
Flashforge AD5X – der TPU-König
Flashforge wirbt beim Adventure AD5X mit Multicolor-TPU über deren Farbwechselsystem und gibt dazu in seinen Spezifikationen 95A an. Das klingt spannend und doch ist bei 95 A noch nicht Schluss – schauen wir uns den Drucker mal genauer an…
Das Gerät wurde uns kostenlos von Geekbuying zum Test zur Verfügung gestellt. Es gab zwei Absprachen: Ein Affiliate Link wird verwendet und der Artikel muss vor dem 31.12.25 erscheinen. Affiliate Link: https://www.geekbuying.com/go/A0x9F34d . Aktueller Preis 329,- mit Coupon: FLAD5X
Unboxing und Aufbau
Alles ist gut und sicher verpackt. Als Zubehör ist neben den üblichen Inbusschlüsseln auch ein Seitenschneider, ein Klebestift für Druckplatten, ein wenig Fett, 4 x 10 g Filament und ein eher ungewöhnliches uncloggin pin tool dabei.




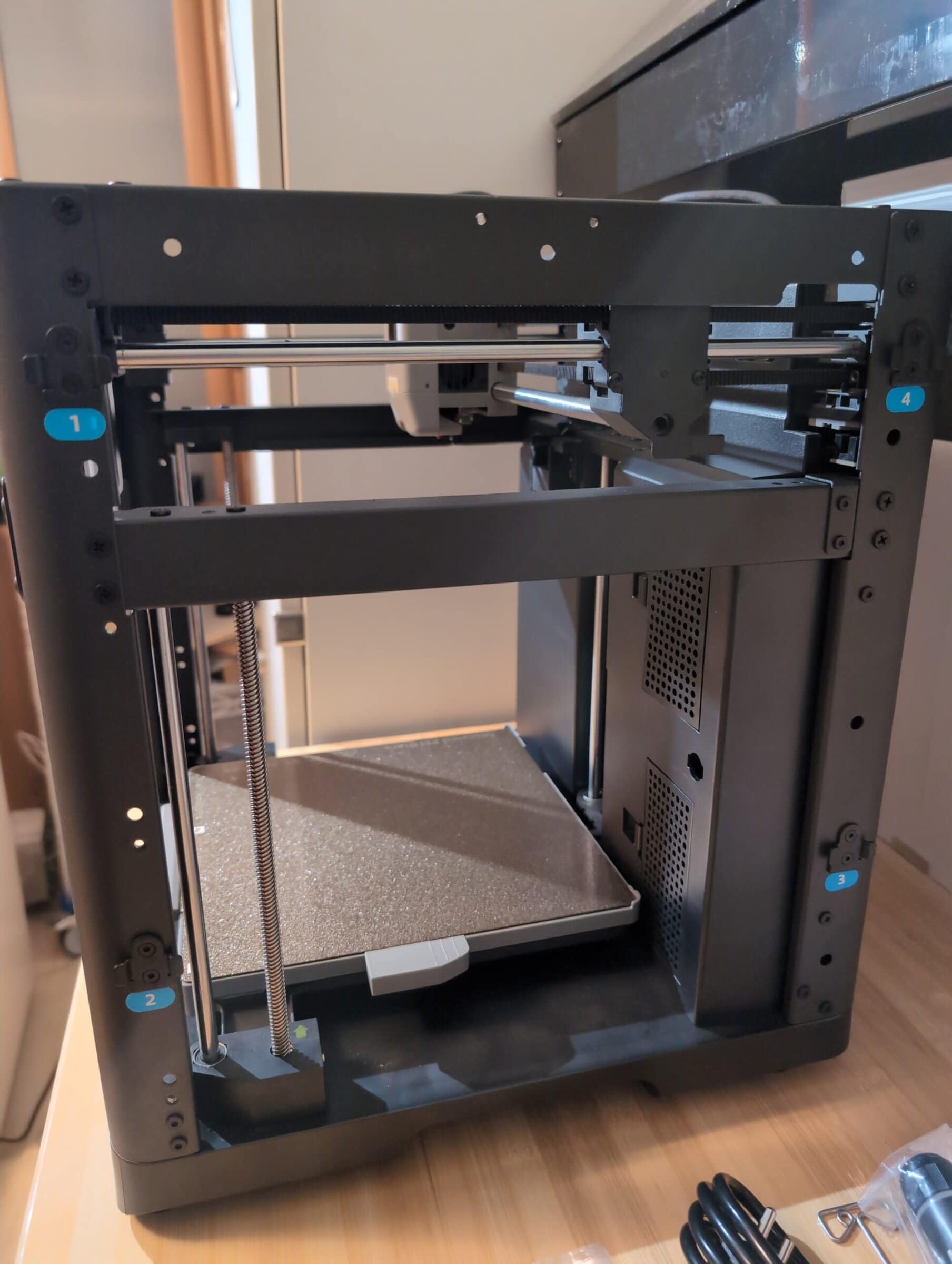
