ABS Druck auf dem Ender-3
Die Frage taucht immer wieder hier auf und bislang hatte ich keine befriedigende Antwort. Läßt sich auf einem offenen Drucker wie dem Ender 3 ABS drucken?
Da es grad die Runde macht und nun auch vor Gericht landet: Dieser Beitrag ist keine Werbung! Ich erhalte weder Geld noch das Material vom Anbieter! Ob jemand auf den Link klickt oder nicht spielt für mich keine Rolle. Ich möchte mich aber für die freundliche und kompetente Beratung durch Thomas bedanken!
Ja was den nun! Geht es, nur mit Hilfsmitteln, nur im geschlossenen Drucker oder nur mit teurem Spezialfilament. Ich wollte mir Gewissheit verschaffen. Es geht dabei nicht darum alles durchprobieren zu wollen sondern eine Möglichkeit zu finden. Ein Kunde kam mal mit einer Materialprobe vorbei und ich hab ihm 3 kleine Teile mit einem Haftspray auf der Ultrabase gedruckt. Dabei sind die Teile schön im Mikroklima vom Heizbett geblieben. Ich weiß aber von dem Filament nur, es handelte sich um ABS. Da ich nicht alles durchprobieren möchte hab ich mich mit der Frage an Thomas gewendet. Natürlich könnte man nun sagen: Der muß ja die Hausmarke empfehlen! aber erstens teste ich ja, 2. bin ich nicht böse wenn es keine Unsummen kostet und wenn das Ergebnis stimmt ist mir das völlig egal. Die Kompetenz in der Beratung und die Schnelligkeit in der Lieferung bekomme ich so weder bei Amazon noch in China.
