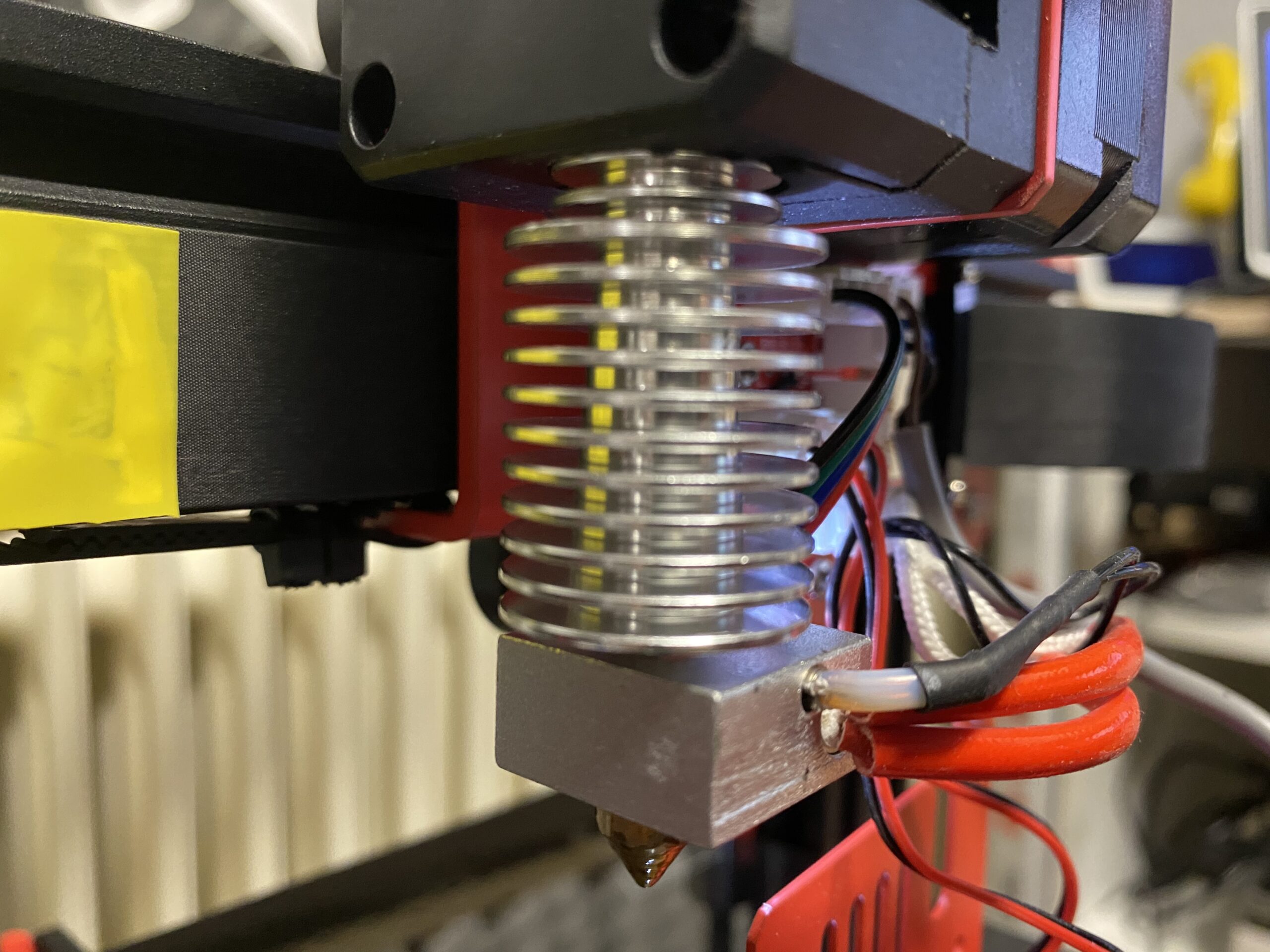
Das Hotend wird mit einer lt. Hersteller 60W starken Heizpatrone befeuert um so die angegebene Maximaltemperatur von 260°C zu erreichen.
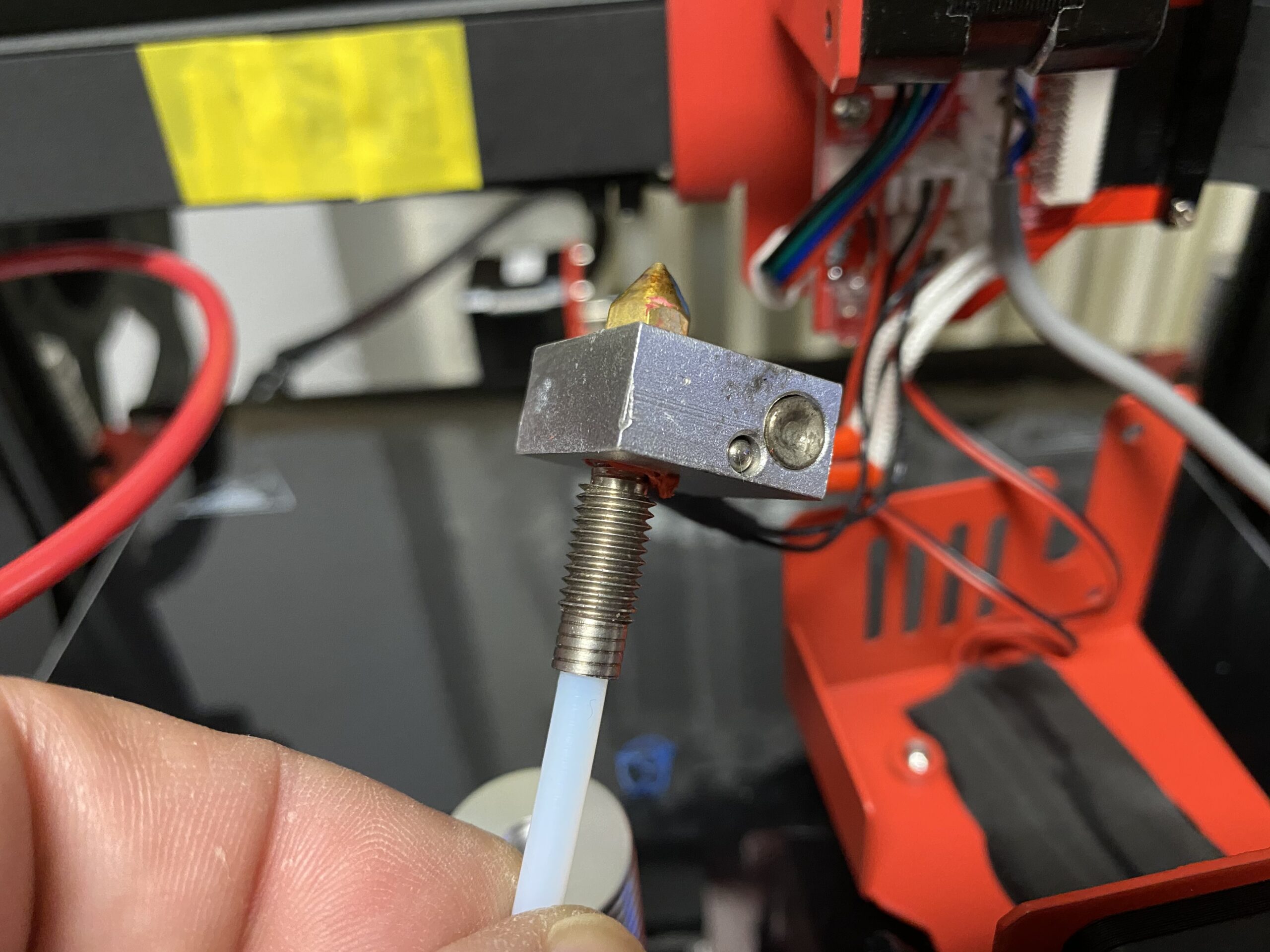
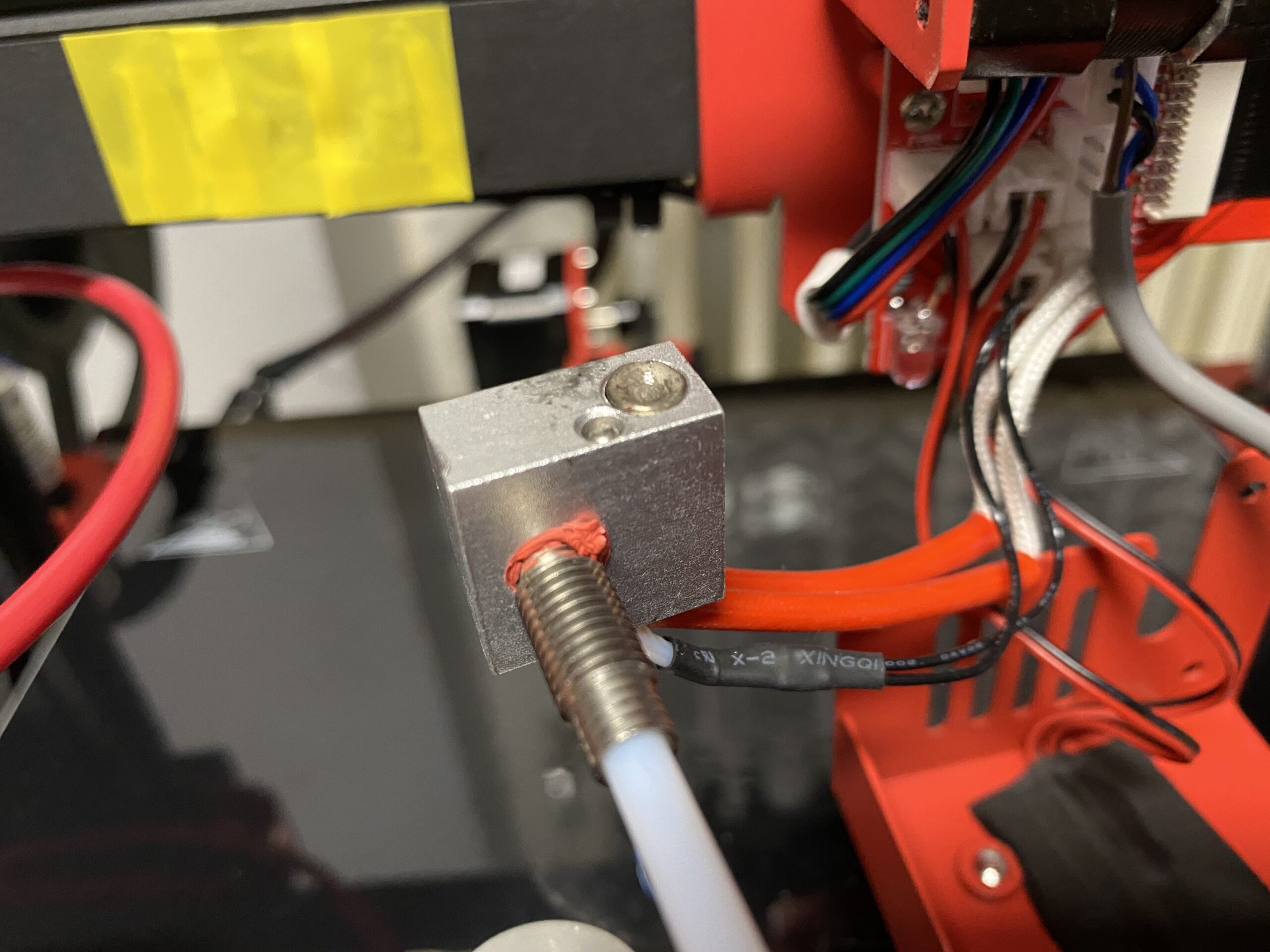
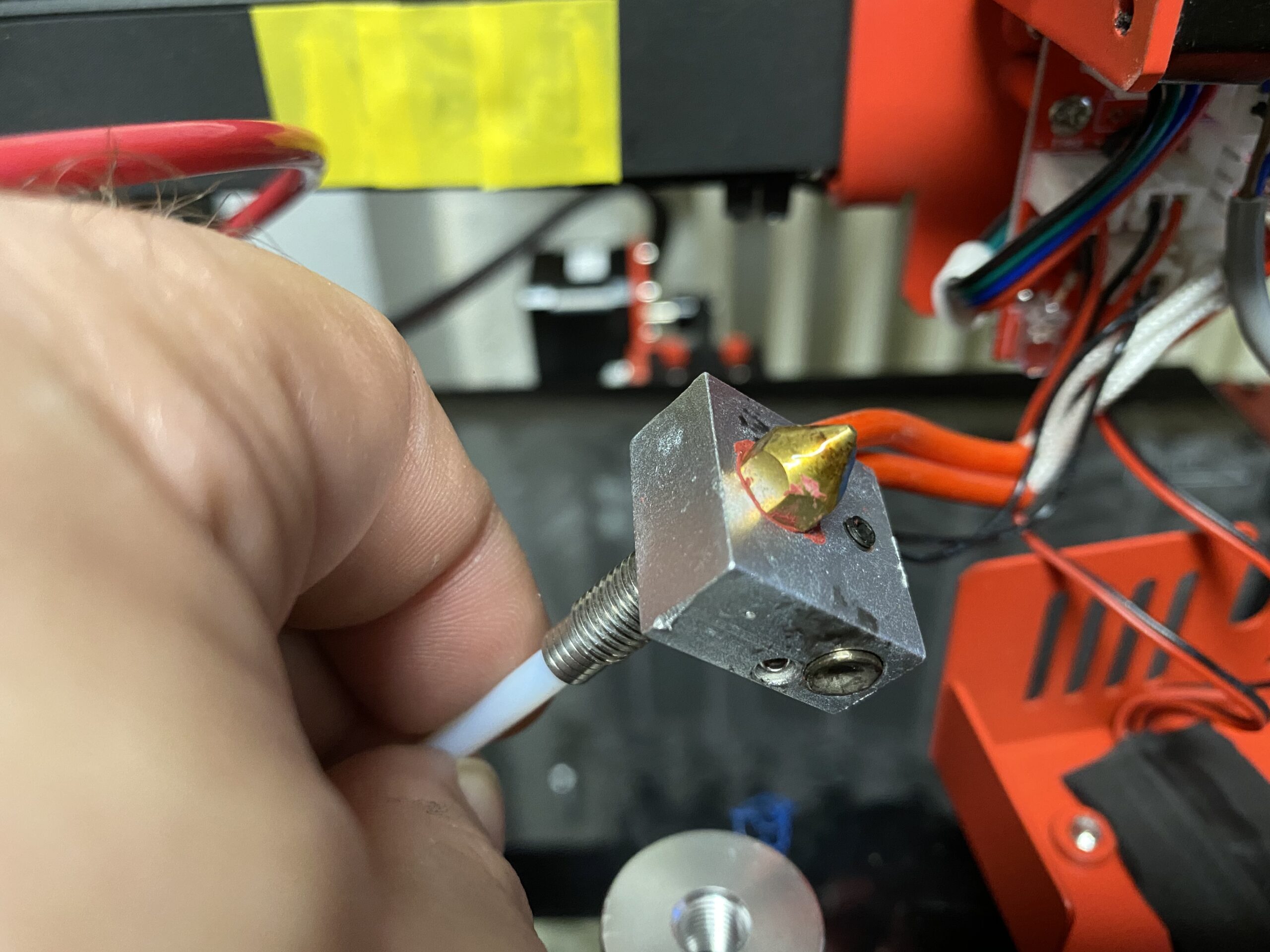
Der Hersteller selbst liefert keine Informationen darüber, um was für ein Hotend es sich hier handelt. Schaut man selbst nach, findet man einen E3D V6 Klon, ausgestattet mit Bore 4.1 Heatbreak. Leider hat man seitens Ortur nicht auf eine vernünftige Montage des Hotends gesetzt, sondern die Düse und das Heatbreak jeweils mit Dichtmasse beschmiert. Wahrscheinlich auch eine Maßnahme um bei den angegebenen 260°C auch definitiv kein Risiko eingehen zu müssen. Die eingestellte Temperatur wird auf den Punkt erreicht.
 |
 |
 |
 |
 |
 |
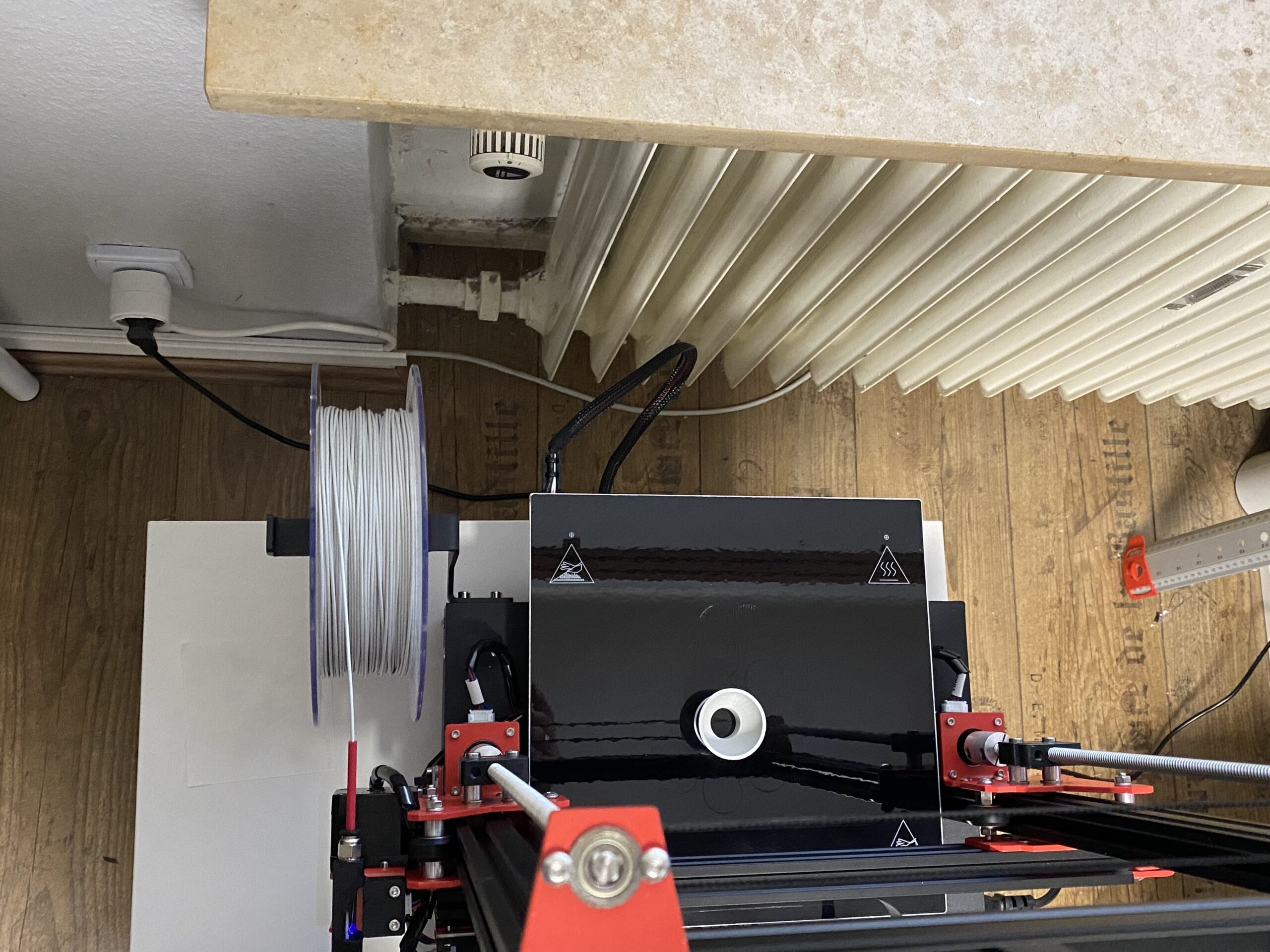
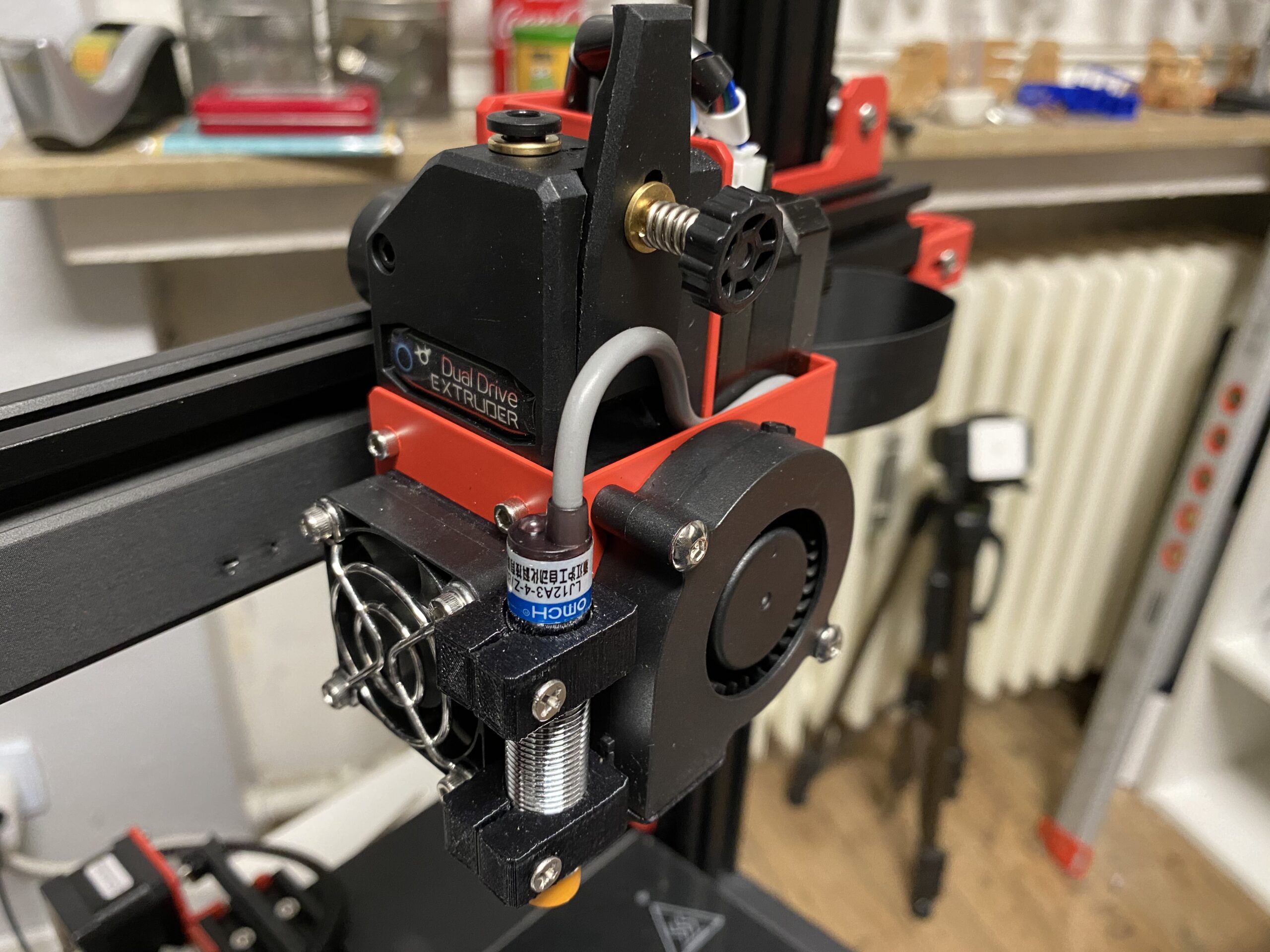
Das Filament wird über einen DirectExtruder System gefördert. Verbaut ist hierfür ein BMG Klon, der über einen Bowden und durch eine „Eigenkonstruktion“ an Filamentsensor sein Material vom hinteren Teil der Druckerbasis zieht und ins Hotend befördert. Hier hat man zugunsten eines Tragegriffs darauf verzichtet, das Filament von oben zuzuführen, wie es sonst bei DirectExtruder Systemen üblich ist. Wobei mir die Filamentzuführung sehr gut gefällt, denn der am Rahmen angebrachte Rollenhalter ist so platziert, dass die Filamentrolle in keiner Richtung über die Maße des Druckers hinaus den Aufstellort des Druckers einschränkt.