Der Aufbau gestaltet sich sehr einfach: Styropor vorsichtig entfernen – hier finden sich dann auch die restlichen Zubehörteile. Drei Schrauben lösen die das Bett für den Transport fixieren, den Halter für das „Intelligente Filament System“ (IFS) anschrauben – (Diesen nach oben ausrichten). Wir hatten diesen zuerst falschherum, weil wir die Anleitung überlesen hatten. IFS am Halter einklicken – sehr praktisch: Es lässt sich auch abnehmen.



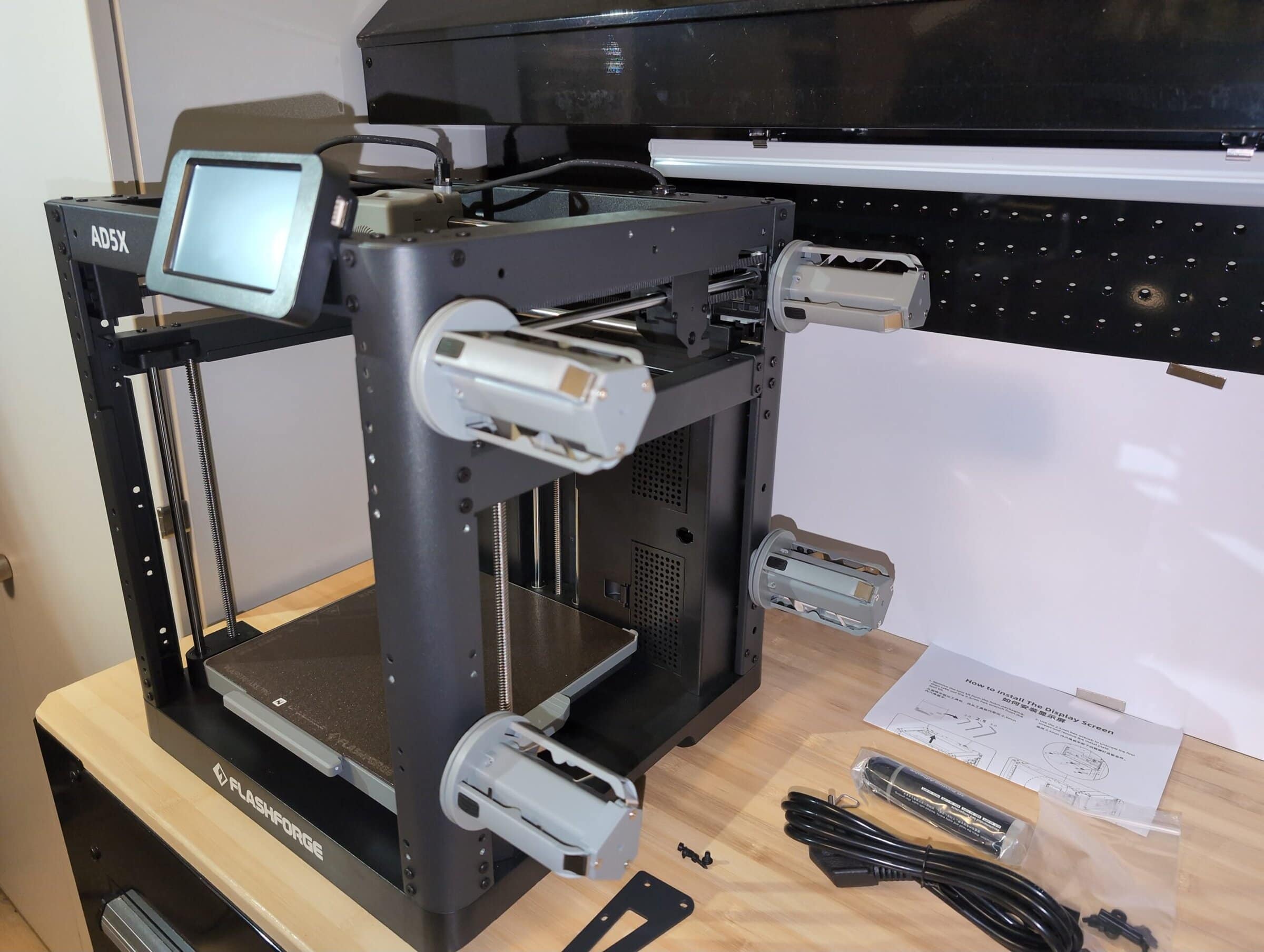

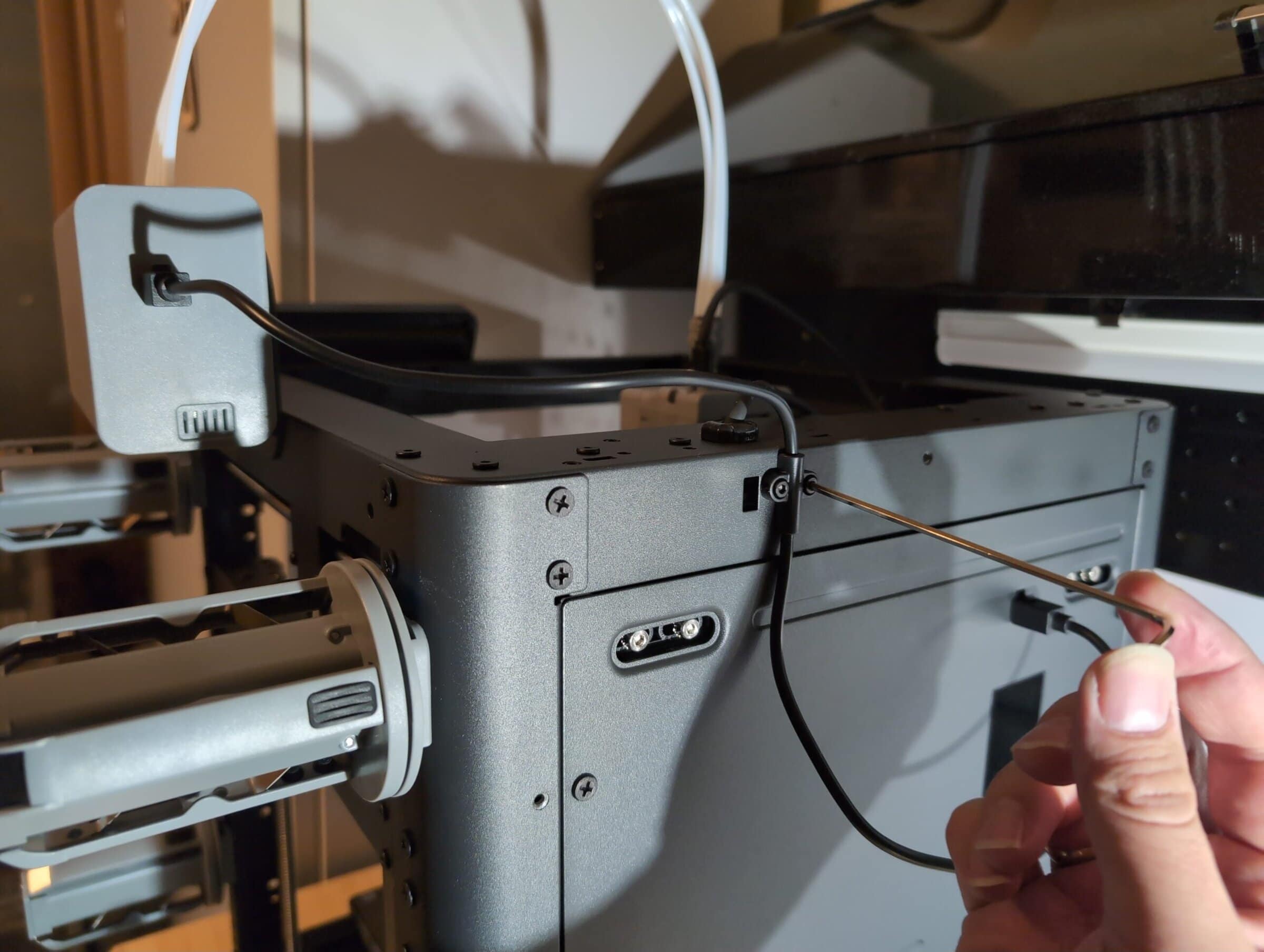
Das Display muss abgeschraubt, umgedreht und wieder eingesteckt werden. Das ist super: Keine Kabel, die falsch eingesteckt werden könnten. Alles ist schon dran.
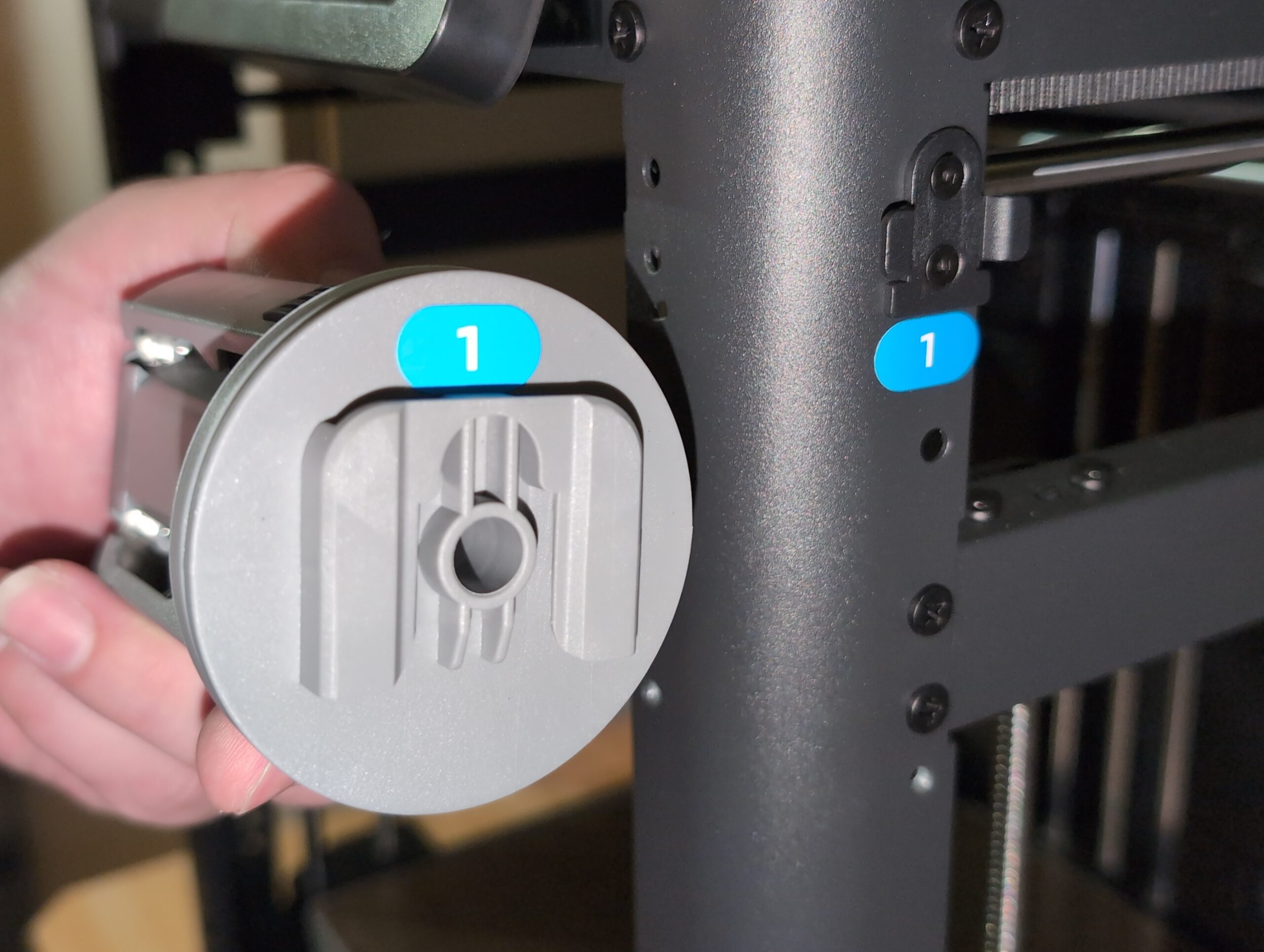
Zuletzt noch die Filamentrollenhalter aufstecken, Schläuche rein und dann kann es direkt losgehen. Bei den Filamentrollenhaltern gibt’s Ziffern in welcher Reihenfolge sie aufgesteckt werden müssen. Alles gut beschriftet und gut erklärt.
