
Nylon…
Wenn ich das jetzt hier so erzähle und urplötzlich damit gute Drucke erstelle obwohl sich das vor wenigen Tagen noch als Alptraum darstellte…
Ich beginn mal von vorn! Ein sehr guter Kunde hat vor längerer Zeit Kunststoffteile angefragt. Die Form zu kompliziert für mechanische Bearbeitung, 50 Stück zu wenig für eine Spritzgußform, Stoßbelastungen von einigen Tonnen. OK! Wenn man mal die Dichte mit 1 ansetzt kam man auf ca. 300g bei einem Vollmaterial. Das wird also kein Druck von 5min und die üblichen Materialien wie PLA, ABS, PET sind der Belastung nicht gewachsen. Da mir die Erfahrung fehlt hab ich Thomas bei 3DJake gefragt. An der Stelle einfach mal mein Dank an ihn! Es geht ihm nicht einfach nur um das Verkaufen! Recht schnell war klar, da gibt es nicht viel Auswahl! Einige teure Materialien wie von igus. Die fielen raus weil mir für deren Verarbeitung der passende Drucker fehlt. Bleibt eigentlich nur PA auch Nylon genannt (für alle hier im Osten DeDeRon 😉 ),
 |
 |
 |
 |
| Polyamide (PA) sind lineare Polymere mit sich regelmäßig wiederholenden Amidbindungen entlang der Hauptkette. Wegen den besonderen Eigenschaften wird PA sehr häufig in der Technik verwendet. Am bekanntesten ist wohl PA 6 6 auch als Nylon bezeichnet und PA 6 oder DeDeRon. In den Eigenschaften fast identisch aber völlig unterschiedlich in der Herstellung. Deutlichster Unterschied ist die Schmelztemperatur. Die liegt mit 260 Grad bei Nylon deutlich höher als die 220 Grad bei PA 6. Beide sind sehr Zugfest und extrem dehnbar, sehr Verschleißfest bei sehr geringen Reibwerten und sind deutlich hitzebeständiger als viele andere Thermoplaste wie PLA, PET oder ABS. Hauptschwachpunkt ist die hohe Wasseraufnahme. Oft wird PA im Verbund mit Kohlenstoff- oder Glasfaser verwendet. PA läßt sich mit Ameisensäure anlösen und kleben. Häufige Anwendung: Kabelbinder, Schrauben, Muttern, Scheiben, Gleitlager, Zahnräder… |
Nicht unbedingt das billigste Filament mit etwa 100 Geld / kg. Das spielte hier aber nicht die Rolle. Bei Werkzeugkosten von einigen Tausendern für Druckguß kann man das schon begründen, Also kaufte ich da mal ne Rolle. Die Auswahl war zu dem Zeitpunkt noch nicht sehr groß. Formfutura STYX-12 Nylon Black. Also beginnt man mit kleinen Probedrucken. Die Crealiy-Drucker mit dem Bowden bis zur Düse engen den Temperaturbereich stark ein und ich konnte den verbleibenden Temperaturbereich hoch und runter versuchen, nach 1-2mm springt es vom Druckbett! Trotz BuildTake und verschiedener Mittelchen. Ich hab das abgebrochen und einen Dienstleister beauftragt. Kunde ist zufrieden! Ich hab mir die Teile im Einsatz angesehen und war begeistert von dem Material! Das bekommt selbst mein gelobtes PolyMax nicht hin! Also nächster Versuch! Mit 60 Geld pro kg ist das Spectrum Nylon PA6 Natural Low Warp aus Polen auch deutlich günstiger aber das Ergebnis wieder niederschmetternd! Stephan gab mir dann den Tipp es mal mit magigoo PA (Haftmittelchen) zu versuchen aber auch hier war nach einigen mm Druck die Haftung weg und das Nylon springt wie Laubfrosch von der Herdplatte. Gefrustet hab ich wieder aufgehört. Nach etwas Zeit kommt wieder der Ehrgeiz! Polymaker bietet PolyMide CoPA Nylon Black, Nylon mit WarpFree! OK! Neuer Versuch! Das Ergebnis wie gehabt… Vermutlich hat Thomas schon mit gelitten! Er bot mir niceBio an! (Ich hab davon berichtet) Schönes Material aber als Nylon geht es noch nicht durch!
 |
 |
 |
 |
Ich war nun überzeugt, ich brauche einen geschlossenen Drucker für kontrollierte Umgebungstemperatur wie bei ABS! Alex hat mir seinen 4Max Pro angeboten aber da kam grad das Druckerzelt von Creality. Keine schlechte Sache! Mit 40W Reflektorlampe wird es reichlich 40Grad warm und ABS funktioniert! Also Nylon! Temperaturbereich hoch und runter kein Druck gelingt! Meine Mitstreiter sind bereits genervt! Peter bekommt von mir eine Probe geschickt. Alex wird es zu bunt und er schickt mir den 4Max Pro… Alle versuchen Nylon zu drucken, ein mißglückter aber doch hoffnungsvoller Versuch von Alex bringt die Wende!