 |
Neben dem Hotend ist eine LED eingebaut, die während des Drucks den Blick auf das Bauteil erleichtern soll.
 |
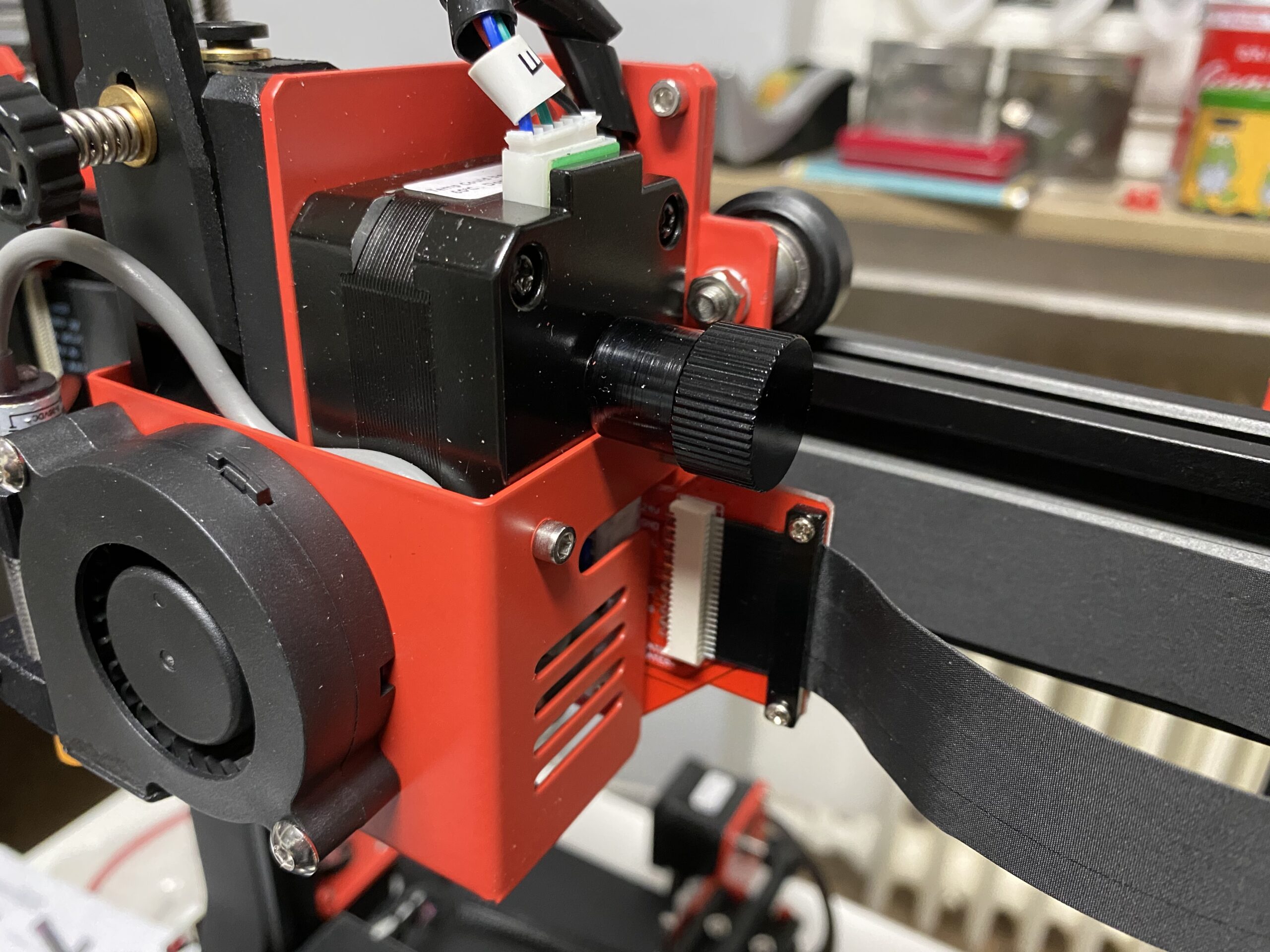 |
| Nettes Detail ist ein Metall-Rädchen am Extrudermotor, welches das Einführen von Filament am BMG Klon erheblich vereinfacht und darüber hinaus auch die aktive Förderung des Filaments anzeigt. | |
 |
 |
| Was man von der eigenwilligen Kontruktion des Filamentsensors nicht behaupten kann. Das Einführen von Material erweist sich hier als äußerst fummelig. | Die LED ist eine wirklich gute Idee. Sie könnte aber das Licht etwas mehr streuen. |
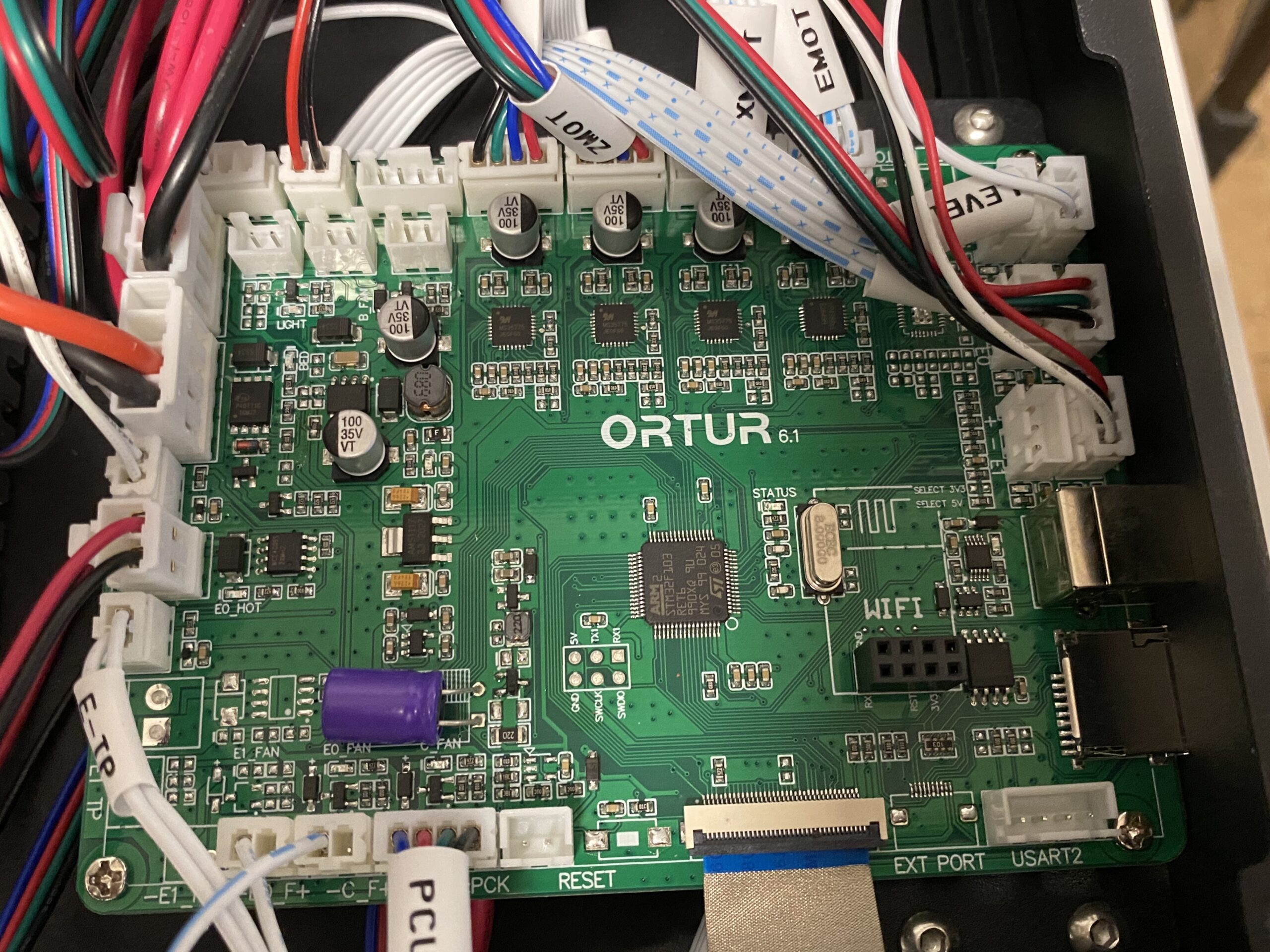
Das Herzstück des Ortur Obsidian findet man unter der Haube. Ein STM32 32-Bit-Motherboard mit der nicht sehr aussagekräftigen Bezeichnung Ortur 6.1
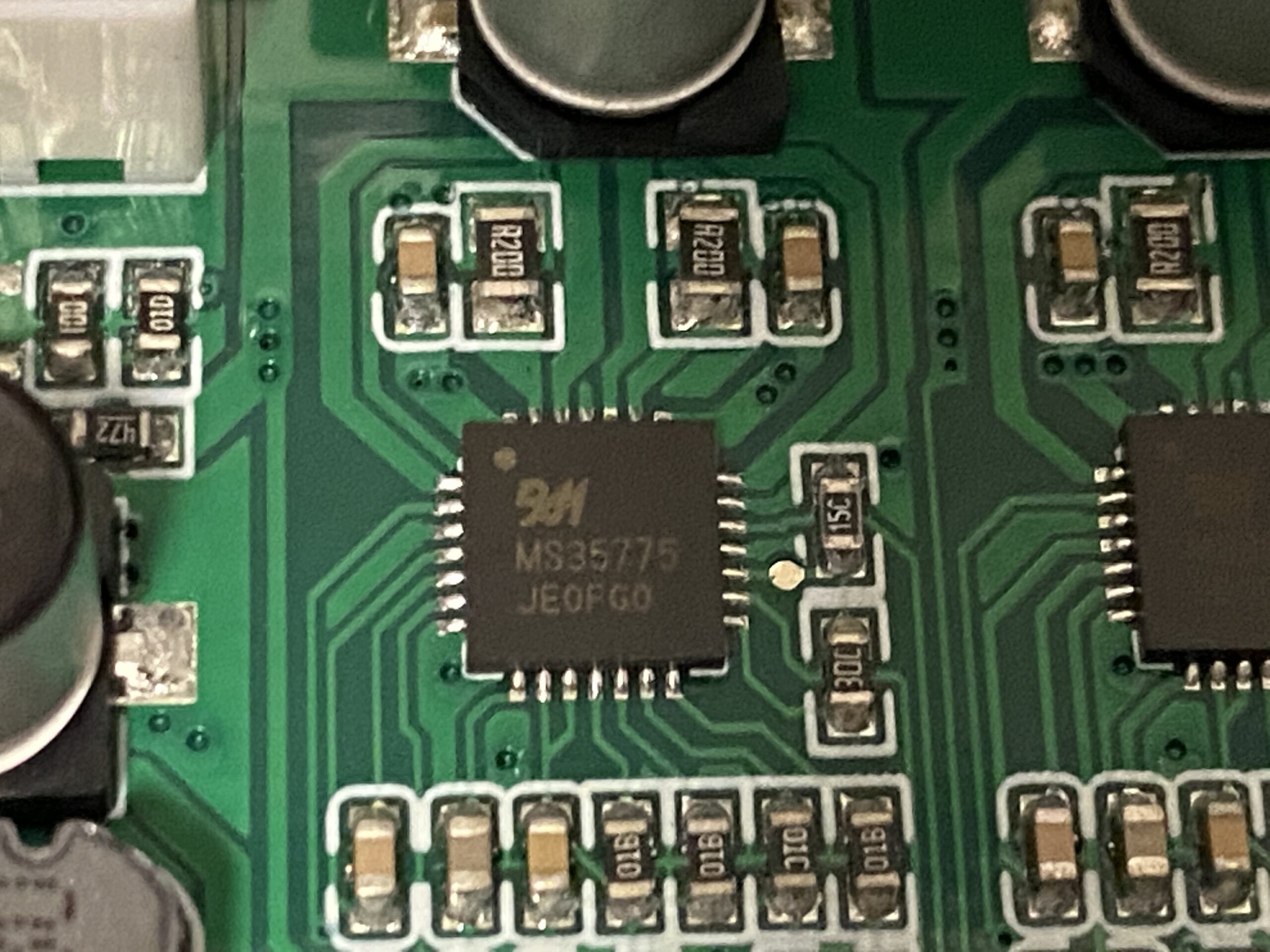
Es verfügt über aufgelötete Treibermodule auf X, Y und Z, wobei der Hersteller sie nicht explizit benennt. Es ist lediglich von 256 High-Subdivision-Stepping-Drive-Chips die rede. Eine teaminterne Recherche ergab, dass es sich um MS35775 Treiberchips handelt. Diese sind mir bis Dato völlig unbekannt. Mehr Hintergrundwissen kann man sich hier abholen: http://www.relmon.com/en/index.php/list/detail/231.html
 |
 |
Insgesamt wirkt die Elektrik sehr aufgeräumt und übersichtlich, was mir persönlich auch sehr gut gefällt. Die Kabel sind ordentlich verlegt und alle relevanten Verbindungen sind vernünftig mit Kabelschuhen versehen, ordentlich isoliert und fest verschraubt.
 |
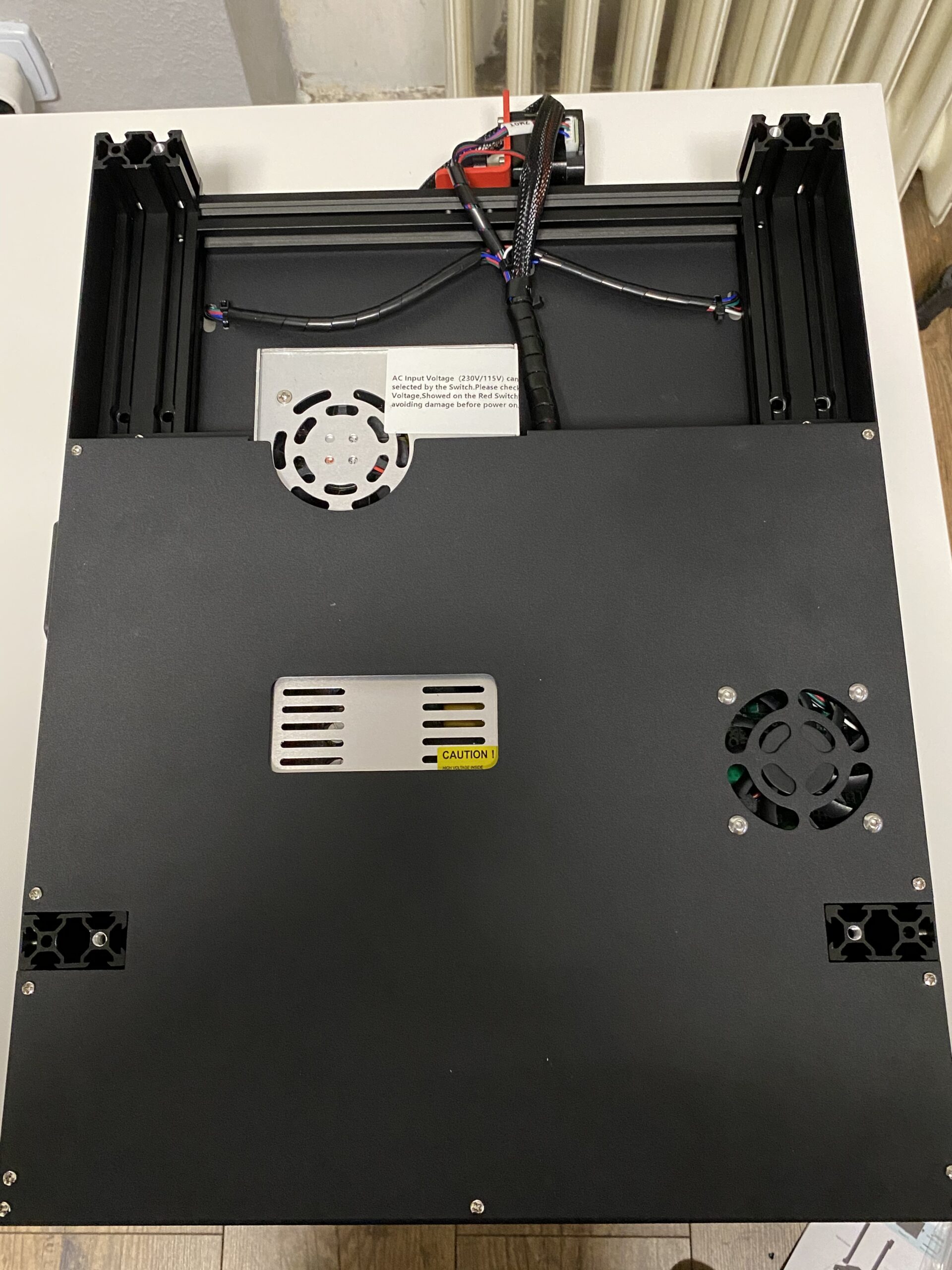 |
Auch außerhalb der Elektronikbox ist alles sauber und ordentlich verlegt und befestigt.
Zu dem Gesamteindruck des ordentlichen Kabelmanagements tragen insbesondere auch die FFC Kabelverbindungen zur X-Achse bei. Diese muss man allerdings mögen. Wie man an unserem Testgerät sieht, sind sie durchaus anfällig für Beschädigungen und sind zudem nicht leicht zu ersetzen. Ummantelte FFC Kabel gibt es in der Länge nicht viele. Genau genommen gibt es sie gar nicht. Ich habe zumindest kein passendes Kabel als Ersatz gefunden.
Ebenfalls gibt es ein Schaltrelais, welches dafür sorgt, dass der Drucker sich nach einem Druck, bzw. bei Nichtnutzung ausschaltet. Dies funktioniert auch sehr zuverlässig. Er verfügt zudem noch über einen zentralen Ein/Aus Schalter am Kaltgeräteanschluß und über einen separaten Taster neben dem Display.