Die meisten Filament-Spulen passen komplett ohne Adapter. Bei wem die Filamentrollen mal nicht passen, kann sich diese beiden Adapter von Makerworld drucken. Diese sind eigentlich für das AMS Lite von Bambu gedacht, passen aber 1:1 auch für den Flashforge AD5X: Spulenhalter für Spulen mit deutlich größerem Durchmesser (z. B. Geeetech), Spulenhalter für Spulen mit minimal größerem Durchmesser (z. B. einige Sunlu-Spulen)
Die gedruckte Anleitung zum Drucker ist auf Englisch, die Abbildungen aber zahlreich und eigentlich selbsterklärend, sodass man auch ohne Sprachkenntnisse zurechtkommen sollte.
Erfahrene 3D-Drucker schaffen auspacken und Aufbau inklusive Beachtens der Anleitung in ca. 15 – 20 Minuten. Wer sich gar nicht auskennt und auch mit Werkzeug und Aufbau von Geräten vorsichtiger ist, sollte 30 – 60 Minuten einplanen. Alles in allem aber ein entspannter Aufbau, bei dem zwei Hände ausreichen.

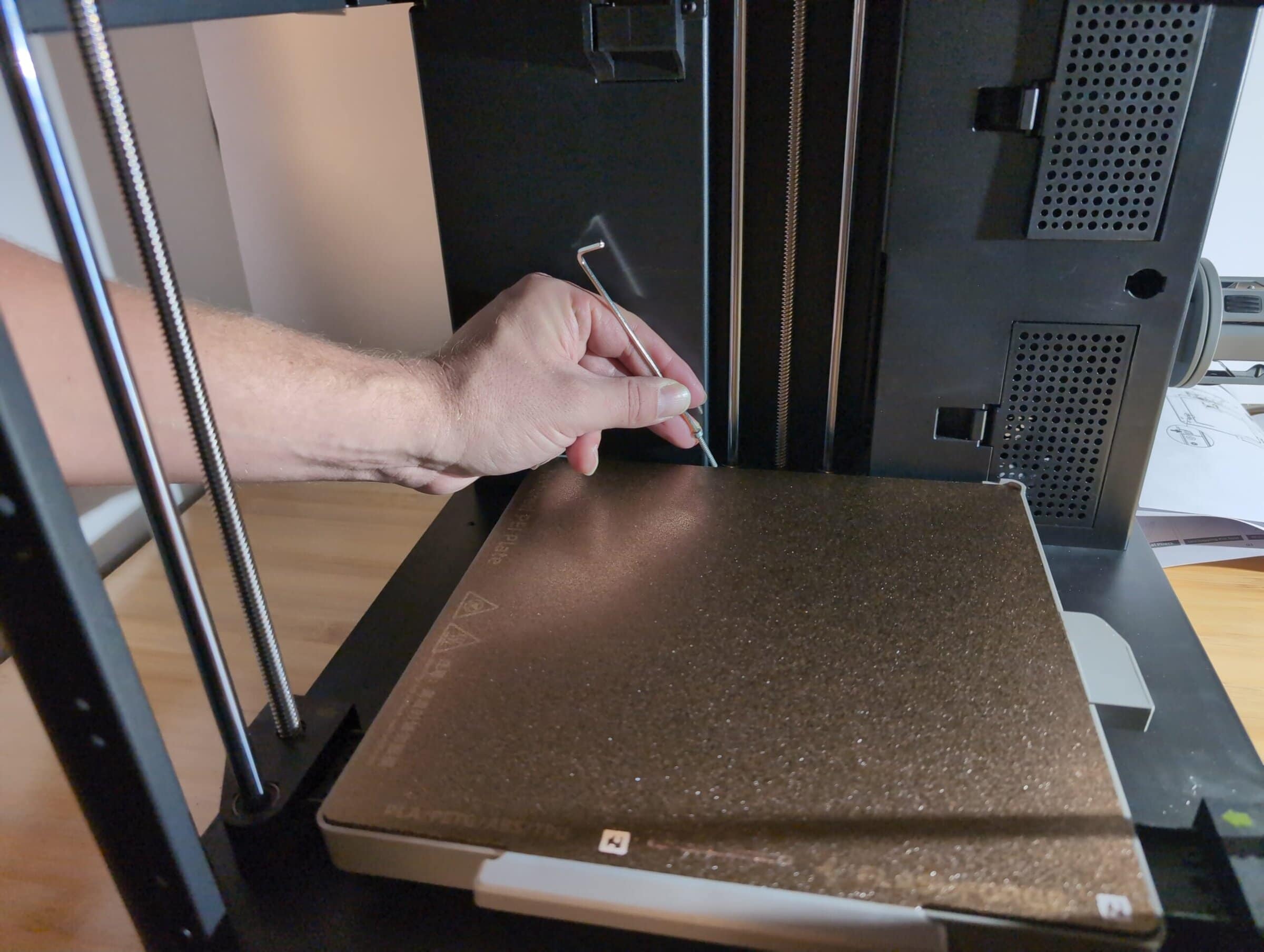
Hier direkt ein kleiner Tipp: Die Gewindespindeln in z-Richtung waren bei uns nicht geschmiert. Das ist auch gut, denn sonst besteht beim Auspacken die Gefahr, dass sich das Schmiermittel überall verteilt. Empfehlenswert ist es allerdings zeitnah die Gewinde-Spindeln mit dem mitgelieferten Fett und einem Pinsel vorsichtig zu schmieren. Die ersten Drucke gelingen auch so sehr gut, aber das Druckbild ist nach der Schmierung nochmal besser geworden. Die glatten Führungs-Stangen haben wir nicht geschmiert.
Erster Eindruck
Beim ersten Einschalten begrüßt uns der Drucker mit einem Sound – das gibt bei mir definitiv Bonuspunkte 🙂 Vorneweg: Weitere Sounds gibt‘s übrigens nicht und diese können auch abgeschaltet werden. Anschließend wird nach der Sprache gefragt. Deutsch ist verfügbar, die Übersetzung jedoch teilweise nicht eindeutig. Wir haben relativ schnell auf Englisch umgestellt. Das große Farbdisplay reagiert auf Druck (resistiver Touchscreen), nicht auf Berührung (kapazitiver Touchscreen), was gewöhnungsbedürftig ist, da man etwas kräftiger drücken muss als man es vom Smartphone kennt.

