
DualExtrusion mit Cyclops+, Duet 2 & Simplify3D
Nachdem ich meinen Umbau des Tronxy X5S, den X5PO, schon mit Wasserkühlung und dem Mainboard Duet 2 ausgestattet hatte, war es jetzt ein naheliegender und relativ kleiner Schritt, auch einmal 2-in-1-Druck zu versuchen.
(Links auf die Quellen der Modelle am Ende des Blogbeitrags.)
Die KollegInnen drucken ja schon eine Weile lang mit Dual-Extruder-Setups, sowohl mit zwei, als auch mit einer Düse. Natürlich geisterte die Idee auch in meinem Kopf schon eine ganze Weile herum. Deshalb hatte ich im Sommer bei der Auswahl einer Wasserkühlungslösung für den X5PO auf eine mögliche Erweiterung von einem Single- auf ein Dual-Hotend geachtet und mich für E3D’s Dual-Coldend entschieden. Jetzt habe ich also E3D’s Misch-Hotend Cyclops+ ergänzt.
Als Appetitanreger für Bastelwütige hier also ein Überblick. Er kann keine Schritt-für-Schritt Anleitung ersetzen, macht aber vielleicht Lust darauf, sich auf Basis des eigenen Druckers und dessen Aussatattung an das Thema anzupirschen und den Aufwand dafür abzuschätzen.
Ausgangslage
Der X5PO hatte bereits das wassergekühlte Dual-Coldend von E3D montiert, weil es kein wassergekühltes Single-Coldend von E3D gibt. Es war auf einer Seite mit den Komponenten eines V6-Hotends bestückt, also sozusagen ein halbes Chimera+. Darüber wurde hier ausführlicher berichtet.
 Die Elektronik des X5POs ist auf ein Duet 2 von Duet3D umgerüstet, im Detail hier. Das Duet hat 5 Schrittmotortreiber, so dass bisher einer frei geblieben war, der jetzt für den notwendigen zweiten Extruder genutzt werden kann.
Die Elektronik des X5POs ist auf ein Duet 2 von Duet3D umgerüstet, im Detail hier. Das Duet hat 5 Schrittmotortreiber, so dass bisher einer frei geblieben war, der jetzt für den notwendigen zweiten Extruder genutzt werden kann.
Material

Teileliste
- Ein Tevo Titan in Ergänzung zum vorhandenen Titan,
- Ein 40mm Nema 17 Schrittmotor, ich habe mich für einen von Tronxy mit gleicher Typbezeichnung wie die vorhandenen entschieden,
- Ein Motorkabel, das in meinem Fall noch mit dem Molex-Stecker für das Duet versehen werden muss,
- Ein gefräster Alu-Befestigungswinkel, der im nächsten Sommer die Wärme hoffentlich besser an den Druckerrahmen ableitet, als der mit dem Tevo mitgeliefere Standardwinkel,
- Bowden-Schlauch für den zweiten Extruder. Ich hab hier einen günstigen Schlauch verwendet, der etwas enger ist, als ein Standard-PTFE-Schlauch,
- Der Cyclops+-Heatblock mit Düse und zwei Heatbreaks. Hier als Clone, weil dazu genau die mir fehlenden Teile als Modul angeboten wurden,
- Hotend-Isolierstreifen und Kapton-Band zur Dämmung des Heatblocks (nicht im Bild).
- M3 Madenschrauben für die Heatbreaks, M3x35 Schrauben für den Titan, Molex-Stecker, Wärmeleitpaste und zweiter Filamenthalter aus dem Bestand (nicht im Bild).
Montage
Hotend: Die Montage des Cyclops+-Moduls im Coldend klappt anhand der Anleitung bei E3D problemlos, der Clone passt exakt in die Bohrungen des Original-Kühlblocks. Die seitlichen Madenschrauben, mit denen die Heatbreaks geklemmt werden, drehen wegen der geringen Wandstärke des Kühlblocks sehr leicht über, hier muss man vorsichtig sein.
Heizung und Thermistor habe ich aus den V6-Komponenten übernommen.
Vor dem Einbau ins Coldend unbedingt an das Nachziehen der Düse und der Heatbreaks im aufgeheizten Zustand denken!