Aufbau und Kontrolle
Der Aufbau des Ortur Obsidian geht mit der beiliegenden zweiseitigen Aufbauanleitung recht problemlos und ist in gut einer halben Stunde mit ausschließlich dem beiliegenden Werkzeug zu bewerkstelligen. Dabei zeigt der Ortur Obsidian durchaus ein stabiles Auftreten. Alle Löcher sind passgenau gebohrt und das Montage-Material ist vollständig.
Sieht man sich daneben die reinen Daten an und berücksichtigt auch die verbauten Komponenten, dann macht der Drucker einen höchst ambitionierten Eindruck.
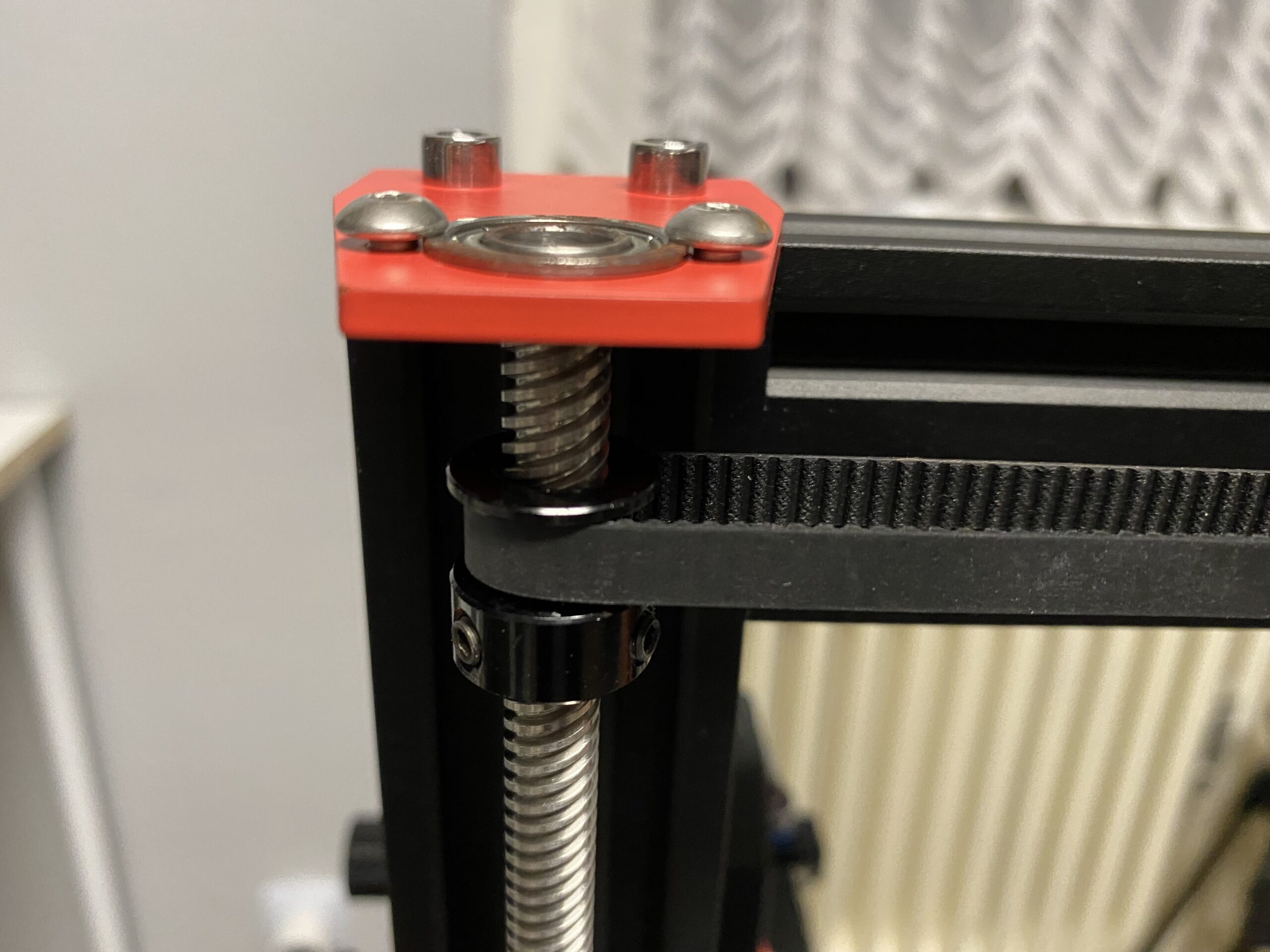
So sind z. B. die Riemenspanner aus Metall, die Profilführungen haben an X und Y und Z Achse Exzenter verbaut, und lassen somit eine Feineinstellung der Achsen problemlos zu.
 |
 |
Nur verliert der Ortur Obsidian wegen vieler unzureichender Kleinigkeiten hier deutlich an Punkten. Ganz oben steht die mangelhafte Qualitätskontrolle. Ortur gibt an, jeden Drucker vor der Demontage und Verpackung getestet zu haben. Filamentreste im Hotend bestätigen dies auch. Danach scheint dem Hersteller allerdings egal, was mit dem Drucker anschließend während des Verpackungsprozesses geschieht. Neben dem defekten Flexkabel hat auch das Heizbett unseres Testgerätes einiges mitgemacht, was man so als Endkunde eigentlich nicht durchgehen lassen kann.
Die schwarz-spiegelnde PEI Folie ist direkt auf das Heizbett geklebt. Der Grund dürfte in der versprochenen maximalen Temperatur liegen. Grundsätzlich ist das auch kein Problem, wenn man es denn vernünftig macht. Neben einigen Nachteilen wie z. B. das erschwerte Wechseln der Druckoberfläche, sollte sie beschädigt sein, wird ein möglicher Defekt der Druckoberfläche durch das Vorgehen von Ortur hier sogar noch begünstigt.
Die von oben durch das Heizbett gesteckten Bettschrauben sind an der Unterseite nicht gekontert und können so, wenn sie durch widrigen Einfluss nach oben gedrückt werden, die PEI Folie auf der Oberseite beschädigen. Einen in meinem Fall „noch“ harmlosen Eindruck der möglichen Beschädigung sieht man hier ganz deutlich.
 |
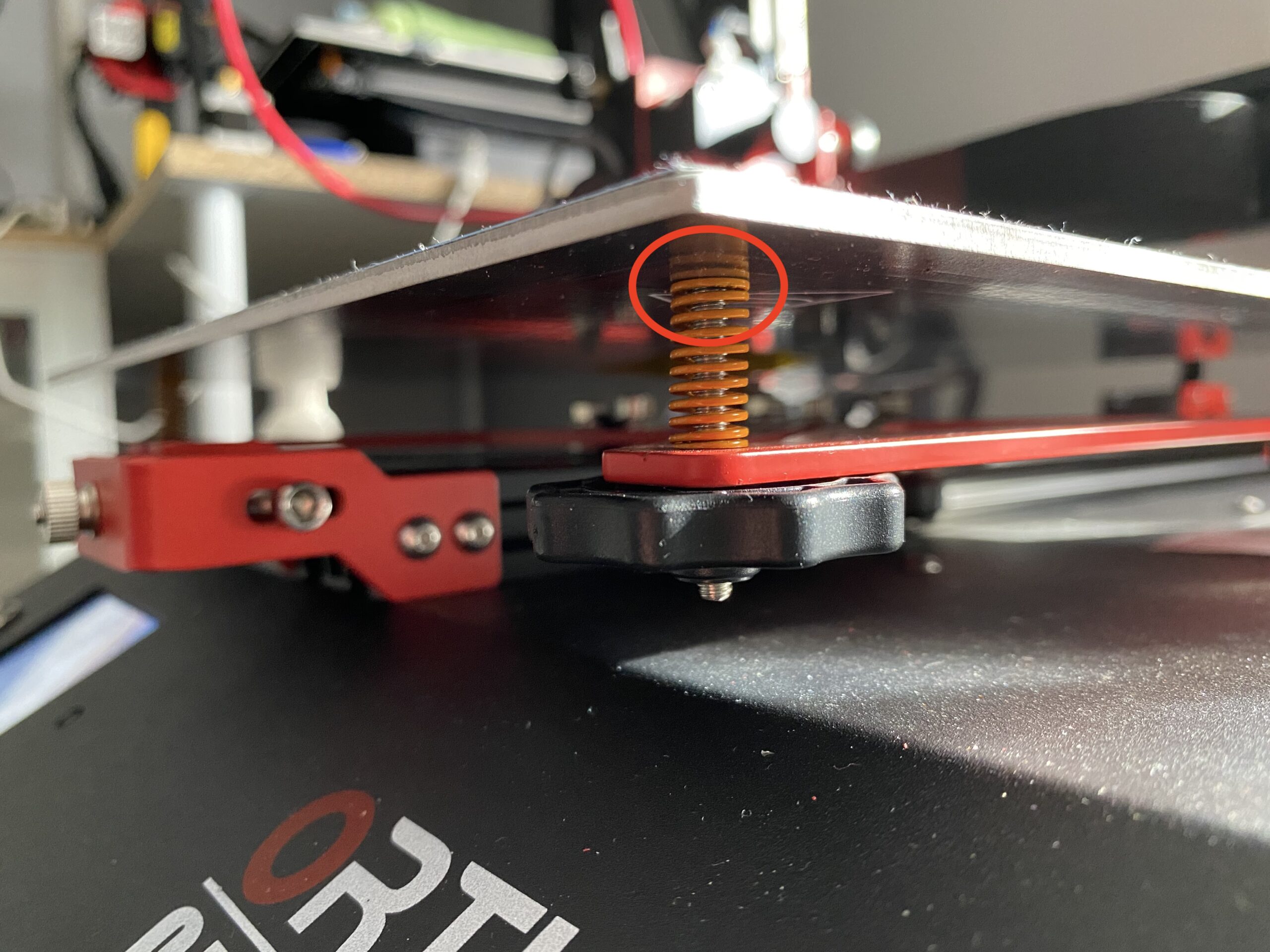 |
| Die Bettschraube an der vorderen rechten Seite hat sich fast durch die nach oben ungeschützt aufgeklebte PEI Folie gedrückt und eine häßliche Beule hinterlassen. Dieser Bereich ist nun definitiv nicht mehr nutzbar. | Die Ursache hierfür liegt darin, dass die Bettschrauben an der markierten Stelle nicht gekontert sind. |
Trotz der sauber verlegten Kabel leistet sich Ortur aber auch hier den einen oder andere Patzer. Einiges ist sehr offensichtlich die Folge aus unzureichender Sorgfalt bei der Demontage, allerdings während der Montage zuhause direkt zu sehen und problemlos zu beheben, aber anderes könnte im Verlauf des Druckerlebens und einer möglichen Fehlersuche zum Problemfall werden.
 |
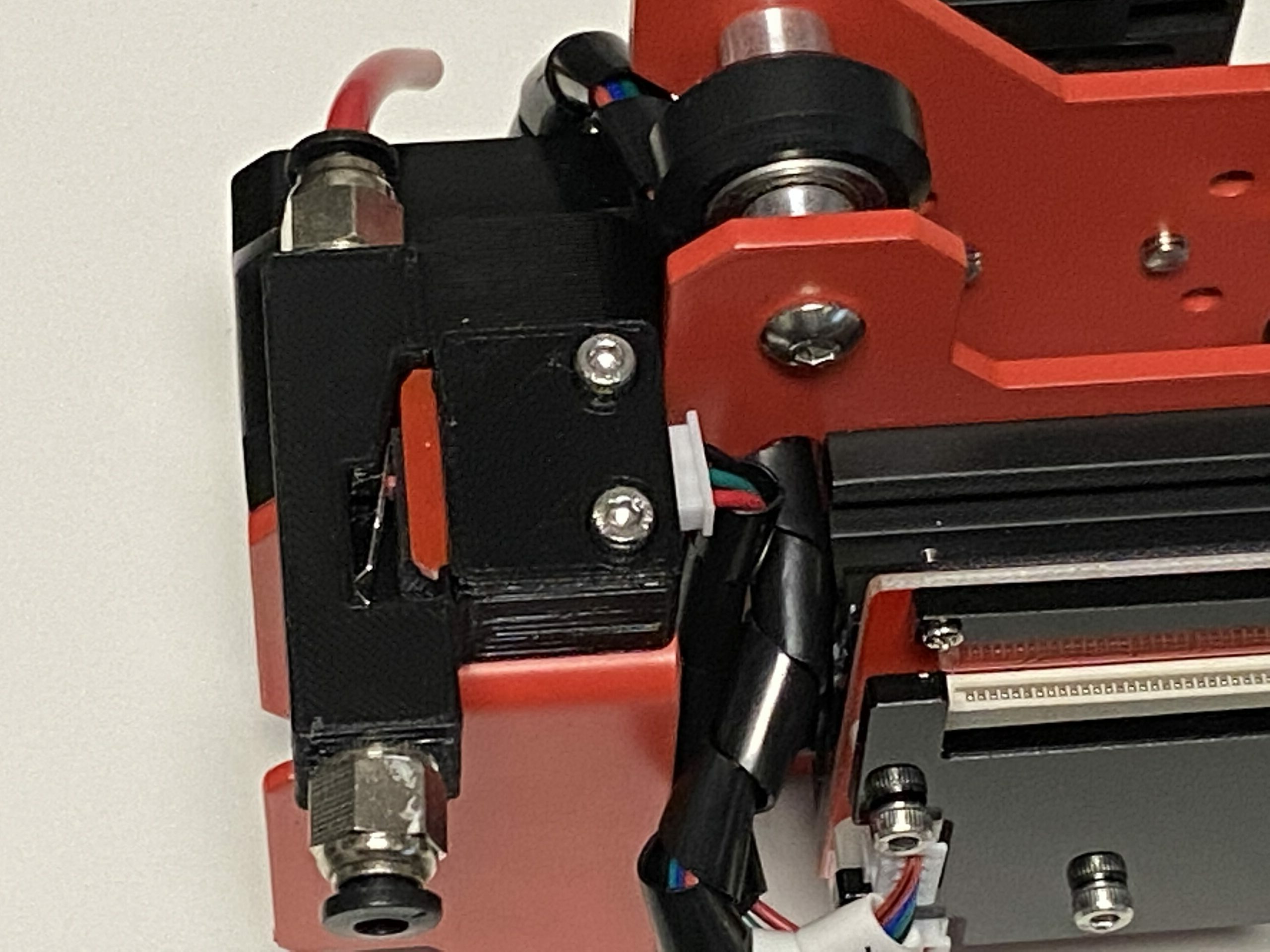
Aus meiner Sicht auch ein Verpackungs- oder Transportschaden, jedoch recht einfach zu richten und auch sofort zu erkennen und leicht zu beheben. Das Flexkabel ist aus dem Anschluss gezogen worden. |
 |
Nicht ganz so einfach zu sehen, aber definitiv zu hören. Der Drucker ist ohne aktiven Druck mucksmäuschenstill. Sobald aber die Achsen sich bewegen läuft der Gehäuselüfter an und hätte mich beinahe vor Schreck vom Stuhl gefegt, als er anfing das Blech vom gehäuse zu malträtieren. Nicht festgezogene Schrauben an Bauteilen sind ein NoGo. Gottseidank war dies bei der Elektronik alles in Ordnung, was aber eine Kontrolle definitiv nicht obsolet macht. |
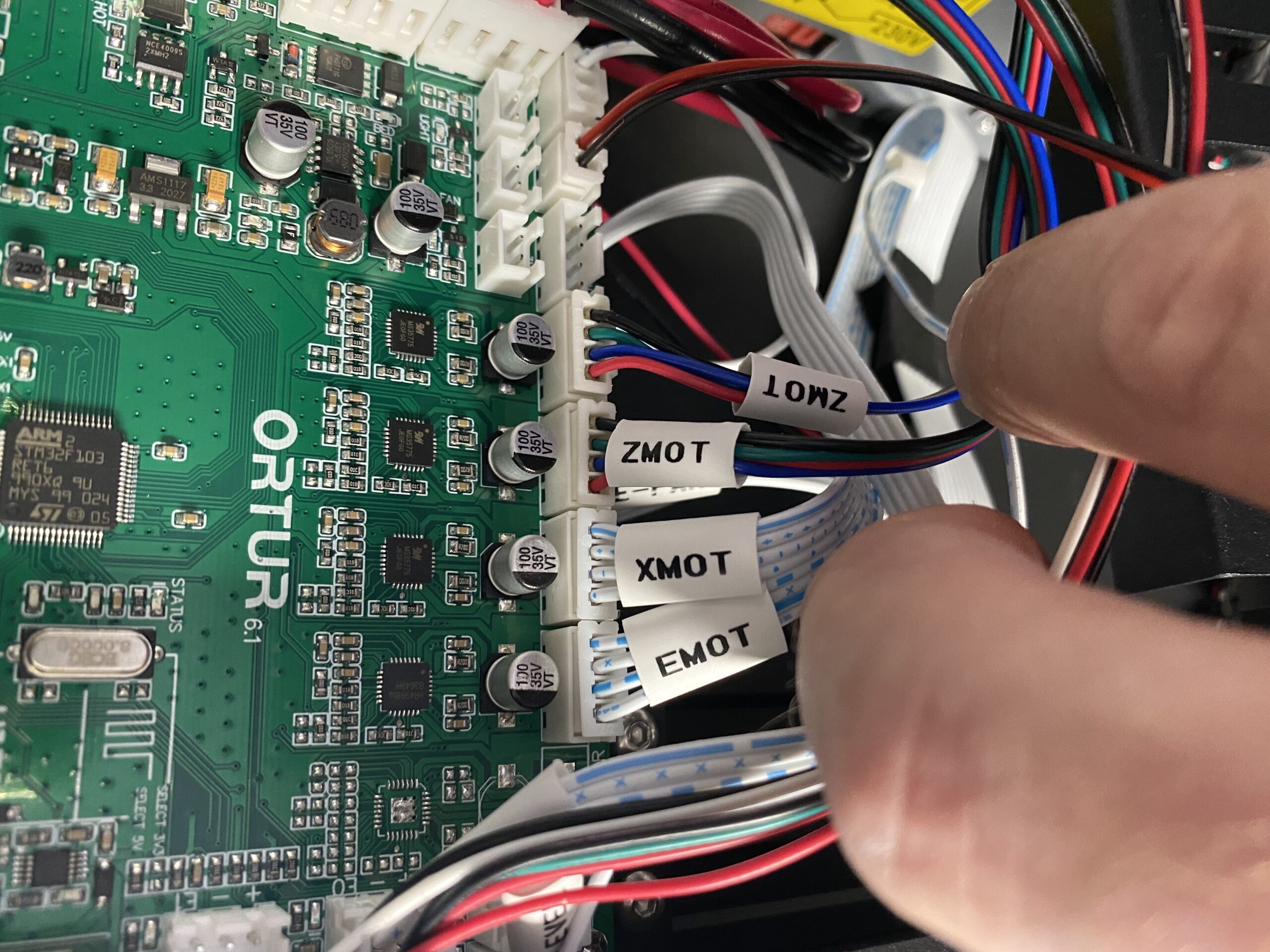
Schwerer wiegen für mich die Kabelbezeichnungen der Achsen. Diese sind schlicht falsch. Beim Testgerät ist der Y-Motor mit einem Kabel verbunden, welches die Bezeichnung ZMOT (Z-Motor) trägt. Verfolgt man das Kabel nun bis ans Mainboard, stellt man fest, dass es nur zwei ZMOT Kabel gibt, aber keins für den Y-Motor. Das kann schon für etwas Verwirrung sorgen, da der Ortur Obsidian auch über zwei Z-Motoren verfügt.