Die Bedienoberfläche ist sehr logisch und nachvollziehbar aufgebaut, die Icons sind eindeutig und man benötigt weder Sprache noch Anleitung, um zu verstehen wohin man klicken muss. Auch zeigen sie zum Beispiel grün an, wenn die Nozzle kalt ist und rot, wenn sie heißt ist. Da hat sich jemand Gedanken gemacht. Durch die ersten Schritte (WLAN einrichten etc.) wird man gut geführt. So soll es sein.
Hinweis: Wer kein WLAN nutzt, kann den Drucker auch per Netzwerkkabel anschließen. Das könnte auch für Unternehmen oder Druckfarmen interessant sein. Flashforge hat mit Flashforge-Germany außerdem einen Sitz an der Grenze zur Schweiz in Baden-Württemberg und bietet hier auch Schulungen, Support für diejenigen, die dort gekauft haben, und Druckservice.
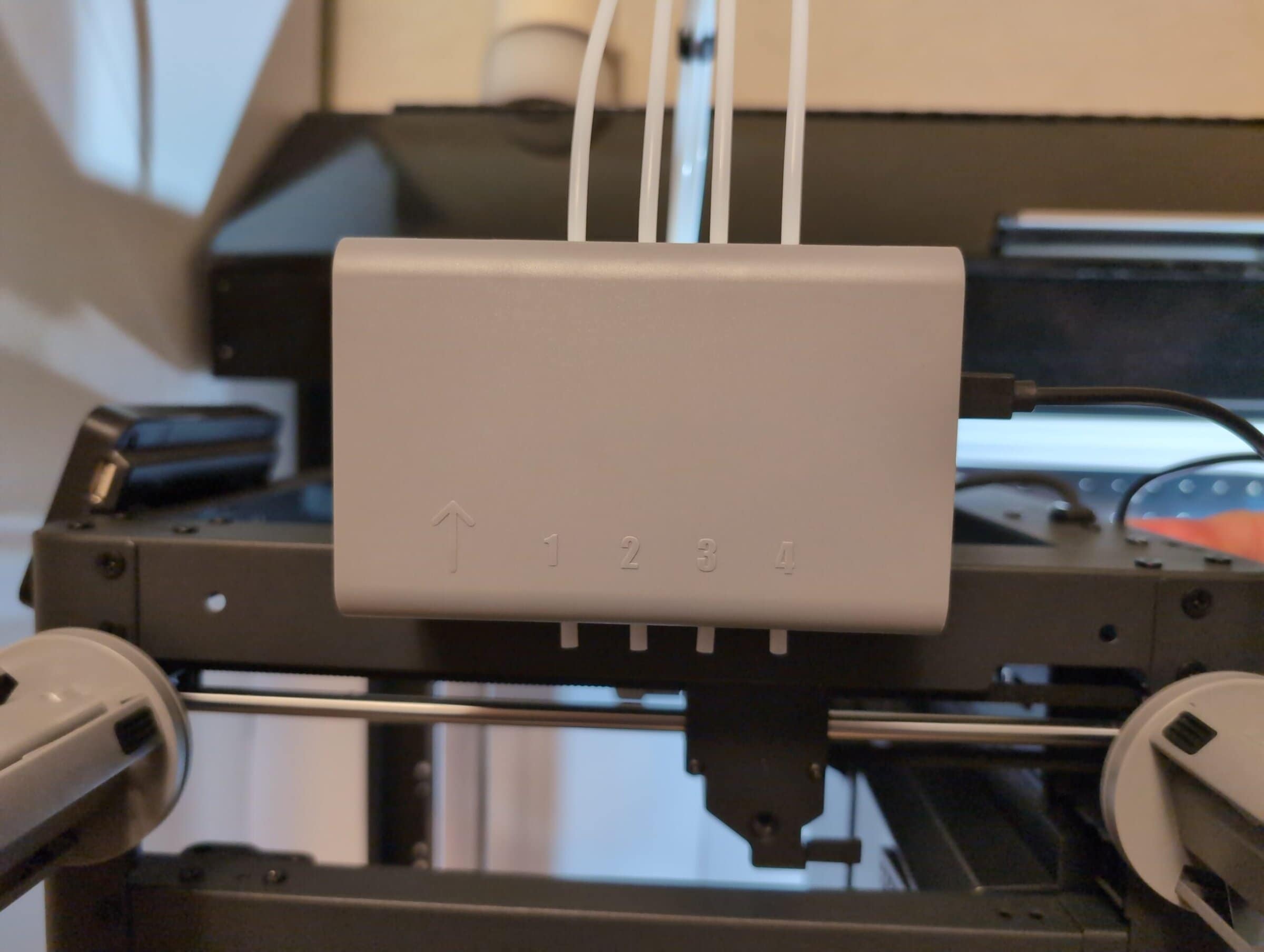
Das Einfädeln des Filaments ist supereinfach – so einfach hatte ich das bisher noch bei keinem Drucker. Rolle aufstecken, Filament ins IFS schieben und dieses zieht das Filament selbstständig ein. Keine zweite Hand, um irgendeinen Hebel zu drücken, kein Zurechtbiegen des Filaments. Anschließend muss man am Display des Druckers die Filamentart und Farbe wählen. Fertig. Man sollte dabei die Anordnung der Filamente im Blick behalten. Beginnend oben links und dann gegen den Uhrzeigersinn von 1 bis 4. Wichtig ist, dass das Filament im IFS im richtigen Slot landet. Dieses ist mit Zahlen entsprechend beschriftet.
Hat man das Filament eingefädelt beginnt nach Klick auf „weiter“ ein erster Testdruck. Dies wird auch so in der Anleitung beschrieben. Kein klassisches Benchy, sondern eine kleine Runde Platte mit dem Flashforge-Logo. Auf dem Display war es zweifarbig. Gedruckt wurde es bei zwei eingelegten Filamenten einfarbig. An der Druckqualität gibt es absolut nichts zu meckern. Vielversprechend.
Weitere Drucke vom integrierten Speicher waren ebenfalls problemlos möglich. Ein klassisches Benchy fehlt allerdings in der Auswahl. Schade eigentlich, denn der Drucker bekommt das, wie wir später noch sehen werden, sehr gut hin.
Slicer und Software
Beim Slicer setzt Flashforge auf Orca. Wer über das Netzwerk drucken möchte, muss dazu Flashforge-Orca installieren. Einen Unterschied zum normalen Orca-Slicer in der Version 2.3.0 konnte ich weder optisch noch in den Funktionen feststellen. (Aktuell ist bei Orca 2.3.1 mit weiteren Funktionen wie z. B. Malen von FuzzySkin)
Hier ein kleiner Spoiler: Am Ende ist alles gut.
