Maßhaltigkeit und der Extrusions-Multiplikator / Fluss
Das wird jetzt erst mal ein Quickie, eventuell baue ich den Artikel mal noch weiter aus: Einfluss des Extrusions-Multiplikators (S3D) bzw. Fluss% (Cura) auf die Maßhaltigkeit in X & Y Richtung.
Vorneweg, ich bin der Meinung Steps der X & Y Achse gehören überhaupt nicht kalibriert, sondern errechnet!
Für unsere Riemengetrieben Drucker richten sich sie Steps per Milimeter nach (Motorschritte pro Umdrehung * Microschritte des Stepper Treibers) / (Zahnabstand Riemen * Anzahl Zähne der Riemenscheibe) – oder berechnen lassen: https://blog.prusaprinters.org/calculator/.
Nichtsdestotrotz ist es eine sehr beliebte Tuning-Maßnahme, Testwürfel mit 20x20x20mm zu Drucken und bei Abweichungen sofort zum Holzhammer Steps per mm der X&Y-Achse zu greifen. Das kann sehr voreilig sein, auch wenn das scheinbar die Standardantwort im Netz zu sein scheint.
Wenn denn schon unbedingt kalibriert werden soll, weil man es halt so machen will weils alle sagen, dass man das soll, dann doch bitte nicht ausschließlich anhand eines winzig kleinen Teststück wie der 20mm Würfel – das is Kappes! Aber ich greife vor.
Zuallererst muss festgestellt werden ob der Fehler immer gleich bleibt, oder proportional zur Länge des Druckstücks ansteigt.
Proportional oder Absolut?
- Ein „proportionaler Fehler“ wird mit längerer Kantenlänge des Teststücks immer größer. Bei einem 20mm Würfel z.b. 0,2mm Übermaß und bei einem 100mm dann plötzlich 1,0mm Übermass? Ja, das klingt nach einem proportionalen Fehler und nur dann ist eine Korrektur der Steps/mm Einstellung sinnvoll, ansonsten machen wir alles nur schlimmer. Klar kann ich mir mit den Steps/mm meinen 20mm Testwürfel auf 20mm Kantenlänge zwingen. Aber wie schaut es dann mit dem nächsten Druck aus, der eventuell eine Kantenlänge von 200mm aufweist? In der Regel stimmts dann da nimmer. Soll ich dann wieder die Steps/mm verändern, bis es passt, jeden Druck 2 mal machen, bis es stimmt? Kanns ja wohl nicht sein.
- Ein „Absoluter Fehler“ bleibt immer gleich, wenn ich bei einem 20mm Würfel ein Übermass von 0,2mm habe und bei 100mm ebenfalls einen Fehler von 0,2mm oder deutlich unter dem hier 5-fachen, dann besser Finger weg von den Steps/mm der X&Y Achse.
Was hilft bei einem Absoluten Fehler?
Neben mechanischen Problem mit den Achsen, lockere Riemen, Riemenscheiben etc. spielt vor allem die korrekte Menge an extrudiertem Filament eine sehr wichtige Rolle.
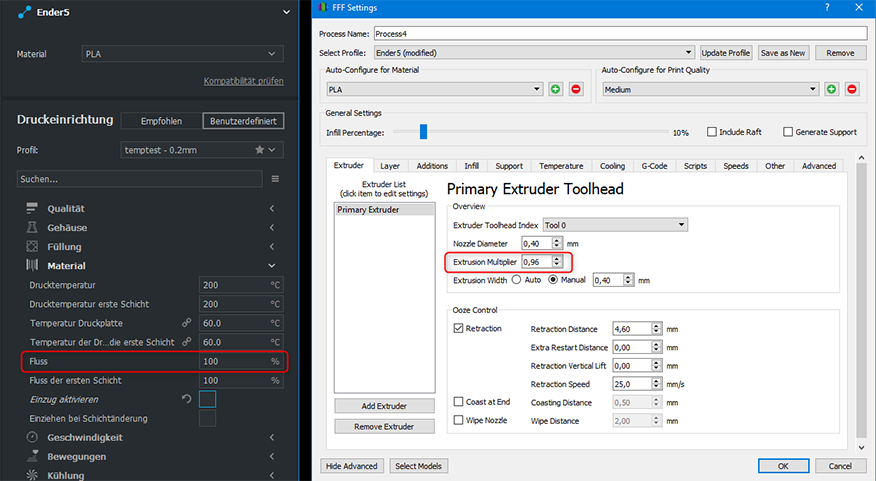
Nachfolgendes Beispiel zeigt den Einfluss der Einstellung Extrusions-Multiplikator (S3D) bzw. Fluss% (Cura) auf die Kantenlänge meiner Testwürfel:

Diese Würfel wurden mit exakt gleichem Code gedruckt. Geändert wurde jeweils nur der Extrusions-Multiplikator bzw. Fluss%. Von Links nach Rechts:
75% Fluss ergibt eine Kantenlänge von 19,9mm (und ist sehr brüchig)
100% Fluss ergibt eine Kantenlänge von 20,1mm (ja, der war nicht ganz korrekt kalibriert)
125% Fluss ergibt eine Kantenlänge von 20,4mm
150% Fluss ergibt eine Kantenlänge von 20,5mm
Wir sehen also:
alleine durch die extrudierte Menge an Filament kann ich locker bis 0,6mm an Abweichung produzieren. Absolut natürlich. Denkt da dran, bevor Ihr mit den Steps/mm der X&Y-Achse zu schaffen beginnt.
