
Toller Schaumschläger: Colorfabb LW-PLA
Eine neue Sorte von PLA: schaumig aufquellend und damit deutliche Gewichts- und Materialeinsparungen verspricht Colorfabb bei gleichzeitig matter Optik und Vorteilen beim Druck mit großen Düsendurchmessern. Ich habs mal getestet.
Colorfabb ist teuer, ohne Zweifel eine der Luxusmarken, Colorfabbs PLA/PHA Blend gehört dennoch mit zu meinen Lieblingsfilamenten, trotz des extrem hohen Preises und des etwas anderem Druckverhaltens. Zudem kommen von Colorfabb auch immer wieder mal innovative neue Filamente, wie zum Beispiel eben das neue LW-PLA (dabei steht das LW wohl für LightWeight – Leichtgewicht). Nicht alle Spezialfilamente sind letztendlich dann fürchterlich praktikabel meiner Meinung, aber ich fand die Idee von LW-PLA spannend und hab mir bei 3djake mal ne 750g Rolle für 40,00 Euro bestellt.
LW-PLA – Was soll das?
Beim Austritt aus der Düse quellen alle mir bekannten Filamente etwas auf, darum erhält man, wenn man z.b. PLA aus einer 0,4er Düse in die Luft extrudiert, auch keinen exakten 0,4mm Faden (jaja, das hinkt etwas). Colorfabb LW soll bei hohen Temperaturen (der von Colorfabbb nutzbare Bereich ist angegeben mit 195°C bis 280°C) zunehmend mehr „schäumend“ extrudieren und damit noch wesentlich mehr aufquellen als normales PLA, dadurch erhalten wir mehr Volumen und in Konsequenz brauchen wir weniger Material, um dasselbe Objekt zu drucken, was sich auch in einer Gewichtsreduktion bemerkbar macht. Zum Vergleich: Normales PLA hat eine Dichte von ca. 1,3g/cm³, LW-PLA kommt runter bis zu 0,45g/cm³.
Wo kann so eine Leichtbauweise Sinnvoll sein? Hmm, Boots- oder Flugmodellbau vielleicht? Zumindest nennt der Hersteller dies als möglichen Anwendungsfall und druckt auf der Hilfeseite für LW-PLA Flugzeugflügel ala 3dlabprint. Ich würde noch ergänzen: Dekostücke mit besonderer Optik / Haptik und Druck mit fetten Linien.
Colorfabb LW-PLA
Aber fangen wir ganz vorne an. Geliefert werden die 750g wie bei Colorfabb üblich auf einer 750g Rolle, vakuumverschweißt mit Mini Silica Päckchen im Pappkarton, der nochmal in Folie eingeschweisst wurde. Standardkost.

Die Wicklung ist nun nicht super ordentlich, aber zweckmäßig ausreichend: ich weise immer wieder mal drauf hin: die mega ordentlichen Wicklungen sind zwar schön anzusehen, aber technisch nicht nötig.
Im Bild ebenso erkennbar: das Filament ist rau, fühlt sich etwa an wie 600er Schleifpapier. Dafür ist es sehr flexibel und bricht zumindest „frisch“ erst nach mehrmaligen hin und her biegen.
LW-PLA ist kein Filament zum einfach losdrucken, es braucht eine
Kalibrierung:
Colorfabb empfiehlt zunächst einfach mal mehrere Testwürfel mit 1 Außenwand bei Temperaturen zwischen 200 und 260°C zu drucken und dann die Temperatur zu nutzen, welche die dickste Wandstärke produziert.

Das Maximum liegt bei mir erst mal anders als erwartet nicht bei 260°C sondern bei 240°C (hier diese Testreihe bei 0,2mm, 0,4mm Düse, 0,4mm Linienbreite & 96% Materialfluss, und 20mm/s).