Das Verbinden von Drucker und Slicer erfordert einen Account bei Flashmaker. Diesen könnt ihr hier erstellen: https://auth.flashforge.com/de/signup
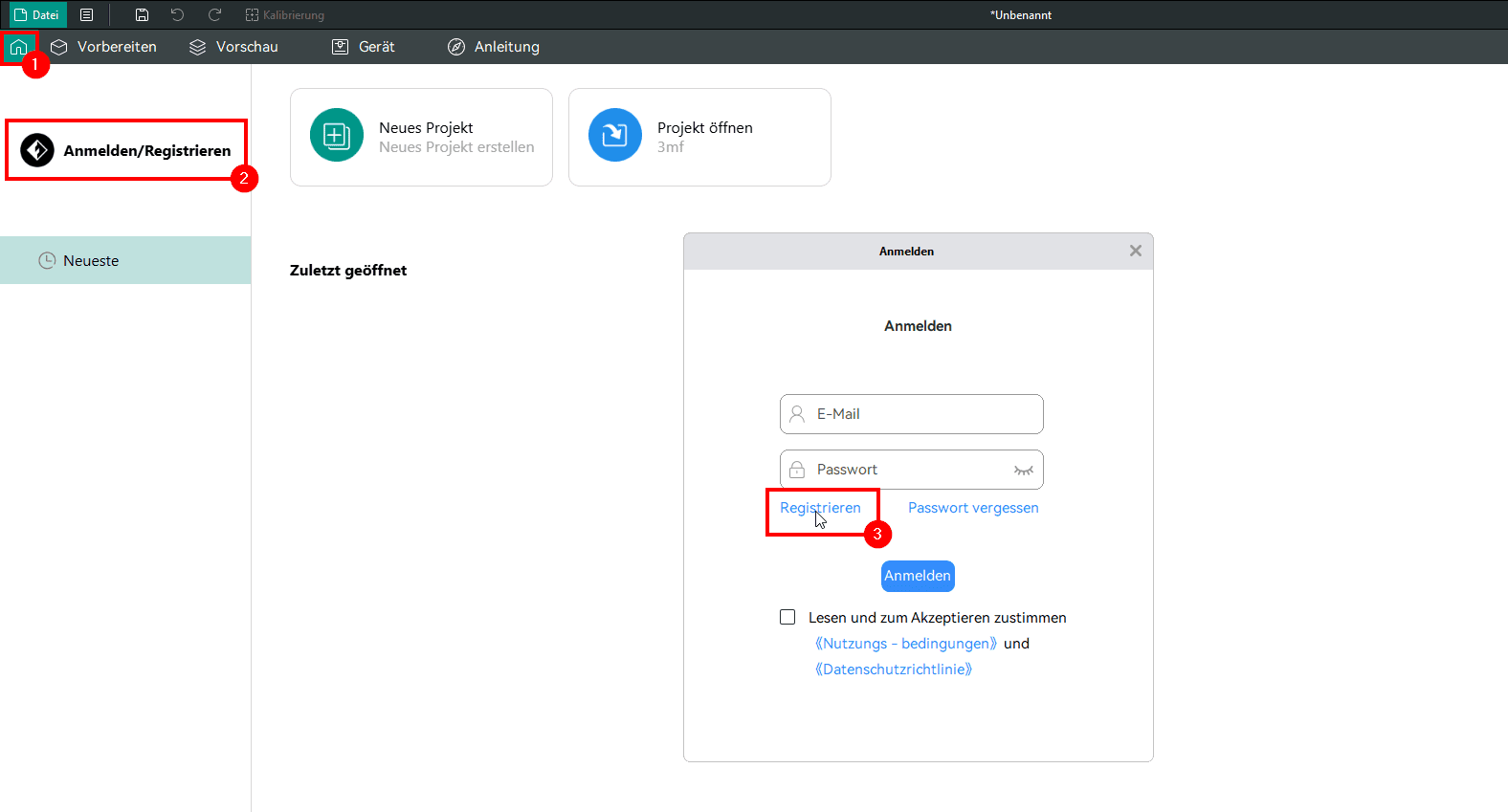
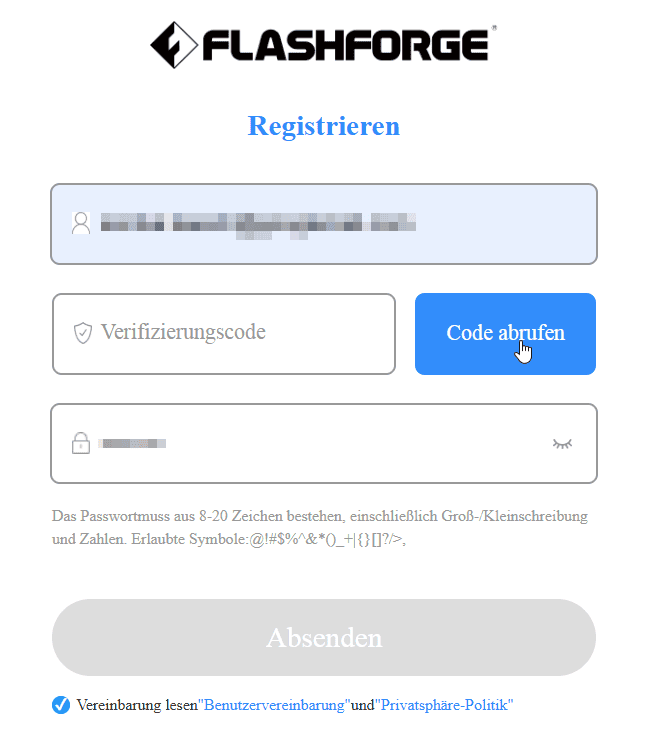
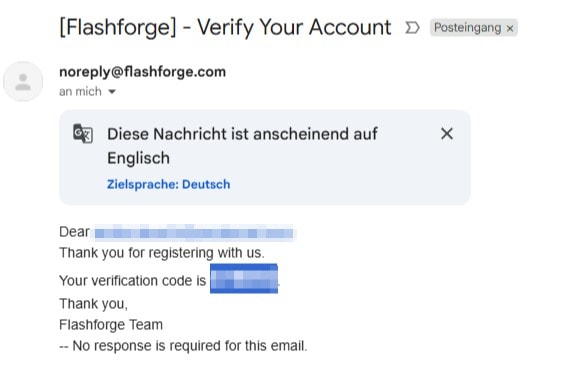
Den Verifizierungscode für die Registrierung zu erhalten kann direkt funktionieren, wenn man keinen Adblocker aktiviert hat und Google Chrome als Browser nutzt. Es gibt aber zahlreiche Berichte bei reddit & Co. bei denen es, wie auch bei mir, zunächst nicht funktioniert hat. Nach mehreren Tests vom PC und Smartphone aus, habe ich den Kundenservice kontaktiert. Die haben mir innerhalb weniger Stunden direkt und sehr bemüht geantwortet. Der entscheidende Tipp bezüglich dem Ausschalten des Adblockers kam aber von einem User auf reddit. Ich habe zusätzlich Chrome genutzt, um den Browser als Störquelle auszuschließen. Später habe ich es mit einer Wegwerf-E-Mail-Adresse nochmals mit Chrome getestet: Funktioniert damit tatsächlich problemlos. Sollte aber trotzdem nicht sein.
Vom Kundenservice habe ich außerdem erfahren, dass auch die Möglichkeit besteht den Drucker ohne Nutzerkonto zu verwenden, wenn man das WLAN am Drucker deaktiviert und dafür den Drucker selbst ein WLAN aufbauen lässt. In dieses kann man sich dann mit dem PC einloggen. Nicht so bequem wie wenn man den Drucker ins hauseigene LAN integriert, aber doch eine Möglichkeit bei z. B. Ausfall der Cloud drucken zu können.
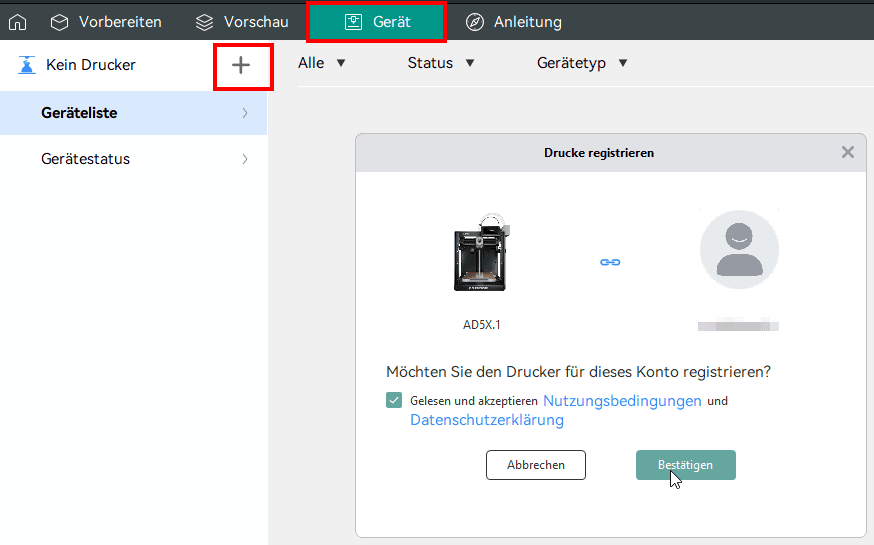
Hat man sich über den Slicer eingeloggt, wird der Drucker im LAN direkt gefunden und kann ausgewählt werden. Auch zeigt es einem übersichtlich alles an und man kann Druckaufträge starten. Etwas ungewohnt ist es keine Kamera zu haben, diese lässt sich aber zusätzlich kaufen und nach dem was man liest, soll der Einbau sehr einfach sein.