 |
 |
 |
 |
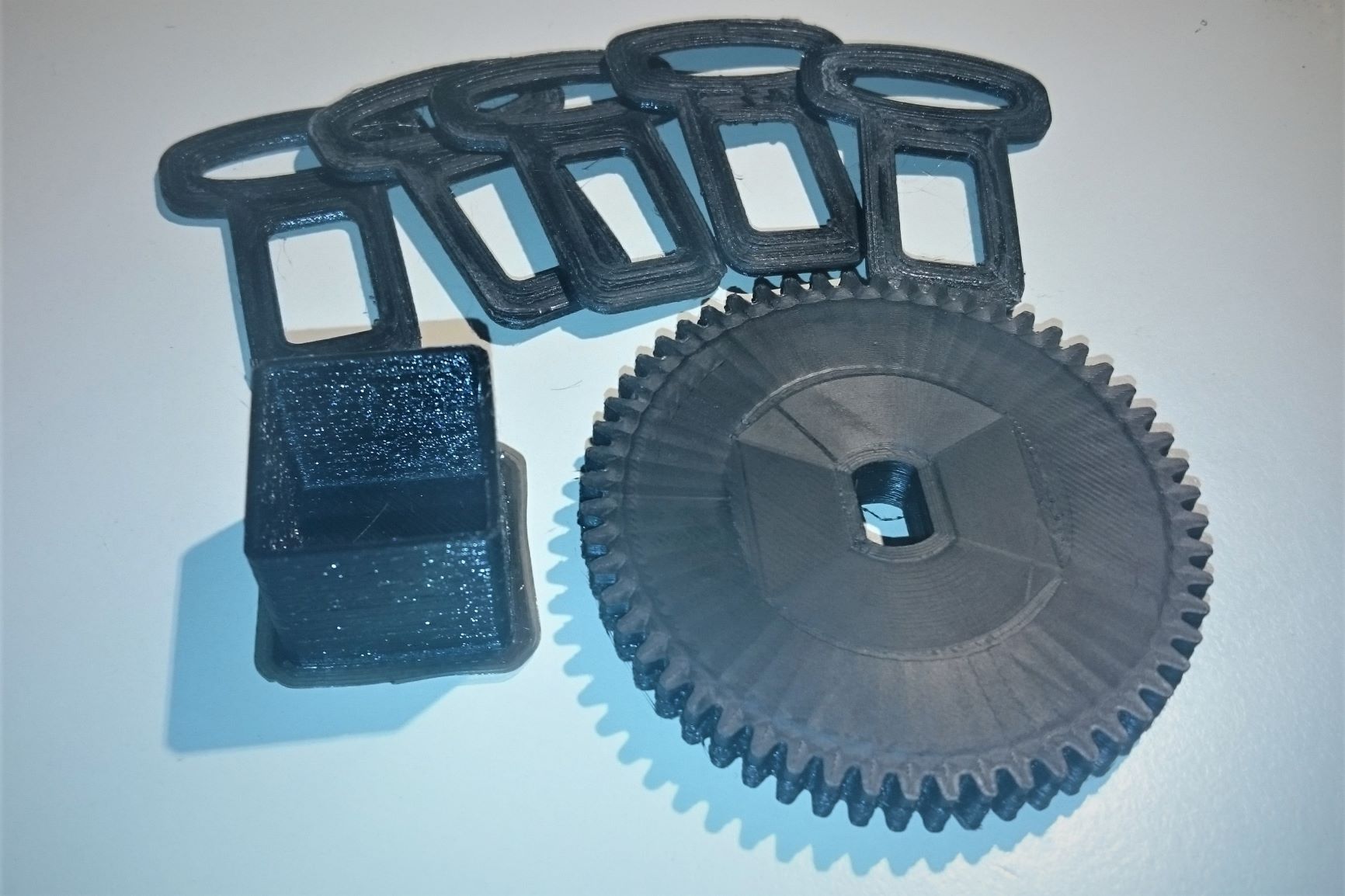
Der 4Max Pro trifft ein aber ich hab keinen Platz zum Aufstellen also muß der CR-10 V2 ran! Der hat inzwischen von mir das E3D V6 erhalten und kann so höhere Temperaturen aushalten! In der Firmware aber noch auf 270 Grad begrenzt. Magigoo PA auf die Ultrabase und eine Rolle Nylon an den Drucker UND… es funktioniert !!! Seit 2 Tagen drucke ich hier Teil für Teil mit verschiedenem Nylon. Alex hat mir noch etwas PA Neat von ColorFabb beigelegt. Ich hab jetzt keins der Filamente getrocknet! Das hört man und sieht es deutlich am Ausdruck aber sonst kommt hier ein Druck wie der Andere! Die Oberfläche kann man in der gleichmäßig rauen Form fast schon wieder edel nennen! Layerhaftung und Stabilität sind Super! Kein Warping an irgend einem Teil! Einzig durch die Feuchtigkeit hervorgerufen starke Spinnweben und raue Oberfläche. Also! Hier das Fazit nach 4 verschiedenen Sorten Nylon und unzähligen Drucken an 2 Tagen: Düse 270°C, Bett 50°C, Umgebung 18°C, Lüfter aus, Düse 0,5mm, Linie 0,6mm, Layer 0,2mm, Druckgeschwindigkeit 40, Rückzug 4mm, Ultrabase mit magigoo PA. Das ist jetzt nicht festgeschrieben! Bei angepaßter Firmware wird mit höherer Temperatur getestet. Auch im 4Max Pro werde ich die Versuche fortsetzen! Eine Aussage kann wohl definitiv getroffen werden: ein Ganzmetall-Hotend ist zwingend erforderlich.