 |
 |
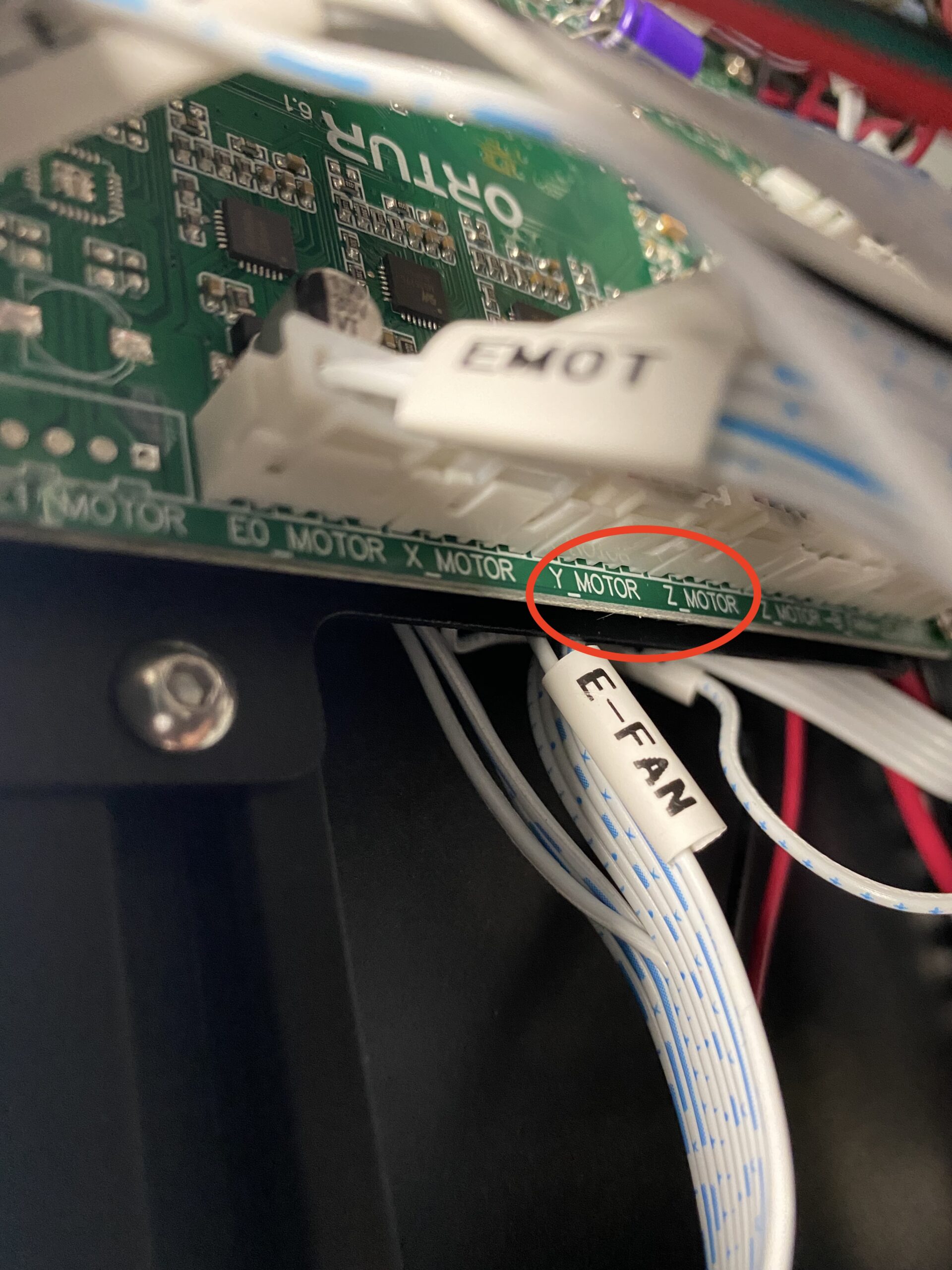
Die Aufklärung ist aber dann recht simpel, denn die Boardbezeichnung der Anschlüsse gibt Auskunft darüber, welches ZMOT Kabel wohin führt. Beide Z-Motoren sind nämlich nur über einen Motoranschluss miteinander verbunden und teilen sich einen Steppertreiber. Die Umsetzung hier erfolgt aber nicht über einen geteilten Anschluss am Board, oder ein Y-Kabel, sondern über die Splittung des Kabelstrangs außerhalb der Elektronikbox.
 |
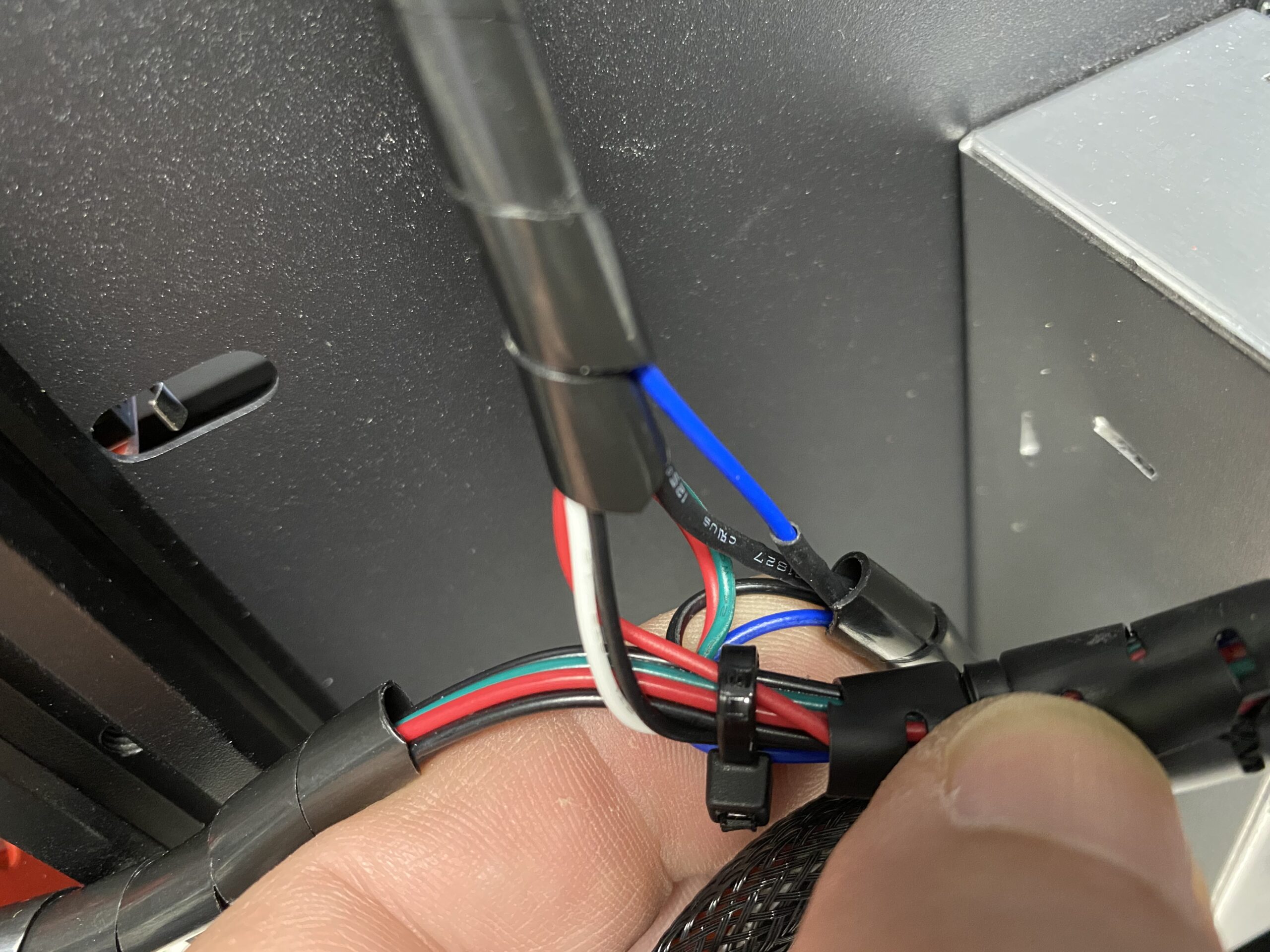 |
| Y und Z Motor sind richtig am Board angeschlossen. Lediglich die Bezeichnung des Y-Kabel ist falsch. | Der Kabelstrang zum Z-Motor-Anschluss auf dem Board teilt sich an der Stelle und führt jeweils zum rechten und linken Z-Motor. |
Ersteinrichtung des Druckers
Nun…wie soll man das beschreiben? Bei der Einrichtung des Druckers und der ersten Inbetriebnahme, ist der Nutzer vollkommen auf sich allein gestellt. Es gibt weder eine Anleitung in Schriftform, noch ein Video oder sonst irgendeinen Hinweis, wie man den Drucker in Betrieb nehmen soll. Die SD Karte, welche i. Ü. auch sehr überansprucht aussieht, enthält lediglich zwei GCode-Testdateien.
 |
Eine SD Karte, die so ausieht, als ob sie ihre besten Zeiten bereits hinter sich gebracht hat. |
Aber auch auf den Seiten des Herstellers und auch auf der Produktseite von Gearbest findet man in den gesamten Informationen über den Drucker keinen Hinweis darüber, wie er eingerichtet wird, insbesondere wie man für das erfolgreiche Leveling vorzugehen hat. Dies ist aber auch nicht trivial und schon gar nicht selbsterklärend, da der Drucker zusätzlich über einen induktiven Sensor verfügt und die Kombination aus Sensor und optischen Endstop, sowie Z-Offset zumindest dem Neueinsteiger doch näher gebracht werden sollte. Ich halte mich nicht für einen Neueinsteiger, aber auch ich habe den Prozess des Levelings, allerdings wegen einiger Ungereimtheiten nicht hinbekommen. Erst nach vielem Ausprobieren und tüfteln habe ich einen ungefähren Überblick darüber bekommen, was Ortur hier gemacht hat, bzw. vorhatte, aber nicht umzusetzen wusste.
Ich kann hier nur sagen, die proprietäre und vermeintlich auf den Ortur Obsidian zugeschnittene Marlin 2.1.6 RTOS (Real Time Operating System) versagt hier völlig.
Hier muss Ortur noch ganz viel Aufarbeitung leisten und für einen nutzbaren Drucker (aus Anfängersicht) schnellstmöglich die Firmware überarbeiten.
| Am Ende des Beitrags findet Ihr allerdings eine zusätzliche von mir verfasste Anleitung, die eine aus meiner Sicht unkomplizierte Möglichkeit bietet, den Drucker zu leveln und die Düse auf einen brauchbaren Abstand zum Bett zu bekommen, so dass man überhaupt drucken kann, ohne dass man sich sofort das Druckbett zerstört oder das Modell in der Luft gedruckt wird. |
Das Menü
FreeRTOS, das Real-Time-Operating-System ist ein Echtzeitbetriebssystem für eingebettete Systeme und befindet sich daher als OS auf dem Display, welches wiederum in die BoardFirmware Marlin eingebettet ist. Wer sich mehr für das Thema interessiert, kann sich auf den Seiten von FreeRTOS gerne umsehen.
https://www.freertos.org/index.html
Für den Ortur Obsidian heißt es, dass man auf dem Display detailliertere Informationen zu sehen bekommt, als es in den üblichen Marlin Menüs der Fall ist. So z. B. eine Echtzeit-Heizkurve, wie man sie auch schon von OctoPrint kennt. Ebenso die aktuell gefahrene Druckgeschwindigkeit während des Drucks. Im Bild unten rechts zu sehen. Hier wird ein mit 60mm/s geslictes Objekt gedruckt und aktuell wird eine Außenkontur gefahren, welche die Achse dann in dem Moment mit 38,9mm/s fährt.
 |
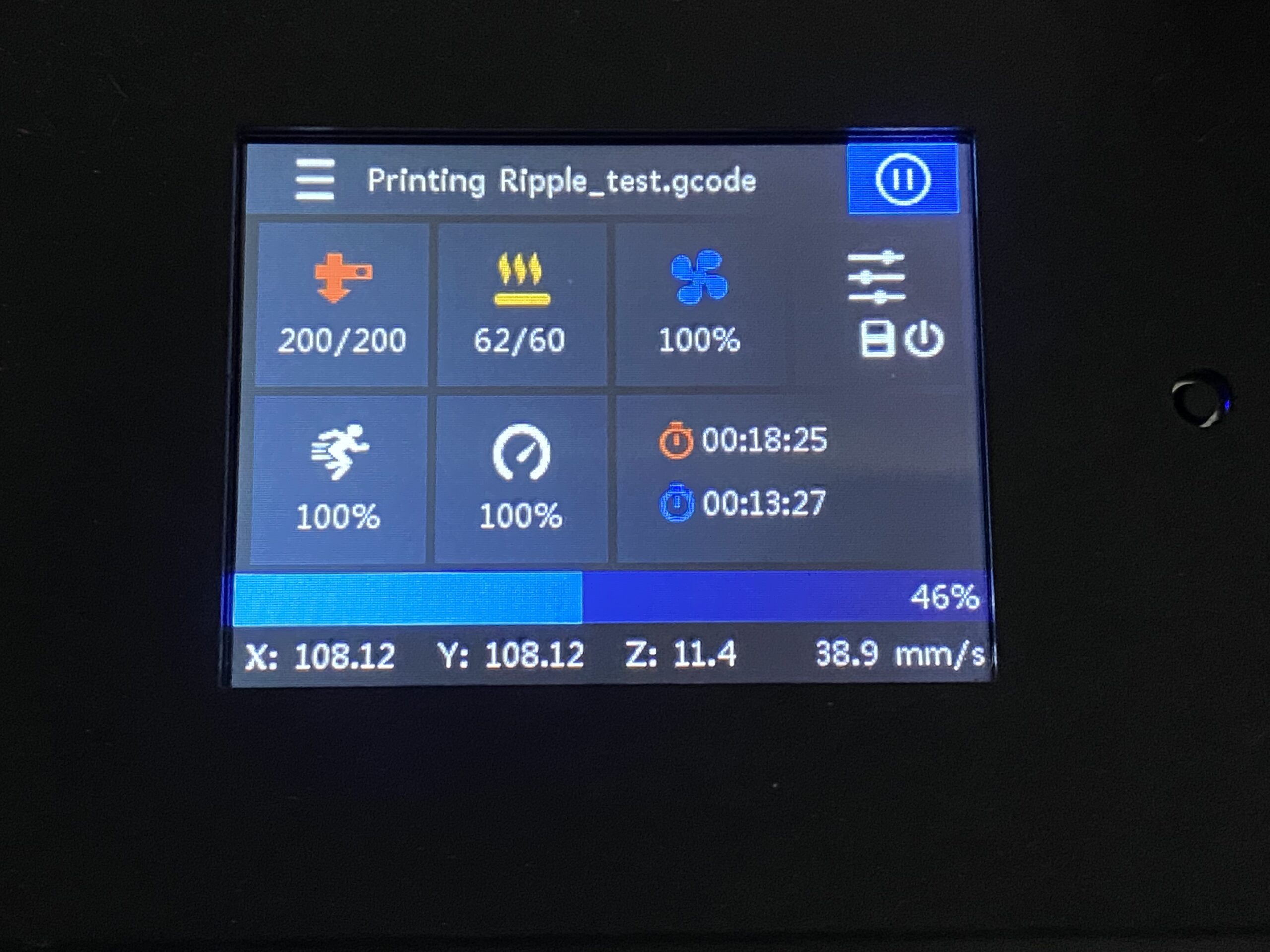 |
Problem an der Geschichte, die Heizgrafik lässt sich, sobald man einen Druck gestartet hat nicht mehr aufrufen. So betrachtet man diesen Bildschirm ausschließlich während des Vorheizens. Während des Drucks würde hier eine zu hohe Datenmenge abgefragt. Das einzige, was man von den Möglichkeiten während des Drucks zu sehen bekommt ist der oben gezeigte Druckbildschirm. Diesen kann man auch während des Drucks nicht verlassen. Somit ist die Druckgeschwindigkeit hier das alleinige Plus an Informationen. Der „Settings“-Menüpunkt im obigen Druckbildschirm ist i. Ü. ebenso tot wie die Hälfte aller anderen Funktionen aus dem gesamten Menübaum.