Eigentlich darf es bei mir jede Farbe sein. Hauptsache schwarz. Leider im Moment nicht als Kilo-Rolle verfügbar also hab ich mich für 3DJAKE niceABS Hellgrau entschieden. Ist halt ein sehr helles schwarz und Ihr seht es hoffentlich besser auf den Bildern. Insgesamt gibt es 12 RAL Farben, 2 Durchmesser, 250 und 1000g Rollen. Das Kilo ist mit knapp 30€ noch im bezahlbaren Rahmen. Ob das ABS-Filament ab 25€ ähnlich zu verarbeiten ist hab ich nicht getestet. Wenn ich jetzt mal ehrlich bin, ich wäre selber nicht bei diesem Filament gelandet. Die Produktbeschreibung klingt unaufgeregt. Hoch qualitativ, optimiert, verbessert… das lese ich bei jedem 2. Filament genau in der Reihenfolge. Nach Aussage von Thomas handelt es sich um kein reines ABS, es zeigt nur sehr geringen Verzug und ist damit einfacher zu drucken als normales ABS. Empfohlene Drucktemperatur liegt zwischen 235 und 255°C bei 80°C auf dem Heizbett bei 0-50% Bauteillüftung. Das liegt also alles noch im Bereich des Ender-3.

3DJake niceABS
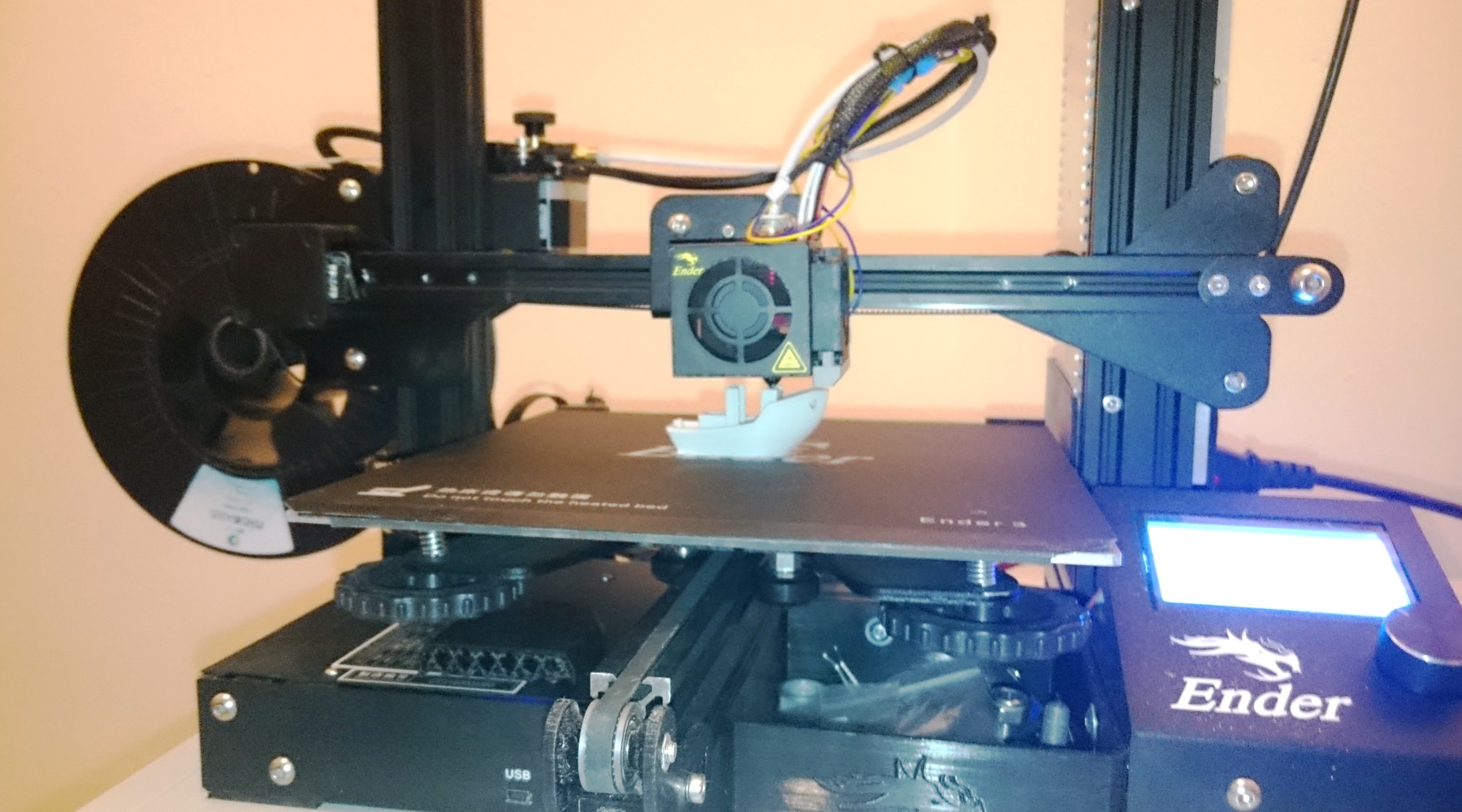