Ergänzung von Alex:
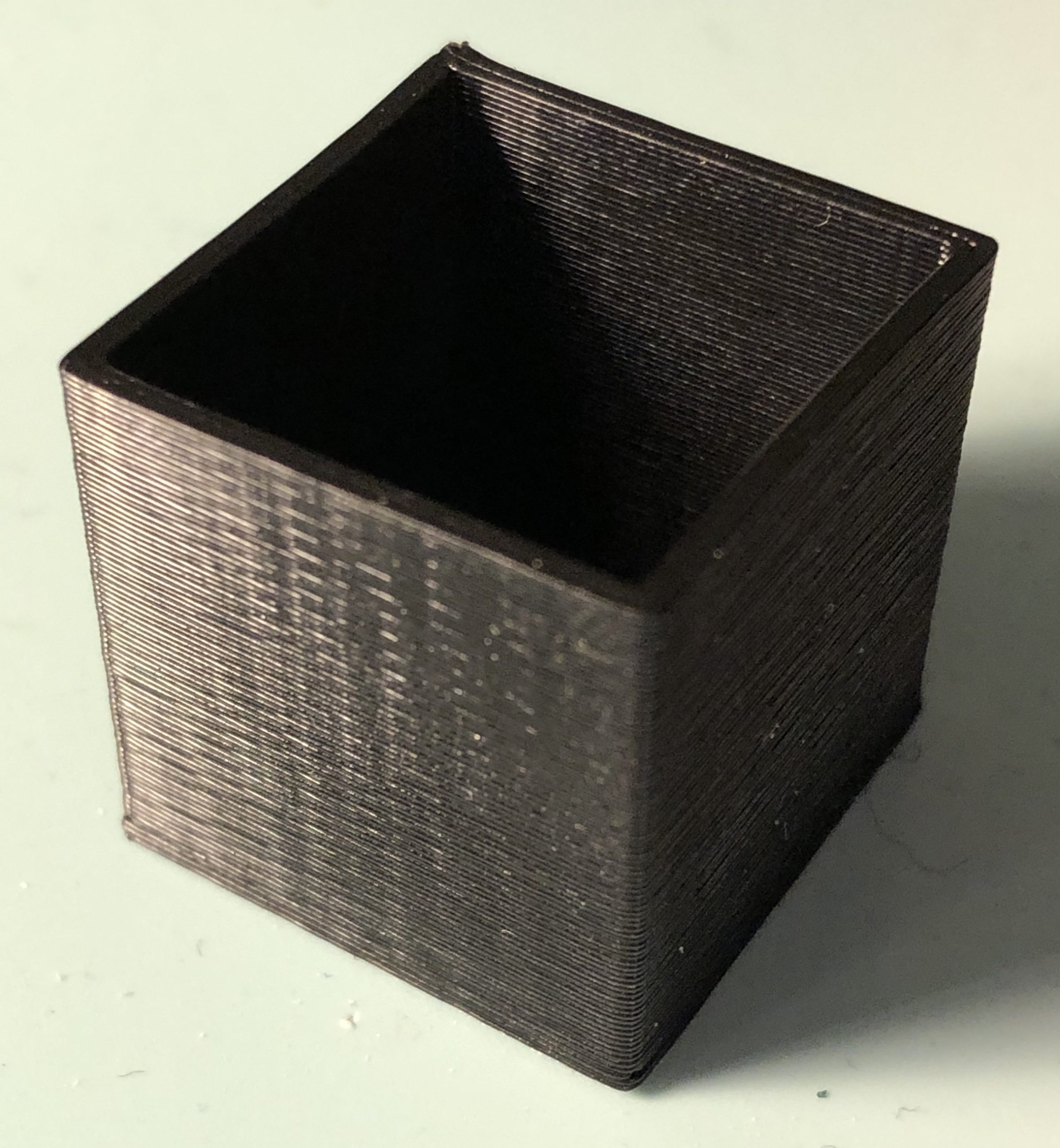
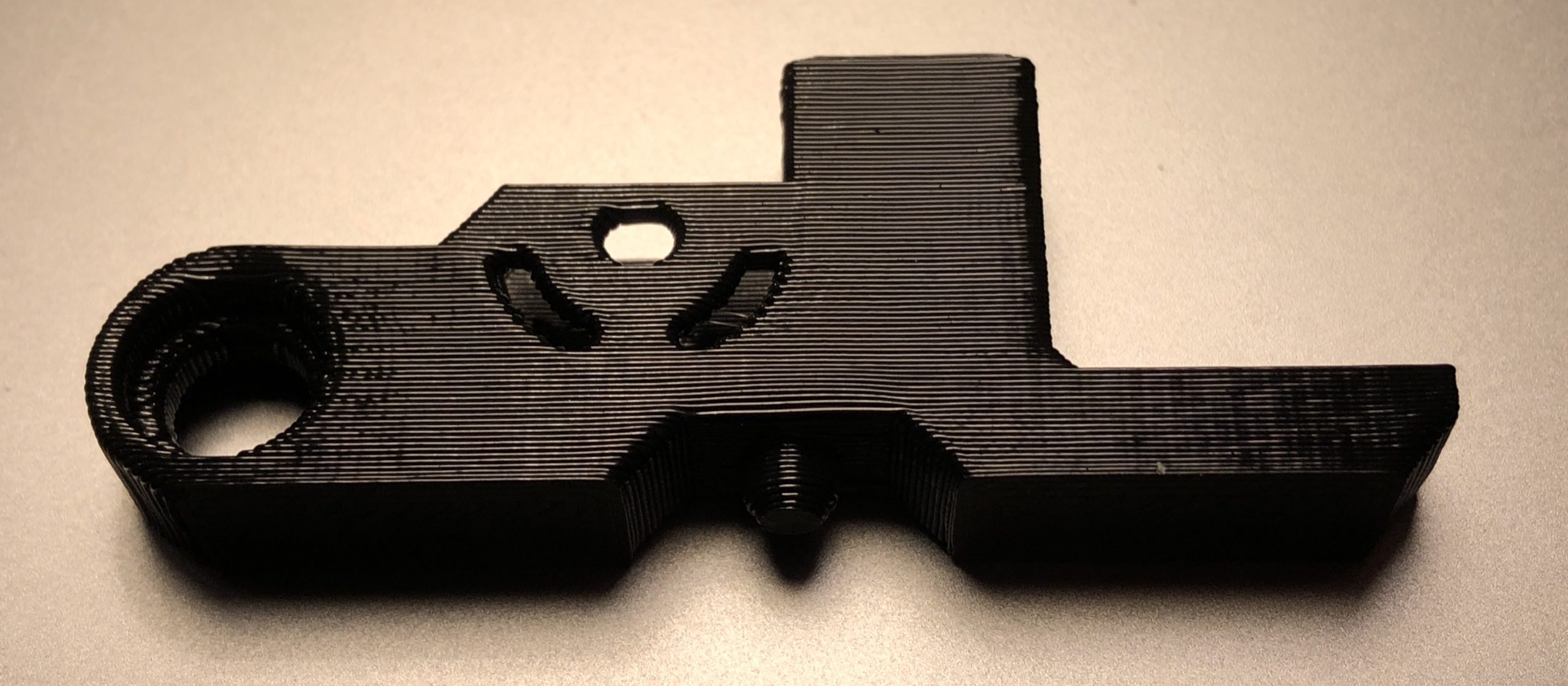
Drei heute mit dem o.g. PolyMaker Nylon auf meinem auf Hemera umgebauten 4Max Pro gemachte Drucke: eine oben offene 20*20*20 mm^3 Box mit 1 mm Wand und Boden sowie ein Titan Idler Arm und ein Kabelbinder!
Einstellungen: 270 °C Düse, 50 °C Bett, 25% Lüfter, 40 mm/s, 0,5 mm Linienbreite, 0,25 mm Schichtdicke, Magigoo PA auf der Ultrabase.