 |
Das Startmenü des Ortur Obsidian. Er meldet sich mit Ortur 2 Ready. |
|
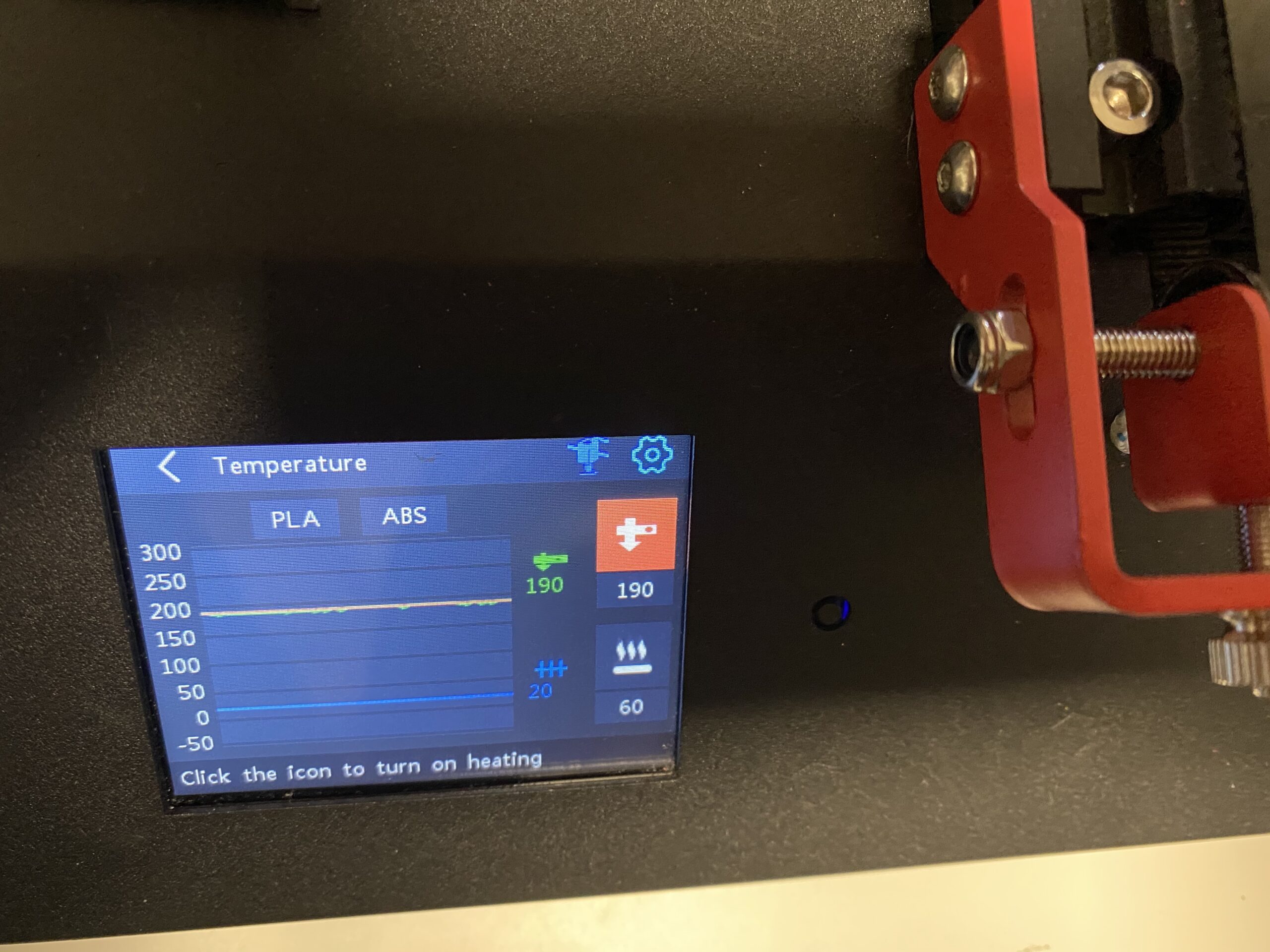
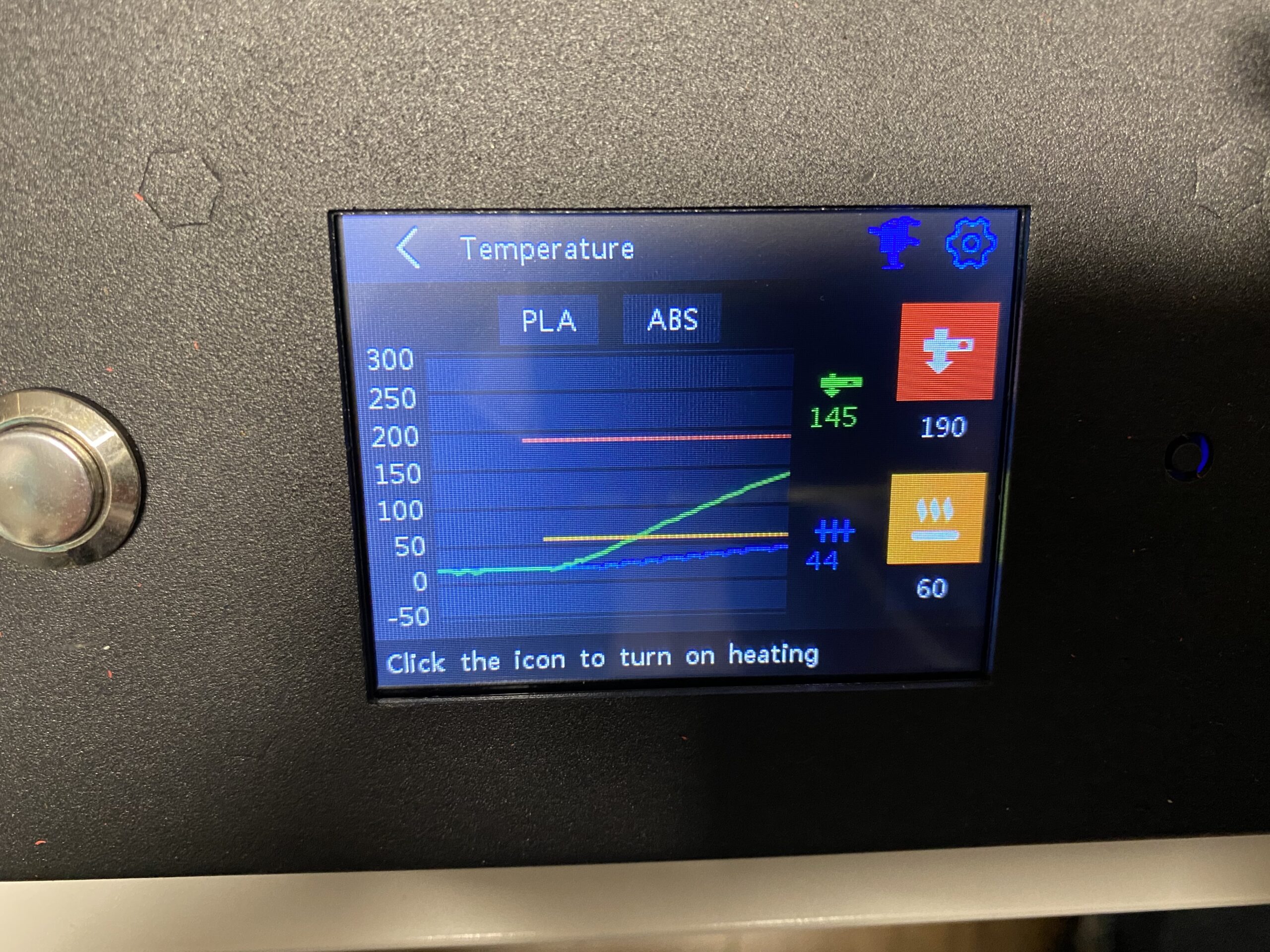
Die Temperatur-Kachel. Diesen Bildschirm kann man ausschließlich während des manuellen oder automatischen Vorheizens aufrufen. Während eines Drucks bleibt uns die Temperaturkurve verwehrt. Das Zahnradsymbol, vermutlich für weitere Einstellungen gedacht, ist ohne Funktion. So sind auch die vorgegebenen Materialien und deren Temperaturen nicht änderbar. |
 |
Das Extrude Menü. Die zu extrudierende Menge kann man manuell festlegen, oder man kann eine vordefinierte Strecke zum Laden oder Entladen des Filaments fahren lassen. Welcher Wert dahinter steckt, wird nirgendwo dokumentiert und lässt sich ebenfalls nicht über das Zahnrad ändern, denn auch hier ist dieser Menüpunkt ohne Funktion. |
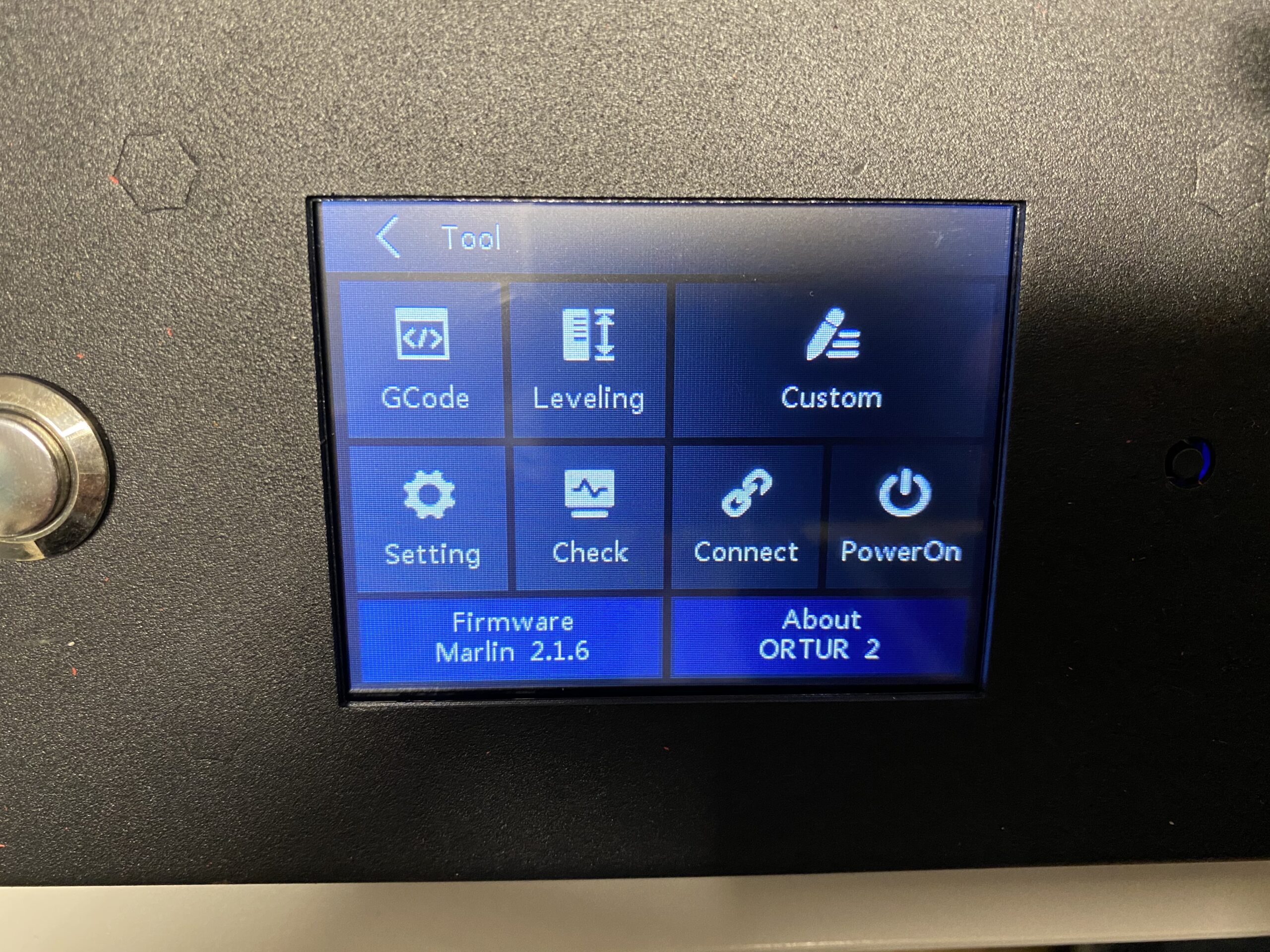 |
Im Tools Menü funktioniert bis auf die Punkte Leveling, Check und Power On nichts. Es ist nicht möglich GCode über das Display zu senden und was sich hinter Custom und den Settings versteckt, lässt sich nur vermuten. Ebenfalls sind über den Button About Ortur 2 eben jene Infos auch nicht abzurufen. Hier vielleicht sinnvoll, denn es ist ja auch kein Ortur 2, sondern ein Ortur Obsidian. |
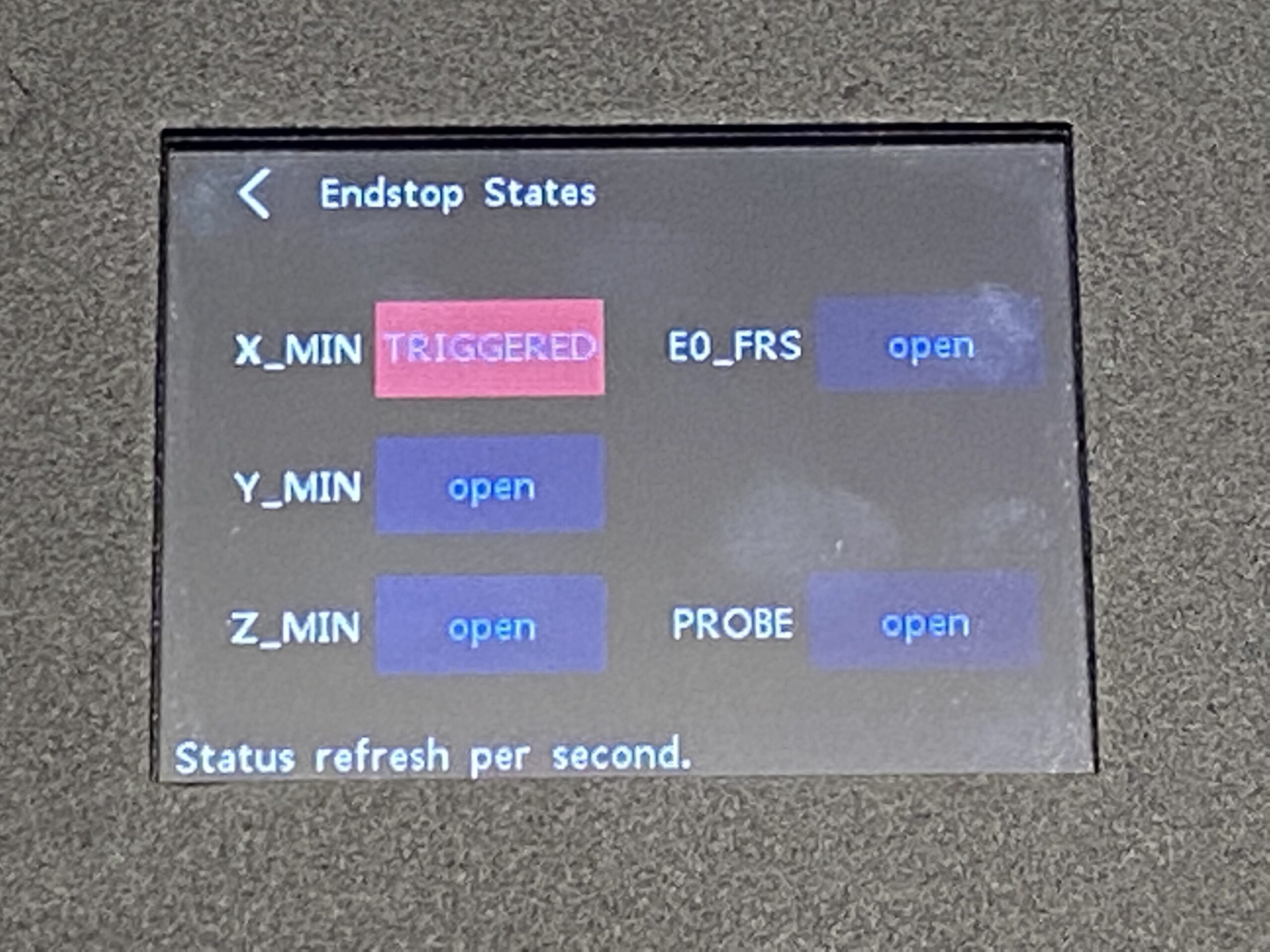 |
Der aus dem Tools Menü anwählbare Eintrag Check zeigt den Status der einzelnen Endstops, dem Filamentsensor und dem induktiven Levelsensor.
Viel Informationsgehalt gibt es hier allerdings nicht. |
|
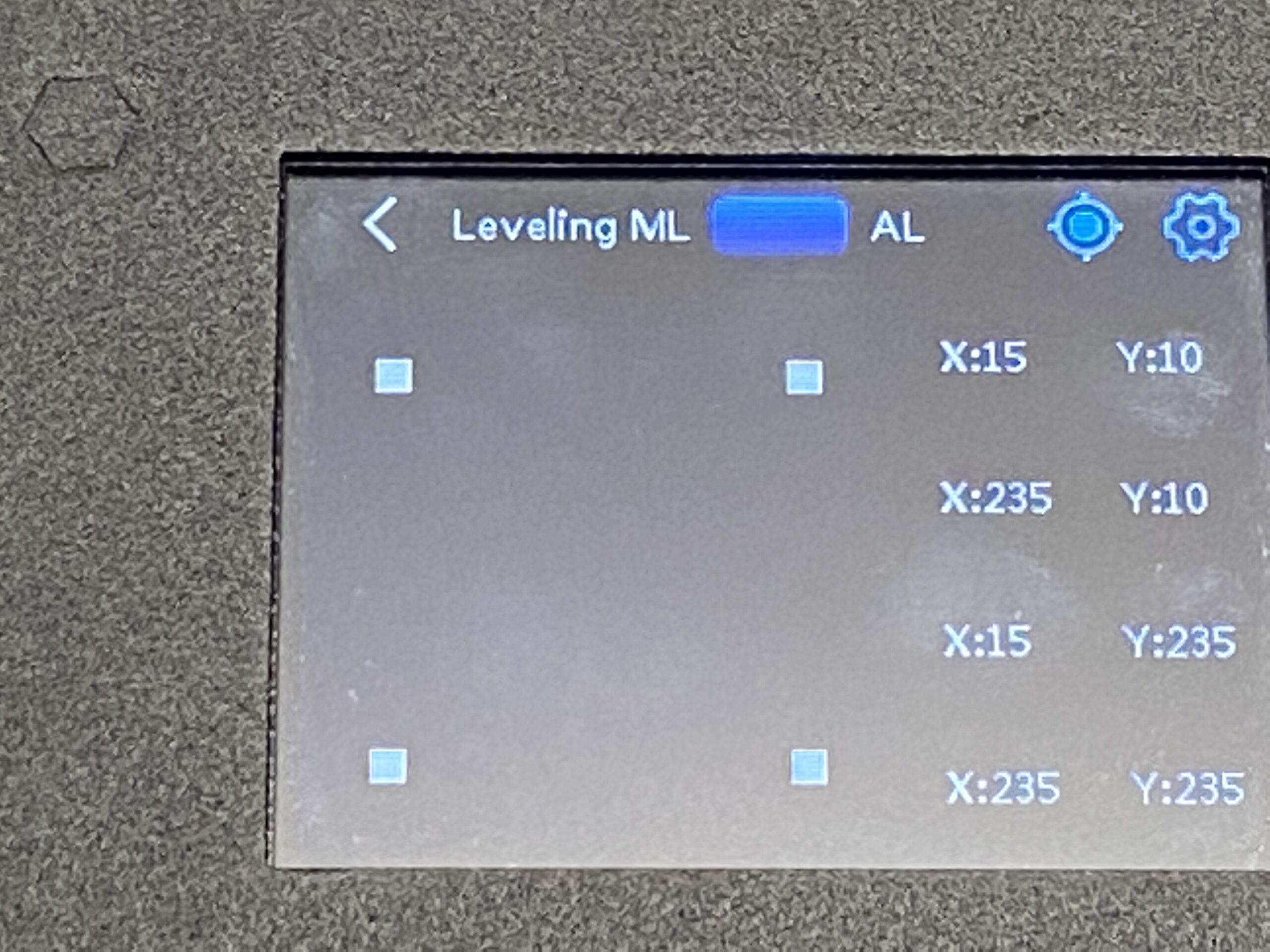
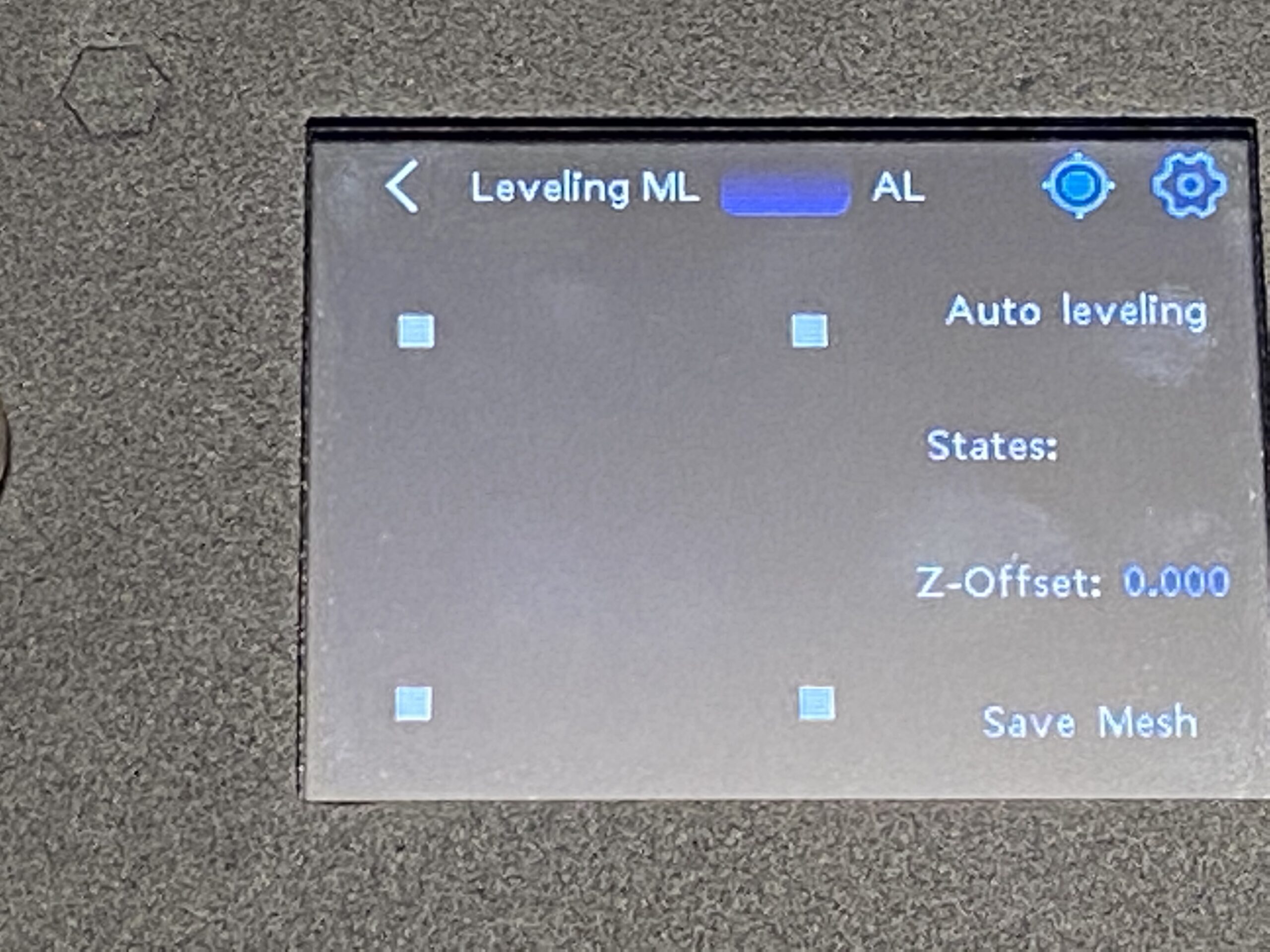
Das Leveling Menü besteht aus zwei Ansichten. Zunächst kann man hier die vier Ecken über die angegebenen Koordinaten anfahren um das Bett manuell zu leveln. Im weiteren bietet das Menü aber auch die Ansicht für das automatische Leveling (die Bettnivellierung), welche über den Button Auto Leveling ausgeführt werden kann. Ebenso kann hier ein Z-Offset eingestellt werden. Diesen gibt man aber über Zifferntasten ein und kann ihn nicht über das manuelle Senken der Düse bestimmen. (Bitte beachtet dazu aber die Einrichtungshinweise am Ende des Beitrags.)
|
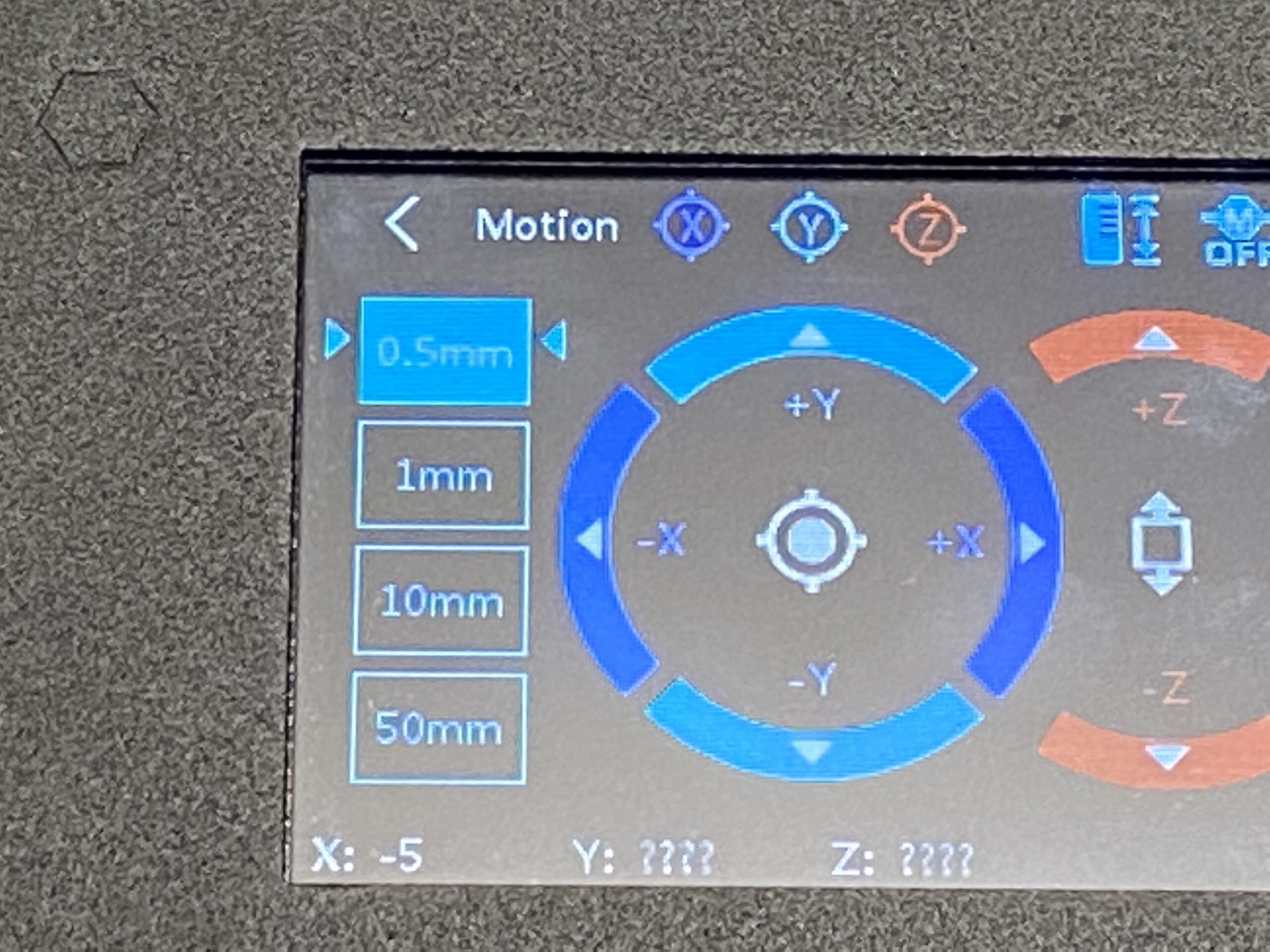 |
Das Motion Menü bietet die Möglichkeit X, Y oder Z separat zu homen. Dies geschieht durch tippen auf die entsprechende Achsbezeichnung im oberen Teil des Bildschirms. Ebenso kann über das Fadenkreuz in der Mitte des blauen Navigationskreises ein gesamtes Homing ausgelöst werden. Über die Pfeiltasten bewegt man die Achsen mit dem links eingestellten Wert in Millimeter. |
Die Druckergebnisse
Normalerweise müsste man hier einfach aus Prinzip von einem defekt gelieferten Drucker gar keine Druckergebnisse zeigen. Das gilt allerdings auch für den gesamten Test. Defektes Gerät, kein Test möglich. Ohne diesen kann man sich allerdings von der mangelhaften Qualität der Endkontrolle bei Ortur kein wirkliches Bild machen und es würde dem Drucker auch nicht gerecht, denn der Ortur Obsidian ist eigentlich ein gutes Gerät mit vielen Vorteilen.