PS:
Wie so oft greifen hier mehrere Faktoren zusammen:
- um den Extrusionsmultiplikator / Fluss% korrekt zu kalibrieren, sollten zuerst die Extruder Steps kalibriert werden – die einzige Achse die kalibriert wird. Siehe Anleitung hier: Extruder steps/mm kalibrieren: immer die richtige Menge.
- Dann sollte man den Filament Durchmesser zuverlässig ermitteln, ideal dazu wäre entweder ein sehr guter Messschieber oder aber eine Bügelmessschraube, und diesen im Slicer eintragen. Abweichungen im Filamentdurchmesser schlagen sich direkt auf die extrudierte Menge durch.
Damit schaffen wir die Grundlagen zur Kalibrierung der extrudierten Menge. Ein Fass ohne Boden irgendwie.
Ihr glaubt mir nicht?
Ein Beispiel aus der Praxis:
Nehmen wir unseren Würfel von oben, der ein Übermaß von 0,4mm hat und korrigieren diesen Würfel über die Steps per mm. Wir benutzen einen dieser Würfel-Kalibrerungsrechner im Netz. Damit kommen wir bei ursprünglich 80 Steps/mm für den Ender3/5 und dem gemessenen 0,4mm Übermaß auf einen neuen Steps/mm Wert von 78.4314 Steps/mm. (Mehr wie 2 Nachkommastellen frisst die Firmware des Enders eh nicht, also setze ich: M92 X78.43)…
Ja, der 20mm passt, aber:
… jetzt schaut mal, was damit passiert, wenn ich damit ein 125mm Teil drucke:

122,70mm statt 125,00mm! Toll, oder? Das hats ja voll gebracht. Ich krieg ich Würfelhusten.
Wo liegt der Fehler bei diesem Ansatz?
Der durch Überextrusion bedingte Fehler von 0,4mm ist relativ zu 20mm Kantenlänge so groß, dass die Korrektur per Steps völlig über das Ziel hinaus schießen muss. Mit einem größeren Teststück wäre das nicht passiert, aber der Würfel wäre dann halt immer noch falsch.
Fazit:
Lasst das mit dem Kalibrieren der Achsen anhand eines 20mm Würfels sein, das bringt nix.
PS2:
Erwartet keine Wunder von Eurem Drucker.. Eine Abweichung vom Sollmaß um 0,1mm ist schon recht gut, 0,2mm ist normal, 0,3mm ist dann in der Tat optimierungsbedürftig.
Achtet auch darauf, wo ihr messt:
- die Bodenschichten sind sehr oft breiter als der Rest – Stichwort: Elefantenfuß, daher beim Messen die unteren Schichten aussparen.
- die Ecken werden oft wulstig, wenn ihr messt, messt nicht über die Ecken.
Hallo,
ich habe bei meinem Deltadrucker FLSun Q5 einen Proportionalen Fehler! kann ich den dann auch über die Steps/mm einstellen?
sonst passt eigentlich alles nur wen ich den 20×20 würfel mache habe ich ein maß von 20,5mm in X und Y. Z ist immer ok!
wenn ich einen 100×100 würfel mache ist er 101,2mm in X und Y.
oder ist das bei einen Delta anders?
Hallo,
Ich habe meinen Ender 3 ein wenig aufgerüstet (Auto-Bett-Leveln, Touchdisplay, neues (Silent)Board, ein Direct Drive Extruder und Z-Achsen Upgrade Kit). Als nächstes noch ein Filament-Out-Sensor, da das Board auch dafür eine Anschlussmöglichkeit bietet.