Daß das Filament ganz frisch ist, sieht man glaub… 😉
 |
 |
 |
Nachtrag 05.07.21:
Die Freunde von 3dJake haben mal wieder ein schönes Video auf YouTube hoch geladen…
Hallo Community,
der Thread ist zwar schon älter aber der eine oder andere (Verzweifelte) wird ihn vielleicht noch lesen.
Hier meine Erfahrungen:
Ich habe einen Flashforge Adventurer 3, der prinzipiell gut dafür geeignet ist (beheiztes Bett, geschlossener Bauraum, Hotend bis 265°).
Ich habe mir OVERTURE Nylon Filament 1.75mm weiß gekauft und ein nicht allzu komplexes Teil zu drucken versucht.
Ich benütze eine Dauerdruckplatte mit einem Haftspray (3d lac), was für alle anderen Filamente bisher hervorragend funktioniert hat (bombenfest während des Druckes, leicht lösbar nach Abkühlung).
Bei Nylon (PA12) war das alles ungültig. Das Teil hat sich nach spätestens 5 Schichten aufgerollt wie ein Zehennagel und gleich darauf komplett vom Bett gelöst. Akribisches Säubern des Bettes hat 0 gebracht, alles probieren mit Temperatur und Druckgeschwindigkeit ebenfalls 0.
Recherchen im Internet haben einen Tip gebracht: Mausohren, um die Haftung an den Ecken (wo das Warping beginnt) zu verbessern.
Das war leider ein großer Flop ! Beim Drucken hat das Warping gerade an den Mausohren begonnen und den restlichen Druck mit hochgezogen.
Guter Rat war teuer !
Durch einen Fehler bei den Einstellungen habe ich versehentlich das „Raft“ aktiviert – und, siehe da, der Druck ist brav auf der Bauplattform geblieben und hat sich kein bißchen gewellt. Bei der Analyse des „warum“ bin ich auf eine Besonderheit des Flashprint Rafts gestoßen:
Flashprint druckt beim Raft offensichtlich nur jede 3. Linie (wie ein Gitter), d.h. zwischen den Gitterlinien kann die warme Luft des Heizbettes aufsteigen und den Boden des eigentlichen Druckobjektes auf einer höheren Temperatur halten als es bei einem geschlossenen Boden möglich wäre.
Auf diese Art wird das Warping praktisch auf 0 gesetzt.
Ich hoffe, dieser Tipp hilft dem einen oder anderen einen Warp-freien Druck zustandezubringen.
LG Peter
Danke für Deinen Tipp, die Schlußfolgerung ist jedoch nicht ganz nachvollziehbar. Luft ist ein sehr guter Isolator. Der direkte Kontakt mit dem Heizbett hingegen, bringt bessere Wärmeübertragung. Damit möchte ich nicht die Beobachtung in Frage stellen, aber das Warum.
Stimmt schon, Luft ist ein sehr guter Wärmeisolator, aber auch der hat Grenzen. Bei dünnen Schichten (hier 0,3 mm) erfolgt die Aufheizung recht rasch, damit ist die Wärme sehr bald am Boden des Druckstücks. Offensichtlich reicht das, das Druckstück am Boden gleichmäßig warm zu halten und damit den Verzug zu vermeiden.
Moin Moin
da ich mich nun auch schon einige Zeit mit 3Druck beschaeftige und fuer mich viele Teile fuer mein Hobby Fotografie drucke.
Durch meinen Job als PLC-Programmierer, bin ich bei vielen Firmen unterwegs, für die ich dann auch mal Teile Drucke, meistens aus TPU und Nylon.
Was ich bis jetzt festgestellt habe, ist das man von den 08/15 Anbietern (China) kaum vernünftige Angaben zu dem jeweiligen Filament bekommt, z.B. TPU, fast alles Shorhaerte 95, wenn man dann drei verschiedene Firmen bestellt, erlebt man sein blaues Wunder.
Mal zum Nylon, fertige mir gerade Objektiv-schellen für meine Kopflastigen Sigma objektive an.
Habe 3 Sorten Nylon, Polymaker, Dremel, Esun.
Polymaker, ist das härteste, kann ich auf einem Anycubic Mega-X und auf einem Qidi X-Max drucken, haftet super kein verziehen, nichts.
Esun, ist am flexibelsten, kann ich ohne Hilfsmittel auf dem Qidi drucken, auf dem Anycubic, nur mit angeschliffener Pertinaxplatte und 50-50% Lösung PVA-Kleber (Ponal in D).
Dremel, identisch mit Esun, aber etwas haerter als Esun.
Durch diese Tests, bin ich auf Taulman aus den USA, wo ich mich im Moment auch aufhalte, aufmerksam geworden.
Da kann mal sehen, was es fuer unterschiedliche Nylonarten hergestellt werden und mit einer vernünftigen Beschreibung. Werde jetzt einen Test machen mit Nylon mit der Eigenschaft von TPU.
MfG
JP
Vielen Dank für Deine Infos. Zu TPU müssen wir mal einen eigenen Beitrag schreiben. Deshalb laß ich das mal unbeantwortet. Mit hart meinst Du vermutlich die Festigkeit. Nach meiner Erfahrung ist normales PA zwar sehr fest aber weniger hart. Selbst PLA dürfte ungeprüft eine größere Härte aber deutlich geringere Festigkeit aufweisen. Das meinst Du dann vermutlich auch mit der Eigenschaft von TPU. Nylon kann sehr flexibel sein. Wie ich bereits geschrieben habe werden die verschiedenen Polyamide gerne unter dem Begriff Nylon zusammen gefaßt obwohl Nylon nur ein PA unter vielen ist. Daraus resultieren auch die großen Unterschiede. Leider sind es nicht nur Chinesen, welche sich über die tatsächliche Zusammensetzung nicht in die Karten schauen lassen. Das bereitet dann auch bei der Verarbeitung große Probleme. Taulmann ist vermutlich einer der bekanntesten Anbieter von PA-Filament. Das bezahlt man dann auch und so hab ich dieses bislang noch nicht getestet. eSun steht noch auf meiner Liste.