Und wenn Ihr nicht wisst, was Ihr Euch zum Nikolaus wünschen sollt: Ein kleiner Zangenschlüssel war meine beste Werkzeuganschaffung seit Jahren. So lässt sich z.B. ein Heatblock bombenfest und schrammenfrei festhalten. Gibts in verschiedenen Größen bis hin zum ausgewachsenen Rohrzangenformat.

Leider gibt es für den Cyclops+ keine Silikonsocke. Also habe ich ihn mit den handelsüblichen Wattestreifen und schmalem Kapton-Band gedämmt.
 Das ist etwas fummelig, gelingt aber letztlich ganz gut. Die Dämmung reduziert zum einen die Wärmeabstrahlung auf das Bauteil und den gedruckten Druckkopf und verhindert zum anderen ein zu starkes Abkühlen des großen Heatblocks beim Einschalten der Bauteilekühlung (s.u.).
Das ist etwas fummelig, gelingt aber letztlich ganz gut. Die Dämmung reduziert zum einen die Wärmeabstrahlung auf das Bauteil und den gedruckten Druckkopf und verhindert zum anderen ein zu starkes Abkühlen des großen Heatblocks beim Einschalten der Bauteilekühlung (s.u.).
Das Hotend passt ohne weiteres in den vorhandenen selbstgedruckten Druckkopf. (Beschreibung und STL-Files hier.) Selbstverständlich muss die Z-Höhe des Betts nachgestellt werden. Das geht beim X5PO wegen der enormen Stabilität des Betts einfach mit der Z-Schalter-Anschlagsschraube. Ein Leveln ist beim X5PO eigentlich nie notwendig.
Extruder: Für die Materialstärke der Aluwinkel sind die mitgelieferten M3x30-Schrauben des Titans zu kurz, M3x35 war etwas zu lang, mit Unterlegscheibe dann passend.
Das Motorkabel ist analog zum ersten Extruder verdrahtet und auf den fünften Port des Duet 2 gesteckt.
Konfiguration
Das Duet 2 läuft auf Reprap-Firmware, daher sehen die Konfigurations-Files anders aus, als bei Marlin. Neben dem Duet3d-Forum ist der Blog von Deckingman eine gute Quelle, um sich einzulesen.
Alle notwendigen Änderungen finden im config.g statt. Detailinfos zu den Codes gibt es hier.
Extruder:
Die 5. Motorachse wird ergänzt (jeweils blau).
; Drives M569 P0 S1 ; X Motor 0 läuft vorwärts M569 P1 S1 ; Y Motor 1 läuft vorwärts M569 P2 S0 ; Z Motor 2 läuft rückwärts M569 P3 S1 ; E Motor 3 läuft vorwärts mit gedrehtem Kabel M569 P4 S1 ; E Motor 4 läuft vorwärts mit gedrehtem Kabel M350 X16 Y16 Z16 E16:16 I1 ; Microstepping mit Interpolation, :16 für 2. Extruder M92 X80 Y80 Z400 E420:420 ; Steps per mm, :420 für 2. Extruder M566 X900 Y900 Z12 E120 ; max Jerk (mm/min), E gilt für beide Extruder M203 X6000 Y6000 Z1200 E1200 ; max Speeds (mm/min) M201 X500 Y500 Z250 E250 ; max Accelerations (mm/s^2), E gilt für beide Extruder M906 X800 Y800 Z800 E1200:1200 I30 ; Motorströme (mA), :1200 für 2. Extruder
Heater:
Da sich der große Heatblock anders verhält, als der Standardblock, muss das PID-Autotuning neu durchgeführt und die Ergebnisse hier eingetragen werden. Das Duet ermittelt dabei die PID-Parameter aus einem First Order and Delay Time Model (FOPDT). Deshalb läuft der Vorgang anders ab, als gewohnt, ist unter dem Link aber ausführlich beschrieben.
M307 H1 A600.0 C300.0 D6.8 B0
Tools:
In Reprap kann man praktisch beliebig viele Tools definieren, und Extruder und Heizer frei zuordnen.