Man kann auf der Übersichtsseite des Druckers die Filamente sehen und bearbeiten. Was es allerdings nicht gibt ist einen „aktualisieren“-Button für die Filamente wie es z. B. bei Bambu der Fall ist. Konkret: Ich habe die Filamente eingestellt, muss auf der Vorbereiten-Seite diese aber nochmals manuell ändern. Auch eine automatische Farb- und Materialzuweisung anhand ähnlicher Farbwerte beim Start des Drucks gibt es nicht. Ich muss hier nochmals festlegen welche Farbe mit welcher Spule gedruckt werden soll.
Auch muss nach dem Druckauftrag am Drucker per „ok“ der Druck beendet werden, sonst wird der Drucker im Slicer als „offline“ angezeigt. Kleinigkeiten, an die man sich gewöhnt, die aber besser gehen.
Ich hatte die Zeit zwischen Antwort des Supports und meiner Recherche bezüglich „Wie komme ich an diesen Verifizierungscode um die Registrierung abzuschließen und den Drucker verbinden zu können“ genutzt um den Druck via USB-Stick auszuprobieren. Der Stick muss wie bei 3D-Druckern meist üblich FAT32 formatiert sein und beim Slicer wird dann „gcode speichern“ statt „aktuelle Platte drucken“ gewählt. Soweit so gut. Wichtig ist es beim Druck vom USB-Stick, dass die Reihenfolge der Filamente im Drucker denen des Slicers entspricht. Konkret: Möchte ich einfarbig von Rolle 3 drucken, muss diese als drittes Filament im Slicer eingestellt sein. So lässt sich dann auch der original Orca Slicer nutzen.
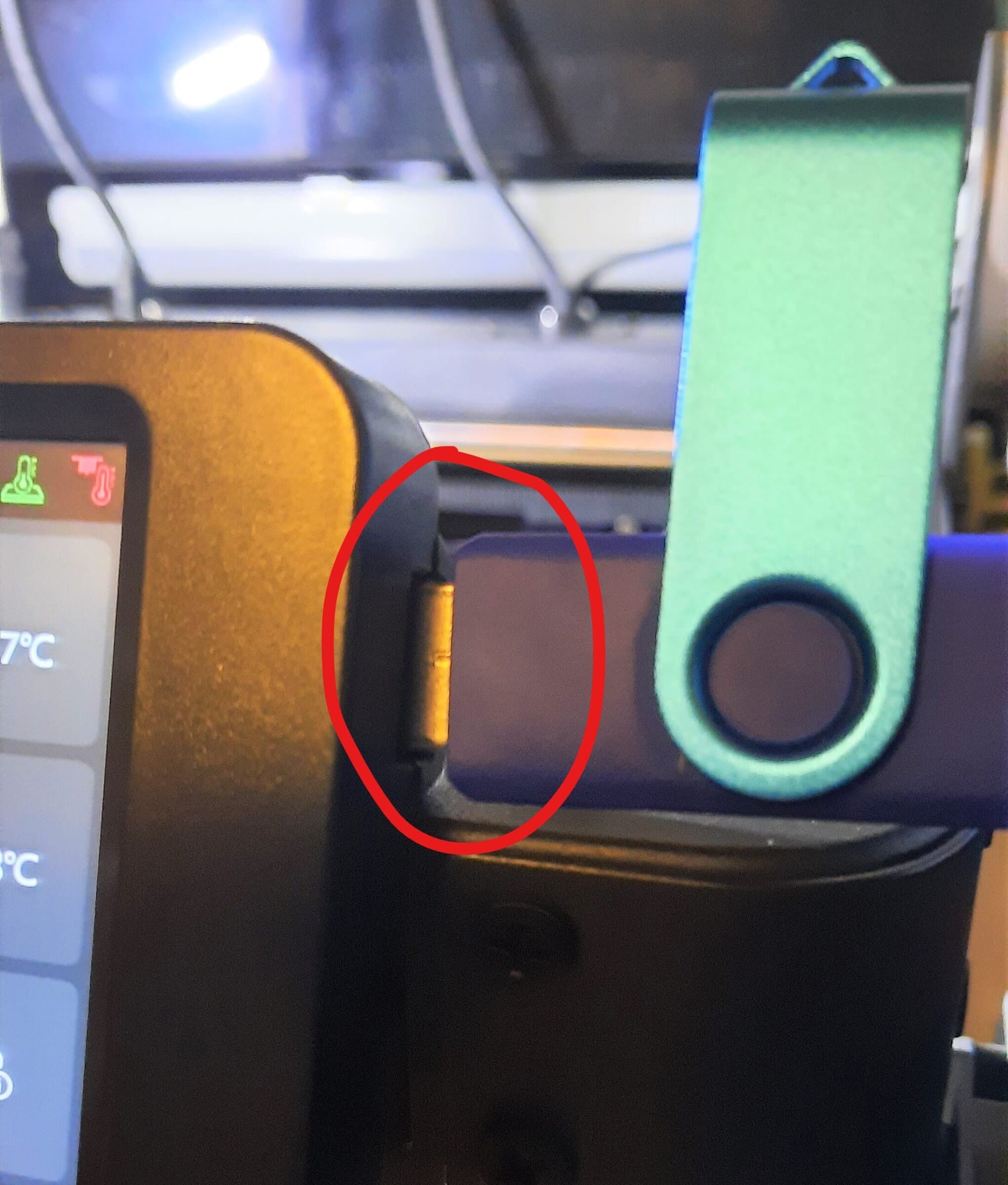
Bei meinem Drucker darf ich den Stick am Drucker allerdings nicht ganz reinstecken, sondern nur so ungefähr zu 80 – 90 %. Ganz reingesteckt wird er nicht erkannt. Erinnert mich ein wenig an unseren alten i3 der es bei SD-Karten genauso wünscht. Wer das nicht erkennt, könnte verzweifeln. Er wird dann aber zuverlässig erkannt. Ob das bei allen Modellen so ist, weiß ich nicht. Vielleicht gibt’s ja noch jemanden bei dem der USB-Stick nicht erkannt wird und der über diesen Artikel auf die Lösung stößt: Schön, dass du den Weg hierher gefunden hast! 🙂
Eine weitere Möglichkeit den Drucker zu überwachen ist per App. Diese findet man als Android-User jedoch nicht im Play Store, sondern nur über die Webseite von Flashforge. Dort – Überraschung – kein Link zum Play Store, sondern eine APK-Datei (Android Package). Bei der Installation muss die Option „Installation unbekannter Quellen“ in den Sicherheitseinstellungen des Smartphones eingestellt werden, was äußerste Vorsicht erfordert, da APK-Dateien Schadsoftware enthalten können. Apps aus dem Play Store oder App Store werden im Vorfeld vom jeweiligen Store-Anbieter überprüft. Bei APK-Dateien aus anderen Quellen ist dagegen oft unklar, welche Berechtigungen die App tatsächlich erhält. Kurz gesagt: Eine APK aus unbekannter Herkunft sollte man nicht unbedacht installieren.
