
Ultimaker 3 Tagebuch
Kleiner Drucker mit wenig Innovationen zu astronomischen Preis – was ist dran an dem Ding? Ich wills herausfinden – in der 2. Ausgabe meiner Druckertagebücher (wird immer wieder erweitert)
Inhalt:
23.08: Er ist da, bester SingleColor Omnom ever
24.08: Erste DualColor Drucke & Unboxing Video
25.08: Erste Drucke PLA & PVA
28.08: Dual Druck CPE & Breakaway
02.09: Nochmal zu PLA & DualColor zurück
18.09: Der 0.8er AA Printcore
14.10: Der 0.25mm AA Core
14.10: Der 0.25mm AA Core
Ich hab schon ne Weile nix mehr zum Ultimaker geschrieben. Neben dem zuletzt besprochenen 0.8er Printcore, mit dem ich super zufrieden bin, gibt es auch die 0.25mm Version. Und um den heutigen Eintrag kurz zu machen, mit dem bin ich nicht wirklich glücklich.
Das fing schon damit an, dass der erste Core, der mir geliefert war, schlichtweg gar nicht funktioniert hatte. Meiner Meinung hat mir da der hochoffizielle Ultimaker Distributor für D-A-CH, igo3D, eine defekte Retoure als neu verkauft. Der Umtausch dauerte dann doch deutlich länger, als sowas meiner Meinung hätte dauern sollen. Ultimaker macht sowas auch zu einfach: die Printcores sind nicht versiegelt, weder foliert noch sonstwas. Ungeöffnete Neuware ist von Rückläufern nur anhand der Verschmutzung der Düse (und evtl. den Printcore Statistiken) unterscheidbar.
Warum mir der 0,25er Core nicht gefällt? Weil ich damit keine guten Drucke zustande bekomme. Die vorgefertigten Cura Profile funktionieren so halbwegs – aber selbst nach etlichen Stunden probieren bin ich letztendlich nie so recht zufrieden mit den Ergebnissen gewesen. Auf den ersten oberflächlichen Blick ist das vielleicht akzeptabel, was damit rauskam. Aber wenn man genauer hinschaut, sind alle Drucker irgendwo fehlerhaft.




Beim Mini Falcon (gedruckt in Colorfabb PLA/PHA) sieht man immer wieder eine überextrudierte Schicht. Ich hab den Falcon bestimmt 10mal gedruckt, ich krieg das nicht weg. Das kleine Zahnrad ist mein bester Druck, das sieht auf dem Foto komisch aus, in echt ist an dem Druck nix auszusetzen. (Material hier ein transparentes PETG, ich glaub rigid.ink), der Kopf des Geckos überhitzt und verschmilzt selbst mit aktiviert „Lift Head“- Parken Funktion um Mindest-Layerzeiten einzuhalten. Der eigentlich für SLA Drucker gedachte Testwürfel ist besser als erwartet, aber eben auch nicht 100% sauber gedruckt. (rigid ink PLA).
Irgendwo hatte ich dann keine Lust mehr. Die 0,25er Düse halte ich erst mal für zuviel Bastelei. Ich hab mir die 0,4er Düse wieder rein gemacht und überlasse diese Drucke den Stinke-Druckern im (m)SLA/DLP/DUP Prinzip (da könnte man sich langsam auch mal auf eine Bezeichnung einigen.
18.09: Der 0.8er AA Printcore

Die letzten 14 Tage kam der UM3 leider kaum zum Einsatz, aber immerhin hatte ich die Gelegenheit, die 0,8er Düse oder besser: den 0,8mm Printcore auszuprobieren. Die Printcores, wie andernorts schon erwähnt, sind nicht billig, mit 129,- Euro musste ich schon etwas schlucken, der gewerbliche Anwender, der ja eher Zielgruppe des Ultimakers ist, wird sich darüber eher weniger beklagen.