Ich habe für einfache Tests ein Tool 0 definiert, dass die Extruder-Befehle im Gcode auf beide Extruder 50/50 aufteilt, das gilt dann auch für die Retractions. Jeder Extruder fährt so immer genau den halben Weg. Da die Slicer in der Standard-Konfiguration Tool 0 ansteuern, läuft der Drucker so mit jedem bisherigen Gcode, druckt aber in einer 50/50-Mischfarbe.
Analog noch zwei Tools 1 und 2, die jeweils einen Extruder ansteuern, also 100/0 und 0/100.
; Standard-Tool (fällt weg) ;M563 P0 D0 H1 ; P=tool nr, D=Extruder nr, H=Heater nr ;G10 P0 X0 Y0 Z0 ; tool 0: Achsen-offsets ;G10 P0 R0 S0 ; tool 0: Startwerte für aktive und Standby-Temperatur ; Mixing Tool 0 50/50 M563 P0 D0:1 H1 ; Tool 0 (P0) nutzt beide Extruder (D0:1) und Heater 1 (H1) M568 P0 S1 ; Aktivere Mixing für Tool 0 M567 P0 E0.5:0.50 ; Mischungsverhältnis für Tool 0 G10 P0 X0 Y0 Z0 ; tool 0: Achsen-offsets G10 P0 R0 S0 ; tool 0: Startwerte für aktive und Standby-Temperatur ; Mixing Tool 1 100/0 ; analog M563 P1 D0:1 H1 M568 P1 S1 M567 P1 E1.0:0.0 G10 P1 X0 Y0 Z0 G10 P1 R0 S0 ; Mixing Tool 2 0/100 ; analog M563 P2 D0:1 H1 M568 P2 S1 M567 P2 E0.0:1.0 G10 P2 X0 Y0 Z0 G10 P2 R0 S0
Das war dann auch schon alle Änderungen am Drucker. 🙂
Slicen
Stephan und Uwe haben im Blog ja bereits diverse Einstiegs-Posts und Berichte zum Farbdruck veröffenticht:
- Dual-Color-Druck mit Cura
- Fabrbig drucken Teil 1: einfache geometrische Objekte in Fusion 360
- Farbig drucken Teil 2: STL Dateien einfärben mit Meshmixer
- Spass mit 2-Farb-Druck am BCN3D Sigma
- 01.11. Geeetech A10M – Wasserstandmeldung
- Ich will auch: Geeetech A10M
Ich nutze Simplify 3d. Für einen Druck in der Mischfarbe 50/50 kann wie gewohnt gesliced werden. Tool 0 ist dann ausgewählt und mit der geänderten config.g drucht der Drucker in Mischfarbe.
Für Zweifarb-Drucke müssen in meiner Konfiguration Tool 1 und 2 angesteuert werden.
Dazu legt man in S3D am besten einen neuen Drucker an, lädt ein zweiteiliges Modell und lässt den Dual-Extrusion-Wizard laufen. Ein Einstieg findet sich z.B. hier.
Im Ergebnis liefert der Wizard dann zwei gruppierte Prozesse.