Die App kann laut meiner Recherche den Druck von Unterwegs überwachen und bedingt eingreifen – ähnlich wie es auch über die entsprechende Geräteseite vom Slicer aus möglich ist. Allerdings hat Flashforge keine eigene Bibliothek mit Druckdateien und damit ist auch kein Druck aus der App heraus, wie wir es von anderen Herstellern kennen, möglich.
Zuverlässigkeit der Flashforge-Cloud: Während meines Tests kam es einmal zu Server-Problemen, die eine Anmeldung im Flashforge-Orca-Slicer nicht zugelassen haben. Ein weiterer Neustart des Slicers und 5 Minuten warten haben aber geholfen.
An dieser Stelle möchte ich festhalten: Grundsätzlich funktioniert das Zusammenspiel zwischen Slicer und Software gut. Einmal eingerichtet bietet das System auch die Möglichkeit mehrere Drucker zu verwalten, einzubinden und so eine kleine Druckfarm aufzubauen oder einfach alle Geräte gleichzeitig im Blick zu behalten.
An der Zuverlässigkeit der Anmelde-Formularübermittlung und der Anmeldung des Slicers an der Cloud könnte man arbeiten. Auch kleine Ausstattungs-Verbesserungen, wie eine bereits eingebaute Kamera, ein Licht, ein kapazitives Display und ein besserer USB-Slot wären wünschenswert und sind bei den meisten Druckern bereits im Lieferumfang dabei. Die Kamera kann, sofern nicht gerade ausverkauft, wohl recht unkompliziert nachgerüstet werden.
Zum Drucker selbst
Es handelt sich um ein Core-XY-System mit einem Bauraum von 220 x 220 x 200 mm. Der Drucker hat durch das Core-XY eine sehr geringe bewegte Masse was sehr hohe Beschleunigungen von 20.000 mm/s² ermöglicht und die Druckzeit von kleinen Teilen mit vielen Details verkürzen kann. Aufgrund der geringen bewegten Masse gibt es nur sehr wenig Ringing nach scharfen Ecken und Kanten. Das Input-Shaping erledigt hier zuverlässig die Rest-Schwingungen, so dass auch Teile mit scharfen Ecken sehr sauber gedruckt werden.
Viele aktuelle Core-XY-Drucker neigen bekanntlich zu sogenannten VFA’s (Vertical Fine Artefacts), also feinen Wellenmustern auf geraden Flächen entlang der X-Achse. Als mögliche Ursachen werden häufig die übliche Riementeilung von 2 mm, die Riemenspannung sowie nicht gezahnte Umlenkrollen genannt, denen man diese unerwünschten Oberflächenstrukturen zuschreibt.
Umso erstaunlicher ist das Ergebnis beim AD5X: Obwohl er genau diese Merkmale aufweist – 2-mm-Riementeilung, glatte Umlenkrollen und die üblichen Spannungsverhältnisse – zeigt er auf der X-Achse kaum VFA’s. Offenbar steckt hinter den VFA’s doch ein bisschen mehr, als die gängige Theorie vermuten lässt.
Zugegeben, ganz VFA-frei ist auch dieser Core-XY-Drucker auf der X-Achse nicht, aber er macht das schon sehr gut. Je nach eingestellter Außenwand-Geschwindigkeit (50 mm/s und 160 mm/s scheinen optimal) erhält man aber wirklich sehr schön glatte Wände nahezu ohne Wellenmuster, und das auch bei hochglänzendem PETG-Filament.
Einen Entspann-Hebel für die Extruder-Antriebsräder gibt es übrigens nicht. Da der Extruder sich aber selbst mit super flexiblem „Recreus 70a“-Filament nicht verstopfen lies, lässt sich das verschmerzen. (Drucken wollte er es aber trotzdem nicht, zumindest nicht über das IFS).
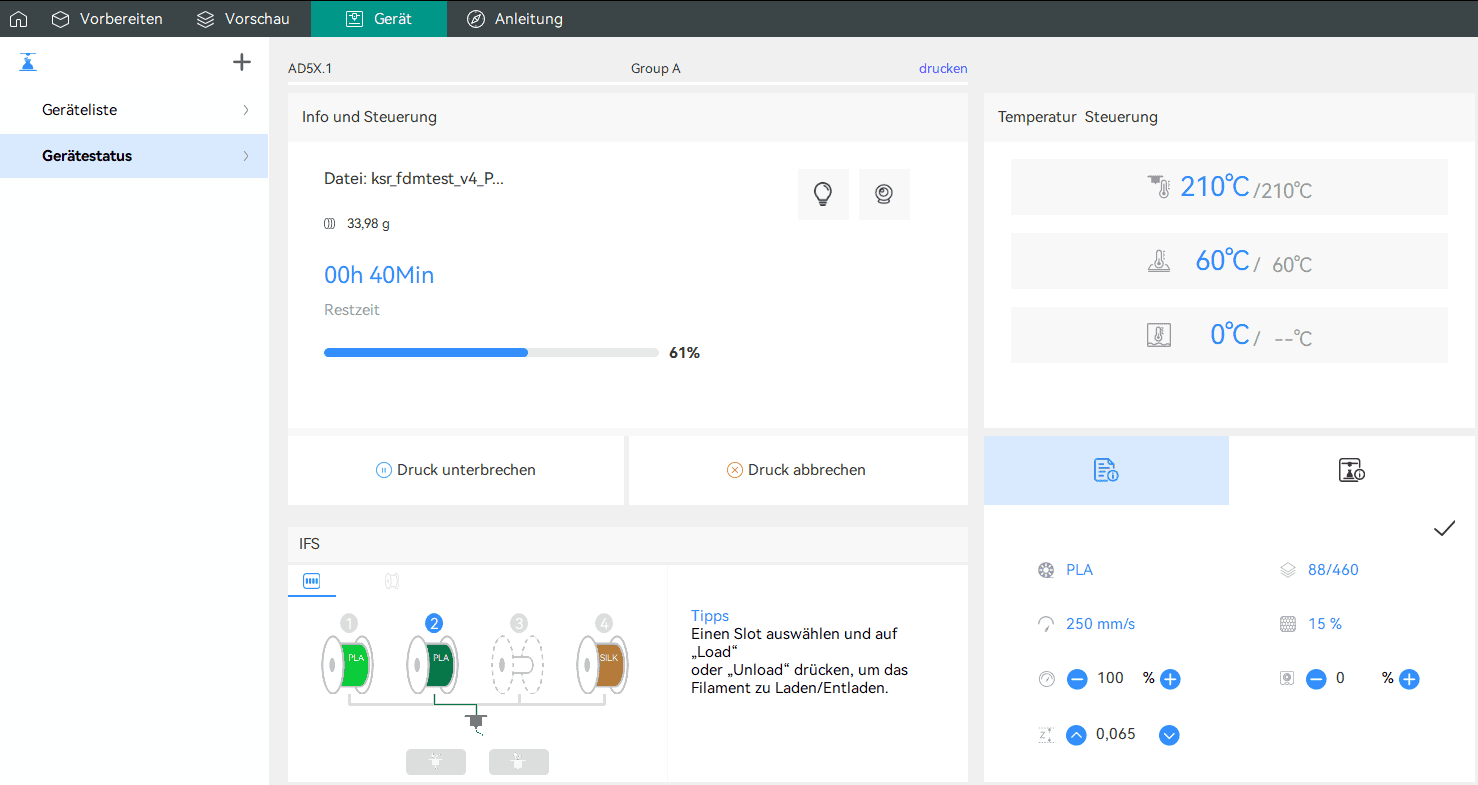
Die Messung des Z-Offsets erfolgt durch das Aufsetzen der Nozzle auf das Druckbett, wodurch es theoretisch keinen klassischen Z-Offset mehr gibt. Trotzdem bietet das Display die Möglichkeit, während des laufenden Drucks einen Z-Offset-Wert anzupassen. So lässt sich der First Layer direkt am Drucker „on the fly“ feinjustieren. Bei uns war das zwar nicht nötig, da der First Layer bereits hervorragend war, dennoch ist diese Funktion sehr lobenswert.