Der Nutzen des Printcore Designs ist schnell erklärt:
- der Wechsel der Cores ist werkzeuglos und komplett Assistenten geführt. In wenigen Minuten gemacht, auch von unerfahrenen Anwendern problemlos zu erledigen. (nach Ersteinrichtung durch den Admin, dazu mehr weiter unten)
- Der Printcore enthält das komplette HotEnd, also auch die klassischen Verschleissteile der UltiMaker 2.x Serie wie den temperaturanfälligen PTFE Coupler. Die Wartung reduziert sich also auf den Tausch des Printcores und ist damit schnell und einfach für alle Mitarbeiter.
Die Anbindung des Ultimaker 3 an Cura erledigt den Rest – vor allem bei Verwendung von Ultimaker Filament: Cura konfiguriert sich selbst und erzeugt hier wieder problemlos funktionierende Drucke in PLA „quasi out of the Box“, in recht ordentlicher Geschwindigkeit und Qualität für diese Düsengröße; um 50mm/s. Das ist fast doppelt so schnell wie mein ebenfalls auf 0,8mm umgerüsteter Tevo Tornado mit Microswiss Nozzle und original E3D Titan. Oder in Zahlen: der UM3 schiebt hier 0,5mm Layer * 0,75mm Linienbreite * 50mm/s = 18,75mm³/s Material anstandslos durch die Düse.
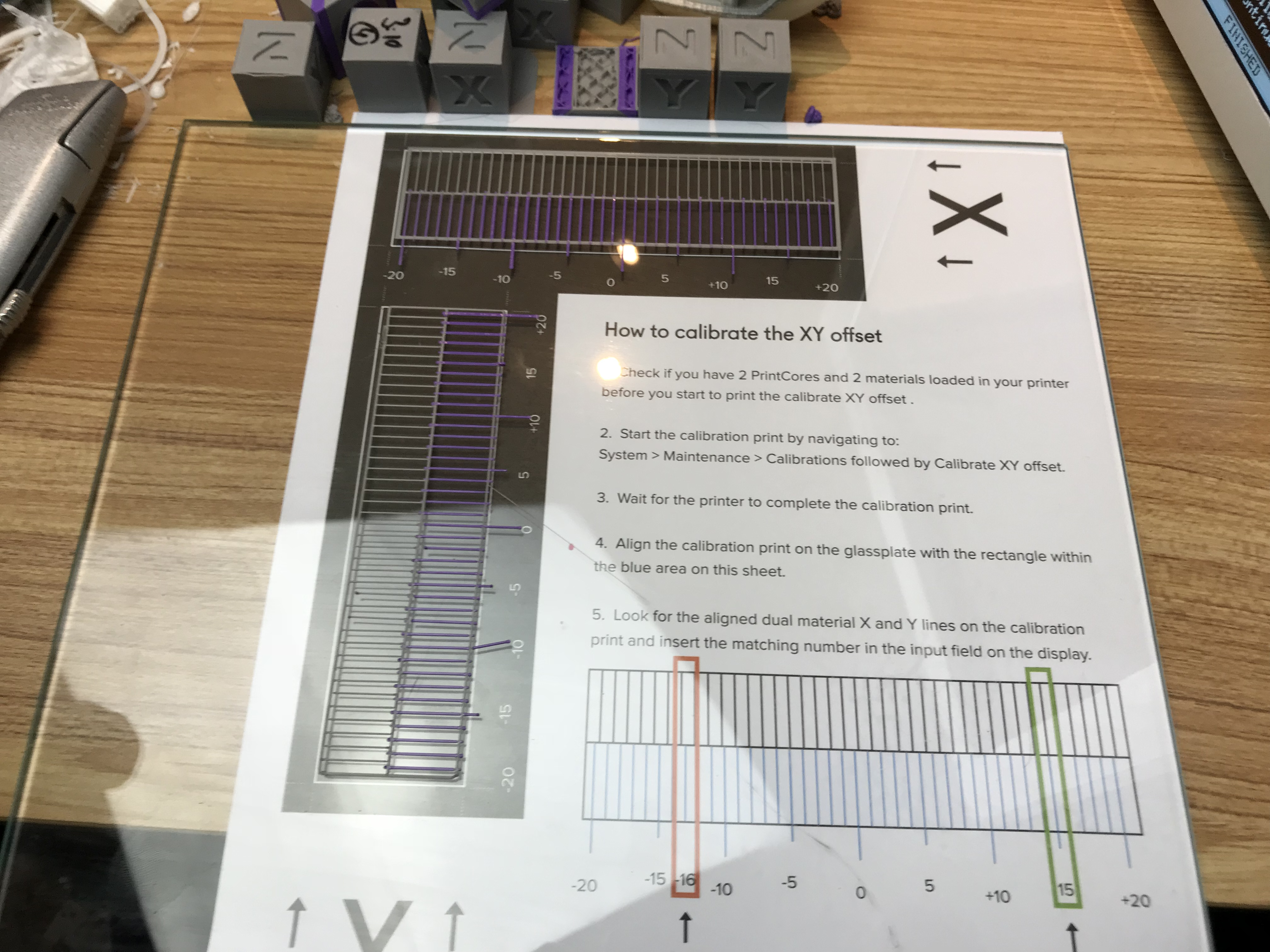
Die Ersteinrichtung sieht eine Düsenkalibrierung (überspringbar) vor: zum einen wird der X/Y Versatz jedes Düsenpaares ermittelt und gespeichert und der Z-Offset ermittelt. Der Vorgang ist pro Düsenpaar einmal empfohlen und etwas zeitaufwändiger, kann aber durch den Admin im Voraus erledigt werden, der die Cores für die Mitarbeiter vorbereitet. Das Vorgehen ist analog zum Sigma, es wird einmal das Bett gelevelt und dann ein Linienmuster gedruckt, aus dem wir die 2 am besten passenden Linienpaare auswählen und am Display des Druckers eintragen. Anders als beim Sigma funktioniert das mit allen unterstützen Filamenten und nicht nur mit PLA.
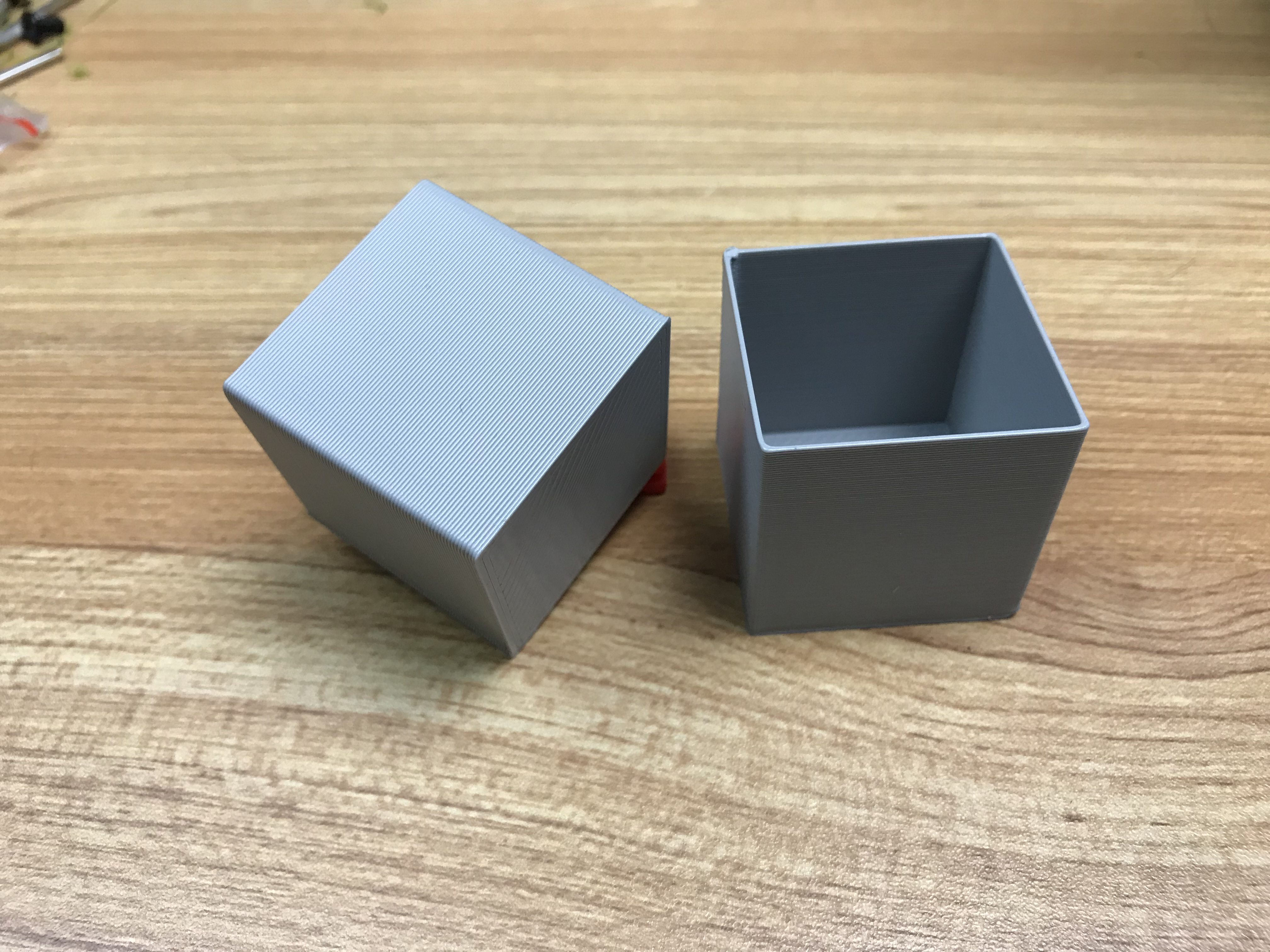
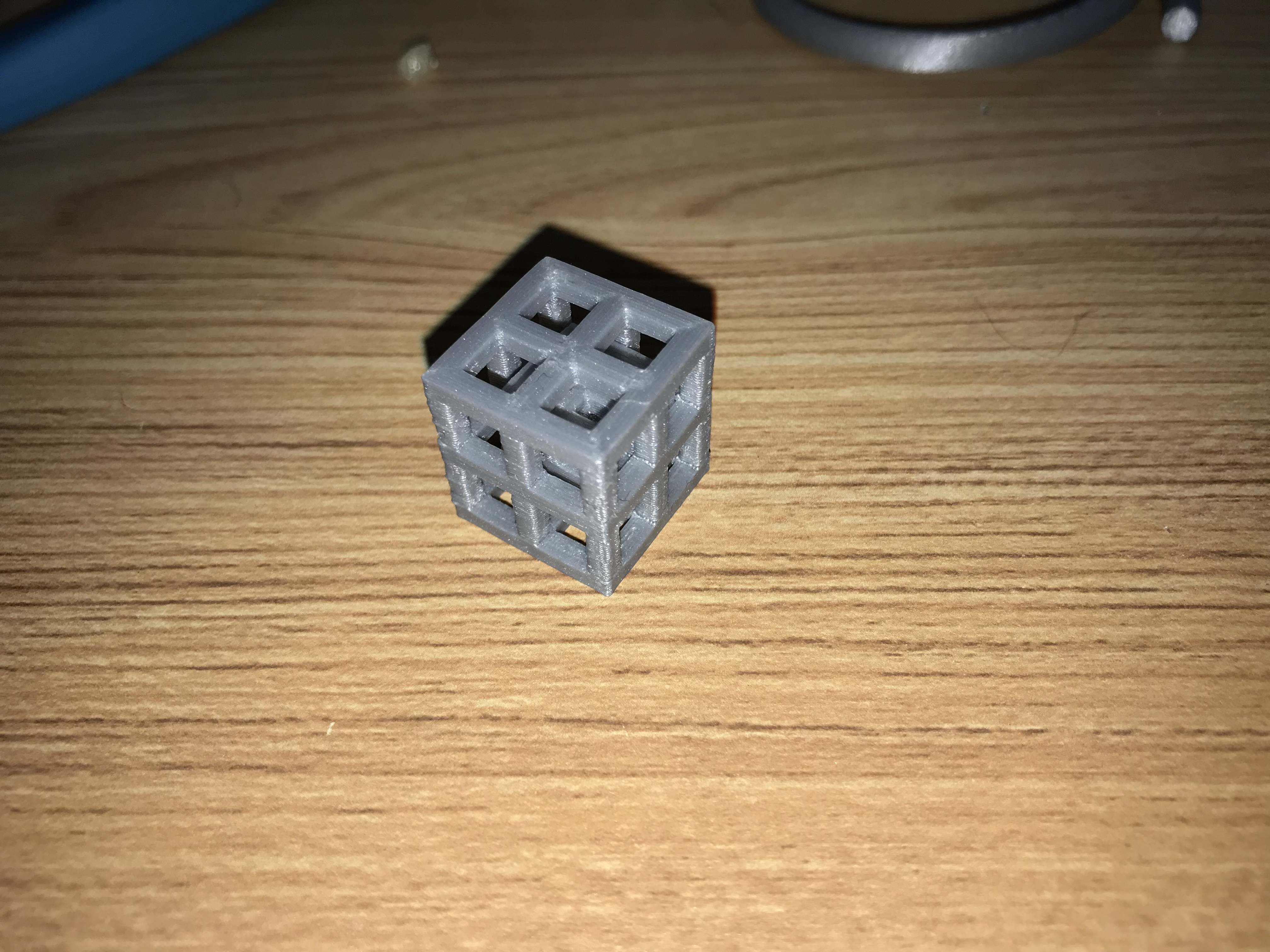
Testcubes in Ultimaker PLA silber – ohne Änderungen im automatischen Standardprofil
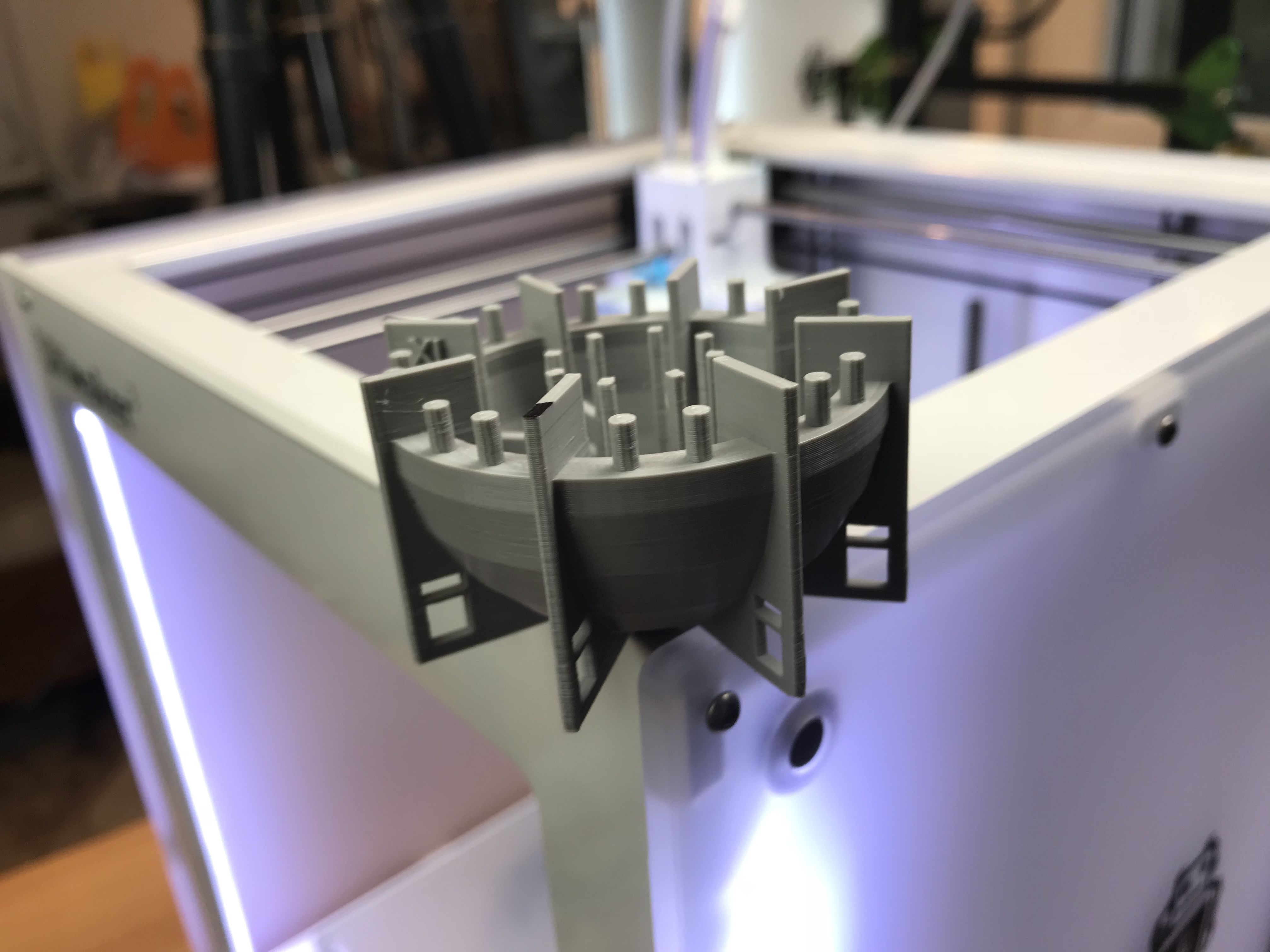
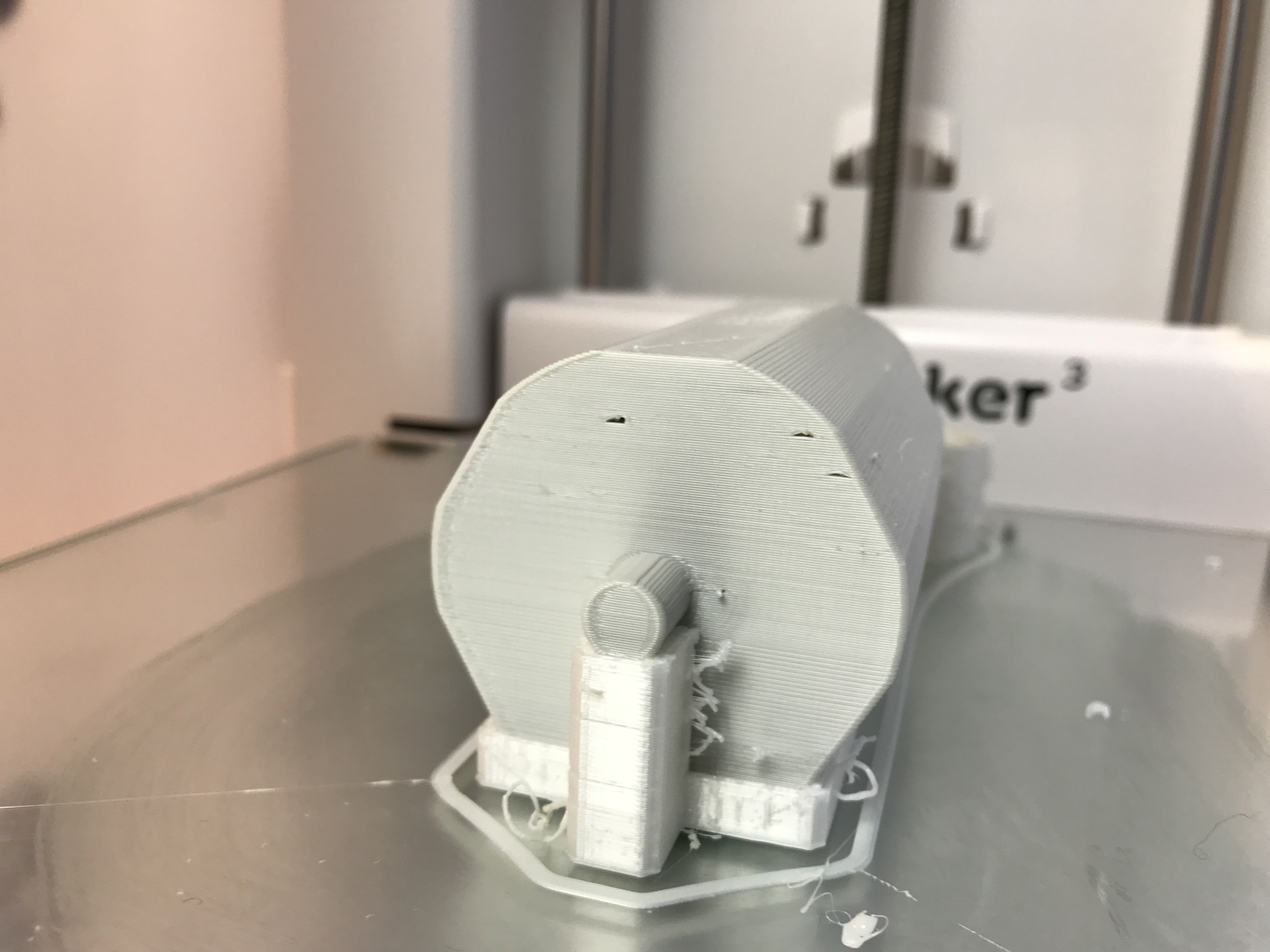
Die Zeitersparnis von zugegeben etwas groben Drucken mit dieser Düse ist gigantisch, in aller Regel reicht ein Perimeter völlig aus, die mehr als 3fach (gegenüber dem Standard) Layerhöhe spart weitere Druckzeit ein. Ein weiterer Vorteil ist das im Vasenmodus gedruckte Teile mit ihrer 0,75mm Wandstärke erheblich stabiler sind als mit der Standarddüse. Das Beispiel aus dem Bild in der Einleitung war in etwas über 2,5 Stunden, die Vase unten in etwa einer Stunde gedruckt.
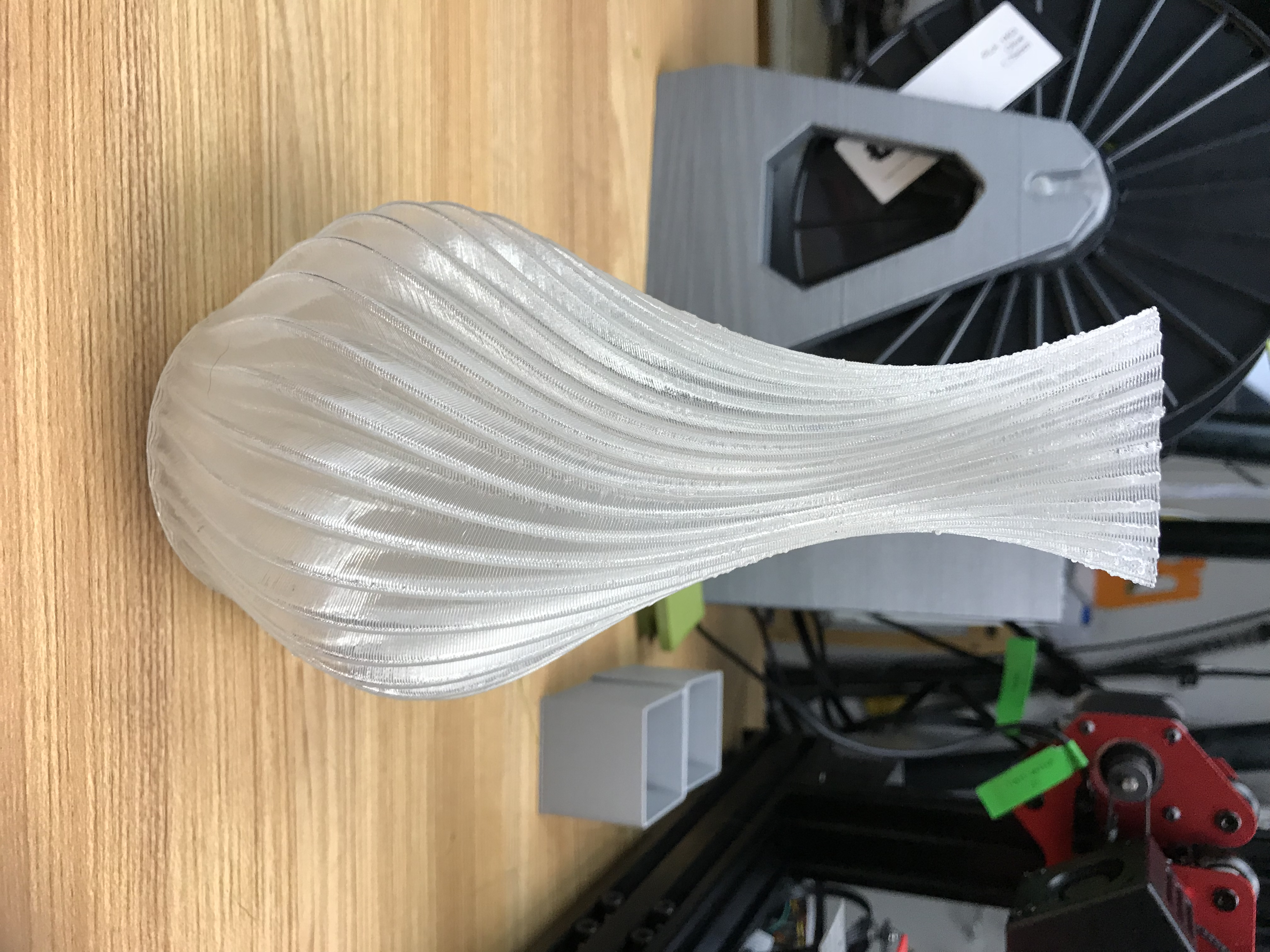
Extrudr MF-PLA Transparent – uralte Rolle, klitzekleine Pickelchen hat sie an der Engstelle
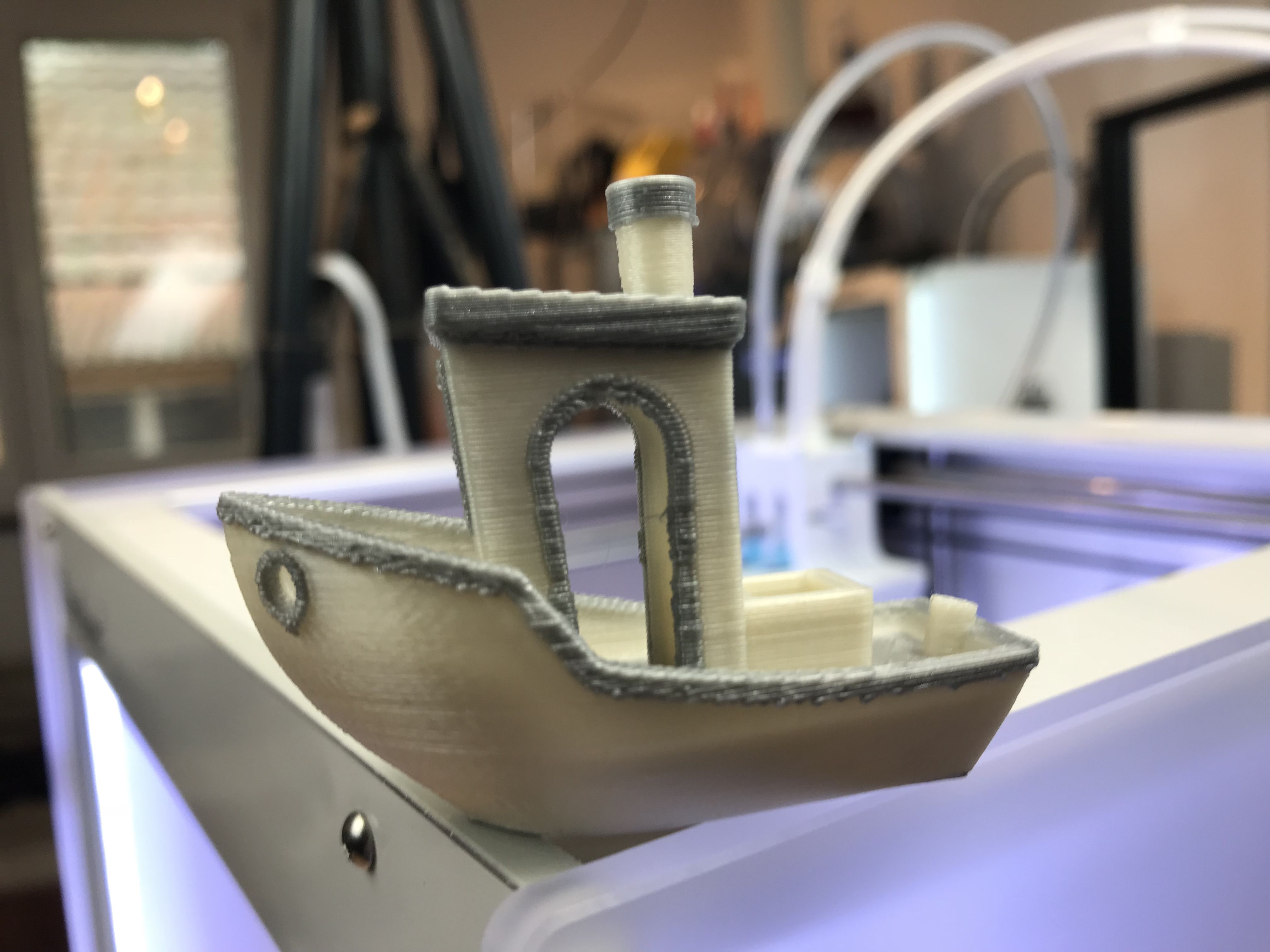
Das funktioniert auch wunderbar mit Fremdmaterial, auch das rote Benchy druckte out of the Box nach einstellen der gewünschten Layerhöhe und Generic PLA als aktives Material.