Von daher habe ich das defekte Flexkabel notdürftig repariert um zumindest zu erfahren, ob der Drucker in einwandfreiem Zustand überhaupt in der Lage wäre ein befriedigendes Druckergebnis zu liefern. Zumal auch der Levelingprozess „frei Schnauze“ erfolgen musste, da es wie oben erwähnt keinerlei Dokumentation dazu gibt.
Ich habe mir ein Standardprofil in S3D erstellt und es auf die Bedingungen des DirectDrive Extruders angepasst und die Modelle gedruckt, die bereits der Longer LK4 Pro für mich drucken sollte. Mit angenehmen 46db im Betrieb kamen dann folgende Ergebnisse zustande.
 |
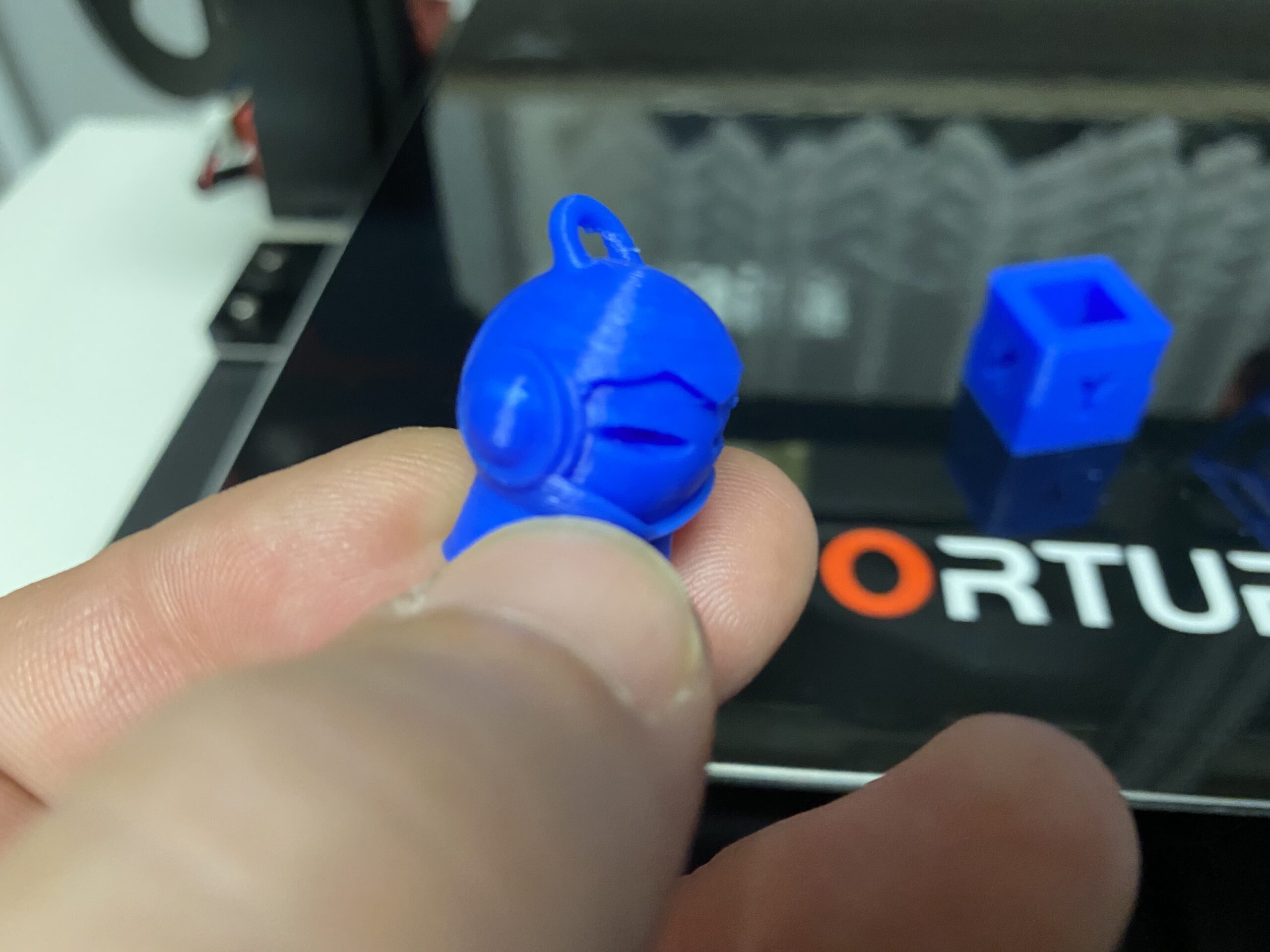 |
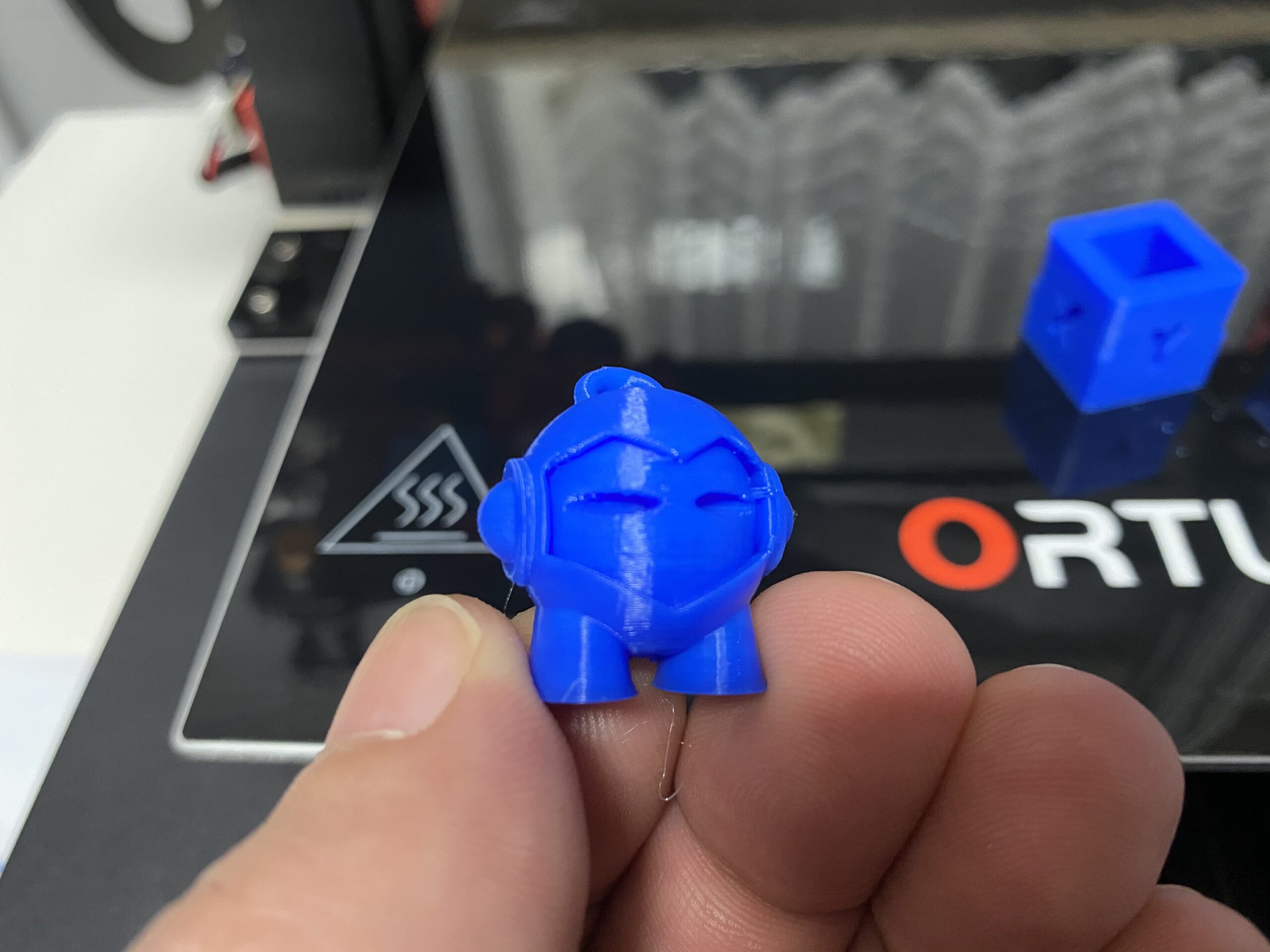
| Der kleine Marvin als Schlüsselanhänger. Schichthöhe 0.12mm mit 50mm/s gedruckt. Den habe ich zwar schon schlechter gesehen, aber nicht wirklich viel besser. Für einen ersten Druck ohne wirkliche Profilanpassungen ist das kein schlechtes Ergebnis. | |
 |
 |
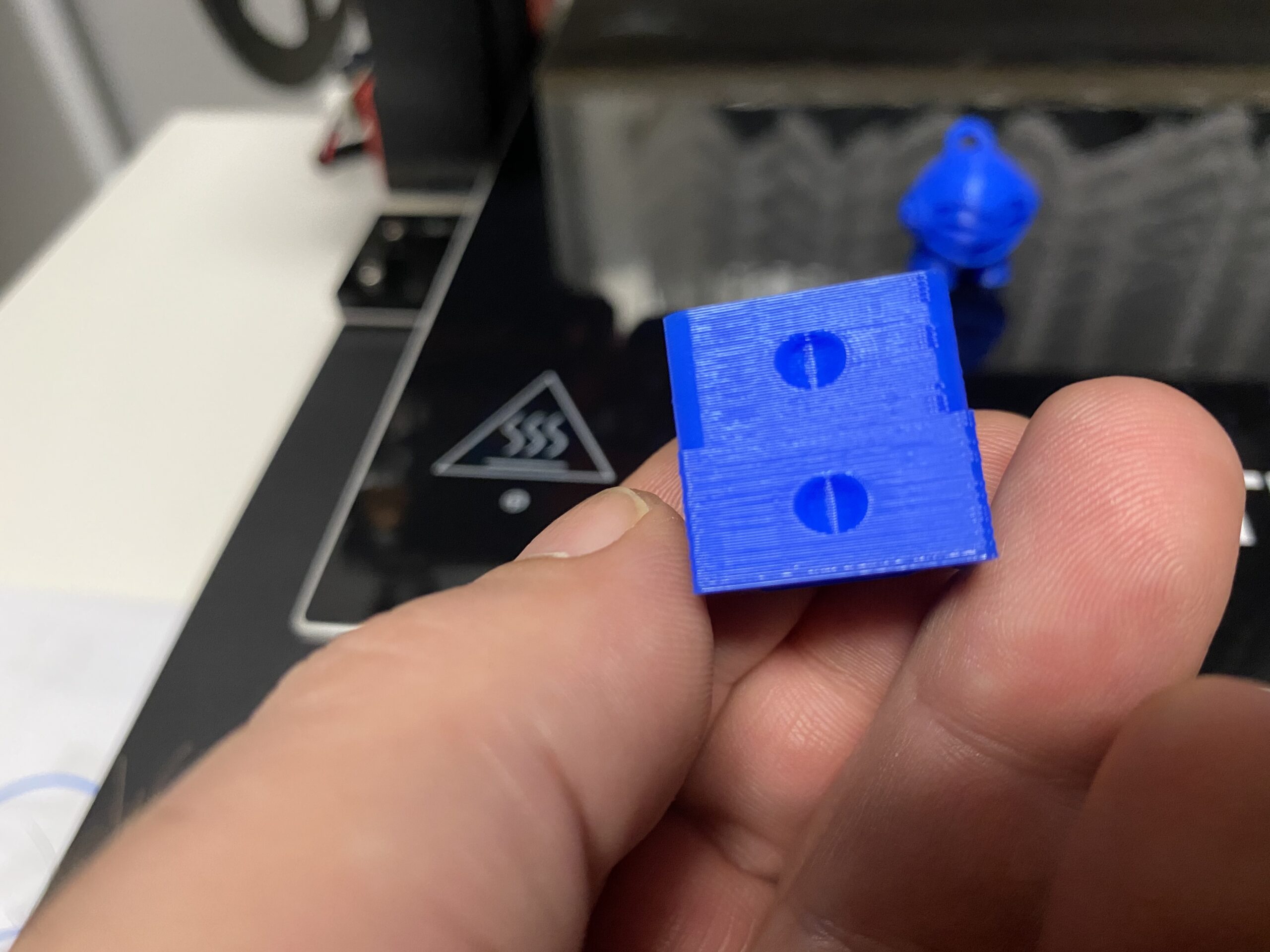
| Ebenso der Ripple Test. Schichthöhe 0.2mm bei 60mm/s. Kein herausragendes Ergebnis, aber absolut in Ordnung. | |
 |
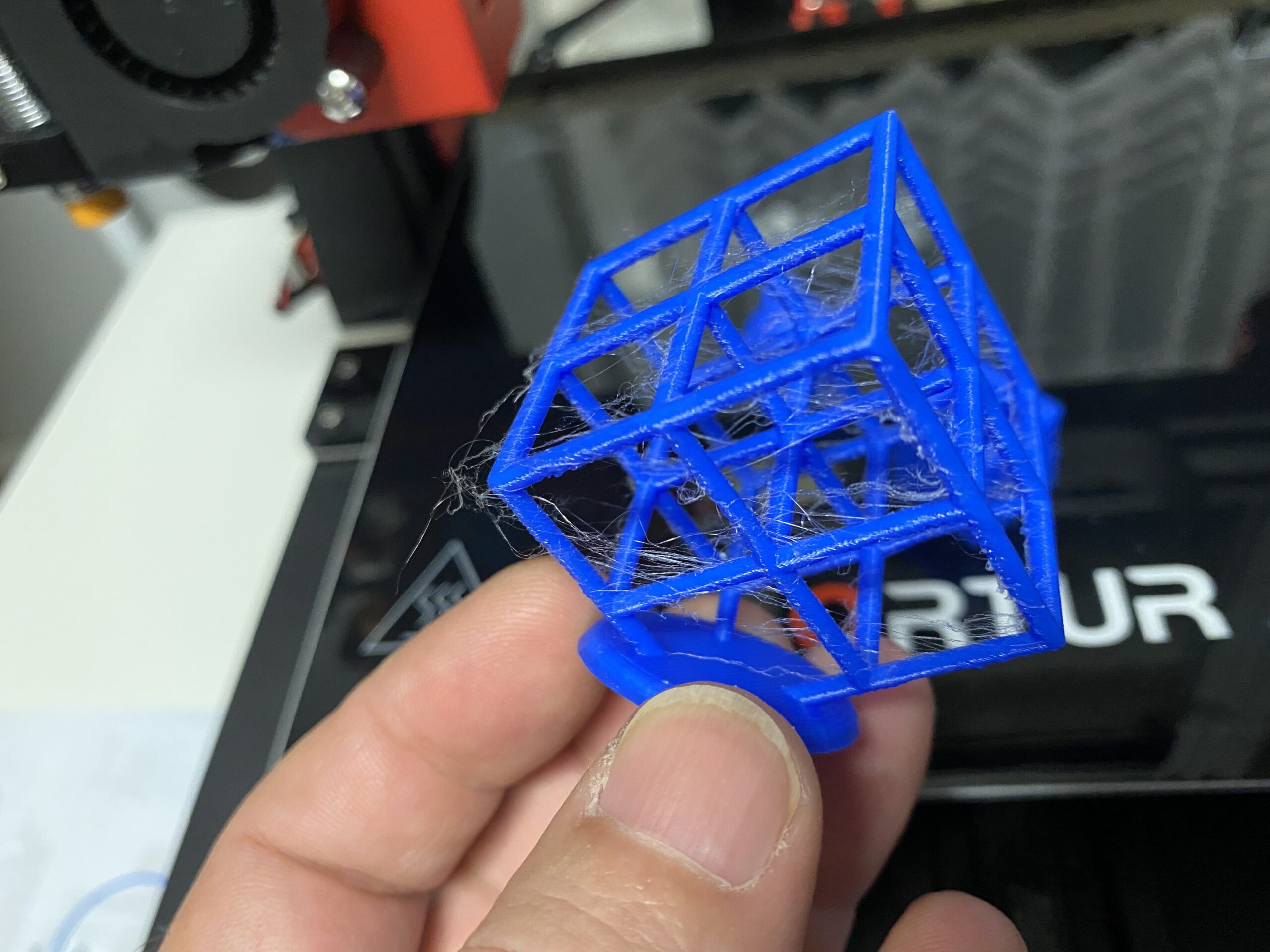 |