Hallo zusammen,
ich bin neu hier und möchte mich kurz vorstellen. Mein Name ist Lars und ich habe vor kurzen ein Startup namens AM Filament gegründet, welches sich genau mit diesen Material befasst. Um genau zu sagen handelt es sich um Polyamid 12, welches anfangs gewisse Herausvorderung in der Verarbeitung mit sich brachte. Ich bin bei der Internetrecherche zur Verarbeitung von Nylon gestoßen und bein interessierten Nachlesen hängengeblieben…
Da ich nicht sofort hier mit Werbung anfangen will, beschreibe ich euch einfach mal, wie ich die Anhaftung in den Griff bekommen habe: Ich habe viele Sachen Ausprobiert, die nicht so gut Funktioniert haben. Nach dem Ausprobieren mehrerer Haarsprays hat es mal besser mal weniger gut geklappt. Die ersten richtigen Erfolge habe ich damit erzielt, dass ich das Bett hochgehizt und erst dann mit dem Haarspray besprüht habe. Die Haftung war so gut, dass beim Ablösen der Bauteile die Beschichtung mit runter kam… Ist im Nachhinein aber nicht so tragisch, da diese mit der genannten Methode eh nicht benötigt wird.
Um die Platten wieder sauber zu bekommen benutze ich Rasierschaum, was besser als so mancher Reiniger gegen Haarspray wirkt.
Eine Frage im Nachgang: Nach welchen Kriterien sucht Ihr euer Nylon-Material aus? Preis? Bewertungen? Mechanische Eigenschaften? Da ich das Material verkaufe interessiert mich diese Meinung natürlich besonders… Wenn jemand mal das Material testen und Vergleiche ziehen will, gerne eine PN schreiben.
Viele Grüße
Lars
Hallo Lars,
wär schon recht nett, wenn vor solch einem Überfall mal ne kurze Rückfrage käme. Wir beißen nicht und bislang haben wir da auch immer eine vernünftige Stelle gefunden um auch der „Werbung“ einen Platz zu bieten. Die Diskussion würde ich aber bitte in das Forum verlegen. Da gibt es dann auch die Möglichkeit einer PM. Hier nicht. Das Ablösen der Beschichtung mag für Dich kein Problem sein aber wer möchte denn nur Nylon auf dem Drucker drucken! Wonach ich auswähle? Zunächst such ich noch nach einem Nylon, welches ich zuverlässig und sauber verarbeiten kann. Wenn ich das gefunden habe kommen sicher auch die mechanischen Eigenschaften und bezahlbar muß es natürlich auch noch sein. Wenn Du es möchtest werden wir das PA 12 mal testen und wenn wir es für brauchbar halten auch hier aufführen. So das absolute Top-Nylon haben wir bisher noch nicht gefunden. Was ich aber völlig vermisse sind Angaben zu Druckeinstellungen für Euer Filament. Das gehört einfach auf die Seite! So würde ich das nicht kaufen.
Hallo Uwe,
erstmal Danke für deine Antwort! Es sollte keinesfalls wie ein Überfall wirken, weshalb ich auch mehr auf das Haftungsproblem eingegangen bin. Das davor kann man eher als kurze Einleitung meiner Person und einen fairen Hinweis auf meine Beweggründe verstehen…
Zum Ablösen der Schicht: Dabei handelt es sich um die Beschichtung des Federstahls, welches aus dem Drucker entnehmbar ist. Sollte man ein fest verbautes Druckbett haben, ist das natürlich ein Problem…
Ich werde mal das Forum durchstöbern und gucken, ob noch jemand mit dem Haarspray-Trick was anfangen kann.
Viele Grüße
Lars
Wir sind auch am Nylon drucken…
Gedruck wird auf einem Raise3D Pro2 bei 95 Grad Betttemperatur , 265 Grad Düse und ca. 60-70° indirekt (nur durch Heizbett) beheiztem Bauraum
Gedruckt wird ein PA 12 in Natur (weißlich) von fiberlogy.
Da ich auch kein Freund von irgendeinem rumgeschmiere bin, verwenden wir als Druckplatte gerade Hartpapier ( HP 2061, PFCP 201) angeschliffen mit 180 er Körnung und entfettet mit Isoprob. Probleme sind hier die zu hohe oder zu niedrige Haftung(ist eine rechte Gradwanderung), wenn der Düsenabstand zur Druckplatte zu gering ist, lässt sich das Bauteil nur mit einer Spachtel und nem Hammer entfernen.
Gedruckt werden nur technische Bauteile (wie Zahnräder oder auch einfache Halter).
Problematisch ist meist der Verzug nach dem Druck ( ca. 0.2 mm auf 50mm Länge)
Wenn man die Wärmeausdehnung (ca +1,2%) kommen wir auch auf Genauigkeiten bi zu +/- 0,2 mm.
Inzwischen ergeben sich andere Probleme…. was nehmt ihr als Stützstruktur? Nylon hält verdammt gut auf Nylon.. 🙂
Gruß Christoph
Vielen Dank für die eigenen Erfahrungen! Wie Du siehst, komm ich verrückter Weise ohne beheizten Bauraum und mit niedrigerer Heizbetttemperatur aus. Einzig mit der Düse mußte ich auch auf diesen Wert gehen und habe dafür den CR-10 umgerüstet. Diese „Schmiere“ ist sonst auch nicht mein Ding aber ohne das magigoo PA war auf der Ultrabase nichts zu machen. Das löst sich auch nach dem Abkühlen recht gut vom Bett. Spachtel und Hammer gibt es hier nicht. Wenn ich die Teile bis zur Zimmertemperatur auf dem Bett belasse ist auch der Verzug nicht so stark. Stützstruktur hatte ich noch keine. Der CR-10 hat ja auch nur einen Extruder. Damit gibt es da kein Stützmaterial. Ich hab aber vor, einen Drucker mit dem CR-X Hotend und einem 2. Extruder zu versehen. Durch das PTFE-Röhrchen ist das aber nicht für PA geeignet. Das Thema Stützmaterial ist aber auch bei anderen Materialien nicht so einfach!
Moin, hat sich dein Problem gelöst? Ich habe den Raise Pro3 und nutze von Polymaker das S1 Dissolve als Stützmaterial. Funktioniert echt Super.