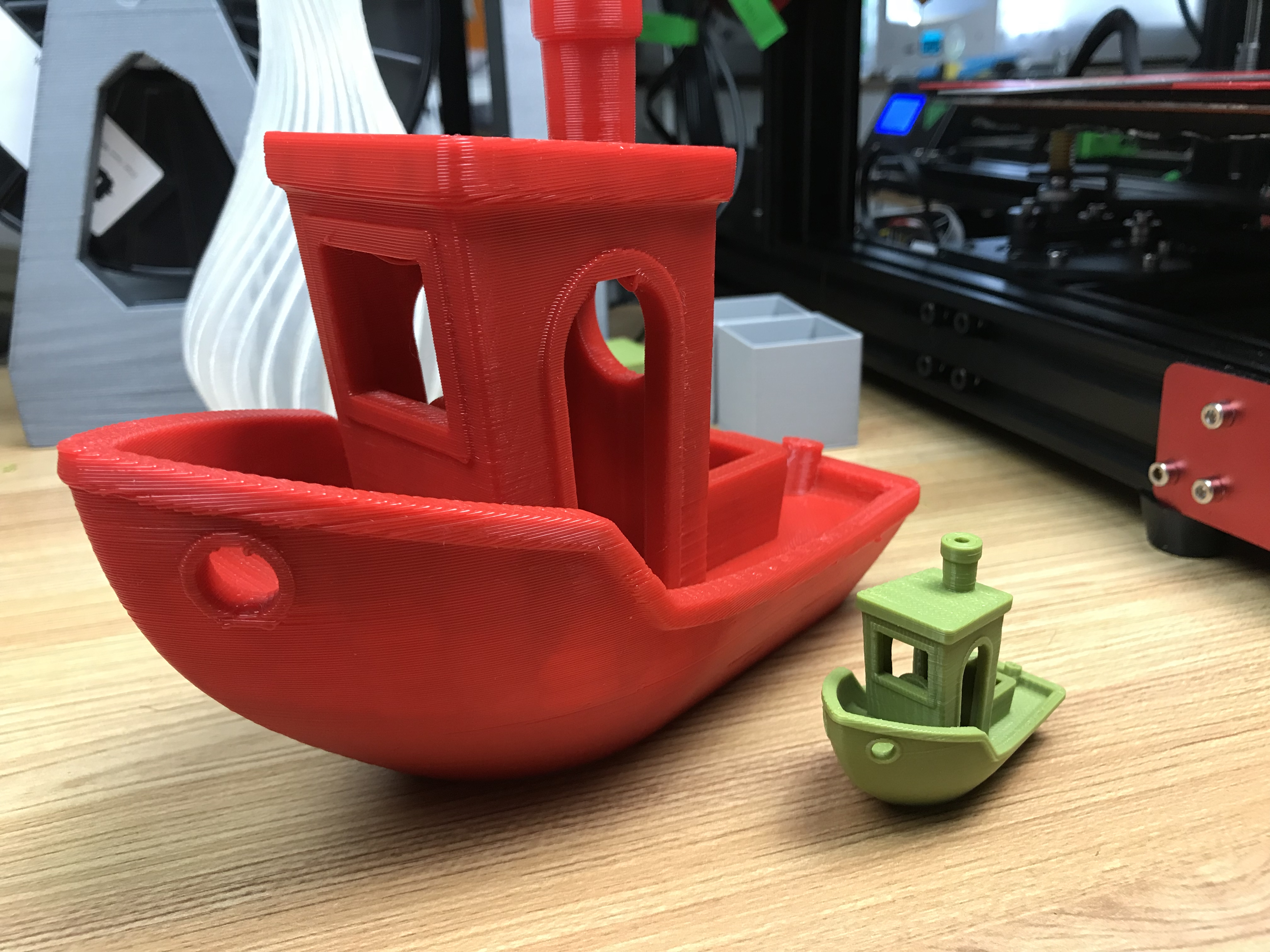
Extrudr MF-PLA rot
Kurzum: die 0,8er Düse macht Laune und ist unkompliziert im Einsatz. Mir gefällts.
28.08: Nochmal zu PLA & DualColor zurück
Ultimaker Filament ist gut und recht – aber etwas teuer. Daher war ein weiterer Punkt auf meiner Liste der Umgang mit Frendfilament, zugegeben, das hier verwendete rigid.ink PLA ist jetzt auch kein Schnäppchen, aber es ist gut und konsistent. Ultimakers vorgefertigte Profile funktionieren damit allerdings nicht ideal. Der „Easy“ Mode „Recommended Settings“ genant in Cura hatte ich ja schon erwähnt, taugt nur für die einfachsten Druckjobs.
Aber mal paar Bilder:
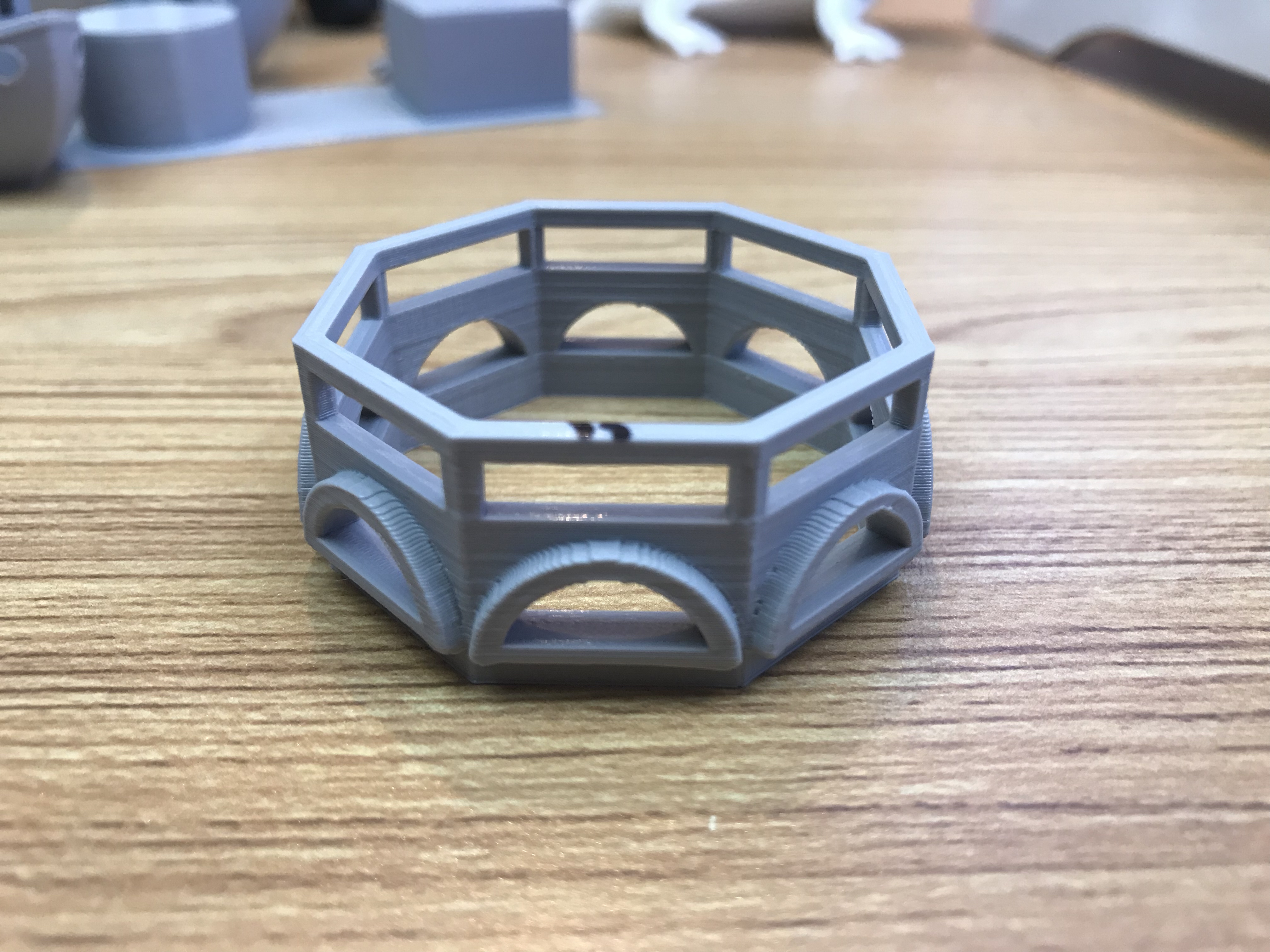
Peters Bowl & Octogon geben keinen Anlass zu Kritik (meine Fotokünste schon eher). Bei der Bowl ist die erste (steilste) Schräge ein klein bissl wellig, aber reiht sich ganz oben mit ein.
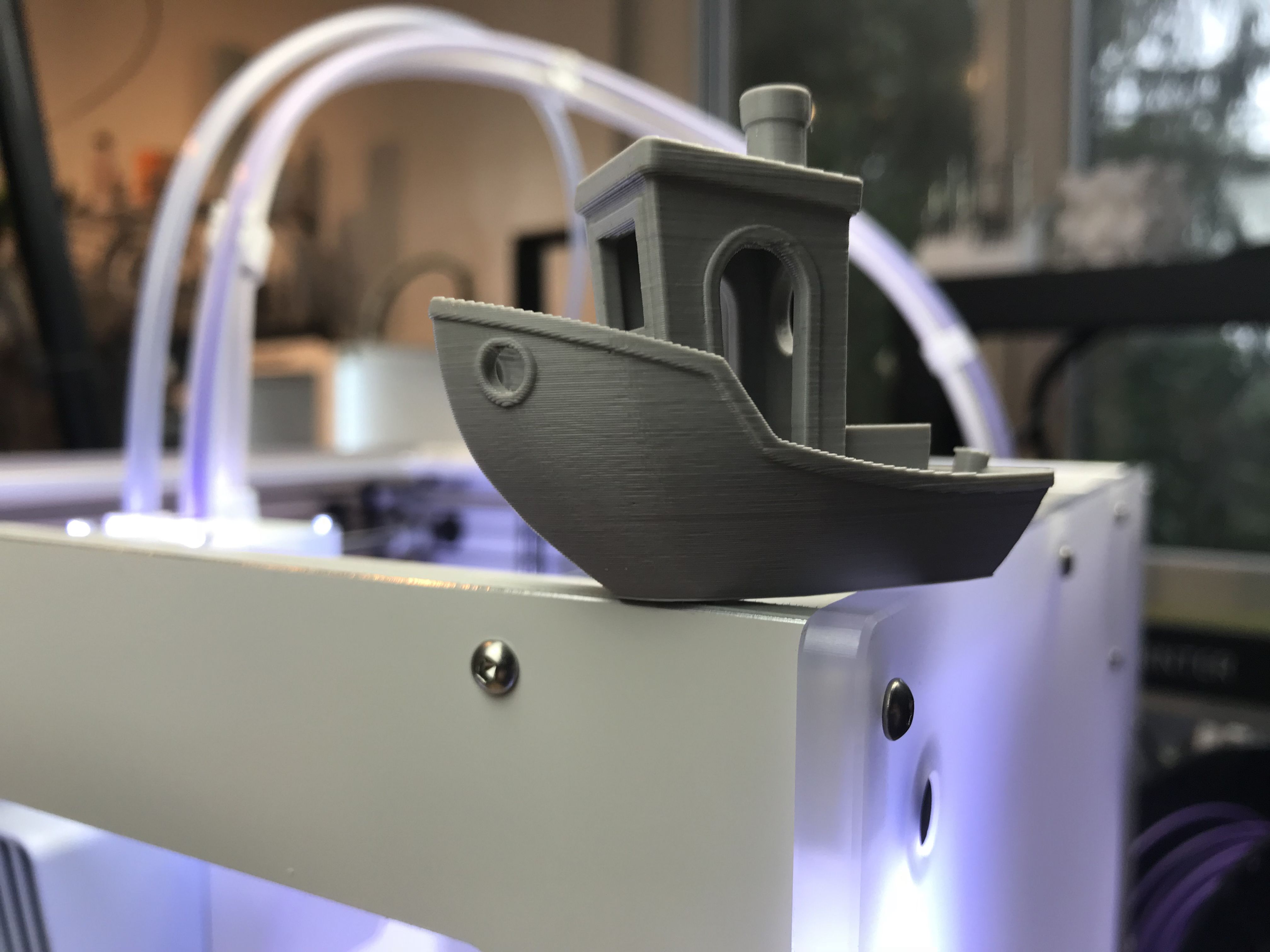
Das Single-Color Benchy (0,2mm) ist sauber
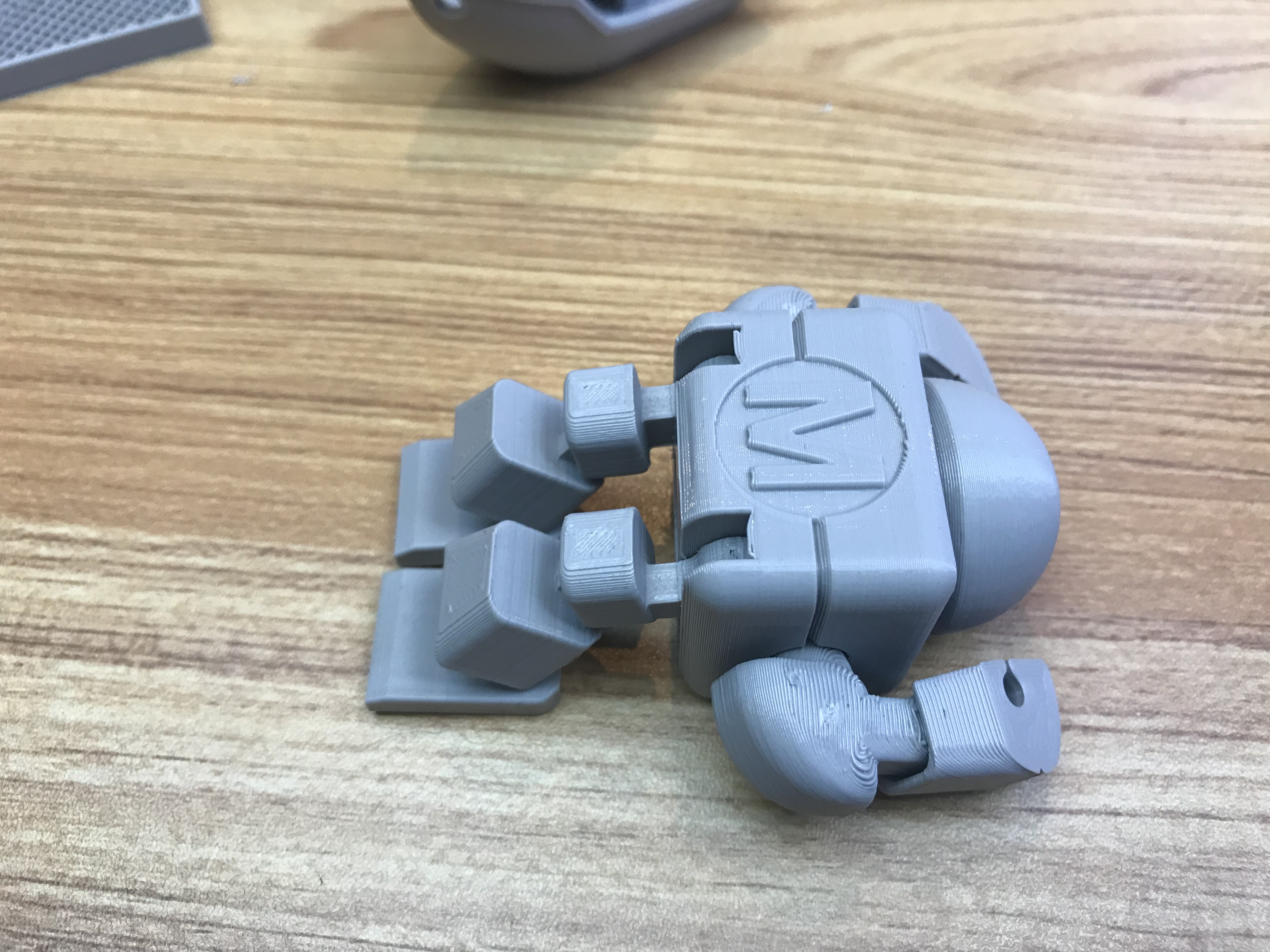
Der Makerbot Roboter problemlos, alle Gelenke lassen sich spielend bewegen – bei den Armen sehen wir die Unterseite, sprich ungestützt Überhänge
Probleme hatte ich mit Ecken, die waren mit den Standardprofilen extrem wulstig, das ist inzwischen gelöst (das Infill ist dafür noch nicht sauber – bissl was ist also noch zu tun).