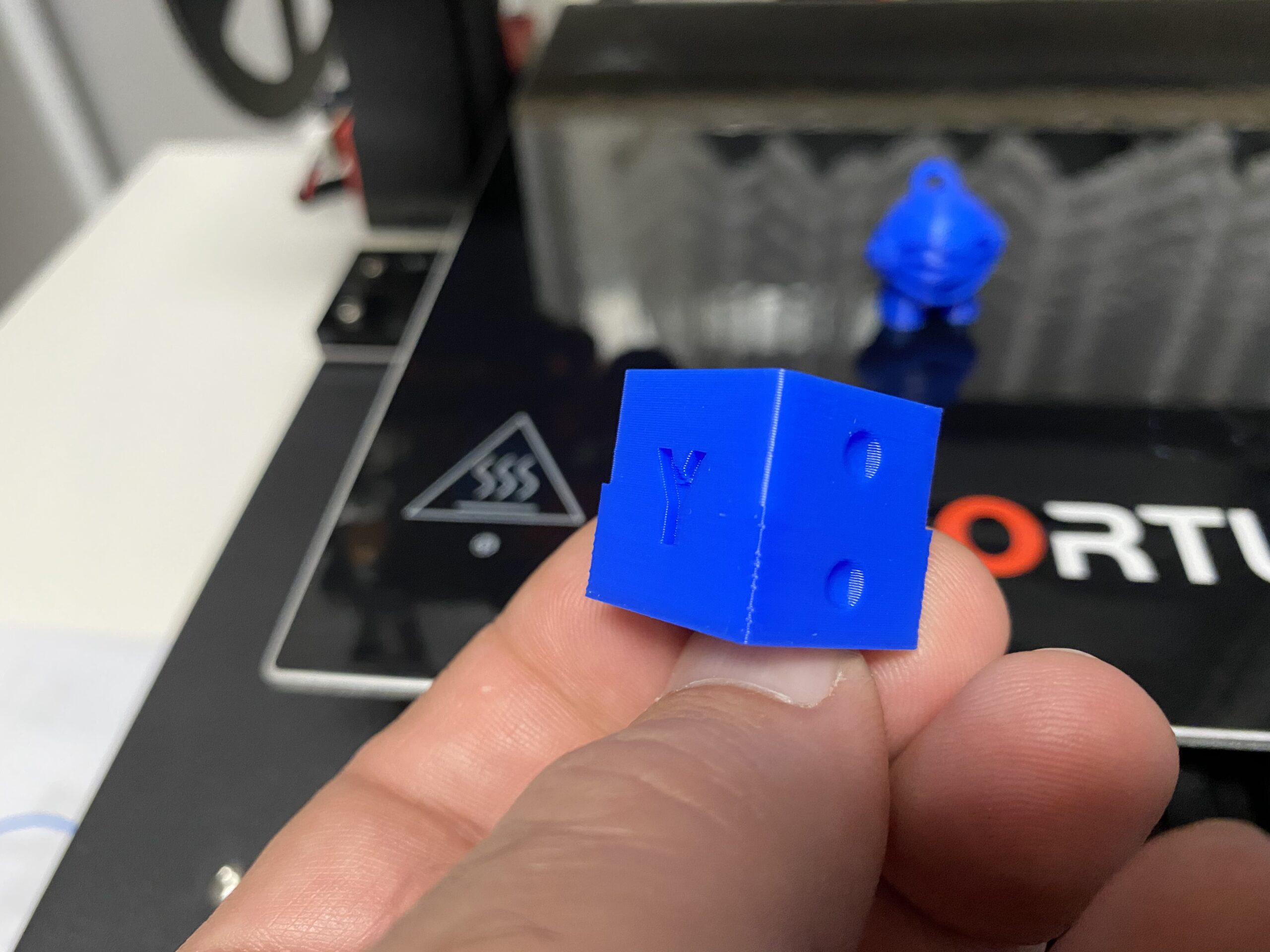
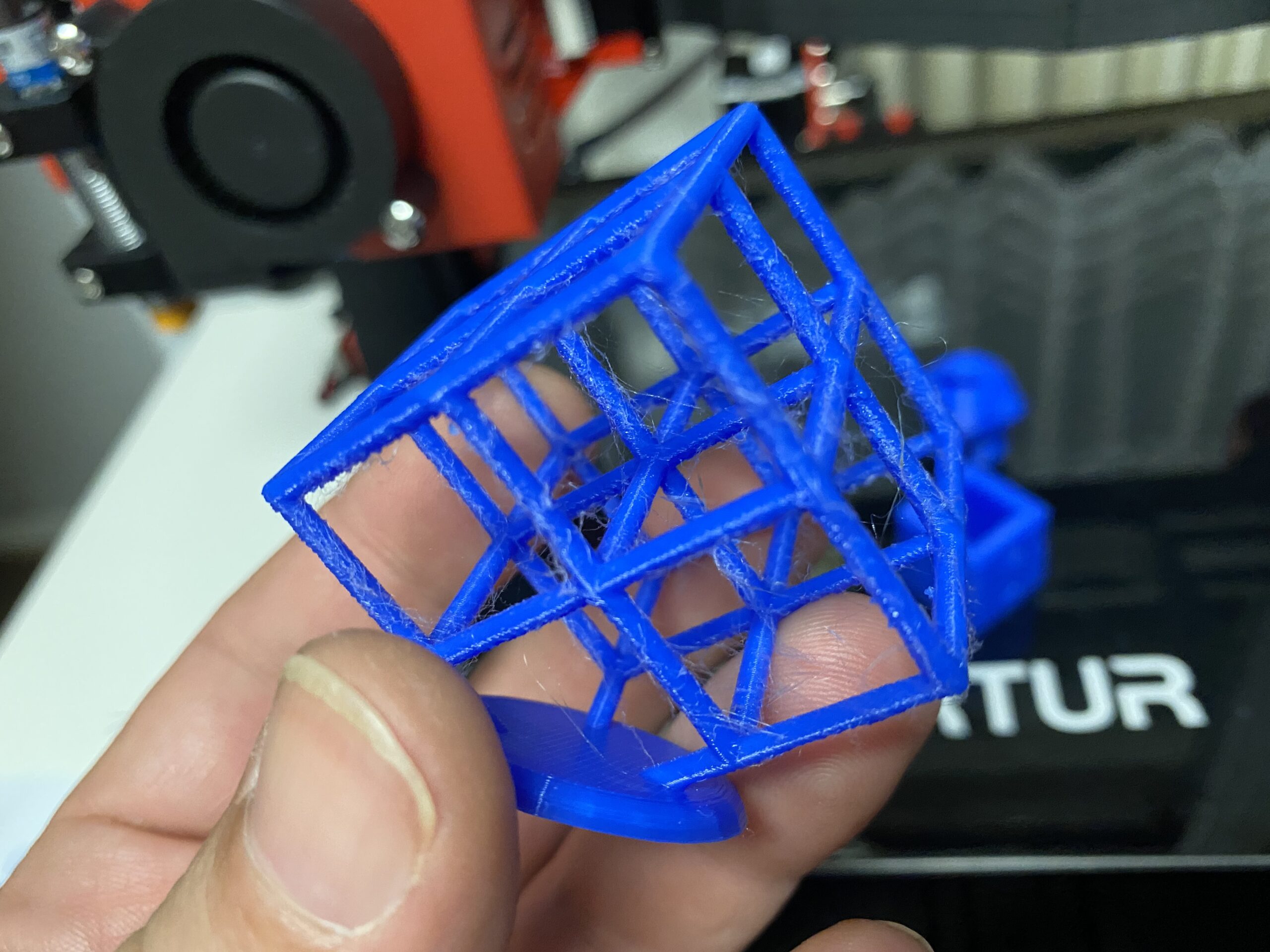
| Beim Lattice Cube sieht man aber deutlich, dass hier noch Optimierungen am Profil nötig sind. Der Rückzug stimmt noch nicht und eventuell muss an der Temperatur auch noch optimiert werden. Mir kommt das PLA auch etwas heller vor, als beim Druck mit dem Longer LK4 Pro, was für eine andere Temperatur spricht. Könnte also auch die oberen beiden Drucke noch etwas verbessern. Da ist also noch potential nach oben. | |
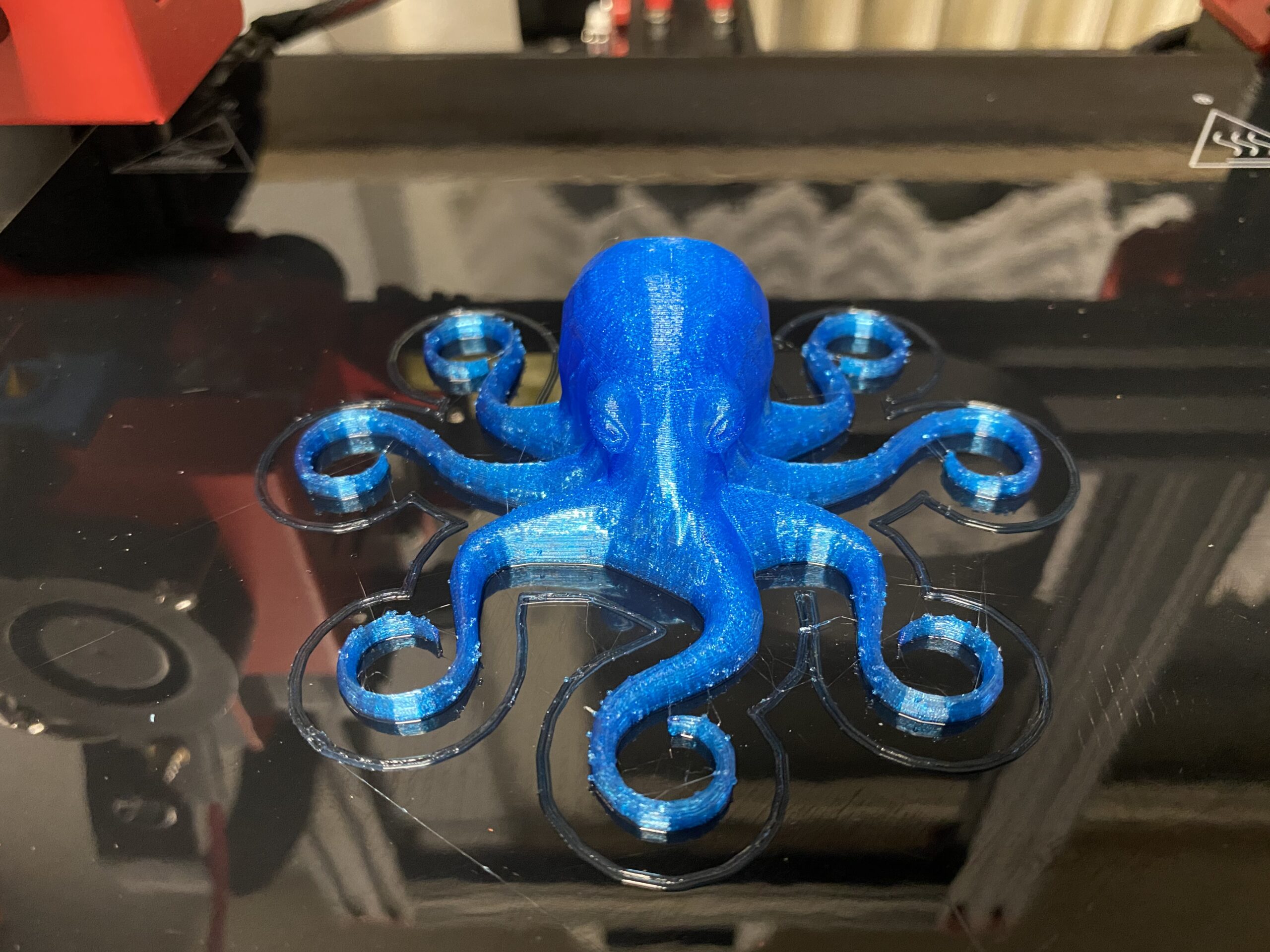
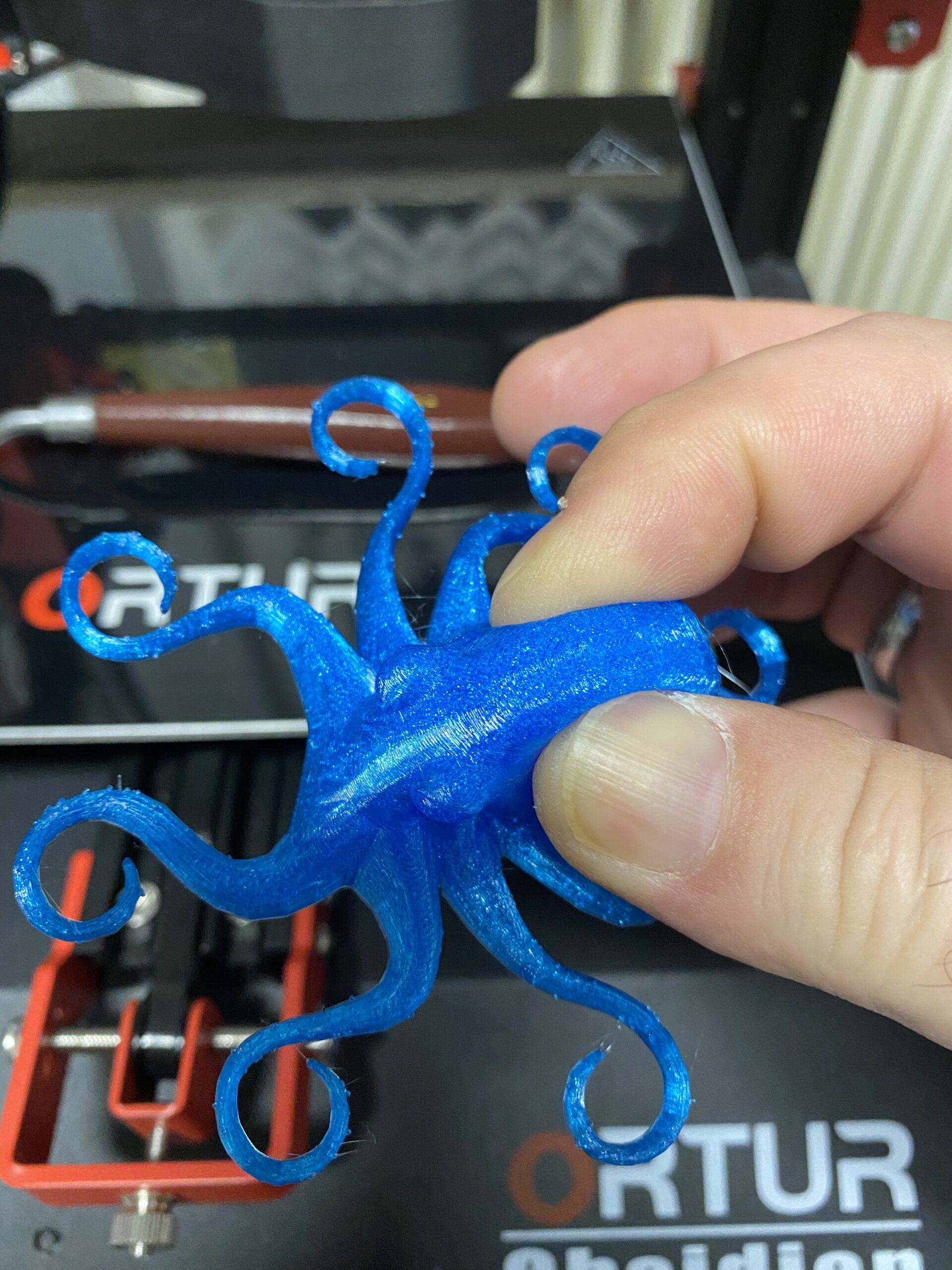
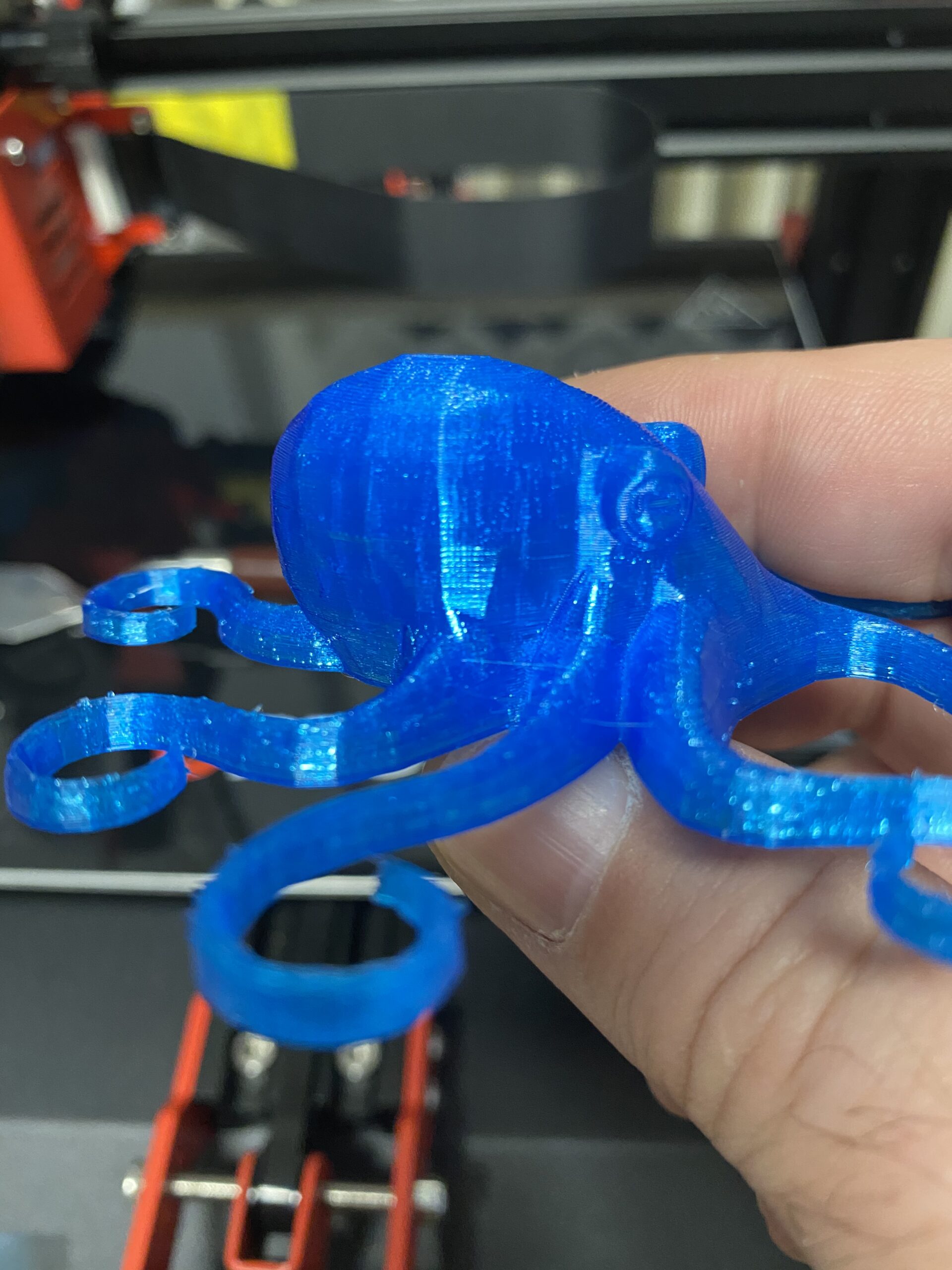
Ein DirectExtruder schreit ja förmlich nach TPU. Das habe ich ebenfalls dem Ortur Obsidian zur Verarbeitung gegeben. Ein flexibler Octopus aus Thingiverse mit Eryone TPU in blau bei 0.2mm Layerhight und 30mm/s Druckgeschwindigkeit und einem Rückzug von 1.4mm bei Mindestabstand für Rückzug von 1mm anstelle der im Slicer voreingestellten 3mm.
Das Ergebnis kann sich wirklich sehen lassen. Damit bin ich mehr als zufrieden. Kein Stringing, die Betthaftung war super und das Objekt ließ sich nach Erkalten des Heizbetts ganz einfach lösen.