Als Tabelle ausgedrückt:
| Temperatur lt. Display | Wandstärke* |
| 190°C | 0,50mm |
| 200°C | 0,65mm |
| 220°C | 0,80mm |
| 235°C | 0,97mm |
| 240°C | 1,00mm |
| 245°C | 0,95mm |
| 250°C | 0,90mm |
| 260°C | 0,85mm |
*gemessen mit einer 25,- Euro Micrometer Schraube [Amazon].
Übrigens:
- Nach meinen Erfahrungen sollte der Drucker zuerst korrekt für Standard PLA kalibriert sein, sprich Steps/mm und Flow sollte passen, sonst wurstelt man sich hier eventuell zu Tode.
- Neben der Düsentemperatur entscheidet auch die Geschwindigkeit bzw. die Verweildauer in der Schmelzzone, daher mein Tipp: legt Euch am Anfang mal auf eine Geschwindigkeit fest und stellt alle Geschwindigkeiten auch der ersten Schicht identisch ein. Und schaltet das Abbremsen bei Unterschreitung der Layerzeit auch ab, sonst wundert Ihr Euch, wie es mir auch passiert ist.
- passt bloss auf Euren Abstand Düse-Bett auf und geht lieber etwas hoch mit dem Abstand, weil es wird ja erst mal massiv „überextrudiert“ und das klebt dann dann wie Sau, auf ner rauen Faketak geht der Skirt z.b. nur mit Gewalt wieder ab.
- vom Elefantenfuß will ich lieber mal gar nicht erst reden
So, und jetzt kommts drauf an, was wir erreichen wollen
Option A: Gewichtseinsparung
Wollen wir nun primär Gewicht bzw. Material einsparen, dann reduzieren wir nun in weiteren Testwürfeln den Materialfluss soweit, bis unsere Wandstärke wieder stimmt.
Für das nun folgende Beispiel eines 30x30x30mm Würfels (4 Böden, 4 Decken, 3 Wände, 20% Infill und 0,2mm Layerhöhe) habe ich mich für 250°C, 40mm/s entschieden. Vorneweg: das lief noch nicht ganz optimal, aber hey, es ist noch kein Meister vom Himmel gefallen. Ich denke, für weitere Versuche dann eher wieder in Richtung 30mm/s zu gehen.
Damit die Wandstärke wieder passt, muss ich den Materialfluss von 96% auf 35% reduzieren. Das ergibt dann doch einen deutlichen Gewichtsunterschied. Gleicher Würfel, rechts Standard PLA in OliveGrün, links LW-PLA in fast Schwarz:
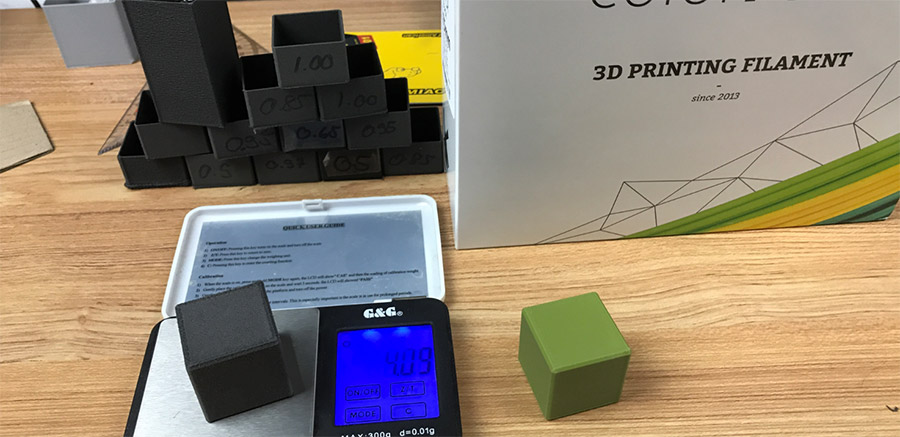
Der LW-PLA Würfel wiegt etwa 4g, der grüne PLA Würfel etwa 11g.