Also testen wir mal. Ich bin jetzt nicht mit der Ausdauer von Ela und Peter bestückt und entschuldige mich schon mal für die Qualität der Ausdrucke. Da geht sicher noch was. Ich hab mir einfach den Temptower gespart und mit den Werten von 3DJake losgelegt. Raumtemperatur ist 18°C. 250°C am Hotend und 80°C am Druckbett bei 40% Bauteillüfter ab dem 3.Layer. Beim ersten Layer wie immer bei mir 5° höher um sicher zu gehen das die Oberseite vom Druckbett warm genug ist. Retract und all die übrigen Einstellungen wie 0,15mm Schichtdicke kommen von meinen PLA-Profilen. Keine Optimierung! Kein Haftspray oder ABS-Juice! Original Creality BuildTake-Folie auf Blech und Magnetmatte. Nur wie Ihr seht etwas vorsichtiger mit der Geschwindigkeit.
 |
 |
 |
 |
 |
 |
 |
||
 |
 |
 |
Warum nun eigentlich ABS und nicht PLA oder PET? Zunächst mal die höhere Temperaturbeständigkeit bis 97°C, eine hohe Schlagzähigkeit und Festigkeit. Genaue Angaben gibt es im Datenblatt von 3DJake.
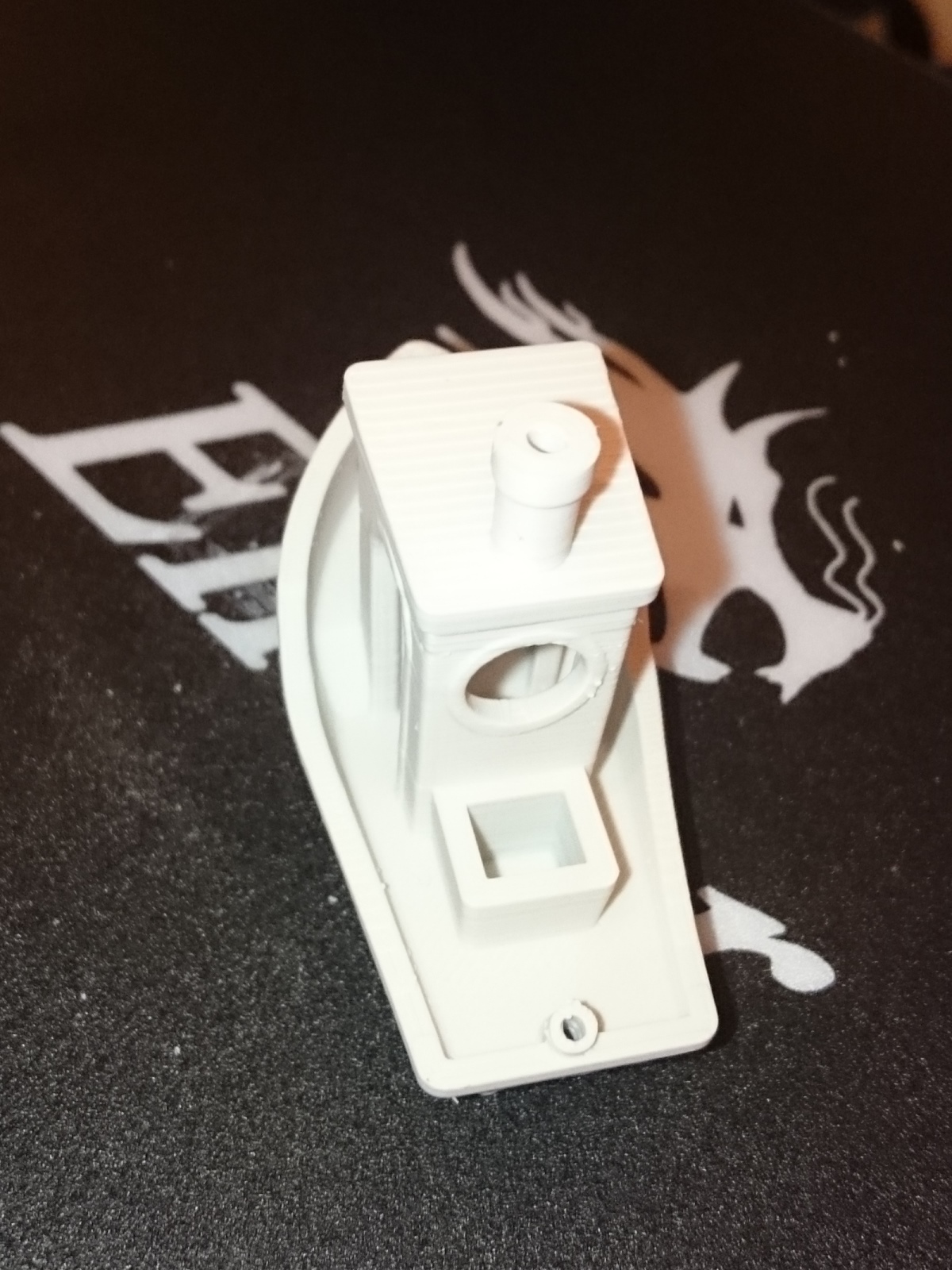
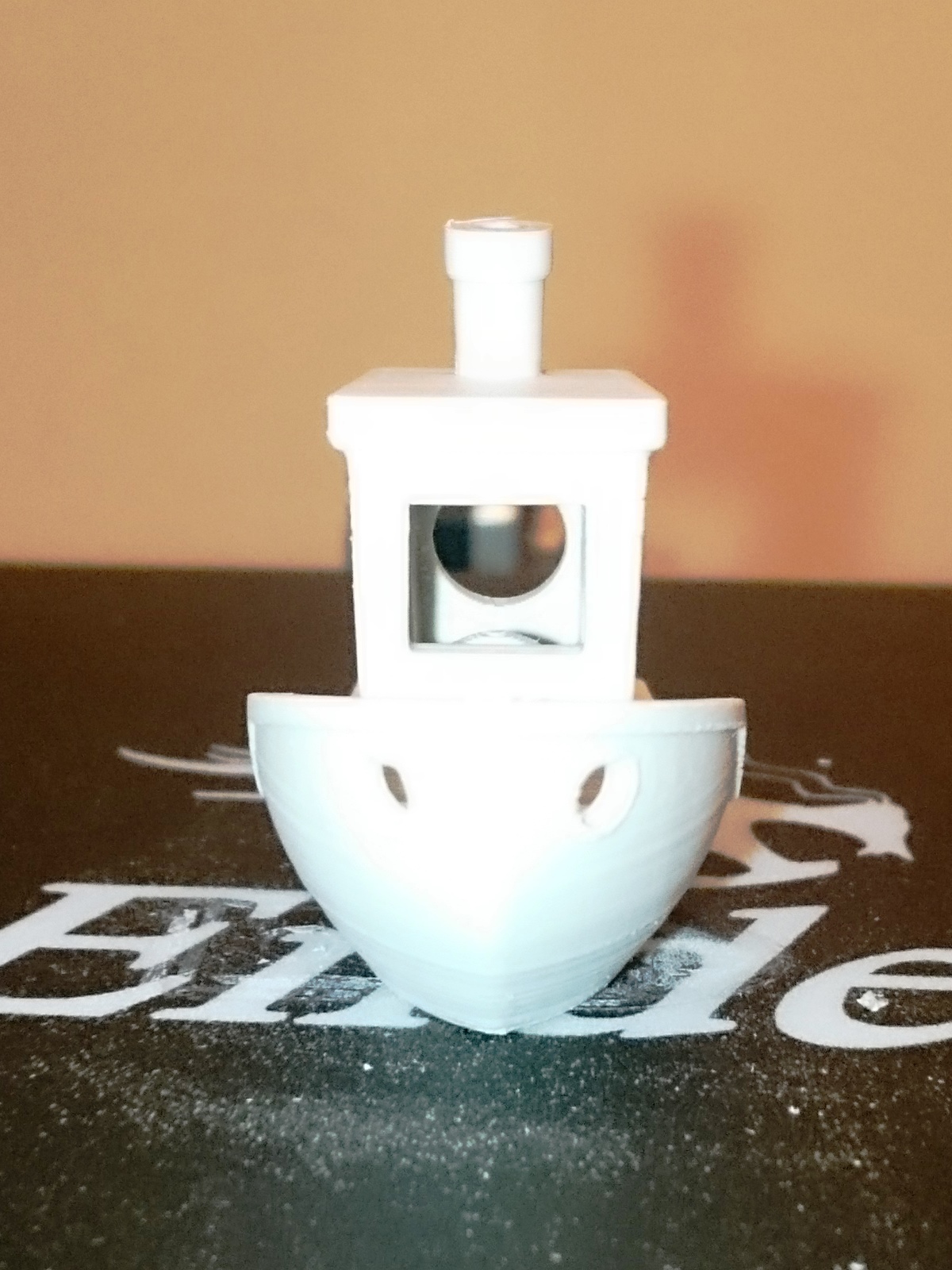
Vorläufiges Fazit: Da verformt sich nichts, selbst mein Lego-Benchy hebt nicht ab, keine Spinnweben, keine Nasen, sehr saubere Überhänge. Ich frage mich: Warum schreibt das 3DJake nicht ganz dick auf die Produktseite? Dieses ABS ist geeignet für offene 3D-Drucker!