Auch im Bereich Dual Color gabs Fortschritte, hier konnte ich im Ergebnis zum Sigma aufschließen – der Sigma ist rechts – die 3 Iterationen des UM3 links..

Auch mit Ultimaker Filament gabs Fortschritte:

Der Kleinere ist Sigma mit Colorfila (BCN3Ds Hausmarke) weiss & silber, der größere ist Ultimaker3 mit UM Perlweiss und Silber.. Und weil ich den für den Neffen drucken musste, hier noch ein LowPoly Pica-Eichhörnchendingens (ohne Gitarre) – allerdings noch mit den alten Default Profilen

Erkenntnis der letzten 3 Tage und nen Haufen Testdrucken später: die Ultimakerprofile sind dann doch nicht der Weisheit letzter Schluss, auch da gibts Raum für Optimierungen, gerade bei Fremdfilament – aber immer zumindest brauchbar.
Cura find ich immer noch sehr schwierig rein zu kommen, zuviele teils sehr obskure Einstellungen – zu anders, als ich es gewohnt bin. Tue ich mich echt schwer mit. IdeaMaker oder eben das „Original“ Simplify3D liegt mir so viel mehr.
Allerdings will ich den Komfort von CuraConnect grad auch nimmer missen, das geht noch’n Schritt weiter als die reine Übergabe des gCodes an Octo oder Repetier, bietet aber nicht mal annähernd die Infofülle & Kontrolle der Erstgenannten. CuraConnect mag zur Verteilung von Druckjobs in einer Druckerfarm super bequem sein, wenn die Farm nur aus UM3 oder UM S5 besteht, in den Genuss komme ich allerdings nicht. Ich hab zwar nen Schatten, aber so schlimm isses dann auch nicht 😉
Eigentlich wärs an der Zeit für ein erstes Zwischenfazit, eine nicht vollumfänglich begeisterte Meinung zum UM3 hab ich mir inzwischen gebildet, aber ich will zuvor die 2 hier noch antesten:
= 0,4 & 0,8mm Druckköpfe („Printcores“) für Ultimaker 3 & S5
28.08: Dual Druck CPE & Breakaway
CPE soll im Grunde PETG sein, ich würd sagen: ähnlich, aber zumindest das UltiMaker CPE „fühlt“ sich irgendwie anders an als PETG – auch wenn es sich mit etwa den gleichen Settings drucken lässt. Und ähnlich wie PETG bin ich nicht wirklich begeistert. Es ist netter weise etwas weniger „klebrig“ als PETG, aber irgendwie druckt sich das auch nicht wirklich toll. Die fehlende Begeisterung setzt sich dann fort: die Materialprofile in Cura für CPE sind nicht wirklich gut. Hier auch wieder Anzeichen dafür, dass das Profil-Team von UltiMaker teils andere Ansichten hat als ich, was ein guter Druck ist.
BreakAway ist eine einfacher zu druckende Alternative zu PVA. BreakAway ist nicht wasserlöslich – ist auch weniger Anfällig für Wasseraufnahme aus der Luft. Aber vor allem ist Breakaway mit ABS & ASA nutzbar, was PVA nicht ist. BreakAway und PETG geht, aber wie mir die Kollegen aus England mitgeteilt haben: normalerweise nicht ideal, es funktioniert besser mit Styrol basierten Filamenten, das Styrol ist das „S“ in ASA und ABS. Nichts desto trotz haftet BreakAway auf CPE sehr gut und umgekehrt. BreakAway soll, wie der Name impliziert, einfach abgekrümelt werden können. Im Grunde ist BreakAway ein modifiziertes HIPS und druckt sich ähnlich. Der Nachteil von BreakAway? Es lässt sich nur da nutzen, wo man an die Supports am Ende nach dem Druck noch rankommt, in zerklüfteten Objekten, wo Support nicht erreichbar ist, kriegt man auch BreakAway nicht weg, da hilft nur lösliches Material. Sei es PVA oder HIPS (letzteres löst sich in D-Limonene)
Erster Druckversuch mit dem Standardprofil für Ultimaker CPE und Ultimaker Breakaway: sieht bissl wüst aus.. die Figur von Forenkollege Trebor gedruckt in CPE auf einem Kissen BreakAway. Der erste Blick zeigt ein von Dual Extrudern leider bekanntes Bild: eine mords Sauerei auf dem Bett, kleine Fitzel an Filament, das aus der inaktiven Düse ausgetreten ist und dann abgestreift und weggeschnippt wurde. Wieder ein Beweis, dass das IDEX des Sigma das bessere Konzept ist und die Wegklappdüse des UM3 im Nachteil.
Was bei PLA erstaunlich gut im Sinne von sauber funktioniert hat, ist hier bei CPE & Breakaway eher traurig. Überhaupt nicht geholfen hat das Wegbrechen des Prime Towers. Das Standardprofil setzt gar keinen Prime Tower, der Default Prime Tower ist viel zu fragil. Die resultierende Figur war trotzdem in Ordnung. Mit einem dickeren Prime Tower wirds etwas besser:
Immerhin klebt nun der Fitzelkram am Primetower und nicht quer übers Druckbett verteilt, der Tower erfüllt also seinen (zweiten) Zweck zum Abstreifen der Düsen.
Eine Lektion, die ich dann schnell gelernt habe ist: das Ultimaker BreakAway dürfte sich gerne noch etwas besser abkrümeln lassen, das ist stabiler als mir lieb ist, wenn man dann noch den Fehler macht und wie bei PVA keinerlei Luft zwischen Druckobjekt und Breakaway Support lässt, kriegt man BreakAway auch nicht mit Gewalt ab:
also nochmal von vorne, mit einen Abstand 0,1mm vertikal, das klappt ganz gut – wir sehen die Unterseite der Kugel (die Facetten sind gewollt):

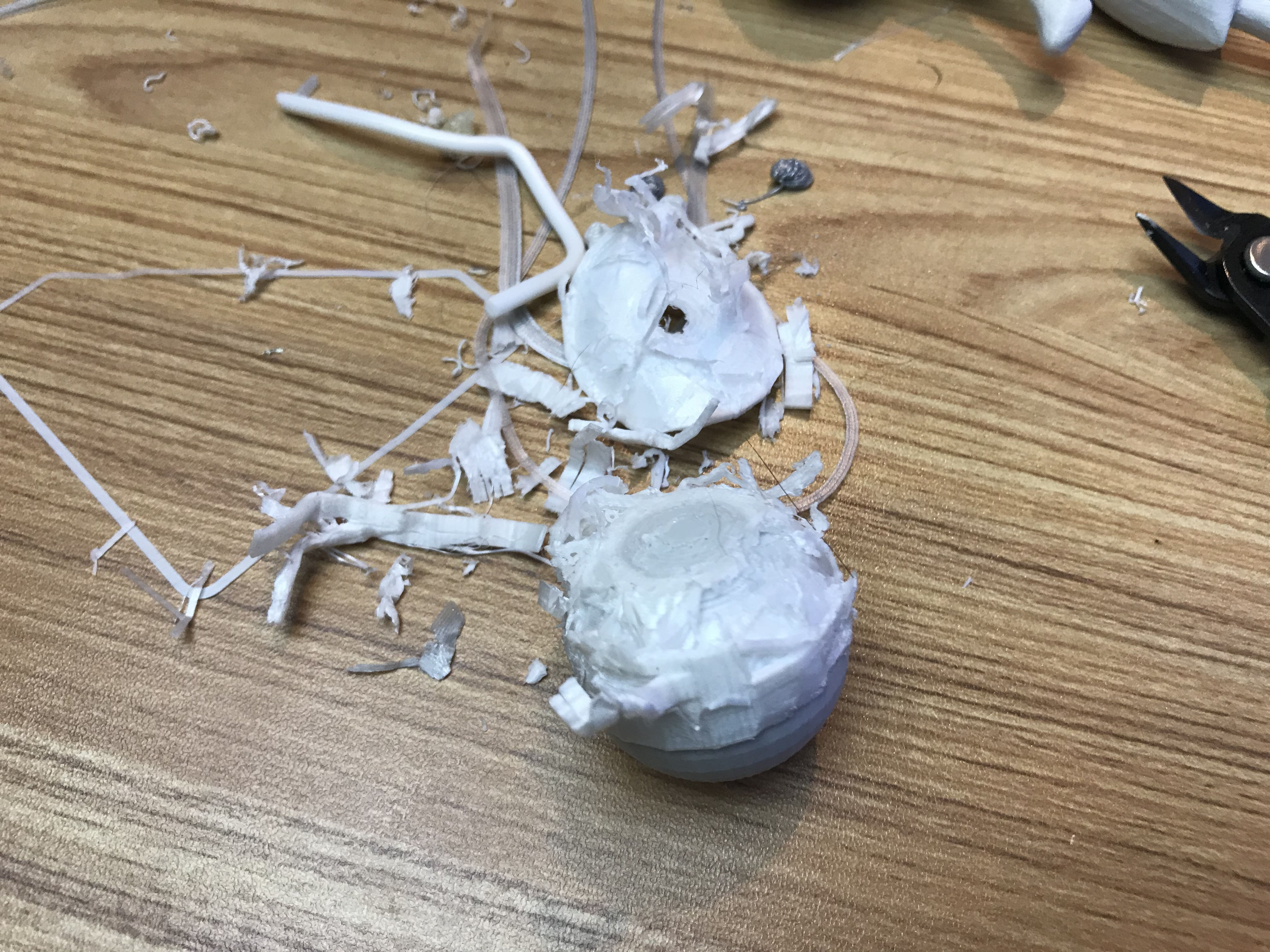
Nicht ganz sauber, aber ok.. Ich werds mal nochmal mit paar geänderten Settings probieren. Und auch mal noch ein Funktionsteil – ein Roller für mein Filamenthalter:
Hier sehen wir zum einen 3 klaffende Löcher im CPE, keine Ahnung, wo die herkommen – ich werd mir wohl kein CPE mehr kaufen, selbst wenn ich da noch gute Settings finde… und wir sehen wieder die Sauerei des für Dual-Drucke eben doch nicht idealen Düse-Weg-Klapp Systems.. Der Sigma macht zunehmend Boden gut – wenn die Mühle nur zuverlässiger wäre, da gibt sich der Ultimaker aktuell keinerlei Blöße.
25.08. Erste Drucke PLA & PVA
Nachdem die Begeisterung gestern beim Dual Color Druck PLA / PLA nicht so ganz aufkommen wollte, war ich umso mehr auf das Ergebnis PLA & PVA gespannt. (Wobei ich auch Uwes Meinung bin, die Filamentwahl war auch nicht unbedingt die Schlaueste, ich werd den Vergleich die Tage mal nochmal mit dem selben Filament wie im Sigma wiederholen)
Den Druck von PVA fand ich bisher frustrierend, meine Versuche am Sigma waren im Ergebnis sehr Bescheiden und der Weg dahin steinig. So frustrierend, dass ich eigentlich nicht vorhatte, PVA regelmäßig zu verwenden. Die noch am ehesten vorzeigbaren Ergebnisse am Sigma erzielte ich mit Verbatims BVOH, eine sauteure (99,- Euro für 500g) PVA Variante. Das zuvor getestete PVA zweier anderen Marken druckte sich schlichtweg grottig bis bescheiden. PVA zieht Feuchtigkeit aus der Luft wie ein Magnet an und wird dann noch undruckbarer. Und selbst frisch aus der Packung draus sah eine PVA Stützstruktur immer recht „unpräzise“ aus, fransig, bröckelig Reste quer übers Druckbett, verworfen, unscharf. Die Haftung PLA auf PVA sowie PVA auf PLA eher mäßig. Das von Sigma empfohlen Colorfila oder eSun PVA konnte ich bis dato noch nirgends finden.
Ultimaker nähert sich dem Thema PVA auf folgende Weise:
- zum einen mit einer eigenen PVA Mischung, die wesentlich härter zu sein scheint und laut Ultimaker auch weniger Wasser aufnimmt. Im Vergleich zu Verbatims BVOH ist Ultimaker PVA deutlich günstiger.. und es ist auch als kleine 350g Spule für „nur“ *hust* 49,- Euro erhältlich, d.h. wenn man die Spule durch Feuchtigkeit versaut hat, sind nicht gleich 100,- Euro kaputt.
- dazu kommt der eigene Printcore (=Druckkopf) „BB“ nur für PVA (mitgeliefert wird ein Printcore BB mit 0,4mm Düse), ein 0,8mm BB Printcore ist optional bestellbar. Der BB Printcore benutzt eine andere Düsengeometrie, das (leider nicht mehr auffindbare) Schaubild für den BB Core zeigt einen trichterförmigen Düsenausgang, der sich erst zur Düsenspitze hin auf die 0,4 respektive 0,8mm hin verjüngt und so zumindest nach meinem Verständnis bessere Fließeigenschaften erlaubt – allerdings auch etwas mehr suppt als der AA Core.
- Erkennt der Ultimaker sein PVA, greift er auf spezielle Material Profile für PVA in Cura zurück, was zumindest das Herumraten mit den Settings erspart. Mal abgesehen von den altbekannten 2 Nervfaktoren in den Ultimaker 3 Profilen (Immer Brim statt Skirt und idiotischerweise den Primetower deaktiviert) waren die Standardprofile gar nicht mal schlecht.