Anderes Stützmaterial erfordert eben immer einen 2. Extruder. Damit nicht an jedem Drucker so einfach umsetzbar. Besser man kann die Stützen vermeiden und da gibt es inzwischen auch einige Ansätze. (z.B. CONICAL SLICING) Mal sehen, wann das in den Slicern umgesetzt wird.
Probiert mal das gute alte Zuckerwasser. Funktioniert bei mir. Wasser mit Zucker sättigen und dann auf das warme Bett mit einem Pinsel. Wird schnell zu einer klebrigen Schicht und die Unterseite wird schön glatt. Mache das am 4Max Pro auf der Rückseite (Glas)der Ultrabase, da die gewölbt ist und umgedreht gerade wird. Klappt bei mir echt gut^^ Haben wir damals 2014 gemacht und jetzt habe ich es mal wieder ausprobiert. Lässt sich auch gut reinigen, indem man die Platte einfach abwäscht.
Ich bin kein Freund von Pritstift, Printafix, Holzleim, Zuckerwasser… Ich mag die Schmiere nicht auf dem Druckbett. Nylon ist aber kaum zu Bändigen und auch das genannte Zeug war machtlos. Ultrabase, BuildTake, PEI, Malerkrepp nicht geholfen. Einzig magigoo PA brachte sichtbar Hilfe.
Interessant. Ich habe mich gefragt, ob sie das Ultrabase-Material geändert haben, da ich einige Beschwerden über nicht haftende Teile gelesen habe und ich hier überhaupt keine großen Probleme hatte.
Für Nylon finde ich den Holzleim + Wasser sehr praktisch. Es trocknet schnell zu einem fast unsichtbaren Film und ist danach sehr einfach zu entfernen. Lass einfach ein feuchtes Papiertuch für eine Minute sitzen und wisch dann ab. Viel sauberer als mit den klebrigen Klebestiften, die bei mir nicht einmal funktionieren. Bisher hat sich kein Teil während des Drucks gelöst. Es stimmt, dass ich nur mit diesem billigen Filament getestet habe, sodass nichts Bestimmtes gesagt werden kann. Gut zu wissen, welche Methoden es gibt, wenn eine fehlschlägt.
Wenn Ihr diese Erfahrung mit anderem Material gesammelt habt dann bitte nicht enttäuscht sein. Nylon entwickelt mörderische Kräfte und denkt nicht daran, wie anderes Material zu haften. Dabei geht es mir auch nicht um Optik oder wie ich das wieder weg putzen kann. Einfach nur um die Haftung.
Ich erinnerte mich, dass ich vor ungefähr zwei Jahren bei Hobbyking eine Rolle mit billigem PA (ca. 22 € / kg) bestellt hatte. Ich hatte es noch nie ausprobiert, aber Ihre Tests haben mich ermutigt, es jetzt zu versuchen.
Zuerst habe ich einen Pritt-Klebestift auf der Ultrabase ausprobiert, aber der Druck hat sich nach etwa der Hälfte des Drucks gelockert.
Als nächstes habe ich eine Mischung aus etwas ‚Cascol Inhouse‘ PVAC-Holzkleber und Wasser hergestellt und diese auf die Ultrabase gemalt.
Jetzt klebten die Teile wirklich gut bei 50 ° C und ich machte zwei Testdrucke. Zuerst war der Extruderhebel auf 0,24 mm Schichthöhe und dann die Zahnräder auf 0,16 mm Schichten. Ich denke, dass beide überraschend gut ausgefallen sind. Ich hatte einige leichte Fäden mit den Zahnrädern, aber es kann sein, dass ich einige Einstellungen von einem anderen Material kopiert hatte und nicht bemerkte, dass ich dort einen Z-Lift hatte. Vielleicht könnte ich auch den Rückzug etwas von 2,5mm erhöhen. Ich habe bei 260C gedruckt, was ein bisschen auf dem Zaun für das PTFE-Hotend liegt. Ich werde später niedrigere Temperaturen testen.
Um die Theorie zu testen, dass sich die Teile später verziehen könnten, wenn sie aufgewärmt werden, lege ich sie eine Weile in kochendes Wasser. Zumindest sofort kein Verziehen, aber wir werden sehen, was nach einer Weile passiert.
Gleichzeitig habe ich auch eine Rolle POM aka Acetal bestellt. Das ist ein notorisch schwieriges, aber interessantes Material, aber es muss auf die richtige Ausrüstung warten. Ich habe gelesen, dass jemand erfolgreich damit gedruckt hat … im Bett bei 160 ° C!
22€ fürs Kilo klingt fast zu gut um es zu glauben. In den meisten Fällen ist da nur ein halbes Kilo auf der Rolle. Da die Dichte deutlich geringer als bei PLA… ist würde auf die üblichen Rollen vermutlich kein Kilo passen. Aber selbst 44€ ist für ein Kilo noch verdammt gut!
Ich mag eigentlich diese ganzen Mittelchen nicht und drucke sonst ohne all diese Kleber. Hier geht es einfach nicht ohne aber mir fehlt die Erfahrung um da etwas zu empfehlen.
Da diese Polyamide alle in einen Topf geworfen werden und als Nylon verkauft werden fällt die Zuordnung der Temperatur sehr schwer. Das Spectrum Nylon PA6 Natural Low Warp hab ich auch noch nicht im Griff obwohl hier schon ersichtlich ist es handelt sich um DeDeRon. Gegen diese Spinnweben hab ich noch kein Mittel gefunden. Um ehrlich zu sein, es ist mir fast egal. Das mag lästig sein aber es läßt sich anschließend beseitigen. Da dürfte auch die Feuchtigkeit eine große Rolle spielen. Diese „Wasserdampfexplosionen“ schleudern das Material unkontrollierbar aus der Düse.
POM ist auch recht interessant aber mit 160°C auf dem Druckbett kann ich nicht dienen.