 |
 |
 |
 |
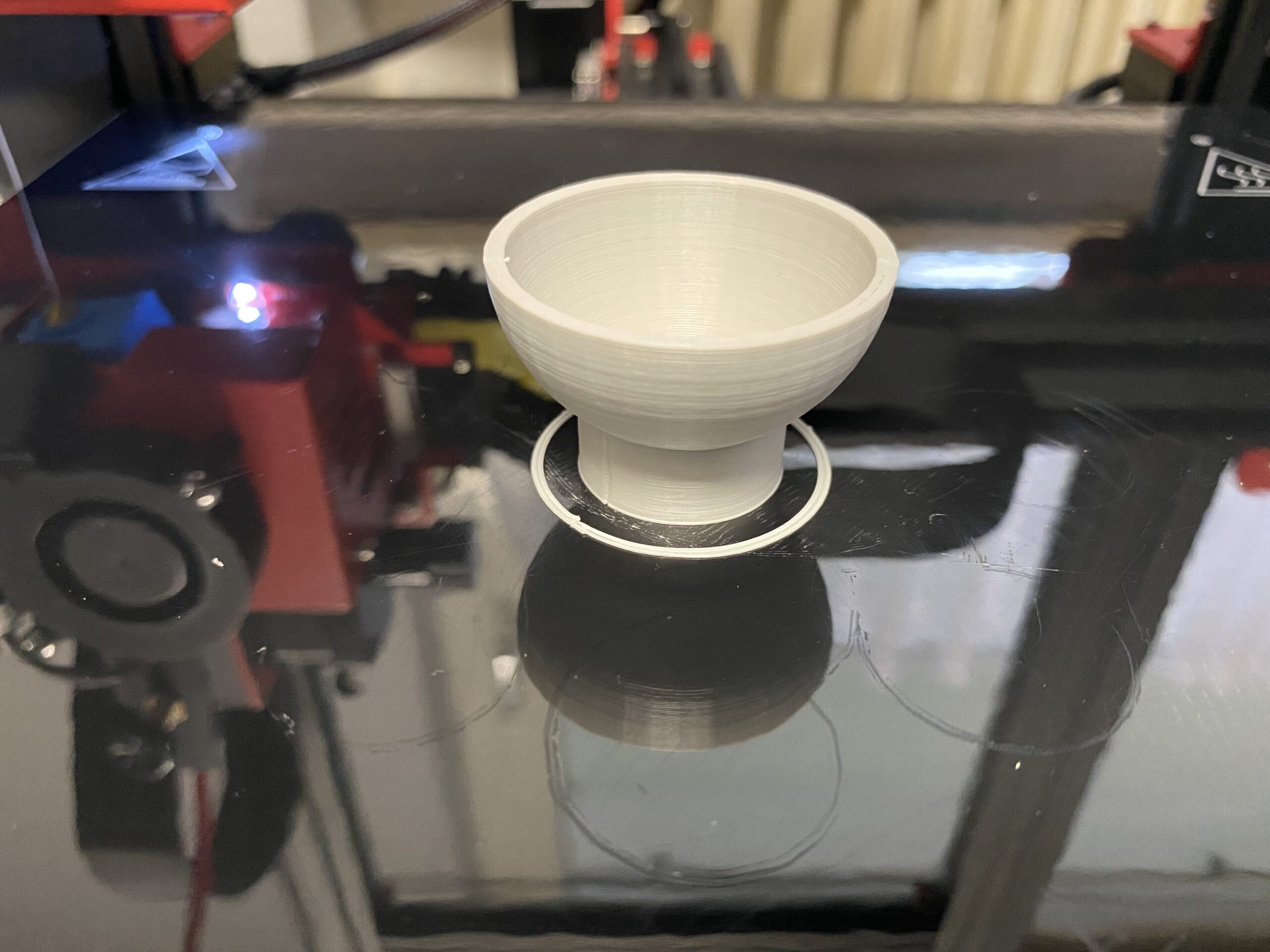
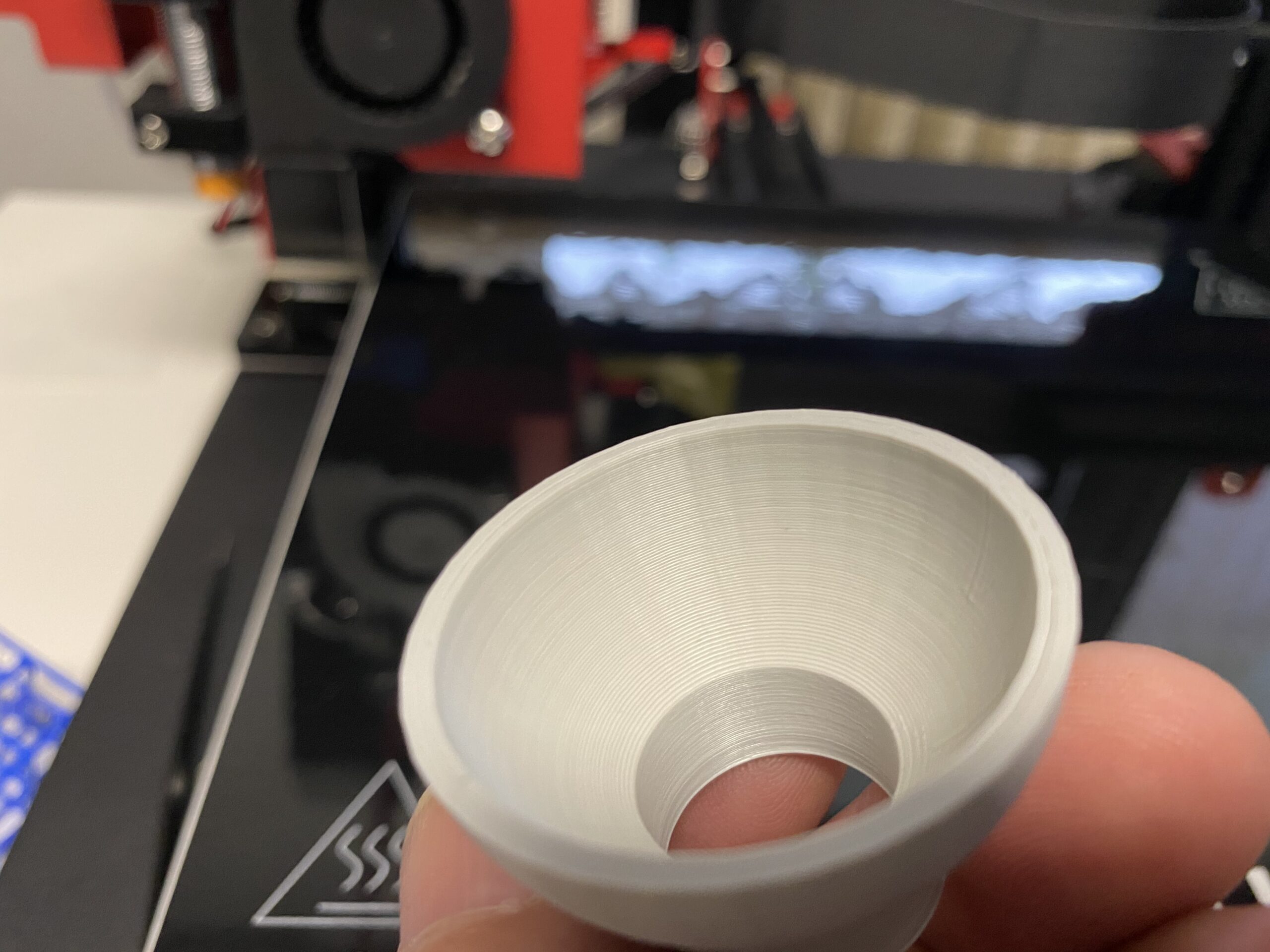
Mein letzter Druckversuch galt der angepriesenen Bett- und Düsentemperatur. Aber auch weil PLA und TPU so gut gehalten haben auf der Druckbettoberfläche, habe ich es mit ASA versucht. FormFutura ApolloX in grau. Hier habe ich ein Funktionsteil gedruckt, welches später als Shield für meinen Laser dienen soll. Sieht etwas wie ein Eierbecher aus. Mit 0.2mm Layerhight, 60mm/s bei 240°C an der Düse und 100°C am Bett. Ohne Kühlung und ohne Einhausung. Vielleicht ist es mit 40 x 40 zu klein für übermässiges Warping, aber der Druck war ansonsten auch völlig problemlos.
 |
 |
Fazit
Der Ortur Obsidian ist vom Grundsatz her überhaupt keine schlechte Idee und bei ordentlicher Umsetzung wäre es auch ein wirklich potenter Drucker. Was unser Testgerät allerdings nicht über das untere Mittelmaß hinauskommen lässt ist die qualitativ schlechte Umsetzung von dem, was er eigentlich leisten könnte. Ortur verspielt hier mit einer miserablen Endkontrolle ordentlich an Bonuspunkten. Mit diesen grundlegenden Mängeln, der fehlenden Bedienungsanleitung und der unvollständigen Menüführung ist es auch kein Drucker für einen Einsteiger. Und für jemanden, der seinen Fuhrpark erweitern möchte und wie ich mit den Querelen einigermaßen klar kommt und ihn auch zum Drucken überreden kann, ist er mit gebotener Qualität einfach zu teuer. Da gibt es durchaus bessere Geräte im gleichen Preissektor von aktuell etwa 260EUR im Blitzangebot (Normalpreis über 400EUR) direkt aus China. Bessert Ortur hier in erster Linie im Bereich seiner Endkontrolle nach, so dass die Geräte einwandfrei und bedienbar beim Kunden ankommen, ändert eventuell noch die Heizbettauflage und vor allem passen sie die Firmware noch an und dokumentieren auch die Ersteinrichtung, dann kann der Ortur Obsidian tatsächlich eine Empfehlung sein. So allerdings leider nicht.
Dennoch hat der Ortur Obsidian die Nennung seiner positiven Eigenschaften durchaus verdient. Die negativen Punkte beziehen sich in erster Linie auf die tatsächlich vorhandenen Mängel an dem Testgerät, auf die Bedienung im Allgemeinen, das teilweise nicht konsequent umgesetzte Anspruchsdenken und die unglaublich schlechte Qualitätskontrolle.
| Positiv | Negativ |
| – aufgeräumte Elektrik | – unzureichende Werksmontage |
| – gute Aufbauanleitung | – mangelhafte Endkontrolle |
| – stabiler Aufbau, kaum Druckteile | – keine Einrichtungsdokumentation |
| – Ausschaltautomatik | – FW unzureichend konfiguriert |
| – ausreichender Bauraum | – Hotend mit Dichtmasse bearbeitet |
| – LED Beleuchtung am Hotend | – PEI Folie direkt auf dem Heizbett |
| – DirectExtruder mit BMG Klon | – fummeliger Filamentsensor |
| – schnelle Aufheizphase | – Display partiell nicht bedienbar |
| – stabile und gleichmäßige Temperatur | |
| – relativ leiser Betrieb | |
| – Z-Riemen Synchronisation | |
| – TPU und ABS problemlos druckbar |
Nachtrag:
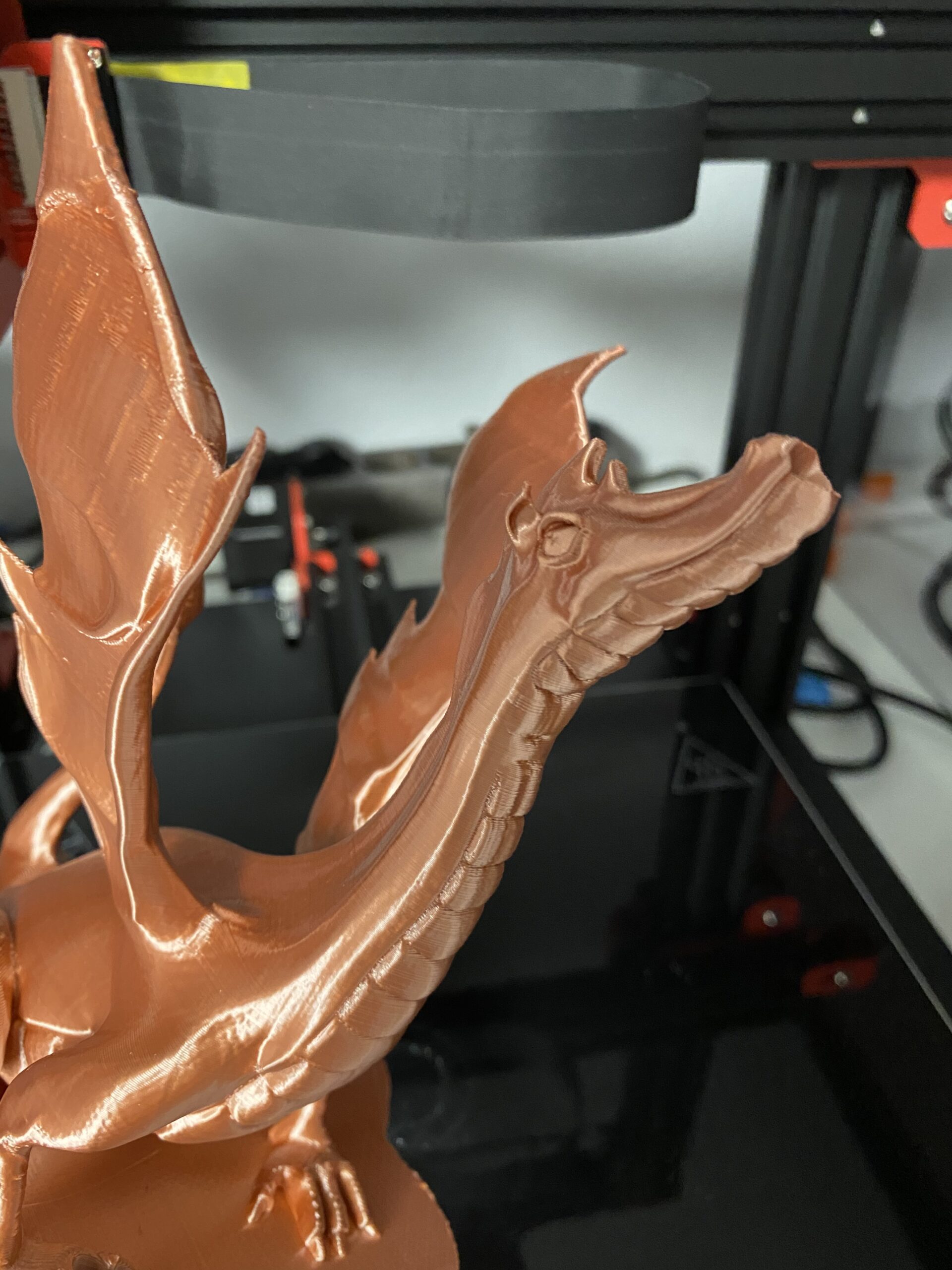
Ich habe heute auch noch einen Test-GCode von der mitgelieferten SD Karte auf dem Ortur Obsidian gedruckt und muss sagen, dass es wirklich sehr schade ist, dass diese Ergebnisse nicht direkt out-of-the-box möglich sind. Hierbei handelt es sich um ein 12EUR billiges Silk Filament eines chinesischen Herstellers, was ich auf Amazon gekauft habe. Mit einem vorgeslicten GCode, ohne die eigenen Einstellungen, aber mit einer fast zwei Tage andauernden Mängelbeseitigung und einem großen Rätselraten und riesigem Pfusch bei der Ersteinrichtung kommt dennoch so ein Ergebnis aus dem Gerät. Was wäre das für ein tolles Gerät für Druckanfänger. Schade Ortur…leider vergeigt!
 |
 |
 |
|
Walktrough zur Ersteinrichtung
| Ich möchte an dieser Stelle nochmal betonen, dass dieser Teil nicht mehr zum Testbericht des Ortur Obsidian gehört und ausschließlich eine Möglichkeit darstellt, den Drucker ohne Einrichtungsanleitung vom Hersteller zu leveln um ihn für den Druck vorzubereiten. Es wird sicher auch andere Möglichkeiten geben und u. U. hat der Hersteller für diesen Drucker einen völlig differenten Weg vorgesehen.
Ich übernehme daher keinerlei Verantwortung für eventuelle Schäden an Eurem Drucker durch diese von mir zur Verfügung gestellte Anleitung.
Kombination Endstop, Levelingsensor und Sensoroffset Der Ortur Obsidian verfügt sowohl über einen optischen Endstop, als auch über einen Levelingsensor. Dies bedeutet, dass der absolute Abstand zwischen Düse und Bett durch das Signal des Endstop gesetzt wird und nicht durch den Sensor. An dieser Stelle muss also durch die Position des optischen Endstops und dem maximalen Weg, den die Bettschrauben mit den unterlegten Federn es zulassen das Bett zu heben oder zu senken dieser absolute Abstand eingestellt werden. Das ist nichts anderes als das klassische manuelle Leveln. Der Sensor ist lediglich für das Nivellieren des Betts zuständig und benötigt einen Offset, da er in der Regel unterhalb der Düse das Bett registriert. Um also später beim Druck die Düse an den relevanten Punkten des errechneten Mesh zu senken oder zu heben, muss dieser Offset (Z-Offset) möglichst genau eingestellt sein, da der Sensor nach der Nivellierung keinen Einfluss mehr auf die Position der Düse ausübt. Hat man also ein manuelles Leveling ausgeführt und ist in Verbindung mit dem Z-Endstop der Abstand der Düse auf Z = 0 ermittelt, müsste eigentlich ein um 2mm unterhalb der Düse gemessenes Mesh nun mit dem Z-Offset um genau diese 2mm angehoben werden. Macht man das nicht, fährt die Düse bis zum Signal des Z-Endstop und beim Start des Drucks hebt sie sich um 2mm um dort mit dem Druck zu beginnen. Ich habe beim Ortur Obsidian allerdings keine Möglichkeit gefunden, den Z-Offset vernünftig zu ermitteln. Weiterhin ist mir völlig schleierhaft geblieben, wie die Firmware mit den ermittelten Werten des Mesh umgeht. Was tut die Firmware? Hat man das manuelle Leveling abgeschlossen und zunächst die Nivellierung des Betts ignoriert, dann fährt der Drucker beim Homing weiterhin Z = 0 an. Man könnte so eigentlich drucken, nur fährt die Düse bei Druckstart zu tief ins Bett. Am Z-Offset liegt es nicht, denn der ist immer noch 0. Also muss es irgendwo in der Firmware noch einen Versatz geben. Diesen habe ich leider nicht gefunden. Demnach muss man das automatische Leveling ebenfalls ausführen. Macht man das, fährt der Drucker 25 Punkte am Bett an, misst sie mit dem Sensor und anschließend hat er einen Wert für Z ermittelt, der beim Homing angefahren wird. Dieser Wert lag bei mir bei allen Messungen bei -0.875mm. Aber mit diesem Wert startete der Druck viel zu hoch über dem Bett. Die Schlussfolgerung wäre nun, den Z-Offset auf genau diesen Wert anzugleichen, damit die Düse bei Druckstart wieder Richtung Bett fährt und den absoluten Abstand erreicht, den man über den Z-Endstop und das manuelle Leveling erreicht hat. Ich konnte allerdings als Z-Offset jeden Wert eingeben, den ich wollte, die Düse hat sich keinen Millimeter gesenkt oder gehoben. Der optische Endstop sollte dies allerdings im Gegensatz zu einem mechanischen Endstop zulassen, dass sich die Achse ins Minus senken kann. Das ist aber hier dann definitiv der falsche Weg diesen Drucker einzurichten. Zumal man über das Menü auch gar keine Möglichkeit hat, den Z-Offset schrittweise zu ermitteln. Nicht einmal während eines Drucks. Man kann die Achse auch manuell nicht ins Minus fahren. Mir bleibt das weiterhin schleierhaft, wie man so einen Z-Offset ermitteln soll. Also musste ich mir anderweitig hier behelfen. Mein Weg zum Ziel Zunächst habe ich mit dem Leveling Menü über die vier Ecken das Bett manuell gelevelt. Z-Offset ist hier 0 und es ist kein Mesh im EEPROM. Der Drucker homed X und Y i. Ü. im negativen Bereich, was allerdings normal ist. Also hier nicht abschrecken lassen. Wichtig ist, dass er nach dem manuellen Leveln über die Bettschrauben weiterhin bei Z = 0 homed und der Z-Offset ebenfalls einen Wert von 0 hat. Anschließend bin ich außerhalb des Leveling-Menüs in die Bettmitte gefahren und habe die Düse dort auf Z = 0 gestellt und auch dort nochmal mit einem Papier kontrolliert. Ich musste nicht nachbessern, aber wenn bei Euch die Düse dort zu tief oder zu hoch ist, müsst Ihr hier noch einen Kompromiss zwischen Ecken und Mitte finden. An der Position habe ich nun den Sensor in seiner Halterung gelöst und so platziert, dass er gerade eben auslöst. Die rote LED am Sensor muss so gerade eben leuchten. Anschließend habe ich den Drucker ein Homing durchführen lassen und im Leveling-Menü das automatische Leveling durchgeführt. Der Sensor fährt die 25 Punkte an und erstellt sein Mesh und auch diesen ominösen Abstand für Z. Das Mesh an dieser Stelle speichern und erneut ein Homing durchführen. Im Idealfall homed der Drucker danach ganz nah an Z = 0. Bei mir waren es 0.013mm. Je genauer ihr den Sensor platziert umso weniger Differenz gibt es anschließend. Den Z-Offset habe ich anschließend komplett ignoriert. Der ist bei mir weiterhin auf dem Wert 0. Allerdings kann ich jetzt drucken. Die Düse fährt beim Druckstart exakt den Abstand an, den ich beim manuellen Leveling über die Bettschrauben eingestellt habe.
Sollte es hier neue Erkenntnisse geben, so dass ich tatsächlich eine Anleitung zum Einrichten des Druckers in die Hände bekomme, werde ich das natürlich hier ergänzen. Sollte jemand anderes den tatsächlichen Weg kennen und erklären können, was die Firmware hier beim Ortur Obsidian veranstaltet, bin ich dankbar für eine Aufklärung. |
Hallo,
schöner Bericht, ich habe aber eine Frage. Wenn ich die 4 Ecken Manuel Level. Also mit Papier und an die Rädern drehen komme ich nicht bis zur Düse. Die Räder sind schon fast ab und der Druckkopf ist immer noch ca. 5 cm über dem Bed. Ich habe alles nochmals Kontroliiert und kann eigentlich ein Baufehler ausschließen. Hatest du da auch Probleme und kennst es?
Grüße
max
Ich hatte das Problem auch. Habe die Platte abgenommen und die 4 Arme mit den Löchern vorsichtig nach oben gebogen dann ging das Leveln.
Schade.. wenn ich mir nur die Hardware und den Preis so anschaue find ich das gar nicht so verkehrt.
Aber bei so einem Murks ist’s ein no go.
Den „Flachbandkabel Hype“ versteh ich ohnehin nicht, ist für mich grad nur eine weitere potentielle Fehlerquelle.
Wart noch ein bisschen ab. Ortur hat sich gegenüber dem Test etwas einsichtig gezeigt. Ich ergänze, sobald ich mit allen Sachen durch bin, die Ortur uns hier an die Hand gegeben hat. Bisher sieht es ganz gut aus. 🙂
Moin,
der Einschuss im Kabel sieht wie ein Abdruck einer Tackerklammer aus. 😉
Würde die zum Vergleich des Pappkartons heranziehen.
Das kann durchaus eine Tackerklammer gewesen sein. Jedoch ist die Herkunft des Schadens ungeklärt. Der Karton ist nicht getackert und ebenso befand sich keine Klammer in der Folie, keine im Schaumstoff und ansonsten befand sich die X Achse wie auf dem Bild zu sehen, alleine und vollständig montiert in ihrem Fach. Die Achse ist im Karton auch so positioniert, dass dieses FFC Kabel zur Kartonmitte hin zeigt.
Für mich ist das ein Schaden, der beim Verpacken oder der Demontage nach Werkstest entstanden ist.
Danke für deinen Beitrag. Es war wirklich ein Leidensweg den vernünftig zu leveln…