Ich teste noch ein wenig weiter und entschuldige mich bei allen, denen ich bisher von ABS abgeraten habe. 3DJake hat mit diesem Filament meine Weltanschauung ins wanken gebracht. Ach ja! Oft wird über den unangenehmen Geruch geschimpft. Es sagt natürlich nichts über die Schädlichkeit aus aber ich kann nichts feststellen.
Nachtrag:
Jetzt wollte ich es doch mal wissen und hab einen Temptower von 255 bis 230°C bei 40% Lüfter und 80°C Bett gedruckt. Aus Gewohnheit war noch die Brückenfunktion im Cura aktiviert. Einen auffälligen Bereich gibt es nicht. Optisch und auch mechanisch gibt es keine Unterschiede. Einzig die erwähnte Brückenfunktion führt mit 100% Lüfter an genau dieser Stelle zu schlechter Layerhaftung. Ich werde mal auf 50-60% reduzieren. So wie es aussieht kann ich die Drucktemperatur für das niceABS um ein gutes Stück senken.
 Wer es selber versuchen möchte hier der gCode.
Wer es selber versuchen möchte hier der gCode.
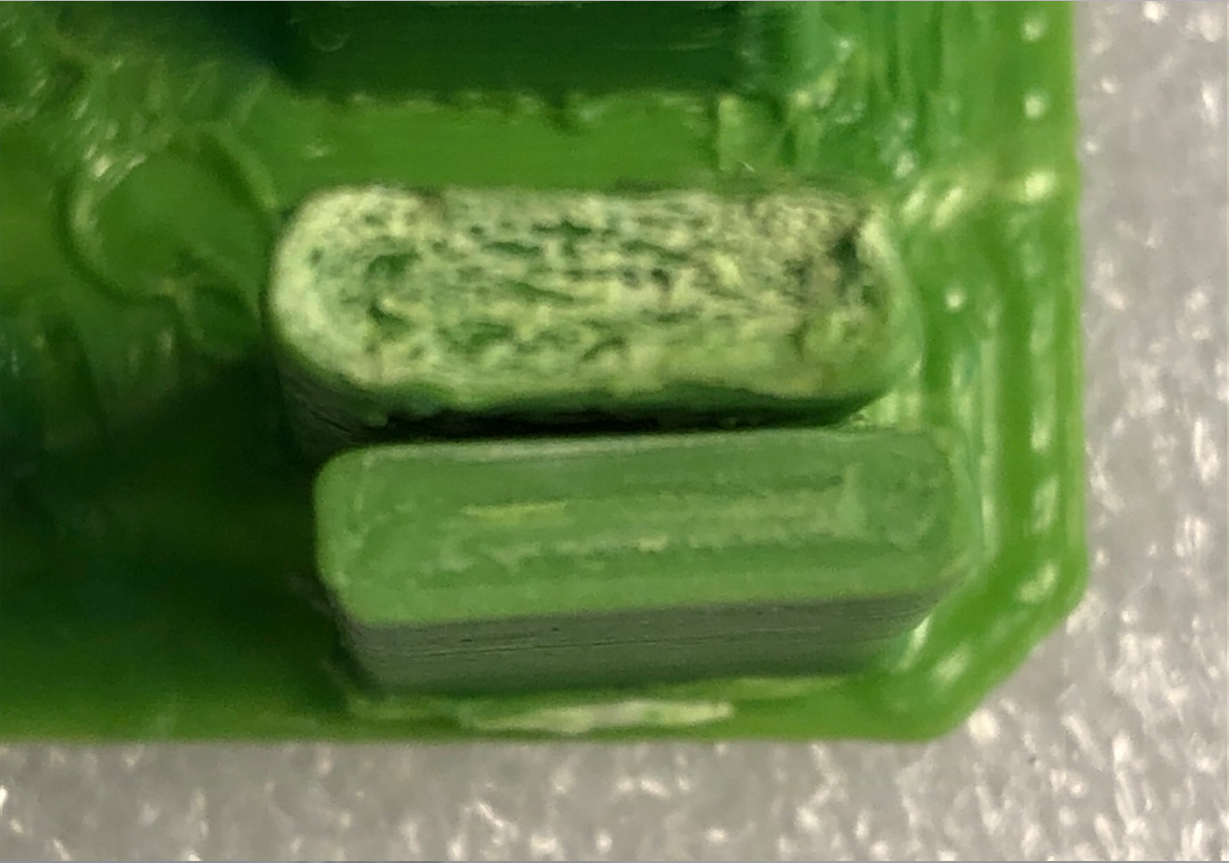
Alex hat auch getestet und ich mopse mir mal die Bilder. Links bzw. oben mit 20 und das Andere mit 50% Lüftung. Das ist doch seltsam!
 vor und vor und |
 nach dem Bruchtest nach dem Bruchtest |
Thomas hat noch auf die neue Wicklung hingewiesen die im Moment bei schwarz und weis getestet wird. Ich hab hier hellgrau und kann dazu nichts sagen. Bislang sieht es ordentlich aus. Der Hype ist wohl das Satin Filament. Das ist hier auf Instagram zu bewundern.