So genug gelabert, schauen wir mal paar Ergebnisse an:
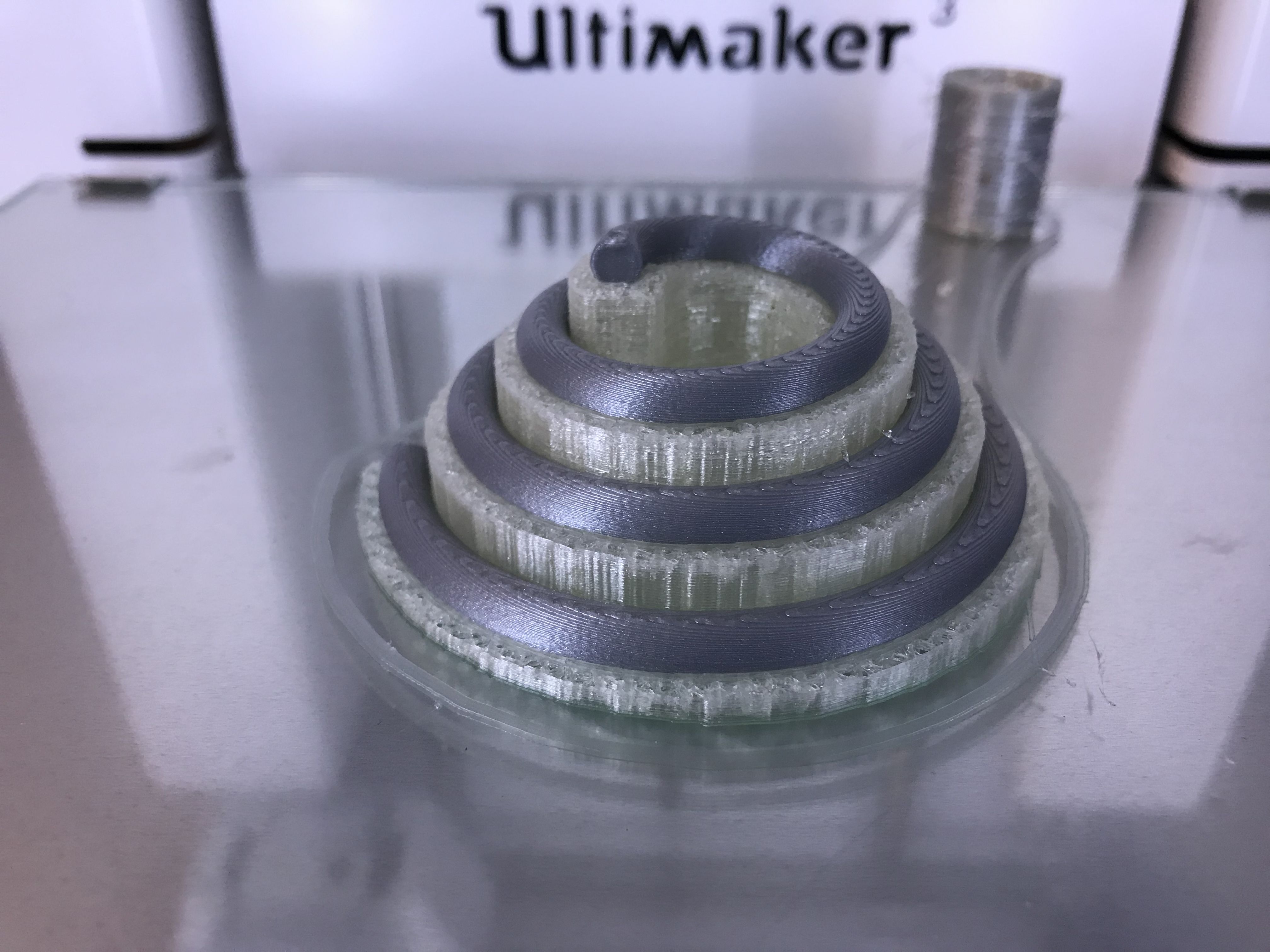
Spirale auf PVA Bett:

und von unten nach Entfernen des PVAs:

Ich bin mit dem Ergebnis recht zufrieden. Auch wenn (oder gerade weil?) das Ultimaker PVA am Ultimaker PLA klebt wie Hundehäuf.. Meine anderen PVA konnte ich meist so abknubbeln, das Ultimaker PVA ist hart und sehr stabil.
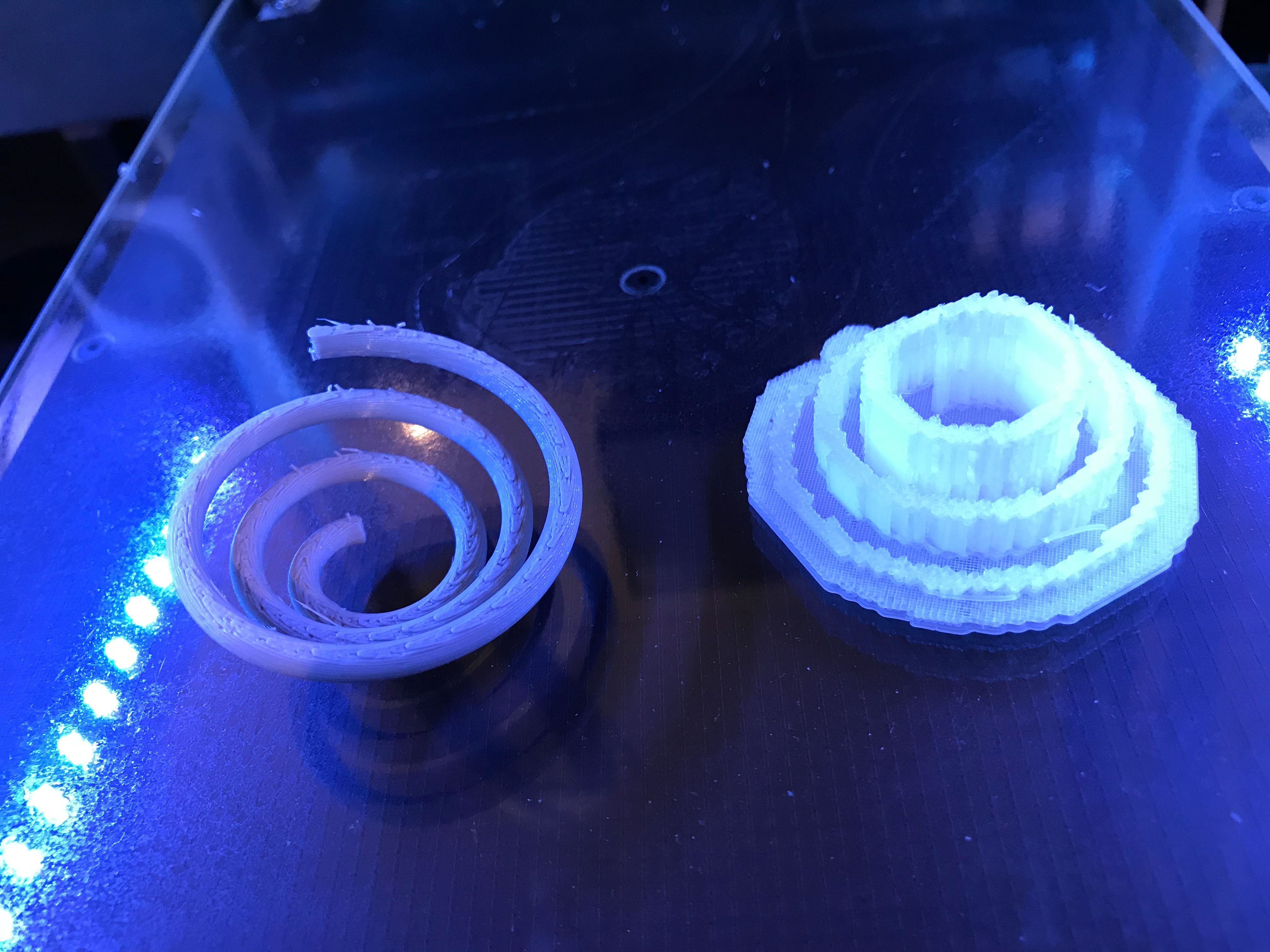
Im Vergleich dazu die Spirale am Sigma:
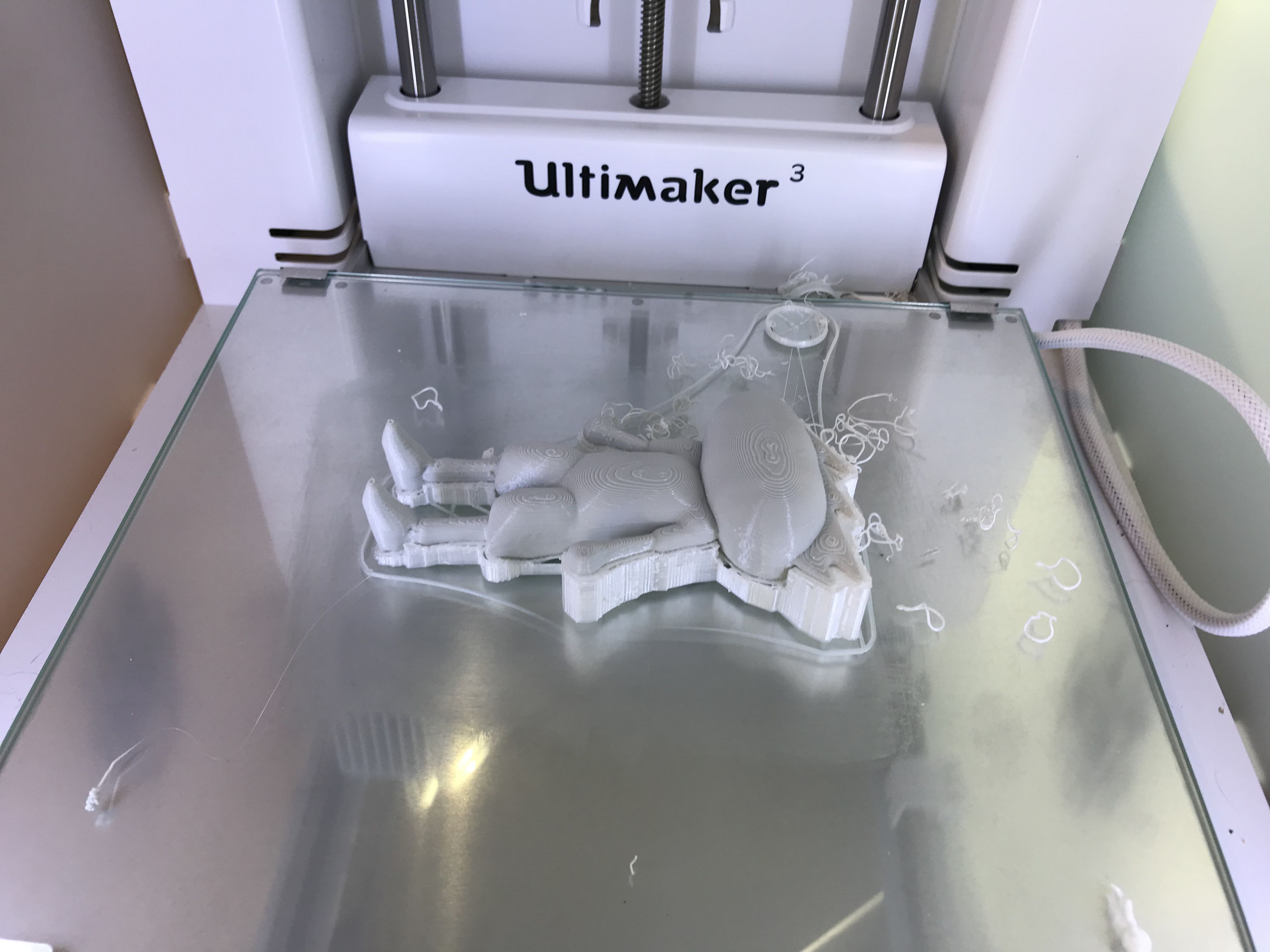
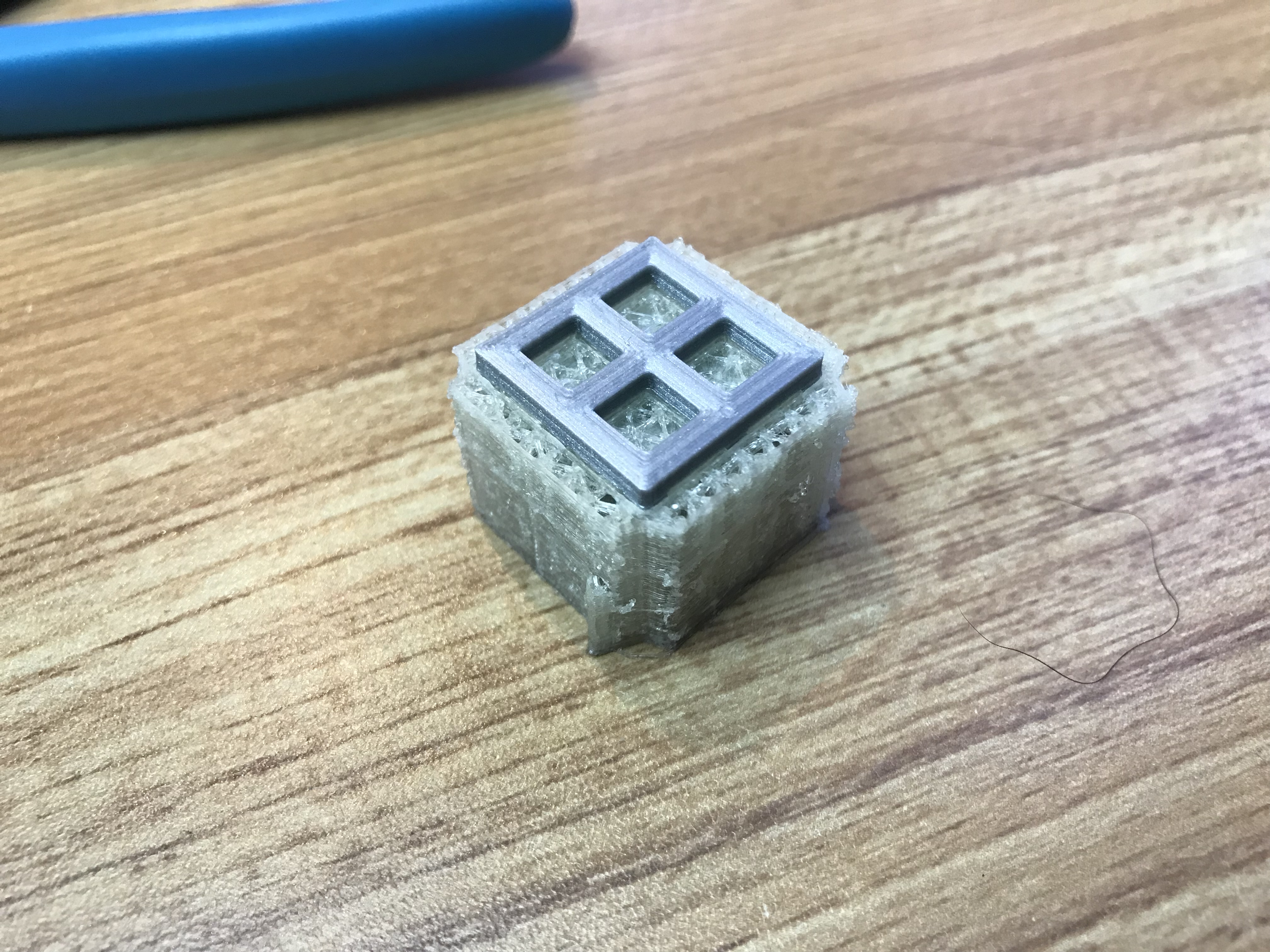
Hier mal noch ein weiterer Druck: das ist ein 20x20x20mm hohler Testwürfel (von unten fotografiert, wir sehen also die Flächen, die auf dem PVA Kissen gedruckt wurden), darin ist ein 10x10x10mm Würfel der nach (stundenlangem Wasserbad – das Ultimaker PVA löst sich sehr schlecht auf) frei beweglich ist.
Ja die vertikalen Pfeiler sind bissl fransig, das dürfte aber mit Retraction noch lösbar sein, liegt aber auch daran, dass das PVA nicht so ganz 100% sauber extrudiert wurde.. Das PVA (lag dem Drucker bei) war zu Beginn merklich feucht und klang wie Schnitzel in der Pfanne beim Druck. Dachte schon, die Rolle kann in Müll, beim 2. Druck, also der Spirale ging es dann besser – sieht man ja auch am PVA, dass es da bei der Spirale besser gedruckt wurde
Der selbe Druck mit dem Sigma ist damals leider schief gegangen und ich hab ihn nicht wiederholt. Ich bin eh immer mehr der Meinung, für kleinen, feinen Fitzelkram taugt das schlecht druckbare PVA einfach nicht, wenn, dann muss das großflächig.