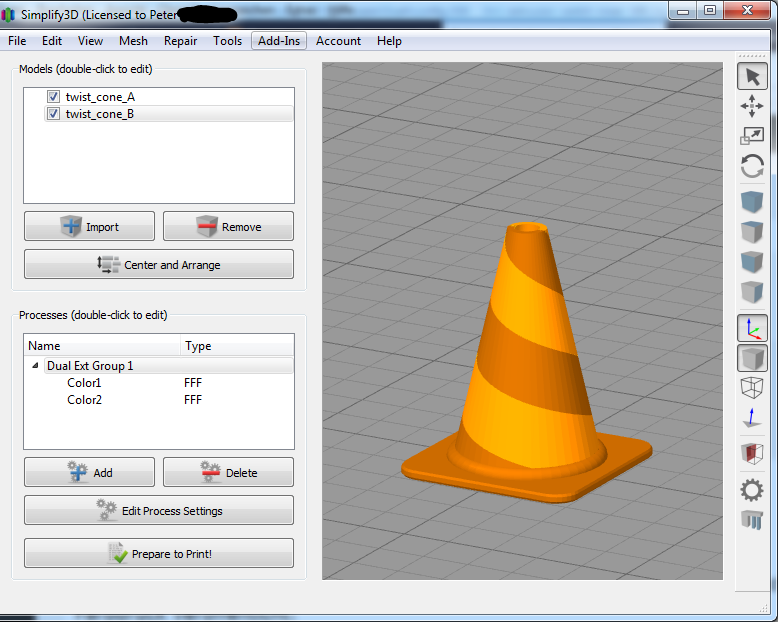 Beide gemeinsam können über die Gruppe „Dual Ext Group 1“ konfiguriert werden. Hier muss zum einen den logischen Extrudern in S3D jeweils ein Tool 1 bzw. 2 zugeordnet werden:
Beide gemeinsam können über die Gruppe „Dual Ext Group 1“ konfiguriert werden. Hier muss zum einen den logischen Extrudern in S3D jeweils ein Tool 1 bzw. 2 zugeordnet werden:
 Zum anderen darf man nicht versäumen, auch den „Temperature Identifier“ für beide logischen Extruder auf T1 bzw. T2 zu setzten. Im Default wären diese T0 und T1, so dass der Drucker spätestsens beim ersten Farbwechsel aufhört zu heizen. Reprap meldet dann einen Heater-Fehler für das gerade angesteuerte Tool.
Zum anderen darf man nicht versäumen, auch den „Temperature Identifier“ für beide logischen Extruder auf T1 bzw. T2 zu setzten. Im Default wären diese T0 und T1, so dass der Drucker spätestsens beim ersten Farbwechsel aufhört zu heizen. Reprap meldet dann einen Heater-Fehler für das gerade angesteuerte Tool.
 Bauteilekühlung: Obwohl die Heizpatrone mit dem großen Cyclops+-Heizblock gut klarkommt (Reprap warnt mich beim Autotuning, dass ohne Regelung über 600° erreicht würden.) und obwohl der Block isoliert ist, muss ich die Bauteilekühlung in zwei Stufen zunächst auf 50%, dann auf 100% erhöhen, damit kein Heater-Fehler gemeldet wird.
Bauteilekühlung: Obwohl die Heizpatrone mit dem großen Cyclops+-Heizblock gut klarkommt (Reprap warnt mich beim Autotuning, dass ohne Regelung über 600° erreicht würden.) und obwohl der Block isoliert ist, muss ich die Bauteilekühlung in zwei Stufen zunächst auf 50%, dann auf 100% erhöhen, damit kein Heater-Fehler gemeldet wird.