Nun, ich denke, Hobbyking hat das ebenfalls bemerkt und hat möglicherweise das Produkt eingestellt und eine neue ‚Premium‘-Linie (nur Premium-Preis?) Zum doppelten Preis herausgebracht. Die Rolle ist / war wirklich 1 kilo netto. Sie hatten es in schwarz und weiß.
https://hobbyking.com/de/pa-nylon-3d-drucker-filament-schwarz.html
Ich habe versucht, die Temperatur auf 250 zu senken, aber dieses Filament benötigt wirklich mindestens die 260 wahren Temperaturen. Die Schichthaftung war so schlecht, dass es sehr schwierig war, die Träger abzuziehen, ohne das Teil zu zerbrechen. Ich habe dein Teilkühldüse für den 4Max pro meines Bruders gedruckt. Bei 260 kam es sehr schön raus, danke!
Google Übersetzer ist zu eifrig, sorry!
https://hobbyking.com/en_us/pa-nylon-3d-printer-filament-black.html
Ich habe auch ein paar Bilder im Forum gepostet:
https://drucktipps3d.de/forum/topic/pa-nylon-erste-eindruecke/?part=1#postid-75530
Gegen die Spinnweben habe ich etwas gefunden. Ich habe eine Heissluft-Lötstation (Ebay, 60EUR). Die ist temperaturgeregelt und hat eine feine Düse. Damit puste ich auf die Spinnweben. Aufgrund der niedrigen Wärmekapazität werden die Fäden innerhalb eines Wimpernschlags flüssig und ziehen sich zusammen. Die darurch entstehenden Grätchen lassen sich widerum mit einem Cuttermesser entfernen.
Das gedruckte Modell schmilzt dabei nicht auf.
Ich benutze einen billigen Gasbrenner. Einfach such nach Creme Brulee Brenner / Bunsenbrenner / Küchenbrenner Flambierbrenner / Butan Gasbrenner. Es ist der beste Weg, um die gelegentlichen Engelshaare loszuwerden. Die elektrische auch, wenn du bereits eine hast. Ein guter Tipp!
Ich ließ die Teile über Nacht in Wasser, um sie zu rehydrieren. Witziges Material. Nach dem Drucken fühlt sich das trockene Nylon ziemlich knusprig an, aber nach dem Aufsaugen von Wasser ist es wie ein ganz anderes Material, sehr geschmeidig und zäh. Es fühlt sich sogar durch das Wasser angeschwollen an und dadurch ist eine gewisse Verformung zu bemerken. Interessant.
Natürlich erhöht sich das Volumen mit der Wasseraufnahme aber tatsächlich verschlechtern sich die mechanischen Eigenschaften damit wieder. Vor allem ist es damit frostempfindlich.
Ein wichtiger Hinweis zu dem Thema: Selbst wenn es gelingt, ein Teil durch wehemente Klebetechnik oder dergleichen verzugsfrei aufzubauen, ändert das nichts an den thermischen Eigenspannungen, die im Bauteil entstehen. Jeder thermische Herstellungsprozess (auch von Metallen) führt in gewissem Maß zu diesen Eigenspannungen. Je näher man sich an dem Erweichungspunkt des Thermoplasten bewegt, desto geringer werden diese Spannungen und reduzieren/verhindern damit einen Verzug.
Aber jetzt kommt’s: Wenn ich ein Teil „gewaltvoll“ bei zu geringer Temperatur in Form gebracht habe, wird es die enormen inneren Spannungen spätestens im Einsatz unter erhöhten Temperaturen abbauen. Ich empfehle einfach mal einen langen (10 cm) dicken (1×2 cm) Stab aus PA zu drucken und diesen anschließend bei 100 °C in den Ofen zu legen. Das ist für PA 6 oder 66 eigentlich kein Problem (HDT B weit über 100°C, beim „Liegen in Ofen“ wirkt keine Last außer Schwerkraft). Erschwerend hinzu kommt bei den teilkristallinen Materialien wie PA, dass eine zu kühle Umgebung die Kristallisation verlangsamt/hemmt. Dadurch kommt es bei Erwärmung zu Nachkristallisation, welche zusätzliche Spannungen erzeugt und den Verzug noch verstärkt.
Gleiches gilt übrigens, wenn auch etwas schwächer, für amorphe Materialien wie ABS, ASA, PETG etc. PETG z.B. sollte mindestens 50-60°C aushalten. Wenn das allerdings bei Raumtemperatur gedruckt wird, kommt es ab 60 °C häufig zu erheblichen Deformationen.
Damit will ich nur sagen: Unbedingt auf die erwartete Einsatztemperatur achten. Sofern man sicherstellen kann, dass die Bauteile nicht heiß werden, ist gegen das Vorgehen nichts zu sagen.
.. auch lustig: der Druck hat geklappt, das Teil hat ohne Warping gehalten, alles prima – denkt man. Am nächsten Morgen ist es schief wie ne Banane: sprich auch beim Herumstehen kann durch die Spannungen im Material das Teil sich noch verziehen.
Nylon ist immer wieder für Überraschungen gut 😉
Naja! Klar kommt das vor! Mit Vorliebe wenn das Druckobjekt noch vor dem Abkühlen des Druckbetts entfernt wird. All die guten Hinweise nutzen aber wenig wenn der Druck nicht auf dem Druckbett haftet. Hauptproblem ist ja nicht die Erwärmung sondern die unterschiedliche Abkühlung. Das Problem läßt sich auch im Ofen nur durch möglichst gleichmäßige Abkühlung beseitigen.
Das stimmt, es passieren die lustigsten Sachen 🙂
Du hast natürlich Recht Uwe, wenn es nicht haftet, ist alles weitere sowieso egal. Wollte nur den Tip geben, die Einsatztemperatur zu berücksichtigen.
Zum Tempern im Ofen kann es hilfreich sein, das Teil in feinen Sand zu packen. Das gilt auch für ein gezieltes nachträgliches kristallisieren. Dadurch bekommt man eine wesentlich gleichmäßigere Durchwärmung. Auch werden die typischen, großen Temperaturschwankungen in einem Backofen dadurch geglättet.
Vakuumiert in den sousvide schmeißen wäre vielleicht auch was?
Gute Idee, könnte klappen. Wenn sehr dünne Strukturen dran sind, sollte man das Vakuum vielleicht nicht zu stark ziehen. Sonst verbiegt der Beutel vielleicht das Teil. Würde mich sehr interessieren was dabei raus kommt!