PS: Man kann sich den recht hohen Preis der 750g Rolle ja nun über die Materialeinsparung wieder „günstiger“ rechnen.
Option B: richtig fette Linien
Wenn wir statt Materialeinsparung lieber Ofenrohre im Kaliber einer 1,0mm Düse befeuern oder aber einfach nur das Maximum einer 0,4mm Düse überschreiten wollen, dann reduzieren wir den Flow natürlich nicht. Sondern schauen jetzt mal, wie weit wir das Spiel noch treiben können in Sachen Linienbreite und Layerhöher.
Hier mal ein paar Beispiele:
Beispiel 1: Fette Wand

Rechts: 1mm Linienbreite sauber aus einer 0,4mm Düse 0,2mm Schichthöhe, links eine normale 0,42mm Wand (mit nur noch 35% Flow)
Ein bissl hängts von der Düsenform ab, wie breit das noch gut klappt (= Bügeleffekt breiter Düsenspitzen vs. sehr spitzer Düsen?)
0,6mm Schichthöhe mit 0,8mm Linienbreite aus einer 0,4mm Düse:
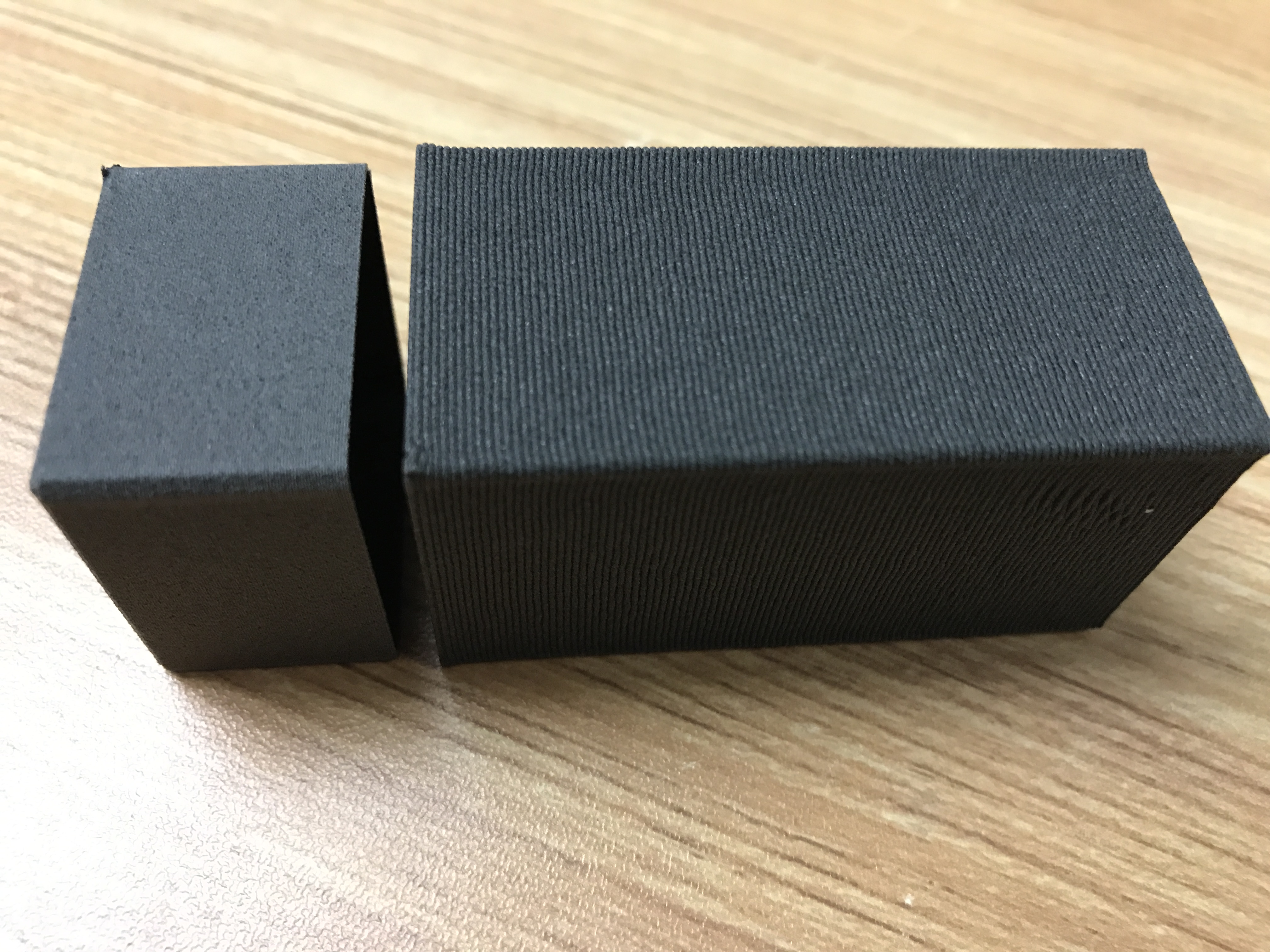
Links ist der 0,2mm Test mit 0,42mm Linienbreite von oben nochmal, rechts daneben liegt ein Turm 0,6mm Schichthöhe gedruckt mit 40mm/s bei 250°C und 100% Fluss ergab das zudem eine Linienbreite um 0,8mm.
Da fällt mir erstmal nix weiter zu ein. Sowas war eigentlich nicht denkbar bisher mit einer 0,4er Düse.
Wenn wir so fette Teile mit ner 0,4er Düse schaffen, dann ist es auch kein Problem, eine fette Düse zu nutzen, wo wir sonst gerne mal massiv Probleme bekommen hätten, weil mit Standard-PLA nicht genug Material geschmolzen werden konnte. Hier müssen wir ja nun deutlich weniger Material pro Sekunde schmelzen für das gleiche extrudierte Volumen/s.
Ansonsten..