Mischfarben: Mit dem Tool 0, also 50/50-Mischung, entstehen tatsächlich so etwas wie Mischfarben. Im Bild ist jeweils der mittlere Würfel die entsprechende Mischfarbe. Links DasFilament gelb und feuerrot, rechts Janbex blau und YourDroid grün, alles PLA:
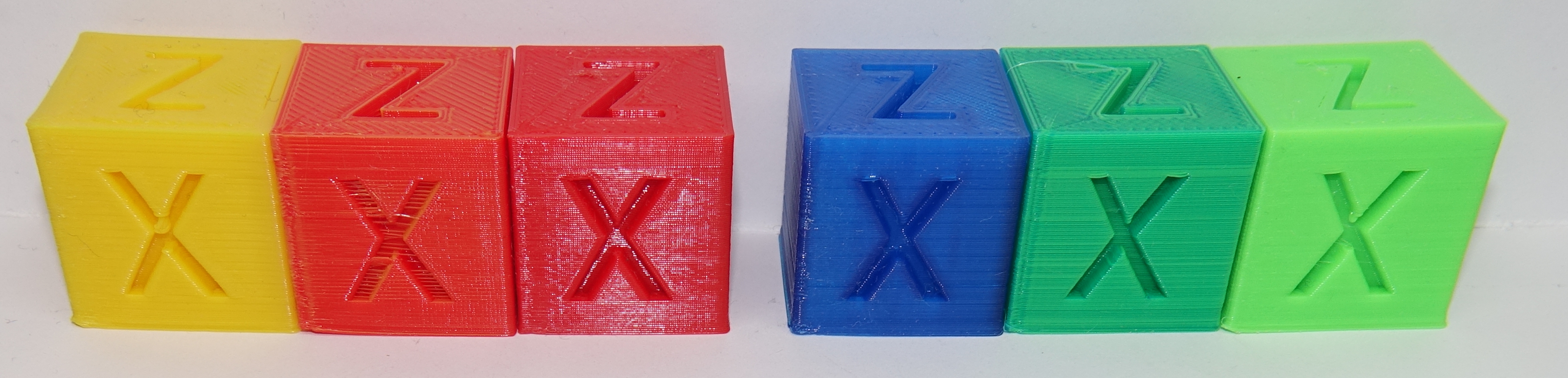 Die Würfel dienen nur als Farbmuster, weniger als Beispiele für gute Drucke. 😉
Die Würfel dienen nur als Farbmuster, weniger als Beispiele für gute Drucke. 😉
Der Filamentfaden aus der Düse ist allerdings meistens nicht vollständig durchmischt, i.d.R. entsteht ein Zahnpastaeffekt, der Filamentfaden ist 50/50 in jeweils einer Farbe eingefärbt. Man kann dies ganz gut an diesem Skirt mit 10 Linien erkennen. Jede Linie besteht aus einem zweifarbigem Streifen: Zweifarbdruck:
Zweifarbdruck:
Um saubere Farbübergänge hinzubekommen, kann man mit Abfallturm drucken, oder ohne. Der kleine Verkehrshut hat auf jeder Schicht einen Farbwechsel und ist mit Turm gedruckt. Auf halber Höhe sind die Übergänge schon ganz gut gelungen, an andere Stelle müsste man noch mit der Retraction und den Feineinstellungen dazu spielen, wie das Spinning zwischen Turm und Hut ja auch deutlich zeigt. Der große Hut mit wenigen Farbwechsel zwischen den Schichten ist ohne Turm gedruckt, und der Farbübergang erfolgt gleitend. Auch hier ist die Retraction noch nicht optimal.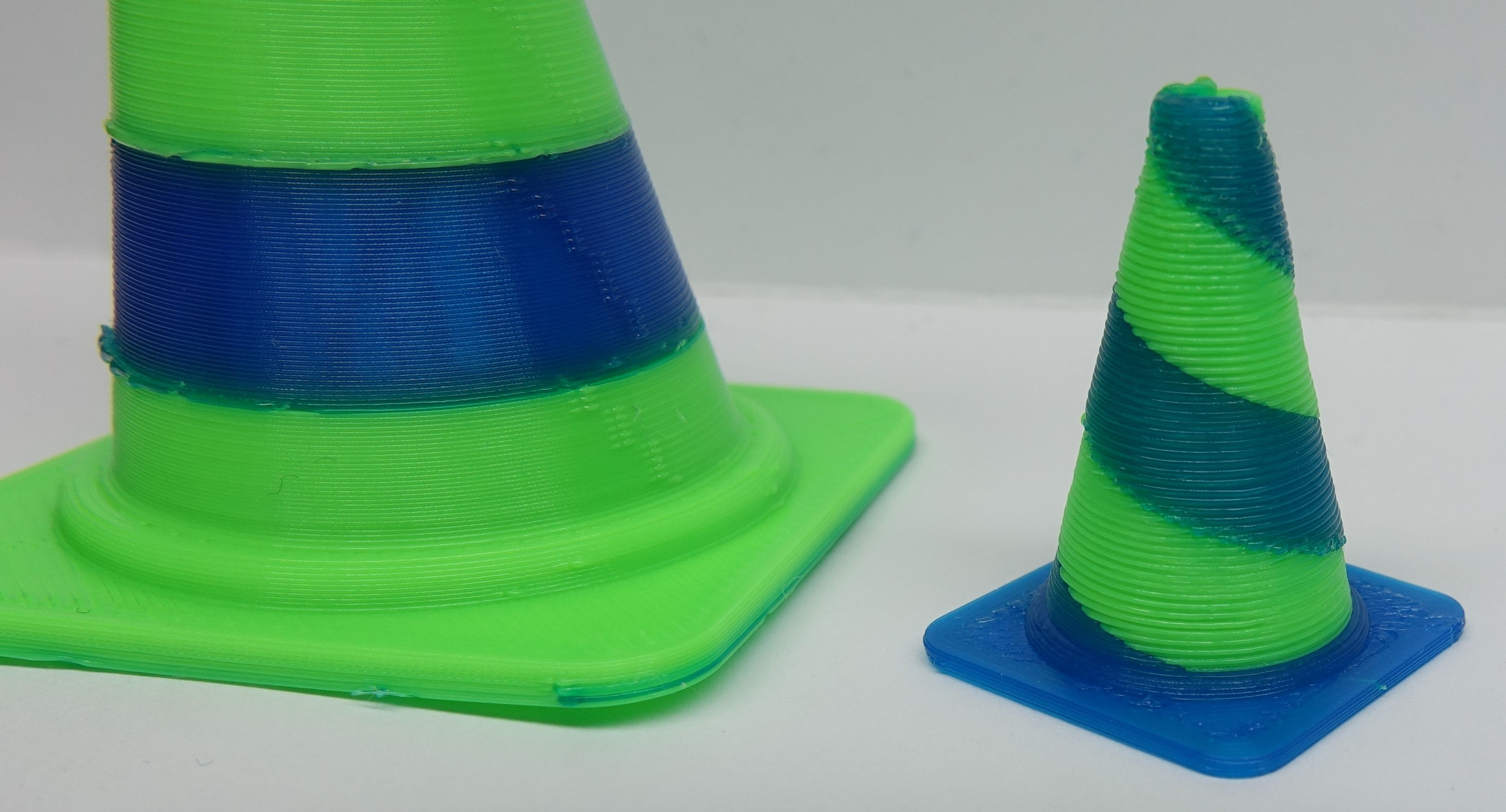 Retraction: Eigentlich würden die langen Bowden des X5POs Retraction-Längen um die 5mm benötigen. Das führt aber leider unvermeidbar zu einem Verkleben der Filamente in den Heatbreaks. E3D rät deutlich davon ab, mehr als 2mm Retraction einzusetzen. 2 mm Retraction pro Seite funktioniert zuverlässig, reicht aber bei weitem nicht aus, das Stringing zu vermeiden, wie die Drucke deutlich zeigen.