Hab den Beitrag letztens erst gelesen weil ich doch etwas Probleme mit der Haftung von ABS hatte und außerdem der Geruch mich sehr gestört hat.
Das nice ABS soll ja eine bessere Haftung haben, das kann ich bestätigen allerdings beim Geruch muss ich sagen da hat sich nichts geändert das stinkt noch genau so wie normales ABS.
Also ich glaube nicht, dass es eine allgemein gültige Antwort auf die Frage „Geht ABS mit Ender3“ gibt. Das hängt wohl immer auch vom Bauteil ab. Insofern ist Benchy zwar ganz gut, aber wirklich zu klein, um auf alles eine Antwort zu geben.
Ich gebe zu, das NiceABS Filament ist auf jeden Fall besser, als 0815 ABS, das nach Preis gekauft wurde. Ich habe mit 240/80 auf einer mit Gluestick preparierten Glasplatte gedruckt, die exzellente PLA Ergebnisse liefert. Und zum ersten Mal mit ABS hatte ich kein extremes Warping und auch keinen Layersplit. Insgesamt finde ich die Druckqualität von der Haptik aber etwas rauer als PLA (Überraschung) und zumindest bei einem grösseren Teil ist das Warping nicht ausgeblieben.
Ich möchte nicht ausschließen, daß es da nuch anderes ABS mit guten Druckeigenschaften gibt. Inzwischen hab ich einiges mehr als nur Benchy und Temptower gedruckt aber für die Vergleichbarkeit ist das eben gut geeignet und ist schnell gedruckt.
Alles gut, war nicht kritisch gemeint. Ich habe sehr schlechte Erfahrungen mit ABS und Ender 3, selbst eingehaust, gemacht. Dagegen ist die Erfahrung mit „NiceABS“ richtig Gold. Insofern nochmal Danke für den Tipp 🙂
Ich wundere mich nur (zweites Teil gedruckt) über die unglaubliche Rauheit der einzelnen Schichten, von der ersten bis zur letzten, die ja gewöhnlich sehr gut ist. Fühlt sich oben an wie Sandpapier, kann man z.T. auch abkratzen mit dem Fingernagel…
Lüfter aus?
Ich drucke eher Funktionsteile mit glatten Flächen und klaren Kanturen. Auf so Feinheiten kommt es da weniger an. Die Oberflächen von PLA kommen in der Tat sauberer aber für mich ist das weniger relevant. Der Bauteillüfter wird bei ABS üblicher Weise aus gelassen aber bei NiceABS verwende ich an schwierigen Stellen auch mal 30° Lüfter. Da ABS deutlich weicher als PLA ist läßt sich da auch mit dem Fingernagel mal was abkratzen. Zum Glätten mit Aceton scheint das niceABS nach verschiedenen Aussagen weniger geeignet zu sein. Selber hab ich das aber noch nicht versucht.
So, ich habe jetzt eine kleine Ahnung, warum die Oberflächen (beginnend mit Layer 1) vollkommen ausgefranst sind, z.B. Bohrlöcher M3 nicht als solche zu erkennen sind, sondern total zugematscht aussehen. Das Filament muss feucht sein. Lauter kleine „Mini-Explosionen“ erzeugen z.T. auf dem Bett liegende Stücken (braun? verkrumpelt?)… Ich drucke ja eingehaust – ein Versuch, ein anderes ABS zum Drucken zu bewegen (umsonst übrigens). Habe heute mal meinen Kopf während des Druckes reingesteckt und — es waberte Dampf über das Bett… Glaubt es oder nicht. Ich drucke dasselbe Teil gerade wieder in PLA. Die „Bohrlöcher“ sind kreisrund, sauber, keine Ausfransungen. Perfekt. Also ich weiss ja nicht…
Hallo zusammen,
ich hab gestern 4 Rollen von dem niceABS erhalten und aktuell läuft ein Probedruck in meinem Predator. 250°C / 85°C bei 35mm/s mit voller Einhausung. Die Bauraumtemp liegt bei ca. 38°C.
Trotz der niedrigen Druckplattentemp von 85°C hab ich absolut kein Warping.
Das Filament war vakuumverpackt mit dem üblichen Beutel Silica. Was aber auffällt ist, dass das Filament trotzdem unheimlich feucht ist. Es knistert beim drucken und man sieht lauter kleine Blasen.
Auch am gedrucketen Teil, sieht man die Folgen der Feuchtigkeit.
Ich hab andere ABS-Filamente, die schon ein halbes Jahr offen rumliegen, mit denen ich dieses Problem nicht hab.
Wahrscheinlich wurde das Granulat vor der Filamentherstellung nicht getrocknet.
Für den nächsten Druck, werd ich die Rolle erstmal ein paar Stunden trocknen und dann schauen, obs besser wird.
Grüße Igi.
Ich kann das so nicht ausschließen und nicht bestätigen. Bei mir liegt das niceABS frei in der Verpackung und knistert nicht beim Druck.
