
Mamorubot – nochne Wunderplatte
Für den Ender3 gibts glaub alles was man sich als Druckplatte nur denken kann. Neu dabei nun auch die Mamorubot Polypropylen Druckplatte.
Ich hab meine Mamorubot Platte von Comgrow (offizieller Creality Shop) über Amazon.de im Primeversand für 24,- Euro erhalten. Ansonsten sind Mamorubot Platten für die unterschiedlichsten Drucker bei coqaulores.de erhältlich.
Geliefert wurde Amazon üblich am nächsten Tag. Im Lufterpolsterumschlag steckte dann die 235x235mm, 3mm starke Platte, sogar mit abgerundeten Ecken. Die Platte ist relativ steif und deutlich leichter als die Ultrabase, was sich bei schnellen Drucken durchaus als hilfreich erweisen kann. Und sie ist blau!
Die Platte ist matt und leicht geriffelt. Gut gelevelt werden die Drucke darauf schön glatt, aber nicht spiegelglänzend – wie es bei Glas der Fall wäre. Meine Platte ist sehr gerade, das Leveln war ein Kinderspiel. Gehalten wird sie bei mir mit 19mm Bulldog – Aktenklammern.
Was soll man zu ner Druckplatte sagen? Nun, am ehesten noch, wie gut das Zeug drauf hält, also mal paar Testdrucke gemacht:
PLA:
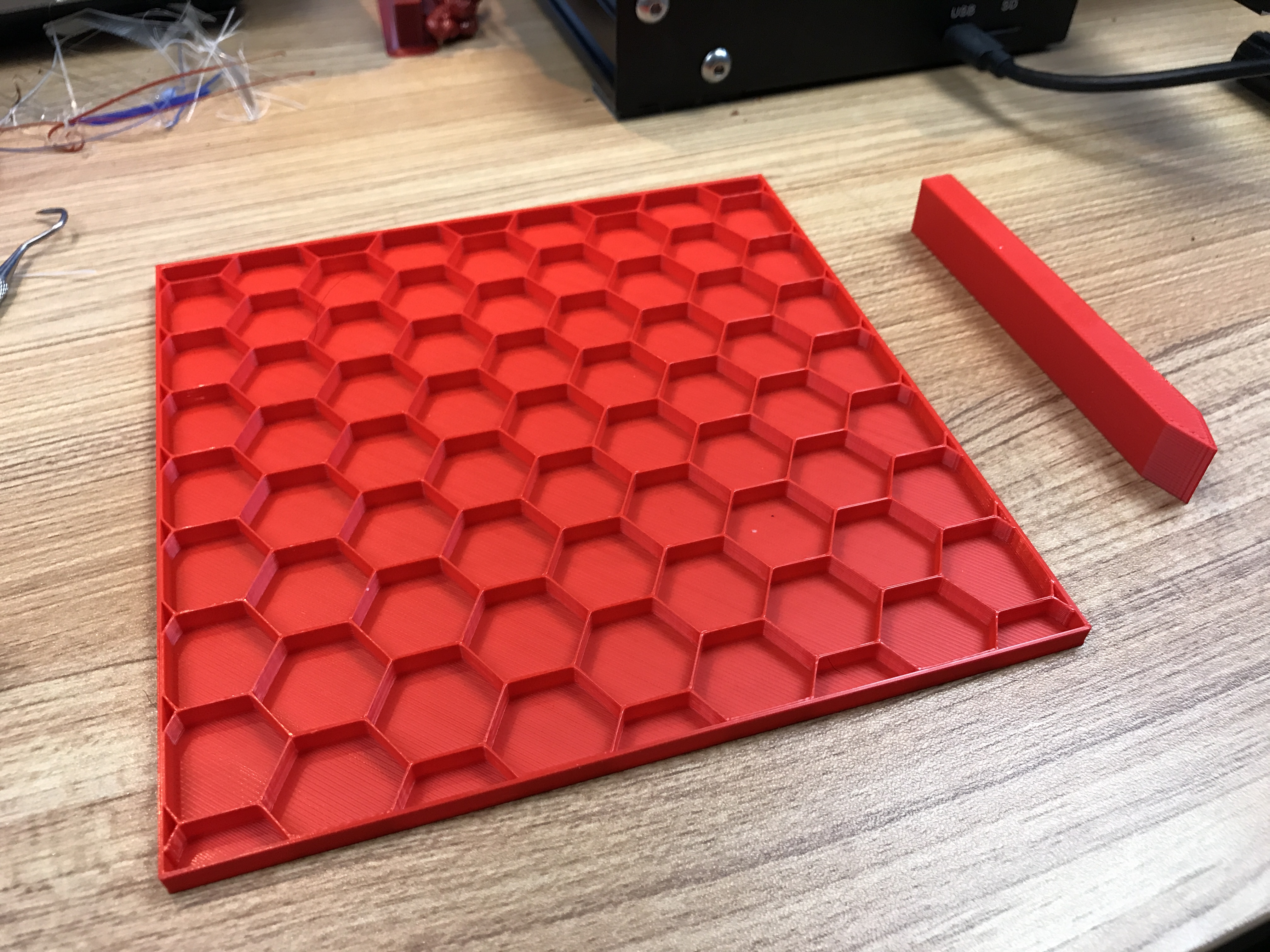
Der Warptestzeiger und die 150x150mm (2 Bodenschichten: 0,25mm+0,2mm, dann 5% Fast Honeycomb Infill, 2 Outlines) Platte bei 55°C Bett, 205°C Düse blieben absolut plan. Nach dem Abkühlen konnten die Teile leicht abgenommen werden, ohne Werkzeug. Aber machen wir uns nix vor: ein Druckplattentest für PLA ist etwas Banane.
PETG:

Der Druck der Platte ging zwar ordentlich in die Hose, aber die Haftung auf der Mamorubot Platte war in Ordnung, keinerlei Zeichen von Aufbiegen bis in die Ecken nicht. Bei 75°C Bett und 235°C Düse. Der Warptestzeiger ist völlig ohne Beanstandung. Beide Drucke ließen sich nach Erkalten gut von Hand ohne Werkzeug abnehmen. Ok, PETG ist jetzt auch ned soo anspruchsvoll.
ABS:

Der erste Test bei 240°C, 90°C Bett, 10 Linien Brim, der ging komplett in die Hose. Der 2. Test bei 110°C hat sich an den Spitzen minimal etwas „angelöst“, wurde aber vom Brim gehalten. Das Bauteil ist noch ausreichend plan. Das ist eigentlich schonmal ein ganz ordentliches Ergebnis. Nach dem Abkühlen lag das Bauteil lose auf dem Bett.

Die 150mm Platte mit 15 Brim Linien lag tadellos. Ist eventuell doch zu einfach, dann muss ich da mal wohl was stärker warpendes als nächstes Testen.
TPU
wollte ich testen, aber seit dem Umbau auf MicroSwiss AllMetal & Capricorn krieg ich auf dem Ender mein Shore A94 TPU nicht mehr aus der Düse. Diesen Test muss ich Euch also die Tage nochmal nachreichen, wenn ich den Ender5 fertig habe.
Mein Eindruck zum 11.01.2019
Sowohl PLA als auch PETG gehen problemlos mit der Platte. Allerdings ist das auch keine große Kunst. Aufgefallen ist mir, dass die Haftung der Druckstücke solange die Platte noch heiß ist, nicht ganz so übertrieben stark zu sein scheint – im Vergleich PETG auf Glas z.b. da kannst Du den Drucker mit hochheben, das geht nicht runter.
Schön fand ich den ABS Druck, komplett ohne Haftmittelchen und 10 Brim Linien sind jetzt auch nicht so viel, das gefällt mir also schonmal sehr gut.