Jetzt ist es natürlich absolut denkbar, dass der Sigma mit dem Ultimaker PVA (das kann der Sigma ja problemlos auch nutzen, sind ja beide 2.85mm) ebenso gut abschneidet, aber im Moment geb ich diesen Punkt an den Ultimaker – gerade auch, weil mir die Drucke auf Anhieb gelangen.
Mein Zwischenfazit zu Ultimaker PLA & Ultimaker PVA am Ultimaker 3: ja, kann man machen, ich hab zumindest 2 brauchbare Resultate aus 2 Versuchen, aber ich glaub ich werde da trotzdem kein Fan von. Morgen teste ich Breakaway, eine HIPS sehr ähnliche, nicht wasserlösliche Alternative zu PVA, die man einfach wegkrümeln kann..
24.08. Erste DualColor Drucke
Nach dem top Ergebnis gestern mit dem SingleColor Omnom heute die ersten Versuche im DualColor Druck. Gedruckt wird mit original Ultimaker PLA.
Aber als erstes muss ich noch das Unboxing Video nachreichen, das ist hier: Unboxing, Ersteinrichtung und erster Druck – wer den Omnom nochmal genau sehen will, in den letzten 2 Minuten des Videos sieht man ihn ganz genau. Bin immer noch begeistert.. (Das Video hat Sprungmarken in der Beschreibung auf Youtube)
Die Begeisterung überträgt sich leider nicht so ganz auf den DualColor Druck. Ich versteh’s nicht, was UltiMaker da mit dem Profil treibt, ein Dual Color Druck ohne Prime Tower, wie soll das gut gehen? Das kann doch nur ein Fehler sein. Und der nervige Brim immer, Skirt tuts auch. Diese 2 Änderungen hab ich dann gleich mal gemacht.. ansonsten ist das dass Originalprofil, ohne irgendwelche Anpassungen:
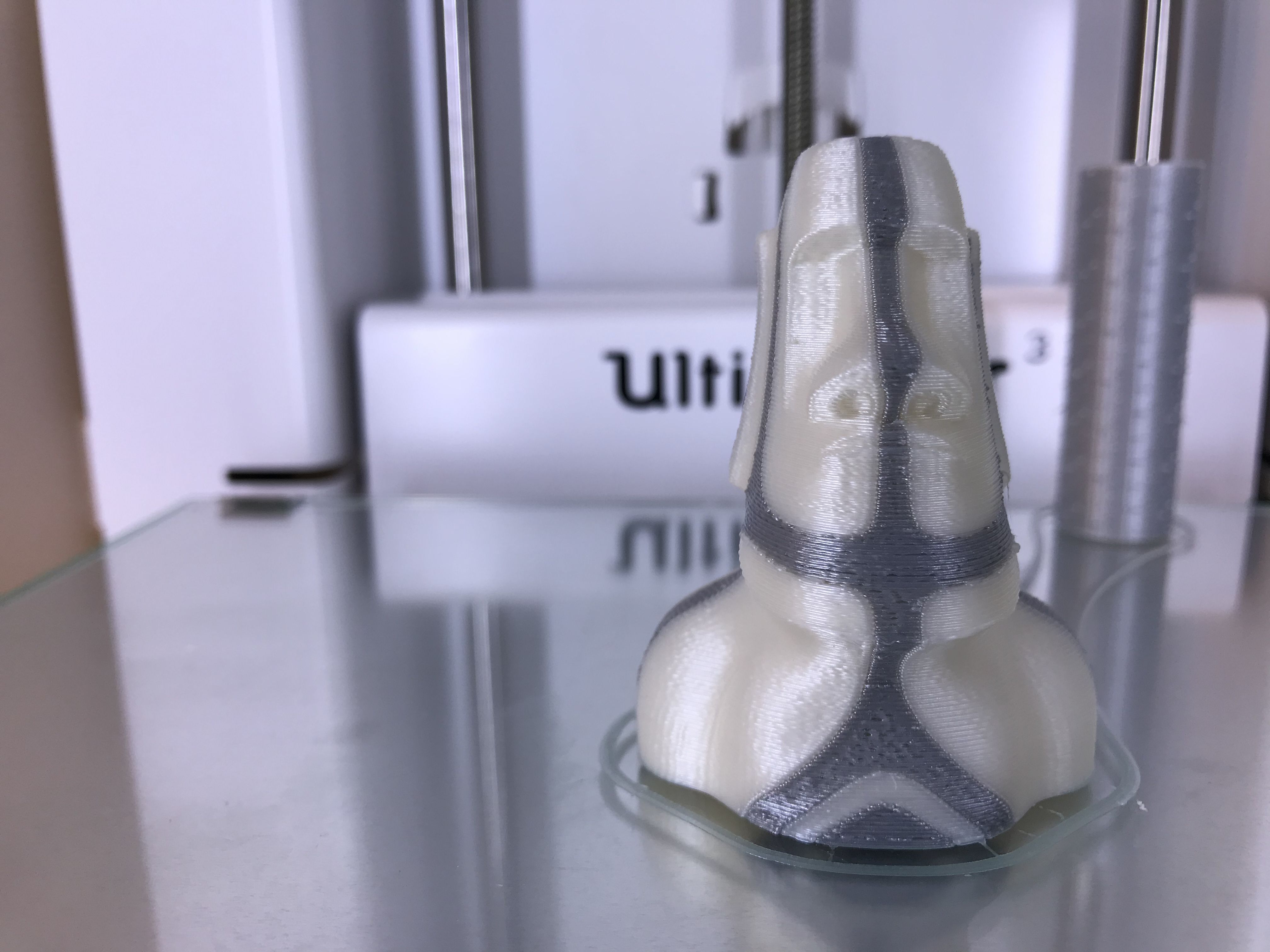
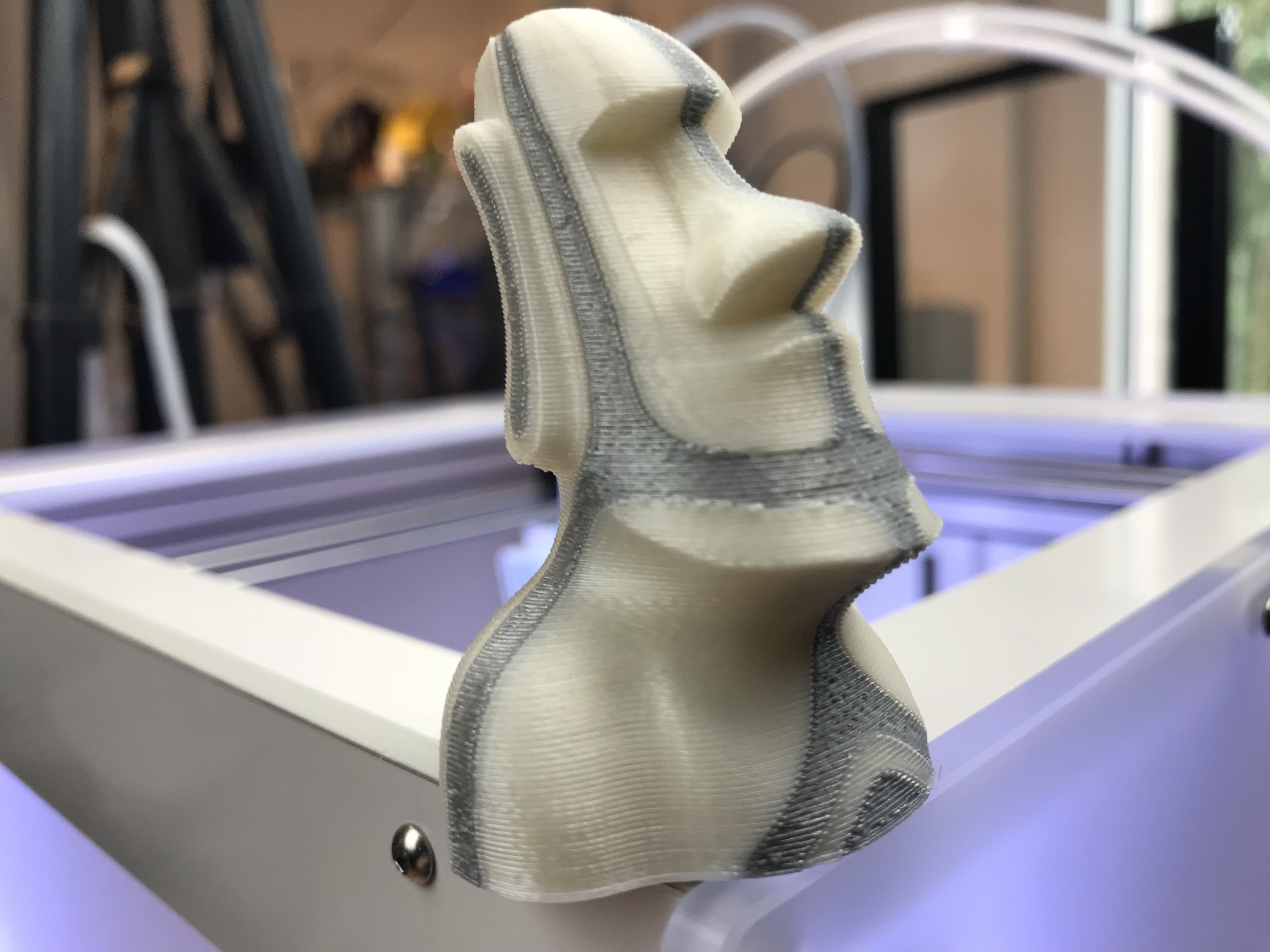
Das ist in Schulnoten befriedigend, vielleicht sogar gut, aber hat keinesfalls die Qualität wie der SingleColor Druck von gestern. Auch der Dual Color Moai ist okay, aber nicht perfekt:
Vergleichen wir das mal mit meinen besten DualColor Drucken aus dem BCN3D Sigma:

hier die Moais, nun noch schnell die Benchies:

ergibt sich ein recht ähnliches Bild. Keiner der Drucke ist perfekt, das schenkt sich auch nicht viel untereinander. Aber der Sigma ist glaub ne Nasenspitze voraus, auch wenn die Extrusion teils etwas ungleichmäßiger ist als beim Ultimaker, die Kabinenwand beim Sigma zeigts glaub ganz gut.
Was man dem UM3 zugute halten muss, er erzielt dieses Ergebnis aus dem Stand – mit den vorgefertigten Profilen. Die Sigma Drucke haben mich Zeit, Nerven und ne Menge Fluchen gekostet, bis die so waren – das war der 8. oder 9. Moai mit dem Sigma. Out of the Box mit dem BCN3D Profilen hätte der Sigma nicht so gut dagestanden. Es gilt abzuwarten, was mit Profiloptimierungen hier beim Ultimaker also dann noch zu reissen ist.
Letztendlich mehrt sich bei mir der Verdacht: der Ansatz mit 2 Düsen, sei es nun Idex beim Sigma oder klappbar wie beim Ulti, ist für DualColor beides nicht Ideal. Vielleicht ist hier das 2in-1out Konzept einfach besser.. Oder aber Splicing, wie es die gerade gestern neu erschienene Palette2 von Mosaic vormacht (übrigens deutlich günstiger als das Vorgängermodell).. und wir – oder ich zumindest – blicken weiterhin gen Osten, ob und was Meister JP mit dem wieder mal bald ein Jahr verbummelten MMU v2 reißen wird.
Morgen geht es hier weiter mit Dual MultiMaterial Drucken: PLA / PVA und vermutlich PETG / Breakaway steht auf dem Plan. Es bleibt spannend.
Aber auch heute muss ich sagen: der Ultimaker absolut problemlos, ohne irgendwelches Gefummel, STL reinkippen und paar Stunden später den fertigen Druck rausholen. Einfacher gehts nicht.
23.08. Da isser..
Nach langen 3 Tagen durfte ich meinen Ultimaker 3 dann endlich im Postamt abholen, die Klingel wurde am Tag zuvor mal wieder nicht gefunden. Das Unboxing wurde dann etwas erschwert, weil ich mir bei der Hausarbeit erst den Arm „abgerissen“ habe und dann beim Einladen des Drucker noch die Kofferraumtür drauf geknallt ist. Erschwerte Bedingungen also. Arm ab ist wie Männergrippe – nur nicht ganz so tödlich. Wieder einmal hat sich gezeigt: Hausarbeit ist nix für mich.
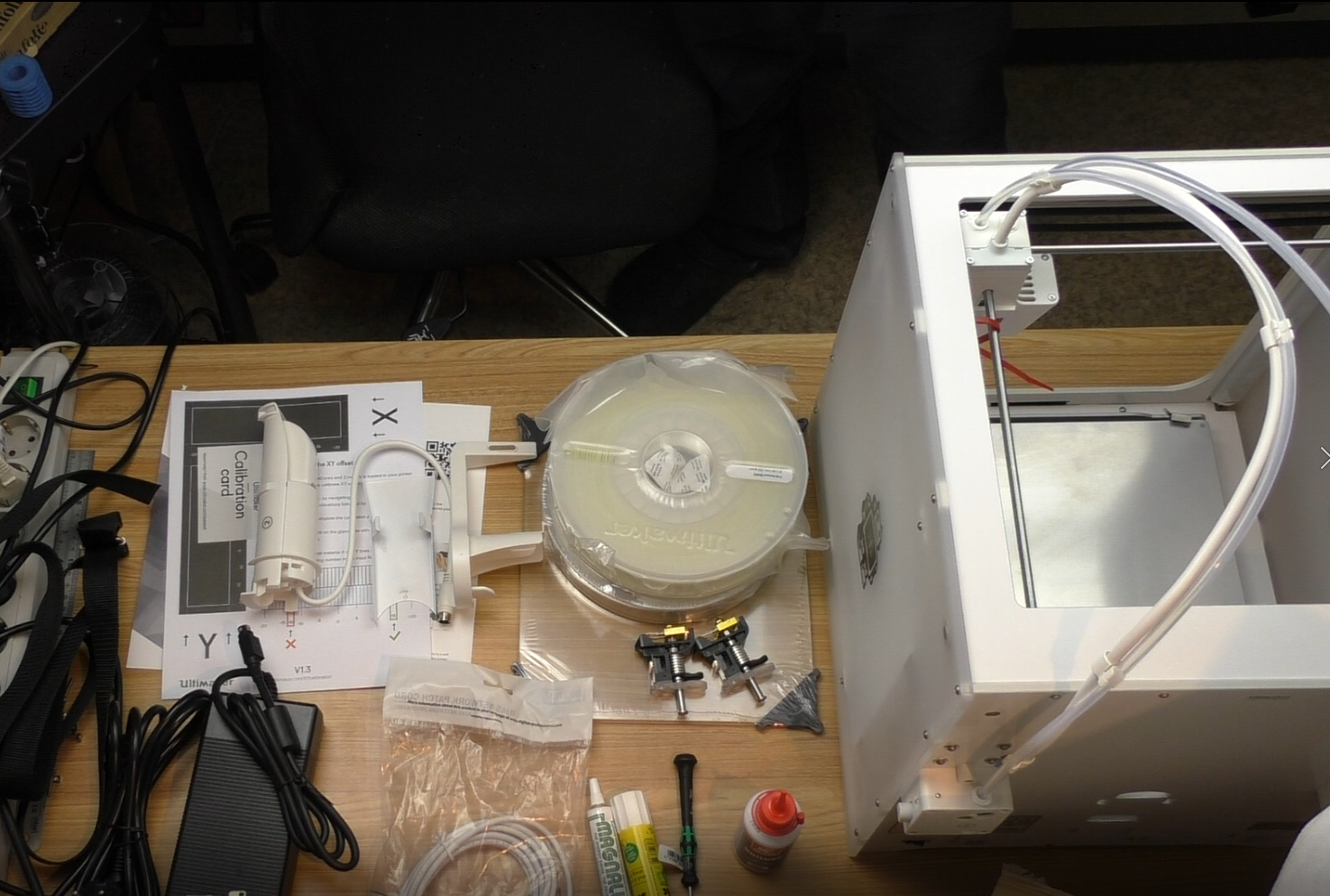
Das Unboxing wäre beidhändig schnell erledigt.