Bei der Filament-Herstellung wird das rohe ABS mit Zuschlagstoffen in einem Extruder (Compounder) gemischt. Dazu muss das Material auf Verarbeitungstemperatur gebracht werden. D.h. nach der Herstellung ist es definitiv trocken. Feuchtigkeit kann nur im Nachhinein wieder ins Material…
Hi,
ich habe nach der Fertigstellung eines neuen Projekts angefangen ABS von filamentworld zu drucken. Temperaturbereich liegt bei 220 – 240 °C, so dass ich nicht mit Lüftergeschwindigkeiten von 50%-80% drucken kann, da das Filament nicht haftet.
Mit einem Prusa-MK3-MOD habe ich jetzt einen Benchy erfolgreich mit ener Temperatur von 237°C, Heatbed 105°C und Lüfter aus für die ersten drei Layer. Ab Layer 3. nutze ich maximal 10-13% Lüfter, da das Material sonst zu weich ist und die Flächen nicht glatt werden. Bei Brücken nutze ich 27-30% Lüftergeschwindigkeit, wobei mir beim Benchy der Übergang von Fenster zu Dach nicht ganz gelingt. Das 30% scheinen da das Filament schnell erstarren/abkühlen zu lassen. Und für Warping des Bodens nutze ich einen 5mm Rand. Anders bekomme ich es ohne PEI-Folie nicht hin.
Bislang klappt das aber sehr gut. Lediglich der Schornstein ist nicht perfekt. Erhöhe ich jedoch die Lüftergeschwindigkeit minimal, hat das Auswirkungen auf die ersten Layer. Die Differenz zwischen den ersten Layern und den restlichen ist dann zu groß und das Material zieht sich weiter oben zusammen und verliert am Bett die Haftung.
Auf der Grundlage dieses Beitrages habe ich mir gleiches Filament ( 1kg ) geordert.
Bisheriges ernüchterndes Fazit:
– nicht vakuumverpackt
– bei 34 Messungen, je 50 cm Abstand und dabei dann je dazu 1x 90°- Messung = Durchmesser von 1,70 bis 1,78mm, Rundheit ok = Diff. von 0,02mm max.
Bleibt zu hoffen, dass die Druckobjekte gelingen.
Das klingt nicht schön, schreib da auch mal ne eMail an 3djake…
Dann hoff ich mal, die Materialeigenschaften können Dich wieder etwas besänftigen. Schreib eine Mail an 3dJake. Die waren bislang sehr umgänglich. Ansonsten interessieren uns natürlich auch Eure Erfahrungen mit dem Filament!
So richtig glücklich bin ich mit dem Filament nicht, zumindest nicht bei der oben beschriebenen Druckumgebung.
Gleiche Parameter (Druck-Temp. nach Temp.-Tower auf 240°C eingestellt, Bett = 80°C, Lüfter aber 2 Layer 50%, EW=0.36, Flow=100%, Druck-Geschwindigkeit max = 40mm/sec), Drucker CR-10S.
Der Temp.-Tower (Cube 50x50mm) wurde im Vasemodus von 260-220°C gedruckt. Temperaturunabhängig ließen sich sämtliche Layer mit dem Fingernagel auftrennen. Gleiches Bild dann bei 2-3 Perimetern Wandstärke, also rd. 1mm Stärke.
Hinzu kommt, weit nach der Abkühlphase des Druckobjektes gaben einzelne Layer nach, es bildeten sich aufgrund mutmaßlicher innerer Spannung Risse. Das kenne ich bisher von keinem anderen Filament, z.Bsp. PETGs.
Die gute „Linientreue“ des Filamentes und der gute Glanz treten dann bedauerlicherweise in den Hintergrund.
Mein Fazit, für einen offenen Drucker nur bedingt geeignet, sofern man mit relativ dünnen Bottoms, Tops und Wänden druckt.
Ein Test im geschlossenen Drucker steht aus.
PS: Der Anonymous vom 27.04.2019 / 20:42 Uhr bin ich (@jump). Warum auch immer? ;-))
Nachtrag: Positiv möchte ich die absolute Geruchsfreiheit bewerten.
Tödlich bei ABS mit Materiall Lüfter!!!
So krass hatte ich es noch nicht aber bei einem großen Gehäuse hat sich bei mir auch ein Riss zwischen 2 Schichten ausgebildet. Ein Ablösen vom Druckbett hätte ich eher erwartet. So richtig klug werd ich aus den auftretenden Spannungen im Material nicht. Auch beim Temptower ist kein wirklicher Unterschied im Temperaturverlauf zu erkennen. Ich könnte mir aber vorstellen, das Bauteillüfter und Umgebungstemperatur schon noch etwas Einfluß haben. Im Moment fehlt mir die Zeit zu experimentieren.
Ich hatte beim Extruder Idler Lager Zeitweise Stillstand ,beobachte ob das der Fall ist.
Abhilfe: Druckfeder ein wenig in die Länge ziehen um mehr Pressdruck zuerreichen.
Nebenbei habe ich mit einem feinen Schleifpapier beim Lager leicht die Innen Kanten gebrochen.
Dadurch hatte ich bei einem grossen Gehäuse keine Layer Risse mehr.
Wer sein Board nicht Himmeln will sollte dies überprüfen:
Auf Ebay findet man schon viele Board Angebote. Sicher nicht für Ender3 Nachbauten gedacht 🙂
Achtung an alle Ender 3 Benutzer: Bei meinen Ender 3 war der Boardlüfter am Materiallüfter 2 angeschlossen, dadurch ist keine richtige Kühlung des Boards gegeben! Am besten hinten links zum Hotend kühler dazuklemmen (+/- beachten!).