Die resultierende Oberfläche von Drucken mit LW-PLA ist rau und matt, es greift sich in etwa an wie die Schnittkante einer MDF Holzplatte. Es wird in 2 Farben angeboten: weiss und schwarz, getestet habe ich erst mal nur schwarz. Schwarz ist allerdings im „geschäumten“ Zustand dann etwas übertrieben, Anthrazitgrau trifft es wohl eher.
Ich finde, es lässt sich für ein PLA recht gut schleifen.
Überhänge sind bissl heikel meiner Meinung und der Elefantenfuß ist beachtlich. Der Filamentdurchmesser darf lt. Datenblatt bis 0,1mm schwanken, für PLA üblich sind eigentlich 0,05mm Abweichungen, die besseren PLAs sogar nur 0,02mm.
Unklar ist es, wie Colorfabb LW-PLA auf Funktionen Linear Advance oder Pressure Advance reagiert. Das wäre nochmal interessant zu testen, aber ich habe keinen Drucker, der das nutzt. Auch die Auswirkung, wenn der Slicer aufgrund Unterschreitung kurzer Layerzeiten dann die Geschwindigkeit reduziert, habe ich noch nicht weiter angeschaut, auch das müsste sich dann auf den Materialfluss durchschlagen.
Fassen wir nochmal zusammen:
- Material und Gewichtseinsparung durch Aufquellen (Quellfaktor über Düsentemperatur und Geschwindigkeit steuerbar)
- Gute Eignung für den Druck mit sehr großen Düsen (da weniger Material pro Sekunde benötigt wird)
- höhere Schichthöhe und Linienbreite möglich als bei Standard Filament.
- Mattes Finish, kaschiert Schichtlinien
- Umständlicher Kalibrierungsprozess . kein Anfänger Filament (und schon gar kein „Einlegen und passt schon“)
- hohe Durchmesserschwankungen des Filaments bis 0,1mm eignen sich womöglich nicht für alle Drucker (ich habs mit blauem China-Capricorn und Bondtech BMG gedruckt, das geht)
- Nicht für hohe Geschwindigkeiten (zumindest meinen bisherigen Erfahrungen nach)
- leider noch keine Testresultate, was Stabilität angeht, T-glass wird identisch zu Standard-PLA mit 55°C angegeben.