Nun zu meinem Problem.
Nach dem notwendigen Firmwareupdate ist das Druckbett in der Y-Achse um 10mm nach hinten verschoben. Das heißt, statt wie auf dem Display des Druckers 130mm von der vorderen Kante des Betts steht die Düse nur 120mm davon entfernt.
Ich finde aber weder im Drucker noch in Cura oder im Creality-Slicer eine Möglichkeit, diesen Versatz zu korrigieren.
Da es in diesem Blog um Maßhaltigkeit geht, dachte ich, jemand kann mir einen Tipp dazu geben. Denn ich möchte ungern in den Geräteeinstellungen herumpfuschen, ohne genau zu wissen, welchen Wert ich anpassen muß. Bis Dato brauchte ich das auch nicht, da ich nur einzelne,kleinere Teile gedruckt habe. Nun wollte ich etwas größeres (füllt das Druckbett fast völlig aus) drucken und da ist mir dieser Versatz aufgefallen.
Vielen Dank im Voraus
P.S. Der obenstehende Beitrag ist echt interressant. Wußte gar nicht, dass man die Maßhaltigkeit über die Menge des Filaments verändern kann. Bis heute hab ich immer mit 100% gedruckt und es hat immer gepaßt.
Bitte stell Deine Frage im Forum. Die Kommentare im Blog sind für die Beiträge.
Hallo zusammen bin neu hier und ich habe das große Problem das das mein Testwürfel zwar super im Maß ist außer meine y Achse die ist leider nach tausenden Test immer noch nicht im Maß . Die weicht ab und zwar viel zu viel. 20mm soll sie sein aber sie kommt immer wieder auf 24.96mm. Ich verzweifle daran langsam. Weil ich nicht mehr weis wo ich noch was ändern kann, b.z noch Einstellungen vor nehmen kann.
Hallo zusammen,
Die Steps der Motoren von X, Y, Z Achse kann man relativ gut kalibrieren, aber nicht über einen Testdruck.
Einfach den Abstand zu einem fixen Punkt messen, mit dem Drucker verfahren (umso mehr umso besser, muss halt messbar bleiben) und nochmal messen. Die Verfahrene Strecke (am Drucker muss dem entsprechen was ihr als Differenz beim Messen habt. Das gleiche kann man noch mit einer anderen Verfahrlänge machen um zu sehn ob der Fehler wirklich proportional bleibt und nicht dem Spiel im Antriebsstrang geschuldet ist.
Am besten misst man hier mit einem digitalen Messschieber (Auflösung 0,01).
Alles andere was an Maßfehlern bleibt ist ein ablsolut Fehler und sollte bei jeder Druckteilgröße (Materialschwund beachten) ungefähr gleich bleiben.
Diesen absoluten Fehler kann man auch gut per Software korrigieren ( Horizontale Erweiterung in Cura)
Gruß
Christoph
OW! (Ohne Worte!)
Top Ansatz.
gerade hier ist ein großes Potential, wie man Seine Drucke verbessern kann.
Leider wird das ein elendig großer Bereich wenn man noch den Fluss des ersten Layers nimmt, und dann als Königsdiziplin, die Layerweite mit verknüpft.
Man sollte generell davon abraten, die eSteps zu verstellen, wenn der Würfel in der Nähe (+/- 0.5mm) ist.
Elephantenfuß ist gerade mit Fluss vom ersten Layer, einfach zu bekämpfen.
LG Karsten
Ich bin grad am Testdrucke machen für den nächsten Teil.. und ich merke: die altüberlieferten Begründungen für den Elefantenfuss lassen sich nicht reproduzieren, auch da ist es wieder der Fluss / Fluss erstes Layer, was den meisten Einfluss auf den Elefantenfuss hat.
Was für ein Wortspiel, lustig.
Aber sehr schön erklärt, vielen Dank
Super Beitrag! Danke!
Daumen hoch! Ich hatte es mir auch schon vorgenommen, ergänzend zum Beitrag zur Stepps-Korrektur von Dir, da etwas zu schreiben. Im Forum kommen ständig Rufe mein Kalibrierwürfel ist 4 Zehntel zu groß. Wo geb ich jetzt was ein. Und dann müssen die Leute erst mal eingebremst werden um heraus zu finden, wie viel relativer und wie viel absoluter Fehler steckt da drin. Meißt bleibt vom relativen Fehler nichts nennenswertes übrig und mit der Schrittkorrektur läßt sich das nicht beheben.