Ich finds auch ganz angenehm, dass man Fingerabdrücke sofort auf der Platte sieht. Die Reinigung mit Isopropyl Alkohol und Zewa ist auch problemlos.
Interessant wäre jetzt mal zu sehen, wie sich die Platte mit weiteren Materialien schlägt. PP und Nylon käme mal noch in den Sinn. Oder ASA.. Ich werde hier Ergänzen, wenn ich dazu gekommen bin (ich hab davon grad nix hier in 1.75mm), aber jetzt fürs Erste muss es mit diesen 3 Filamenten reichen. Mehr kommt später dann dazu.
Mamorubot? Kann man kaufen. Bislang finde ich sie jetzt aber auch nicht besser oder schlechter als die anderen Platten da draussen, immerhin ist der Preis nicht so übertrieben teuer, wie die Geheim-Wunderplatte, die mit den 3 Materialien auch nicht besser abschneidet. Aber die schnöde FR4 Platte für ein Drittel des Preises tats für PLA & PETG halt auch schon, ABS muss ich mal noch testen auf der FR4.
Nochmal ABS:
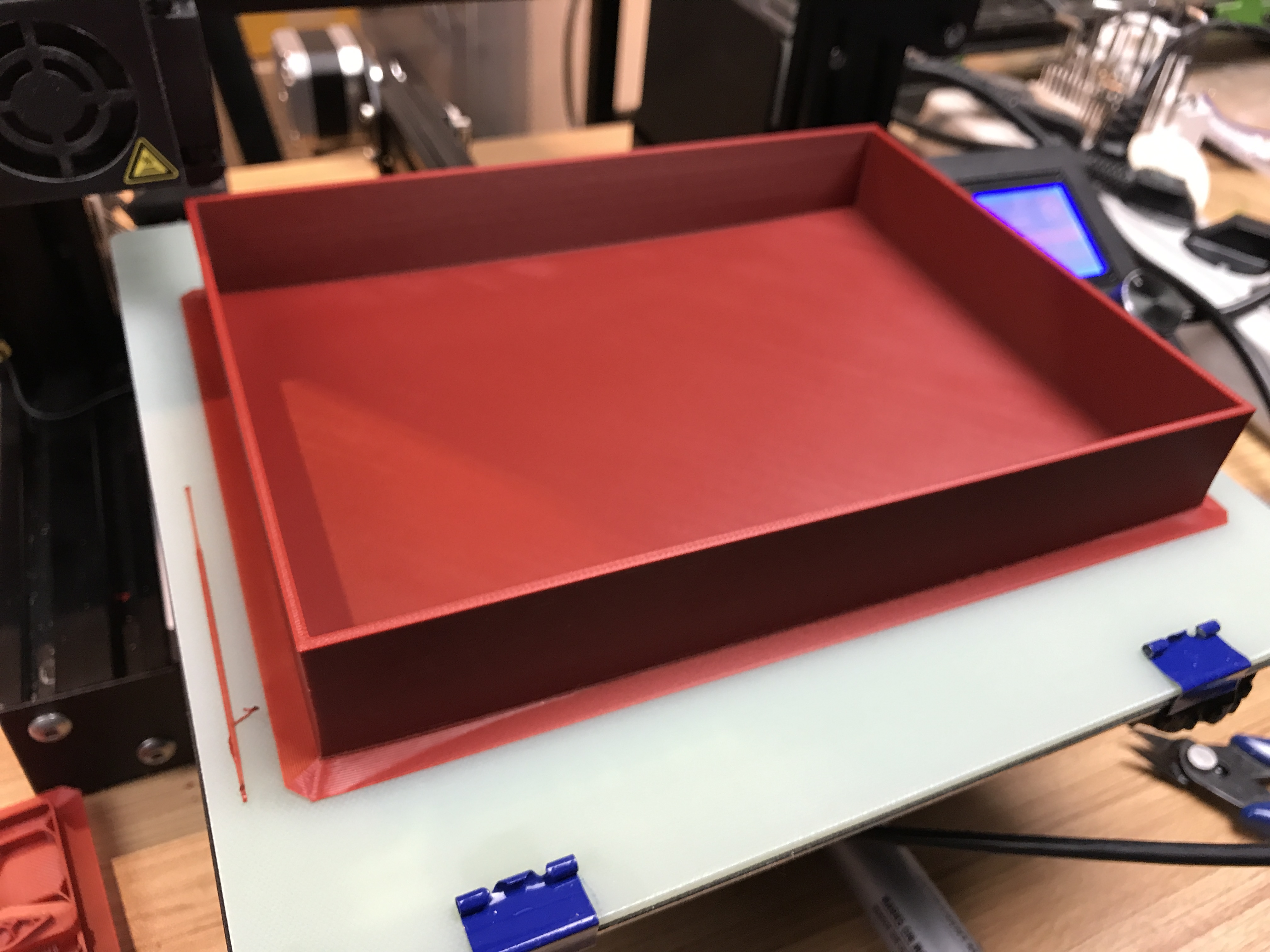
Ich hab den Schwierigkeitsgrad mal erhöht: 200x150mm, alle Wände/Boden 2mm, 10% Infill insgesamt 30mm hoch. Bis auf die vordere linke Ecke hat das eigentlich gut gehalten. Die Spitzen sind aber alle etwas angehoben, aber das ist besser als erwartet. Ich hab das auch schon schlechter mit PLA gesehen. Bin ich also doch zufrieden mit dem Ergebnis des Drucks. Der Druck lag nach dem Abkühlen lose auf der Platte.
Nylon PA12:
Bei 250°C / 110°C mit 15 Linien Brim überraschend gutes Resultat. Wir sehen an beiden Enden, wie die enormen Warping-Kräfte die Spitzen nach oben gezogen haben, das Brim hat jedoch gehalten. Das mag jetzt nicht toll aussehen, ist aber in meinen Augen sehr erfreulich. Allein dieses Ergebnis mit PA12 macht die Platte interessant, denn Nylon ist ne echte Herausvorderung.
Ich denke mal, Fortsetzung kommt dann irgendwann mal.
Moin zusammen,
Da meine rote Originalfolie auf dem Tornado Blasen schlägt brauchts was Neues.
In Deutschland hab ich allerdings keinen 310x370mm Zuschnitt gesehen, gibts international extra mit passenden Bohrungen für Tevo Tornado.
Habt ihr noch ne Quelle für mich? Ansonsten wohl Aliexpress…
https://m.de.aliexpress.com/item/32946970628.html?pid=808_0003_0101&spm=a2g0n.search-amp.list.32946970628&aff_trace_key=b56859f8adf64a04ae0c5c18582e3ab0-1549725330112-03918-yjq3vrZ&aff_platform=msite&m_page_id=636amp-XAtaHQswXoRHcxytU67opw1564924961805
Ich hab eine 300×300 war es glaub zwischen die 4 Schrauben geklebt, das hat glaub grad so gepasst, miss mal nochmal nach.
Danke Stefan,
Hab mich rein gewühlt und bin bei Aliexpress fündig geworden
https://m.de.aliexpress.com/item/32946970628.html?pid=808_0003_0101&spm=a2g0n.search-amp.list.32946970628&aff_trace_key=b56859f8adf64a04ae0c5c18582e3ab0-1549725330112-03918-yjq3vrZ&aff_platform=msite&m_page_id=462amp-XAtaHQswXoRHcxytU67opw1564920630634
Gibt tatsächlich eine die perfekt auf den Tornado zugeschnitten ist in 370×310 plus Bohrungen.
geiles Teil dieser Warptestzeiger. Google bring nur ein einziges Suchergebnis. In Worten: 1. Das ist mal ein eindeutiges Ergebnis.
Was ist der Hintergrund der Konstruktion? Wieso sieht der Zeiger so aus?