Moin
ein paar Fragen hätte ich:
– wäre ASA zu schwach ? (lässt sich bei mir super drucken ohne Verzug)
nutze ich für Autoteile
– warum nur 50grad Bett ? – bei sowas würde ich eher auf 110-120grad gehen ?
– bei Cura gibt es doch die Möglichkeit eine Umrandung um das ganze Druckteil mit zu drucken,
quasi eine kleine Umhausung gegen Warping – schon probiert ?
ansonsten ist es natürlich toll wenn man am günstigen Drucker auch solche hochwertigen Materialien gedruckt bekommt
Die Umrandung (Brim) und „gewöhnliches“ Nylon bringt meist nicht viel, da kannst 10cm Brim machen, auch gerne ein mehrschichtiges und es zieht dir den Brim immer noch runter bzw trotz Brim die Ecken mitsamt Brim hoch.
ich meinte das cura draft shield (unter experimental)
https://www.youtube.com/watch?v=o7BjVT-nCyU
das hält kalte Luft vom Modell weg
Gruß
Ah, das Draft Shield.. hab ich noch nicht probiert mit Nylon zusammen, ich druck Nylon in komplett geschlossenen Drucker. Oder versuche es zumindest 😉
Ja, nein! Wie schon oben geschrieben, es gibt nicht das PA. Das wirklich doofe, in den meisten Fällen wird die genaue Bezeichnung vorenthalten. Dabei unterscheiden sich die verschiedenen Polyamide in den Eigenschaften sehr stark. Wenn das eine mit 50° Druckbett sehr gut zu drucken ist kann das beim Nächsten völlig abweichen. Es hab sich gezeigt, Brim hilft nicht die Spur. Der geschlossene Drucker war meine Vermutung aber hat sich für 3 von 4 Materialien als nicht erforderlich gezeigt. Somit ist da auch diese gedruckte „Umhausung“ überflüssig. Ein PA hab ich noch nicht in den Griff bekommen. Da dürfte das auch nicht helfen. Wenn die Wand vom Druckbett springt reißt es den Druck auch mit vom Bett.
Vor ein paar Jahren habe ich mal Rollenhalter für eine alte Geschirrspülmaschine aus Taulmann-Nylon gebaut. Viele Fehlversuche, was dann sehr gut ging: Hartfaserplatte (natur, 3mm), auf die rauhe Rückseite gedruckt. Angeschliffenes Furnier soll auch ganz gut gehen. Bett irgendwas bei 90 Grad, wimre, E3DV6 auf volle Pulle. Das ganze auf meinem treuen alten OrdBot.
Übrigens ist Nylonfilament (ich kann es jedenfalls vom Taulmann-Zeugs bestätigen) ein Super-Reinigungsmittel für verkokelte Düsen. Meine hatte den Hals neulich voll PETG-Resten, weil sich das Leveling so verstellt hatte, daß die Platte unter der Düse Ventil spielte. Egal, so ca. 10 cm durchpushen (das geht bei Taulmann auch mit 250°), und gut.
Ja, Nylon als Reinigungsfilament ist durchaus üblich und nützlich. Guter Tip!
Selbst Ultimaker verkauft das in extra auf ca. 20 cm abgelängten geraden Stücken genau dafür.
Normale Haftmittel helfen bei mir auf der Ultrabase überhaupt nicht gegen den Verzug von Nylon.
Nur mit dem Magigoo PA haftete mein ColorFabb PA neat plötzlich problemlos.
Da fehlt nun der Vergleich. Ich hab zuvor mit allem möglichen versucht das PA zu drucken und nichts hat gehalten. Jetzt hab ich das Magigoo wieder verwendet und es hält. Ob es nun auch ohne haftet müßte ich das magigoo wieder runter wischen.
Ich habe das direkt hintereinander gemacht. Hat also definitiv am Magigoo PA gelegen, dass es plötzlich hielt.
Bin auch gerade am Nylon drucken, aber mit Filamentum FX256. Das Material wrapt auf 100mm bei einer Wandhöhe von 25mm in Summe 3mm, was recht gut ist. Das komische ist, dass das Material eine recht weite Verarbeitungstemperatur von 245°C bis 260°C hat. Gerade mache ich ein Versuch mit 270°C. Als Kleber nehme ich einen handelsüblichen Pritt-Stift auf der Creality-Glasplatte. Das Bett hat 80°C (getestet von 70°C bis 90°C).
Vorher hatte ich ein China-Nylon im Test, das musste ich mit 270°C, Bett 60°C und 100mm/s drucken um halbwegs gute Ergebnisse zu bekommen. Die kommen aber an das Filamentum FX256 nicht ran.
Ich habe einen eingehausten Ender5 mit Swiss-Hotend und meinen Trocken-Filament-Behälter von Thingiverse.
Wir nennen alles so schön Nylon obwohl nur das PA 6 6 tatsächlich Nylon ist. Ja da gibt es große Unterschiede bei den Polyamiden. Das in den Eigenschaften fast identische PA 6 schmilzt bereits bei 220°C und wär vermutlich für den 3D-Druck deutlich geeigneter.
Was hat nun Wraping mit dem Hotend zu tu ? Oder war das Problem nur das du bloß 250Grad konntest?
Wrapping kommt vom Schrumpfen des Materials beim Abkühlen. Je mehr Lagen gedruckt werden, desto mehr Lagen ziehen am Modell und desto größer wird auch der Hebel in Richtung der y-Achse.
Ich hasse diese englischen Begriffe! Hab ich mich wo verschrieben? Warping also Verzug ist gemeint! (nix verpacken!) Machen wir es nicht technischer als es ist! So ein schönes deutsches Wort und jeder weiß was gemeint ist! Vermutlich wurde mit zu niedriger Temperatur am Hotend nicht genügend Haftung erzeugt um das Bauteil auf dem Druckbett zu halten und dann wird es zum Schwippbogen.
Hallo Uwe,
vielen Dank für Deinen sehr, sehr interessanten Bericht. Das Thema Nylon aber auch PC geht mir ständig im Kopf herum.
Gibt es denn mit PC ähnliche Erfahrungen? Wenn ich wüßtte ob ich den Umbau des Hotend schaffe? Die Einhausung ist nun fast fertig.
Sieghard