Retraction: Eigentlich würden die langen Bowden des X5POs Retraction-Längen um die 5mm benötigen. Das führt aber leider unvermeidbar zu einem Verkleben der Filamente in den Heatbreaks. E3D rät deutlich davon ab, mehr als 2mm Retraction einzusetzen. 2 mm Retraction pro Seite funktioniert zuverlässig, reicht aber bei weitem nicht aus, das Stringing zu vermeiden, wie die Drucke deutlich zeigen.
Wie geht’s weiter?
Filamente aus PETG sollen noch probiert werden.
Ich werde sicher noch eine Weile mit Optimierungen spielen und versuchen, Fragen zu klären wie diese: Wie kann ich dafür sorgen, dass bei Druck mit einem 100/0-Tool die Retraction dennoch auf beiden Filamenten erfolgt?
Will man mit dem Dual-Druck wirklich produktiv gehen, sollte man aber darüber nachdenken, einen Drucker mit sehr kurzen Bowden einzusetzen, z.B. einen Delta mit über dem Druckkopf an Fäden aufgehängten Extrudern oder ähnlichem. Zwei Direkt-Extruder auf dem X-Schlitten würden wohl zu schwer. Deckingman hat es mit einem kartesischen Drucker durch einen zweiten XY-Rahmen gelöst, auf dem die Extruder parallel zum Druckkopf auf dem XY-Rahmen darunter laufen.
Bevor ich solche Umbauten angehe, würde ich eher nochmal die Chimera+-Version mit zwei Düsen probieren, die dann auch wieder eine normale Retraction zuließe.
________________________________________
Dank an die Designer der gezeigten Modelle auf Thingiverse!