Meine Phänomene sehen teilweise „so“ aus:
1) großflächiges Bauteil (150×220 mm) – bleibt auf gesamter Platte haften – zieht aber an einer Längskante sogar die Auflage auf dem Ender 3 nach oben. Es entsteht auf einer Seite zwischen der Aluplatte und der Mitte der Buildplatte ein Spalt von 2-3 mm, der dann bis zu beiden Klammern wieder 0 wird. [Bei diesem Teil konnte ich beobachten, dass kein Versatz stattfindet. Der Druckkopf springt nicht. Das Bauteil wird aber an der betreffenden Stelle erkennbar in die Feder gedrückt.]
2) Haftung auf der Platte ist gut und vollflächig. Während das Bauteil nach oben wächst, „biegt“ sich eine Stelle nach oben und behindert die Druckdüse, wenn sie die nächste Lage drucken soll. Folge ist:
– der Stepper verliert Schritte und die folgenden Lagen sind um einige mm versetzt. – Mir scheint, dass es häufig nicht ein großes Ereignis ist, bei dem der Versatz in einer einzigen Lage passiert, sondern ein Effekt der sich auf mehrere Layer verteilt und der Versatz sich Lage um Lage vergrößert. Man hört das Springen des Druckkopfs für ca 30 min. Teilweise wird 3-5 mm oberhalb des ersten Auftretens wieder normal weitergedruckt, das Geräusch hört auf und der Rest des Bauteils ist dann wieder „ok“.
Erfahrungen beziehen sich derzeit ausschließlich auf PLA, mit Ender 3, mit 60 Grad Buildplatte und 190-220 Grad am Hotend.
Momentan habe ich kein klares Bild zur Ursache. Ich hatte einmal eine Erklärung gefunden, die es nicht direkt ausgedrückt aber umschrieben hat, dass es um die Differenz zwischen Heizbett und Hotend geht und dass man die Differenz möglichst klein halten soll.