- Komplett vormontierter Drucker
- externes Meanwell 24V 220W Netzteil
- Glasplatte
- (doofer) Doppelrollenhalter mit NFC Leser
- Lankabel,
- 16GB USB Stick Marke Verbatim
- Uhu Klebestift
- ne Tube Fett & Flasche Öl,
- ein Inbusschlüssel,
- insgesamt 3 Druckköpfe:
- 2x Standard „AA“ 0.4mm
- 1x „BB“ 0.4mm (BB ist nur für PVA und hat eine geänderte Düse).
- Eine 350g Rolle PLA und eine 350g Rolle PVA. Sparzwang bei Ultimaker – eine ganze Rolle hat wohl nimmer ins enge Budget gepasst 😉
- Handbuch gibt’s keines – aber ne App, Schnellstartanleitung (reicht locker) und Nivellier- und Kalibrierhilfe.
Ein Dämpfer: der vordere X-Riemen ist locker und muss etwas nachgezogen werden. Wer Ultimaker kennt, macht das in 2 Minuten, der Neueinsteiger hätte jetzt ein Problem.
Eigentlich muss der Drucker bei dem Preis „perfekt“ aus dem Karton kommen, mit gespanntem Riemen!
Die Erstinbetriebnahme ist ansonsten komplett Assistenten geführt ebenfalls in wenigen Minuten gegessen. Druckköpfe einsetzen, einer steckt schon, Filament laden, einmal das Druckbett manuell nivellieren (danach geht das Automatische Bett Leveling). Die Köpfe sind wohl auch schon kalibriert, wenn ich das richtig verstanden habe.
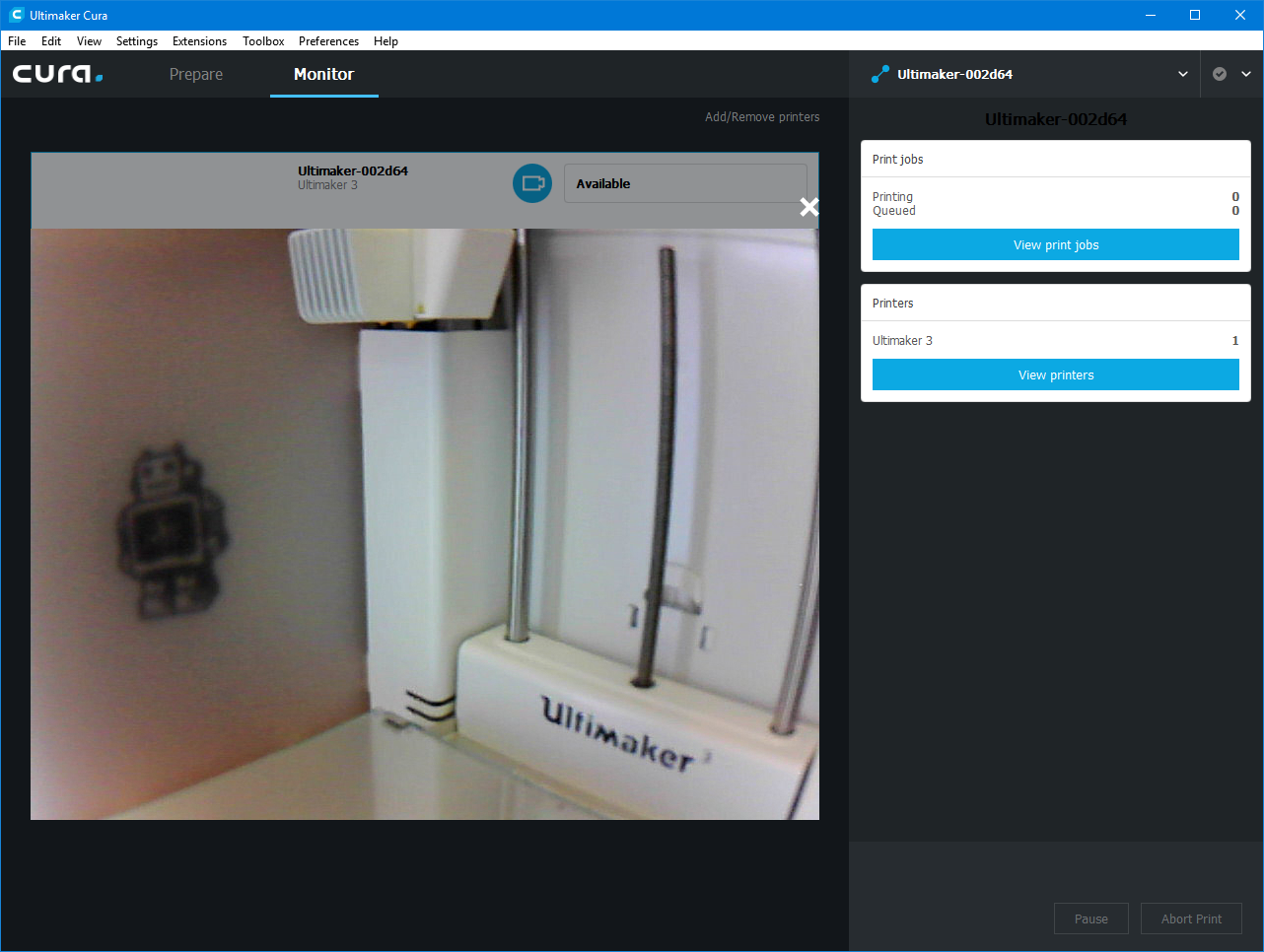
Danach entweder das Lan Kabel anstöpseln, Wifi aktivieren oder vom USb Stick drucken (leider keine vorgeslicten gCodes). Ich bevorzuge Kabel, danach kann Cura am PC über die Drucker-IP mit dem Drucker verbunden werden, die geladenen Filamente werden automatisch vom Drucker an Cura übermittelt, die Settings in Cura automatisch angepasst. Der erste Druck läuft nur 2 Klicks später:
- Stl ins Cura Fenster kippen
- „über Netzwerk drucken“ anklicken
Cura schaufelt den Druckjob zum Drucker, ab dann kann der PC auch wieder aus und es beginnt der ersten Druck auf meinen Ultimaker3.
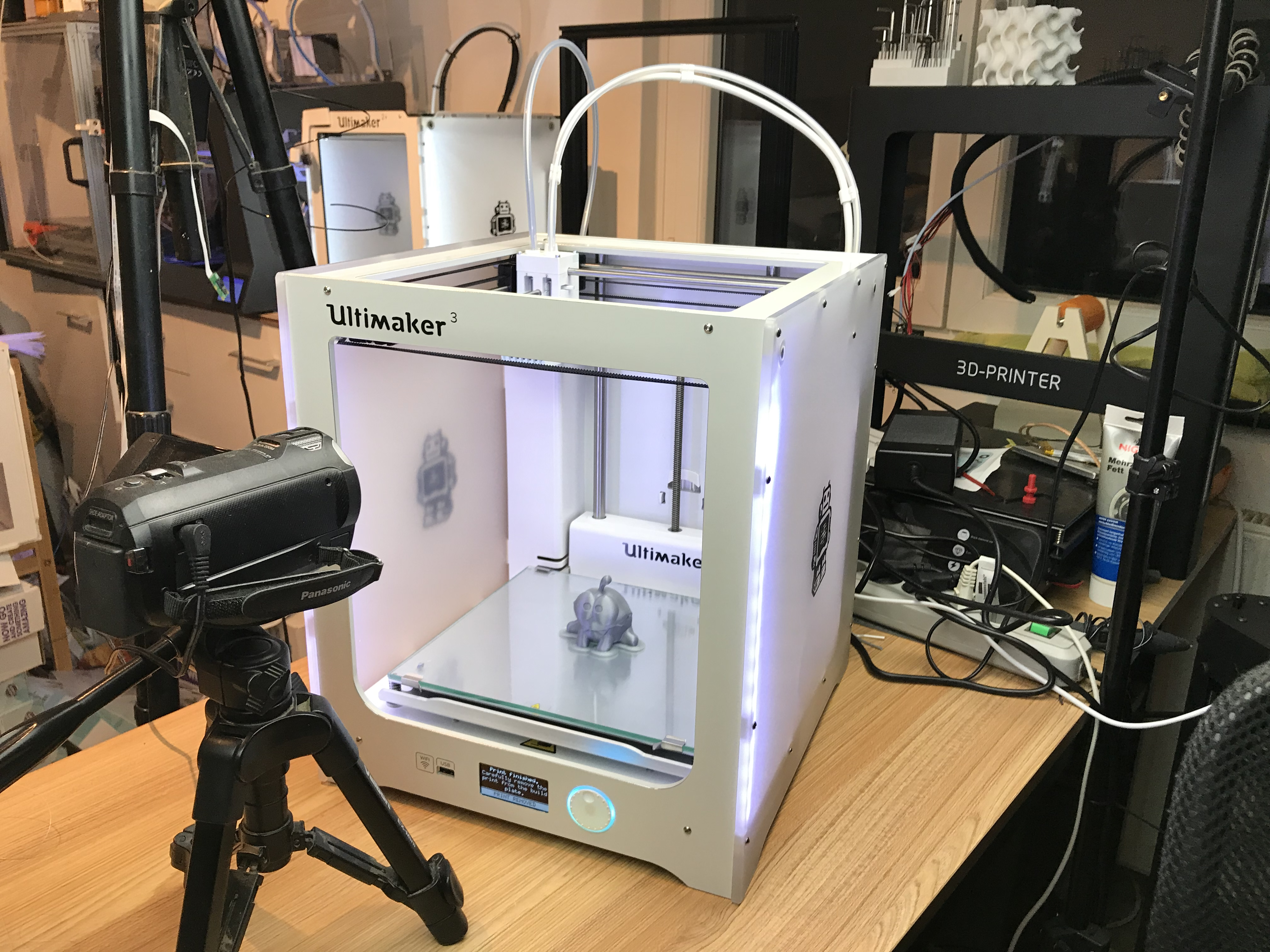
Den Druckverlauf zeigt die eingebaute Webcam in Cura:
und…
liefert den besten Omnom, den ich bis dato jemals gedruckt habe.
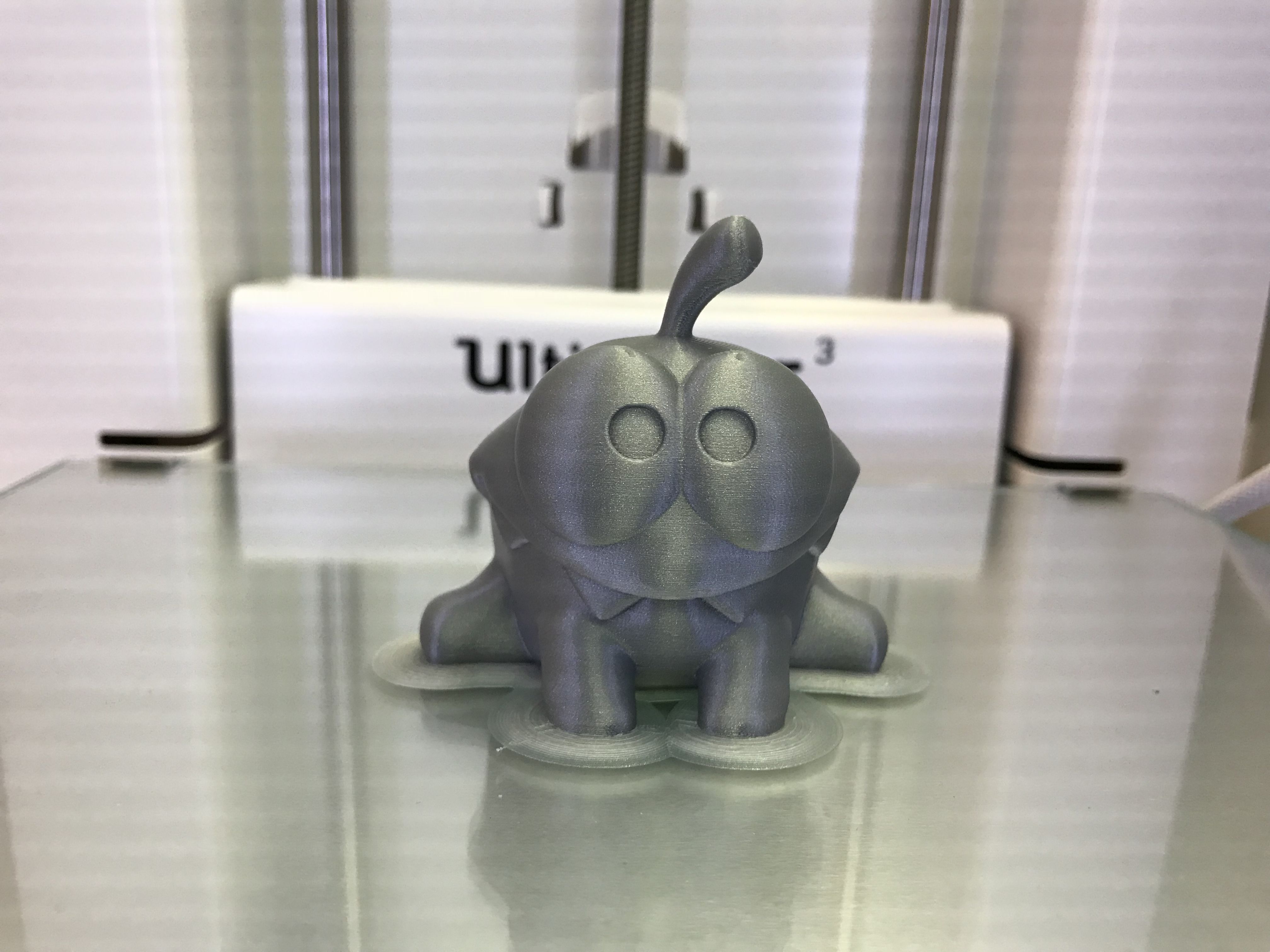
Hmm. Ein bissl muss ich grinsen. Überzeugende Vorstellung. Respekt, das war nicht nur Plug & Play, das Resultat ist herausragend gut.
Wenn auch etwas langsam, Curas Standardeinstellung ist Superfein, der Omnom hat eine Schichthöhe von 0,06mm – Druckzeit 3:46.
Die Streifen übers ganze Foto kommen wohl aus einer lustigen Intereferenz mit Druckerlampen, Videoleuchten und iPhone Kamera – in echt sieht man die nicht. Ich hoffe, ohne die Videolampen ist der Effekt dann weg, weil ich hab immer gerne aus dem Drucker raus Bilder geknippst.
So, genug gelobt.. ich hab auch gleich schon was zu meckern:
- der Rollenhalter war beim UM2+ schon doof, im UM3 ist er „doppelt so doof“, weil die 2 Rollen hintereinander huckepack gesteckt werden. Das ist total umständlich, da hinter dem Drucker Rollen zu wechseln, das steht tierisch weit raus.. Blöde Idee. Ich werde wohl wieder seitlich mit meinen eigenen Rollenhaltern zuführen.

Hinten 750g UltiMaker PLA perlweiss, vorne die mitgelieferte Rolle PLA silber
- der Filament-Wechsel Assistent ist immer noch so unintuitiv, langsam und fehleranfällig wie beim UM2+: wenn man zu spät das einfädeln bestätigt rammt er dann im letzten Schritt das Filament viel zu schnell in den Druckkopf und der Neueinsteiger hat erst mal ne ordentliche Verstopfung (und nen Herzinfarkt vor Schreck). Tipp: Filament manuell wechseln: Hebel am Feeder ziehen, von Hand durchstecken bzw. rausziehen, Filamenttyp bestätigen. Noch’n Tipp: druckt Euch einen Wedgebot: https://www.youmagine.com/designs/wedgebot-for-ultimaker2
Soweit für heute mal. Jetzt werd ich erst mal nen DualColor Druck anwerfen, mit normalen Schichthöhen, dann das Unboxing Video fertig schneiden.. Morgen gehts hier also weiter. Ich bin gespannt. Detailfotos kommen selbstverständlich auch noch.