Ich komm mit den Gedankensprüngen nicht ganz mit! Mein Extruder rutscht nicht durch. Der arbeitet ordentlich aber das Gehäuse ist dennoch wie eine Konservendose gerissen.
Der Boardlüfter am Bauteillüfter ist beim Ender-3 normal. Da wird aber nix heiß. Selbst ein abgeklemmter Lüfter tut dem Board nicht weh. Aber das hat mit dem Thema ABS nichts zu tun!
„Der Boardlüfter am Bauteillüfter ist beim Ender-3 normal.“ Auch nur beim Ender-3 ,bei anderen 3D Drucker nicht. Aber Egal muss jeder selber wissen wen der Extruder Teiber durch Überhitzung den Geist aufgibt ob 30€ Wert ist. Bei einem Mega2560+Ramps 1.4 kostet so ein Treiber 1€ , ist gesteckt…
Wen man sich ein wenig in der Reprap Szene einliest wirst feststellen das 100% Board Kühllung durch Lüfter auch Schrittverluste behebt ,betrifft auch den Extruder Treiber dadurch kommt es zu Unterextrusion.
Fang an mit 60mm/s Innenlayer 50mm/s Aussenlayer 80mm/s Innfill 60mm/s Topfill ,den Ender auszureizen ob fehlerfrei der Druckjob abgeschlossen wird. Das war meine Testgeschwindigkeit ,da zeigt er dir was zu beheben ist! Langsam drucken tust bis dir dein Stromanbieter die Nachzahlung präsentiert 😉
Ich kommentier es nicht nochmal! Falsches Thema! Geh damit ins Forum! Dort wurde das bereits besprochen! In diesem Beitrag geht es um ABS!
Schlechte Vorausetzungen für ABS Druck: Materaill Lüfter eingeschaltet ,zulangsam drucken ,beim aufsetzen des nächsten Layer ist der untere zu stark abgekühlt führt zu schlecher Layerhaftung! Wen der Hotendlüfter von der Höhe ungünstig platziert ist & der Luftstrom auf den oberen Bereich des Heizblock trifft, wird dieser nach unten Richtung Bett umgelengt.
Solange diese ungünstigen Eigenschaften bestehen ,wirst grössere ABS Drucke für die Tonne produzieren.
Falschen Luftstrom kann ich defintiv ausschließen. Installiert ist ein Ringkühler, der sein Grübchen (im Wasserbett) ca. 3-4mm unter der Düsenspitze hat.
Mhm, ohne Bauteilkühlung, bin ich eher skeptisch. Warum? Zum einen, bei größeren zusammenhängenden Flächen erweckt das Druckbild eher den Anschein von Matschen und beim Druck eines molare tooth wurden die Wurzelspitzen (ohne Kühlung) vermatscht (zu lange Temperatur im gedruckten Filament).
Wenn ich Bock habe, experimentiere ich mal weiter.
Hat Cura nicht die Option nur bei Brücken Support den Bauteillütfer kurz an mit 40% danach wieder aus?
Verstecken wir uns jetzt hinter Anonymous Christian? Wenn Du mal oben im Beitrag liest da steht es!
Nein das ist kein normales ABS. Lüfter aus ist da keine Option aber auch nicht volle Pulle. Versehentlich hatte ich beim 1. HeatTower bei der Brücke 100% und hab es anschließend reduziert.
Habs gelesen ,bei schlechten Vorausetzungen gehe ich von Original Hotendlüfter aus.Bei mir ist der Strom auf den Block gegangen & wurde nach unten Richtung Bett umgelengt.Spührbar wen Finger hinhälst.
Abhilfe ein kleines 20x10x3mm ABS Teil konstruiert ,was den Strom oben zum Hotenkühler wo er hingehört umlenkt.
Der Ender 3 verarbeitet das ABS 1kg um 12,90€ ohne Probleme.
Jump ich hab da 2 Bilder von Alex ergänzt und die unterstützen Deine Aussage. Ohne bzw. zu wenig Kühlung scheint ein größeres Problem zu sein. Vermutlich muß ich tatsächlich mal einen Kühltower drucken um das zu untersuchen. So einfach ist es mit dem niceABS tatsächlich nicht.
Habe 3DJAKE mit Verlinkung, hier auf den Blog angeschrieben. Ich werde berichten.
Nach email-Verkehr mit 3DJAKE erhielt ich heute die Nachricht, dass die Firma bemüht sei, zukünftig den Diameter besser einzustellen, sowie sich der Sache mit dem Aufreissen der Layer zu befassen, quasi die Qualität weiter zu verbessern. Ist lobenswert, genauso wie die angebotene Gutschrift für eine neue Rolle Filament. Diese werde ich in ein paar Wochen dann einlösen um zu testen, was hat sich getan.
Die Frage der nichtvakuumierten Verpackung wird noch geklärt.
O-Ton: Kundenfreundlichkeit sehr gut, Qualitätsverbesserung in Aussicht gestellt – was will (braucht) man mehr.