Das klang nachvollziehbar. Deswegen hatte ich die Temperatur des Hotends auf bis zu 190 gesenkt. Da ich aber durchgängig Probleme mit Unterextrusion und dann auch nicht haftenden Layern hatte, habe ich die Temperatur zwischendurch auch mal bis auf 230 Grad erhöht.
Mittlerweile drucke ich mit 200-220 Grad. Den 1. Layer i.d.R. mit 10 Grad höherer Temperatur und auch die Buildplatte stelle ich für den 1. Layer auf 65.
Elefantenfüße habe ich nicht. Bauteile bleiben haften, wenn sie nicht zu klein sind. Aber auch bei Boxen (Flächen mit 40×60 mm) hebt sich die Buildlpatte mit dem Bauteil leicht nach oben.
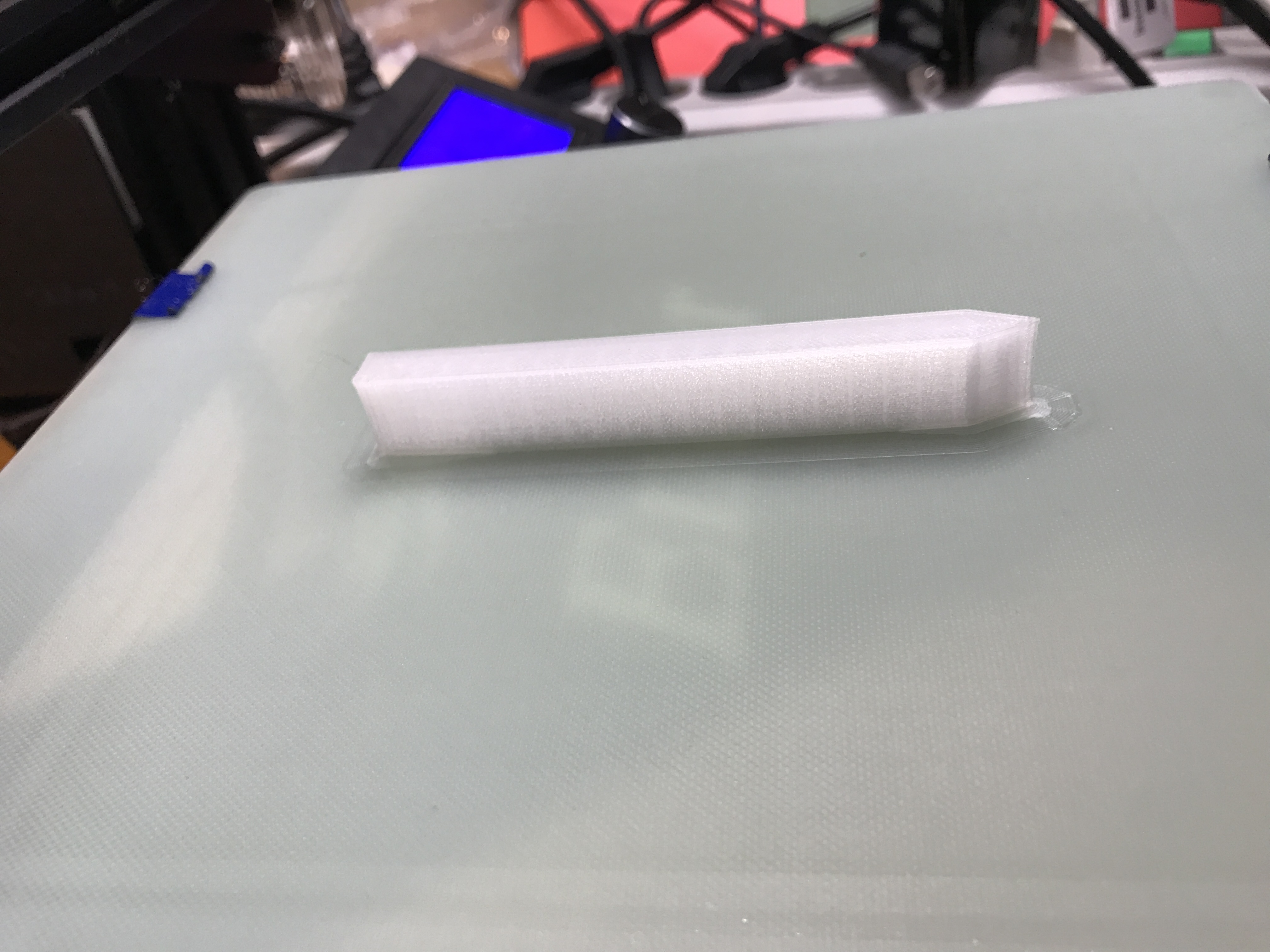
Hab mir mal Deinen Warptestzeiger(TM) nachgebaut, @Stephan.
Ganz offensichtlich ist das Ergebnis nicht. erst beim Messen kann ich an der zulaufenden Spitze einen langsam zunehmenden, fehlenden mm messen. Auf der Länge mit voller Breite habe ich nur einen 1/10 mm Abweichung bei 20 mm Höhe. Gedruckt ohne Brim.
Die Idee des Warptestzeigers kam mir nach folgender Überlegung:
Ich wollte ein in einer Richtung möglichst langes Teil haben, 100-150mm oder besser noch mehr, weil je länger umso stärker warpt es. Am liebsten hätte ich es quadratisch gehabt, aber 150x150mm mit mehreren Bodenschichten druckt dann halt wieder Stunden.
Dazu kommt, das in gängigen Artikeln zum Warping immer wieder drauf hingewiesen wird, dass spitze Ecken mehr warpen als runde Ecken – darum auch der Tipp mit den Mickymaus-Ohren an den Ecken. Im Umkehrschluss heisst das, ich wollte mindestens eine spitze Ecke haben.