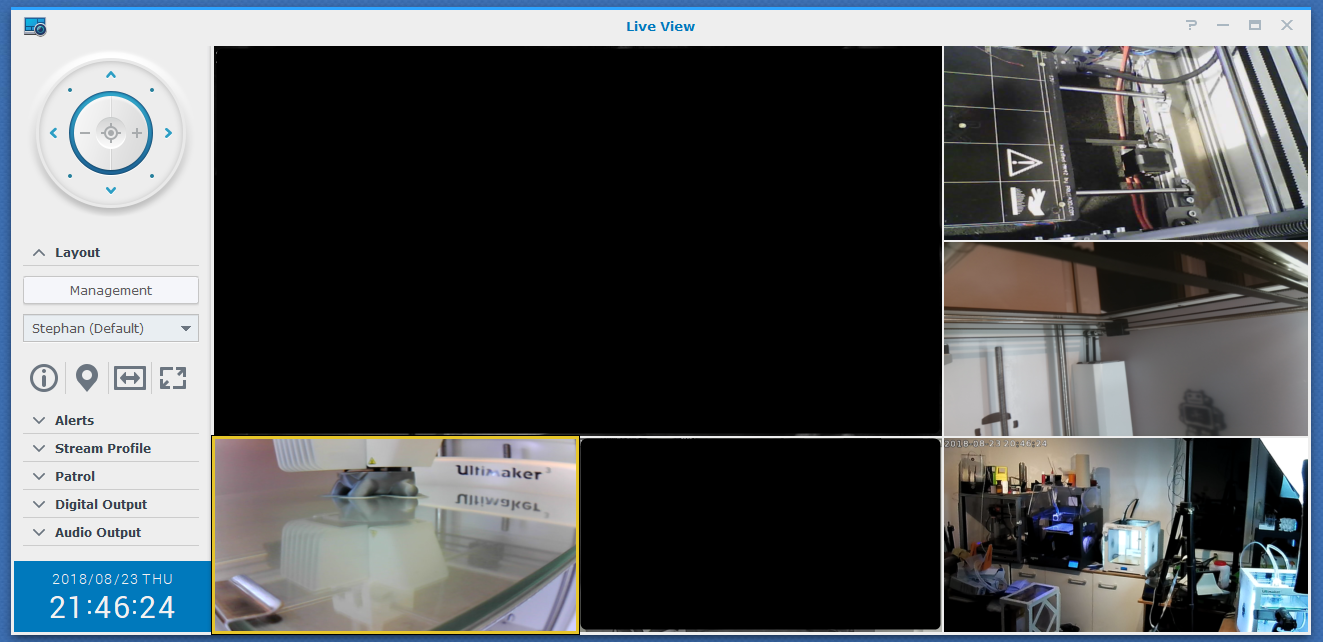
PS: die Webcam im UM3 verhält sich wie ne ganz normale RaspiCam – und ist so fluggs zu meiner Druckerüberwachung per Synology hinzugefügt:
Wollte mir gerade eine 0.25 er Düse bestellen um noch feiner zu drucken aber so wie ich das hier lese bringt es nichts , richtig
Grüße Alex
Ich würde jetzt nicht „bringt gar nix“ sagen wollen. Wenn Du die Zeit reinsteckst, das richtig schön einzustellen, bringt es schon etwas.. und vielleicht hat Cura inzwischen für deinen Drucker ein besseres Profil bekommen.
Meine Frust war ja primär, dass es nicht wie sonst bei Ultimaker erwartet, nicht mit den vorgefertigen Standardprofilen nicht ohne Nacharbeit ging und mir die Zeit zu schade war, das alles zu optimieren. Ich hab noch ein paar Resindrucker stehen, für die diese feinsten Details gar kein Problem sind. Zum Preis von 2 Printcores kriegst locker nen Resindrucker und etwas Resin.
Man kann auch mit der Standarddüse mal schauen, wie weit man die Linienbreite noch reduzieren kann. Da ist auch noch Spielraum nach unten, 0,3mm würde ich mit der 0,4er Düse schon mal versuchen, bevor ich mir den 0,25 Kopf kaufen würde.
Hallo @stephan
Du schreibst im letzten Absatz von der Webcam zur Druckerüberwachung an der Synology. Das würde mich im Detail tatsächlich interessieren. Das Live Bild dort abgebildet ist aber nicht die Synology, oder? Das wären ja 6 Kameras. Wie geht das mit der Lizensierung der Surveillance Station. Hast Du so viele Lizenzen, oder gehst Du da einen anderen Weg?
Das Foto is Synology, doch. Genauer gesagt Synology Surveillance Station, hier der Windows Client. Lizenzen gibts je nach Größe ein paar (wenige) dazu, den Rest habe ich dann dazu gekauft – wenn man bissl sucht, finden die sich auch im Original hin und wieder um ca. 30,- / Kamera. Nicht billig und wahrscheinlich Overkill, aber wenn man sonst schon alles mit Syno gelöst hat, bietet sich es halt an, nicht nochmal ein 2. Fass aufzumachen.
Danke für die Antwort. Windows Client ist das Zauberwort, deshalb hab ich es nicht erkannt.
Man hat glaube ich 2 Lizenzen pro Gerät immer aktiviert und ich habe ein 4er Pack Lizenzen damals noch dazu gekauft. Kostete glaube ich etwas um 180€ und deshalb war ich mir nicht sicher, ob Du wirklich da so viele Lizenzen für einen Drucker genutzt hast.
Ich mache ja meine Drucküberwachung, bzw. die Druckfortschrittsanzeige über Octoprint an meiner Hausautomation an einem zentralen Touchscreen Monitor. Über die Visualisierung der Software kann ich den Webstream der einzelnen Raspi Kameras auch abgreifen und darstellen. Über eine Synology würde das dann allerdings auch außerhalb der Software für die Hausautomation an jedem x-beliebigen Gerät und Ort über z. B. DS Cam der Synology funktionieren.
Das hätte schon Vorteile. Deshalb hatte ich gefragt.
Ich nutze ja kein OctoPrint sondern Repetier-Server. 2 Gründe: es gefiel mir besser und ich kann ohne Basteln ne Menge Drucker an einen RasPi3 hängen, das geht problemlos bis zu 4 gleichzeitig druckend (rein zur Verwaltung hab ich 9 an einem RasPi). Dann fiel mir recht bald auf: pro Drucker eine Kamera ist zuviel – nicht nur für den RasPi sondern auch für mein Netzwerk ganz allgemein, das erzeugt doch eine ordentliche Menge an Daten, also hab ich reduziert auf 2 schwenkbare IP-Cams, die dann eben da hin schauen, wo ich grad schauen will oder halt die Runde machen. Und somit lag es Nahe, das ganze eben über die Syno laufen zu lassen. Dazu kam dann noch die Kamera des UltiMaker3, der mit RasPi erst mal gar nix am Hut hat, also nochmal eine Lizenz zur Syno dazu gekauft und den Ulti3 dort hinzugefügt.
Ich habe jetzt zu meinem S5 jetzt auch mal die 0,8 Düsen geholt, man will ja was zum spielen haben. 😉
Aber irgendwie will Cura mit der 0,8 Düse kein Breakawy drucken, das Material wird immer rot.
Hast du es hinbekommen?
BreakAway mit 0,8 hab ich noch nicht probiert. Cura ist übrigens der Meinung, 0,8mm wird mit BreakAway nicht unterstützt – drum wird das rot. UltiMaker ist da etwas pingelig, was bestimmte Kombinationen angeht (siehe hier: https://ultimaker.com/en/resources/52121-how-to-print-with-ultimaker-breakaway ist nur für 0,4mm Core freigegeben).
Wenn er so nicht drucken mag, dann könntest Du das als ein Generisches Filament anlegen, das müsste gehen (solang der NFC die Spule nicht zu sehen bekommt)
Das habe ich bei Ultimaker auch gefunden…
Er ist übrigens der Meinung, dass auch das generische Breakaway nicht kompatibel ist…
Ich müsste mal schauen ob ich nicht ein anderes Material umbenenne und als Breakaway ausgebe.
Ich muss immer ein existierendes Generic Material duplizieren und das dann abändern, sonst startet der Drucker nicht und verlangt nach einem „Unbekannten Material“. Meiner Meinung ist das in Cura grundsätzlich verpfuscht (da der Upload neuer Materialdefinition immer noch nicht implementiert ist) für die UM3 und vermutlich auch im S5. Ich würde ein Generic ABS duplizieren.
Stinke Drucker wurden früher zumindest als Stereolithographie bezeichnet. 0,25mm ist schon verdammt winzig für unsere Plastewurstschmelzer und ich staune, wenn ich die Ergebnisse sehe. Ich hätte von vornherein geht nicht gesagt. Dafür ist das Ergebnis doch unerwartet gut. Vermutlich bin ich mit unserem Dremel vorbelastet. Dessen 0,4mm Düse war ständig verstopft. Da ich dieses Problem seither nicht mehr habe sollte ich auch mal eine kleinere Düse probieren. Muß ja nicht gleich 0,25mm sein. 0,3mm sind immerhin schon 44% mehr. Was ist das eigentlich für eine Größe die Geeetech uns beigelegt hat? Bei mir steht mal wieder nichts drauf.
Interessanter Artikel, wir überlegen uns momentan auch den Ultimaker 3 anzuschaffen. Der PLA + PVA Druck schaut sehr gut aus.
Für PVA+PLA ist das Ergebnis bei der Spirale gut, ja, aber ein Freund von PVA werde ich glaub nimmer. Meine Rolle PVA muss echt feucht gewesen sein aus der Packung raus, der PVA Support beim Würfel ist doch deutlich schlechter als bei der Spirale gewesen
Wenn irgendwie möglich, werde ich PVA weiterhin meiden, schon des Preises wegen.
Wie hast du die „Ecken“ optimiert?
Sorry, ich habs nicht gesehen:
erstmal nur durch reduzieren der „äußerster Perimeter Geschwindigkeit“, bis mir da was besseres einfällt. Ich muss hier eh die Tage weiter tippen, ich hab grade den 0.8er Düsen „Test“ fertig.
Also wenn ich an das komische WiFi-Ding von Geeetech mit Cloudanbindung in China denke währ es doch mal eine feine Sache, wenn Ultimaker diese Netzwerkanbindung zum Nachrüsten für Fremddrucker in einer kleinen Box liefern würde und das etwas Richtung OktoPrint erweitern würde. Ansonsten find ich die Ausdrucke Jammern auf hohem Niveau. Selbst mit 0,2mm Schichtdicke sieht das noch alles sauber aus.
Bevor das wieder einer schlecht redet – Ich find das Ergebnis mit PVA gut! Ich hab da mal irgend wo einen Filamenthersteller gehört der gesagt hat – Die Kombination mit PVA muß aufeinander abgestimmt sein. Da wird schon was dran sein. Vermutlich hätte Dir das den Druck Deiner Federn erleichtert. Kannst den Hersteller von dem Flexmaterial ja mal fragen ob er ein passendes PVA dazu anbietet.
Ich bin damit auf jeden Fall zufrieden, ich weiss wie sehr ich mit dem Sigma und dem Flashforge über PVA geflucht habe. Das hier hat auf Anhieb funktioniert. Aber wie schon gesagt, es könnte ganz einfach ein leichter zu druckendes PVA sein, das wie du sagst speziell auf das Ultimaker PLA abgestimmt wurde – es also nix mit den Druckern zu tun hat.
TPU und PVA hat bisher absolut nicht funktioniert – Ultimaker sagt dazu in der Doku: Versuchs gar nicht erst 😉
Stephan, die Dualdrucke hauen mich jetzt auch nicht vom Hocker. Da sind selbst meine ersten Tests von der SD-Karte des Sigma besser geworden. Ich habe das an anderer Stelle schon mal geschrieben, das Beste in dieser Branche ist das Marketing. Egal welcher Markendrucker, er ist das Geld nicht wert. Leider.
Ja, das ist erst mal keine Offenbarung im Dual Druck – da braucht sich der Sigma nicht verstecken.
Warten wir mal ab, was Du mit dem U3 noch optimiert bekommst.
Also. Entweder ich kucke schief oder ich muß die Brille putzen. Liegt möglicher Weise auch an der Farbkombination. Wenn ich gedanklich die Farben mal ausblende sieht das Ergebnis beim Ultimaker für mich deutlich besser aus! Der violette Moai hat da wie eine Nahtstelle am Kontakt der verschiedenen Farben. Als wenn die Düsen minimal versetzt währen. Als solches möchte ich Stephan da Recht geben. Das sieht beim Ultimaker für den ersten Versuch schon recht gut aus. Die Meldung von Palette2 hab ich auch gelesen. Die neue MM-Variante von Prusa ist ja ein ähnliches Verfahren. Ich verstehe nur nicht wofür da noch dieser Hilfsklotz für den Farbwechsel benötigt wird. So richtig verstanden hab ich die Nachrüstung bei Palette2 auch noch nicht. Wer steuert hier wen und wie? Da ist die Lösung am Ultimaker für mich nachvollziehbar und einfacher. Vor allem für Multimaterial geeigneter. Bunt ist ja hübsch aber das geht mit einer Düse besser sogar mit Mischen.
Mich würde der Aufbau vom „Dual Kopf“ interessieren, kann man da beide Düsen/Hotends justieren und schließen die irgendwie ab? Damit nichts „sabbert“?
Die beiden werden in X & Y zueinander kalibriert und in Z zur Glasplatte. Dazu druckt der UM3 ein Streifenmuster und du wählst dann die 2 Streifen aus, die am besten zueinander passen. Wie beim Sigma. Das Ergebnis wird dann gespeichert für das jeweilige Düsenpaar, so dass die Kalibrierung nur einmal pro Paar notwendig ist. Die Düsen im Karton sind bereits kalibriert.
Warum die nicht aktive nicht suppt weiss ich nicht. Die rechte wird ca. 2mm hoch oder runter geklappt, eigentlich müsste die nicht aktive Düsen suppen, tut se aber nicht. Die haben noch ein Silikonkissen ähnlich wie die Silikon Socken, aber das Loch in der Düse bleibt trotzdem frei. Ich mach Bilder davon.
Ok, die Frage kann ich inzwischen beantworten: da ist nix, was ein Sabbern verhindern würde..
es sabbert nämlich mit anderem Material als dem bisher getesteten UM PLA wie erwartet. Durch die doch recht große Höhendifferenz der 2 Düsen zueinander bleibts jedoch in der Regel am Wipetower hängen und stört da nicht groß.
Zu Hilfe kommt da noch, das Cura die aktuell nicht genutzte Düse abbkühlen lässt. Aber sonst ist da nix.
Ich finds beruhigend, dass man für den hohen Preis doch einen gewissen Gegenwert zu bekommen scheint. Bin gespannt, wie der Vergleich mit dem Sigma in Sachen Dual-Extrusion aussieht. Ich würd den Niederländern den Gewinn gönnen. Immerhin haben sie mit den Ultimakers und Cura einen großen Beitrag zum Thema geleistet. Wär doch schön, wenn das Geschäftsmodell auch dauerhaft für alle aufgeht. Dafür muss der Drucker dem Stephan noch den einen oder anderen sehr guten Druck raushauen. Wir sind gspannt …
Komisch, der Drucker ist mir jetzt schon sympathisch. Freue mich schon auf neue Infos. Bin mal gespannt ob Holland gegen Spanien gewinnt und wie hoch.
Also ich war’s nicht! Neuer Versuch von MultiMaterial? Auspacken und Drucken hatte ich bislang nur beim Dremel. …und nun muß es plötzlich doch Cura sein. Der Drucker wird Dir das Programm schon schmackhaft machen! Bei DHL würde ich mal was neues versuchen. Gib mal die GPS-Koordinaten an. Die sind auf jedem Navi gleich. Ach! und gute Besserung!
Ich werds mal zunächst mit Cura versuchen, ja, Wobei Simplify3D und USB Stick auch funktionieren würde. Versuche mit MultiMaterial kommen. Heute gibts erst mal paar DualColor Drucke..