Fashion Traffic Cones Collection by R3ND3R
Traffic Cone (Dual Extrusion) by CocoNut
XYZ 20mm Calibration Cube by iDig3Dprinting
Hallo
ich habe mal eine kleine Frage nutze als 2 Drucker eine A10M (2 in 1 Out) nun wollte ich mit dem mal einen Testfahren und die Stützen in einem anderen Material drucken als das Projekt selbst. nun habe ich drei Extruder hinterlegt (automatisch) links, rechts, und mix.
Version des Slicers 4.1.2
Bei E0 steht Werkzeug null bei E1 Werkzeug 1 Mixed hat wieder Werkzeug 0.
Schicht soll mit dem rechten gedruckt werden also E0
Skirt mit links also E1. Infill wieder mit E0. Stützen mit E1.
Bei Temoeratur bekomme ich Shared Heater mit T0 Einstellung hier 200 Grad.
Wenn ich nun Slicen möchte sagt er mir.
Der Ausgewählte Vorgang ist für die Anzahl der Extruder, die Sie für eine Verwendung ausgewählt haben, nicht konfiguriert.
Möchten Sie Vortfahren Ja/Nein.
Wo liegt mein Denk oder Anwendungsfehler.
Moin Tobias! Hmm. Ich vermute, Dein Slicer is Cura? Da kann ich nicht helfen, ich habe Multi-Color nur mit S3D gesliced.
Das soll nicht heißen, das ich Dir zu S3D rate, das veraltet im Vergleich zunehmend.
Mach am besten im Forum ein Thema mit der Frage auf, auf dem Weg erreichst Du viel mehr 3D-Druckende.
nein Simplify 3D
Simplify 3D weist du es auch nicht
Aus dem Stand leider nicht. Wie Du siehst, sind meine Experimente drei Jahre her, und ich müsste auch meiner eigenen Anleitung oben folgen, die Quellen nochmal lesen und mich komplett neu reindenken.
… aber wie schon gesagt: Mach doch ein Thema im Forum auf. Da lesen meist deutlich mehr Leute mit. Den Kommentar hier sehen nur die, die aktiv in den drei Jahre alten Blog-Eintrag einsteigen. Ich stolpere über Deinen Kommentar nur, weil ich als Autor des Blogposts eine E-Mail-Benachrichtigung bekomme.
Ich habe ein Problem mit einem tronxy x5s st e2 der leider nicht 2 farbig druckt
Wenn ich es probiere und es dazu geht die Farbe zu wechseln drückt er weiter ohne dass filament raus kommt und das filament rutscht dürch und knakt bitte brauche dringend Hilfe
Das tut uns leid Pascal aber wir haben nur den X5S. Ich weiß nicht welcher Druckkopf dort im x5s st e2 verbaut ist. Für mich klingt es nach einer Verstopfung. Mach mal im Forum ein Thema auf und wir sehen uns das etwas genauer an. Den doppelten Kommentar hab ich bereinigt.
Deine Mischergebnisse finde ich aber sehr gut.. Bei mir wird das nicht so schön..
Ich hab auch deutlich schlechtere. 🙂
Prima Timing 🙂
Ich wollte auch in den nächsten Wochen meinen Basteldrucker (ein Geeetech i3) auf 2-Farben umbauen und dachte ebenfalls an den Cyclops+.
Ein Versuch mit 2 Düsen ist mechanisch einfach sehr komplex und die Ausrichterei hat echt keinen Spass gemacht….
Ich weiß beim i3 jetzt nicht so Bescheid aber bietet Geeetech nicht schon fertige Lösungen an?
Es ist ein Geeetech Prusa i3 Pro X Acrylic.
Das war mein erster Drucker und ist durch zahlreiche Umbauten eigentlich nicht mehr als solcher zu erkennen 😉
Ich bastel halt gern, wenn es die Zeit zulässt (Hurra, der Winter ist wieder da!!)
Die Ausrichterei könnte man mit der richtigen Aufhängung ja in den Griff bekommen, aber eigentlich will man ja die passive Düse auch noch anheben und abdecken, damit sie nicht durch den Druck pflügt und nicht kleckert. Dazu gibt es auch diverse Druckköpfe in Thingiverse, oder man designed sich selber was. Bei der Dual-Extrusion von E3D steht dabei aber die feste mechanische Kopplung durch den Kühlblock im Weg.