Aktuell teste ich, inspiriert von einem Video irgendwo, ein neues Design, das noch mehr warpt – siehe Artikel: https://drucktipps3d.de/stichprobe-6-haftmittel-fuer-abs-auf-glas/ – dort hab ich auch das STL verlinkt.
Hallo Stephan,
ich habe mir diese „Wunderplatte“ auch für meinen Ender 5 gegönnt. Allerdings habe ich große Probleme mit der Haftung sogar bei PLA. Auch mit super geleveltem Bett, mit untergelegtem Silikon Waermeleitpad, verschiedenen Temperaturen zwischen 55-65°C – ganz schlechte Haftung.
Hast Du eine Idee?
Grüße Mike
Hmmm.. ging bei mir recht gut. Quetsch die erste Schicht mal gnadenlos auf die Platte, schön langsam die erste Schicht <30mm/s, während der 1. Schicht die Bauteillüfter aus und vorher mit Isopropyl abreiben.
Alles versucht, das Ding ist echt nicht zu vergleichen mit der schönen Matte die tevo vorher hatte. :-/
Die Matte gibts bei Tevo, kannst direkt auf das Alu kleben, so oft muss man die ja nicht wechseln..
Komisch, das Manorubot bei sovielen Probleme macht, ich bin eigentlich recht zufrieden. Ich denk mal, Du hast schon bis zum Abwinken Temperaturen getestet, das muss ich dir gar ned erst vorschlagen.
Von 50-65 Celsius , ja. 600er Schleifpapier hat jetzt was geholfen, dünne Linien zicken aber noch etwas. Werde mal weiter testen, aber Bett zu hoch leveln für extra squeeze ist ja auch keine schöne Dauerlösung…
Und die Tevo Folie hat ja nur solange Spaß gemacht bis ich sie mal für petg auf 70° gebracht hab…
Gibt bestimmt nen Weg mit der Mamorubot glücklich zu werden, suche weiter…
Womit reinigst du sie denn? Irgendwo hat jemand geschrieben er habe das Gefühl Isopopanol machts schlimmer, aber das will ich noch nicht glauben…
Und mit welcher Geschwindigkeit machst du den ersten Layer?
Lieben Gruß
Ich reinige mit Isopropyl Alkohol. Und die erste Schicht drucke ich sehr langsam 20mm/s und ohne Bauteillüfter.
20! Ui… oha, dann bin ich verwöhnt mit vorher 35 bis 40.
Auf 25 hatt ich schon getestet, dann noch 20. Thx!
Das muss nix heissen, ich hab das aus Gewohnheit so niedrig, nicht weil ich es hier so machen musste.
Ich find es Super, daß Creality für den Ender-3 inzwischen jede nur erdenkliche Druckbettauflage anbietet. Das Verrückte dabei, ausgerechnet ich hab eine selber gebastelte! So langsam bringt Creality die auch für den CR-10 und ich überlege, ob ich nicht mal tausche sollte.
Wir sollten den Beitrag vielleicht um die verschiedenen Auflagen erweitern?
Nicht erweitern, aber die anderen Auflagen auch jeweils ein Beitrag mit den selben Testobjekten. Das ist zumindest der Plan.
Ich kann leider nicht viel dabei helfen. Bei mir klebt die magnetische Matte auf dem Bett.
Hallo Stephan,
ich habe mir diese „Wunderplatte“ auch für meinen Ender 5 gegönnt. Allerdings habe ich große Probleme mit der Haftung sogar bei PLA. Auch mit super geleveltem Bett, mit untergelegtem Silikon Waermeleitpad, verschiedenen Temperaturen zwischen 55-65°C – ganz schlechte Haftung.
Hast Du eine Idee?
Grüße Mike
Hallo Stephan,
hast Du ABS mit einem „Häubchen“ gedruckt?
Oder frei ohne Druckraumbeheizung?
LG Karsten
Komplett offen, so wie er da aufm Bild ist. Nun, ist ja auch ein sehr flacher Druck, da hilft die Wärme des Heizbetts enorm