Evtl. werden das ABS und ich noch „ziemlich gute Freunde“. 😉
Kurz noch zum niceABS selbst, ja, es ist ABS. 😉
– typisch schwarze Rauchwolken beim Verbrennungstest
– läßt sich mittels Aceton kleben und bedampfen
Na dann hat es doch was gebracht sich dort zu melden. Die nehmen das schon ernst! Ja natürlich ist es ABS aber eben kein normales ABS. Das hat schon seine Eigenheiten. Selbst beim Aceton scheint es langsamer zu reagieren. (mein Eindruck!) Alex und ich sind noch am probieren und optimieren von Temperatur und Bauteilkühlung. Auch sollte die Layerhöhe nicht zu niedrig gewählt werden. Die Optik am Temptower allein ist es nicht.
Was soll ich im Forum? ,meiner druckt ABS ohne Probleme durch die Behebungen!
Überprüfe auch die E Steps Original Marlin Firmware 93 , TH3D_UFW_U1.R2.9b Marlin Firmware 100
Ps.: Es gibt Leute die lassen sich helfen ,sie gehören devinitiv nicht dazu!
Der Uwe hat hier nicht nur mir mehr als einmal mit Beiträgen und Kommentaren geholfen! Die Anmerkung find ich voll daneben!
Die Zwischenrufe zum Ender-3 sind sicher gut gemeint aber haben nichts mit dem Thema zu tun. Er hat Dich nur zunächst gebeten und anschließend aufgefordert diese an passender Stelle zu veröffentlichen. Du hast sicher bereits ABS verarbeitet aber hier handelt es sich um niceABS und das funktioniert nicht wie normales ABS. Deshalb sind einige der sonst guten Tipps hier nicht zutreffend.
Temptower ergänzt.
So, ich hatte jetzt mal ein wenig Zeit zum testen:
Nozzle: 255 Grad auf first layer, danach 250 Grad
Bed: 85 Grad first layer, danach 80 Grad
Fazit: Warping und sehr unsauberes Druckbild.
Muss jetzt mal schauen ob ich das optimiert kriege.
Einen Geruch kann ich nicht feststellen.
Das währ ja die Gleiche Temperatur wie bei mir. Was hast Du bei der Bauteilkühlung verwendet?
40%
Initial layer 0%
Ich drucke jetzt mal einen Temp-Tower.
Jochen, komm rüber ins Forum, da kanst dann auch mal Bild ein posten.
Ich hatte mit ABS Haftprobleme auf dem Druckbett.,habe mit Aceton befeuchten Tuch das Druckbett gereinigt.Nun hält es zu gut 🙂
Aceton löst ABS. Das könnte zu verstärktem Eindringen des ABS in die „Poren“ führen und verstärkte Haftung erzeugen. Ich nehme aber an, Du hast am Z-Offset gegenüber PLA nichts verändert. Den Fehler hab ich auch gemacht und die BuildTake Folie zerrissen. Jetzt verwende ich 0,04mm Offset.
Glaube das Aceton hat auf der Ender 3 Druckplatte vielmehr eine bombige Haftung kompensiert. Bei grossen Teilen wie zb. Drawer 2 muss ich mit einem Skapel an der Ecke ran um mit dem Spachtel hineinzukommen.Habe nur einmal abgewischt.Im Prinzip könnte ich den Drucker auf den Balkon stellen bei Windstärke 3 würde es kein Warping geben :-).Beschäftige mich seit 2013 mit 3D Druckern & habe schon einiges versucht für ABS Haftung. Bei 2 Sparkcube habe ich 0,8mm FR4 Platten die Zeitweise eine Haarspray Auffrischung benötigen ,bei dem dritten Sparckube ist eine 1mm Pertinax mit 80er Schleifpapier angeschliffen & ist die beste Haftungsplatte für ABS.Alle Platten mit 3M aufgeklebt.
Den Ender 3 habe ich zwegs Neugier gekauft ,wollte wissen was die Chinamänchen auf die Beine gestellt haben.Bootloader flash & neue Marlin Firmware folgten zuggleich. Alle Achtung 2,5 St. Aufbauzeit wen man sich Zeit lässt. Bei einen I3 RW Aufbau ,brauchte ich 14 Tage wen ich dahinter war.
Doch, ist sehr interessant!
Ich habe gerade das schwarze ABS auch mal testweise bestellt.
Würde mich auch über weitere Drucke und Experimente freuen!
Ich hab auch nochmal zugeschlagen. Mit einer Rolle wollte ich zunächst mal vorsichtig testen. Nun kommen morgen noch 4 Rollen dazu. Da werd ich schon noch paar Drucke machen. Würde mich freuen auch von Euren Erfahrungen damit zu hören.
Top! Danke! Werde auch berichten.
So richtig interessant scheint diese Meldung nicht zu sein aber falls es interessiert, 3DJake gibt grad bis zum 27.02. 10% Nachlass. Irgend wer scheint sich auf der Home-Page vertippt zu haben. Auf der Aktionsseite steht der richtige Gutschein-Code: SMILE-10.
Nicht von der Anzahl an Kommentaren in die Irre führen lassen.. Gelesen haben den Beitrag ne Menge Leute.
Kannst Du mal was höheres drucken, damit wir sehen, was passiert, wenn wir weiter vom Druckbett weg kommen?
Ich hab mir grad eine Folie zerstört. Das hat zu gut gehalten. Die vom Ender-3 ist einfach zu stark haftend. Ich muß wohl auf PEI wechseln. Heute ist voller Terminkalender außer Haus, dann gerne. Spezielle Wünsche?