- 750g für 40,00 Euro sind schon recht teuer
Gekauft habe ich die Rolle Colorfabb LW-PLA bei 3djake.de
Was Ihr damit anstellt, weiss ich nicht, würde mich aber interessieren, postet doch mal, wenn Ihr Euch das Zeugs auch besorgt wollt, was Ihr damit anstellen wollt oder vielleicht schon gedruckt habt. Abschließend vielleicht mal soviel: LW-PLA muss man jetzt nicht unbedingt haben, es druckt auch längst nicht so präzise wie normales PLA, die Kalibrierung ist mühsam, aber ich find das ne sehr spannende Neuerung und simmer mal ehrlich: was Neues tut dem 3D-Drucker-Markt gut 😉
Gibt es eine Möglichkeit, zB in Cura, die Düsentemperatur entsprechend der gewünschten Region zu verändern? Will heißen: Ich drucke Teile des Werkstückes (Flugzeugflügel) mit hoher, aufschäumender Temperatur und andere Teile desselben Flügels mit der nichtschäumdender Temperatur. Dann könnte man innerhalb desselben Druckteiles beide Variantionsmöglichkeiten des Filamentes nutzen.
VG,
Pequi
Jein.. Also in Cura 4.4 geht es nicht für eine bestimmt Region, es geht nur ab einer frei definierbaren Z-Höhe (Nachbearbeitungs Plugin > Change at Z)
Man kann zwar Bereiche, die mit dem Stütz-Struktur Blocker markiert wurden, anders einstellen, aber dort steht die Düsentemperatur nicht zur Auswahl.
Das ist etwas umständlich und gut versteckt aber es geht. Mehr dazu im Beitrag Cura 3 Fülldichte in bestimmten Bereichen anpassen
klingt ideal um größere gehäuse zu drucken
hab grad eine 1.4 düse aus meinen cr10s
da koönnte man fix eine lautsprecherbox wie die tesi 241 drucken
eine wandline mit 20-30% infill, layer 0,4-0,6
hat bestimmt was, grade wenn man es in der größe einer regallautsprecherbox druckt
und die leute das dann gleich sehen und nachfragen, uui ist der box etwas gedruckt
Beim Anpreisen des CR-10S im Flohmarkt hast Du Dir mehr Mühe gegeben als im Kommentar! Ich bin sonst nicht der Experte und nicht kleinlich aber sind die großen Buchstaben ausgegangen?
So als Tipp: Bei Colorfabb gibt es immer wieder mal Rabattaktionen bis zu 20% per Newsletter und bisher bekam ich bei jeder Bestellung einen 5% Gutschein für die nächste Bestellung.
Dann muss ich mich doch mal für den Newsletter anmelden 😉 Danke für den Tipp.
Damit muss ich mal ausprobieren, Gehäuse zu drucken. Am besten mit meinem Hevo, der ein E3D Volcano Hotend mit einer 0,8 mm Düse hat. 2 mm Wand in einer Linie, 2 mm Boden in 2 Schichten, das wär doch was. Hab mal beide Farben bestellt.
Hi, interessantes Material z.B. Um einen Bootsrumpf zu bauen. Ist das denn Wasserdicht?
Gute Frage, ich druck mir mal nen Becher zum Test. Darf bei so nem Rumpf die Wand mehrere Linien dick sein?
Ich dachte initial an ein Futterboot zum Angeln. Das kann schon Schuhkartongroß werden und einige Stützstrukturen haben. Bei Wandstärken von einem Millimeter pro Layer würde ich gefühlsmäßig 2 Layer nehmen. Wenn man das nicht lackieren muß wäre das klasse.