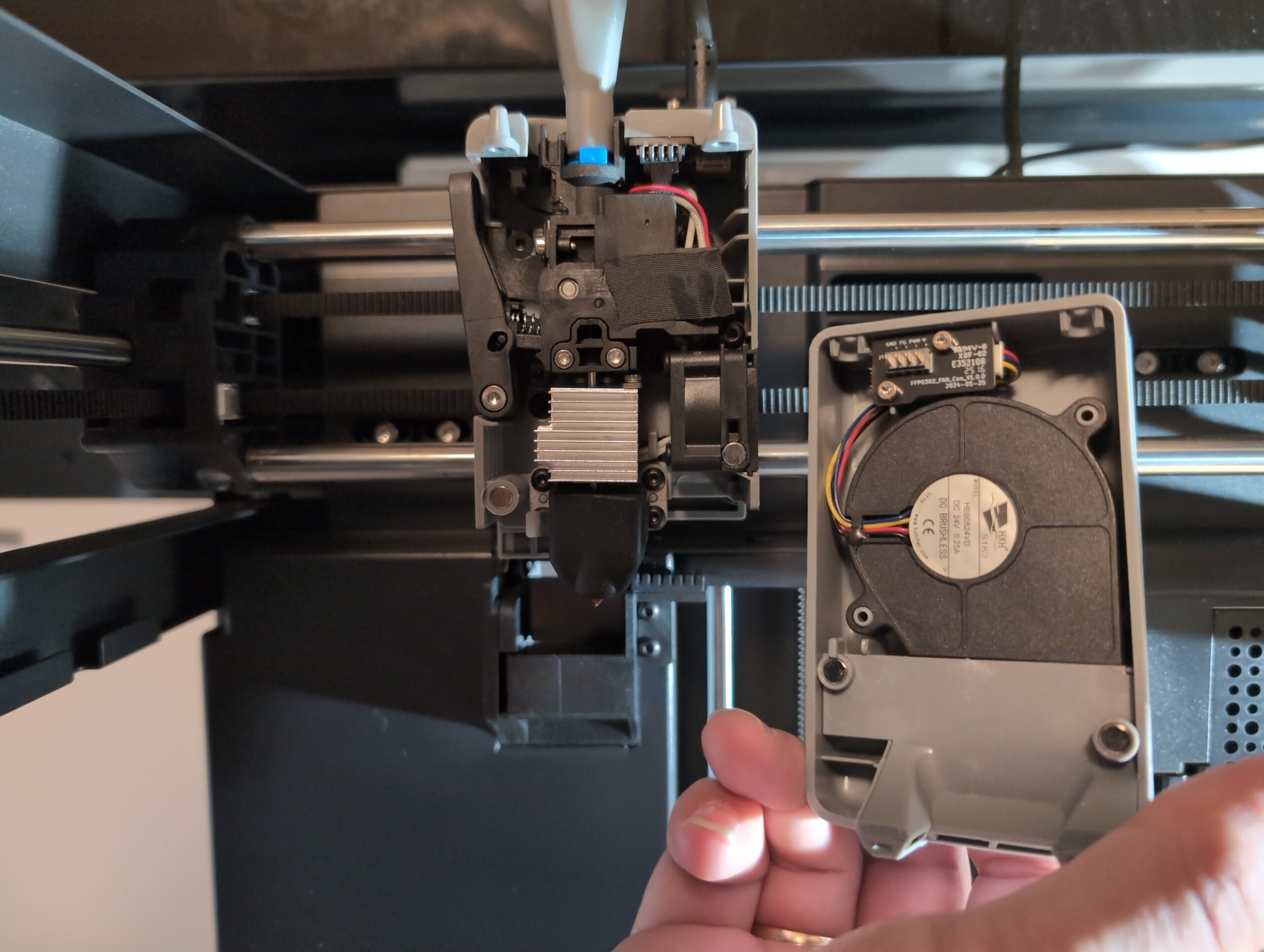
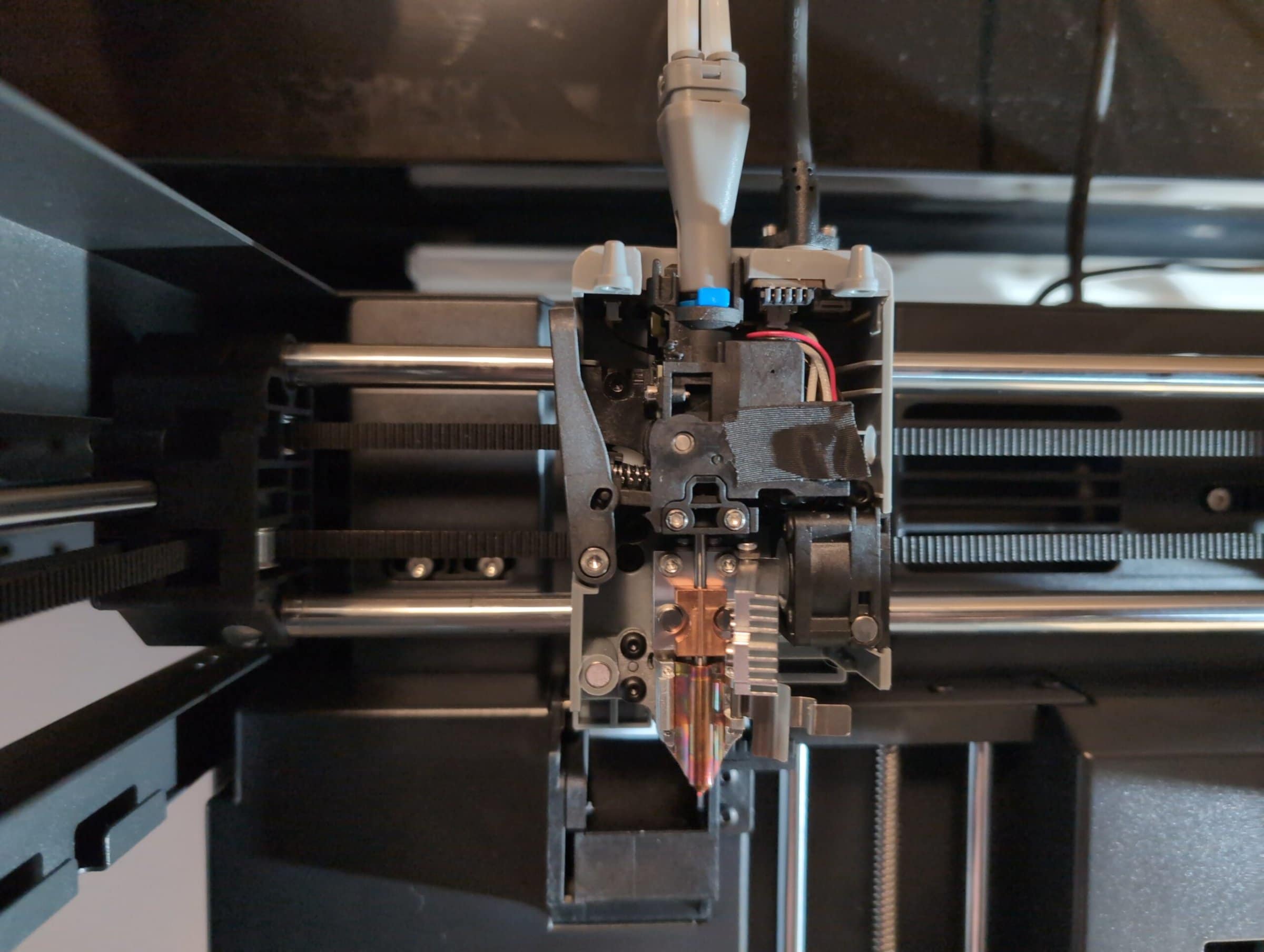
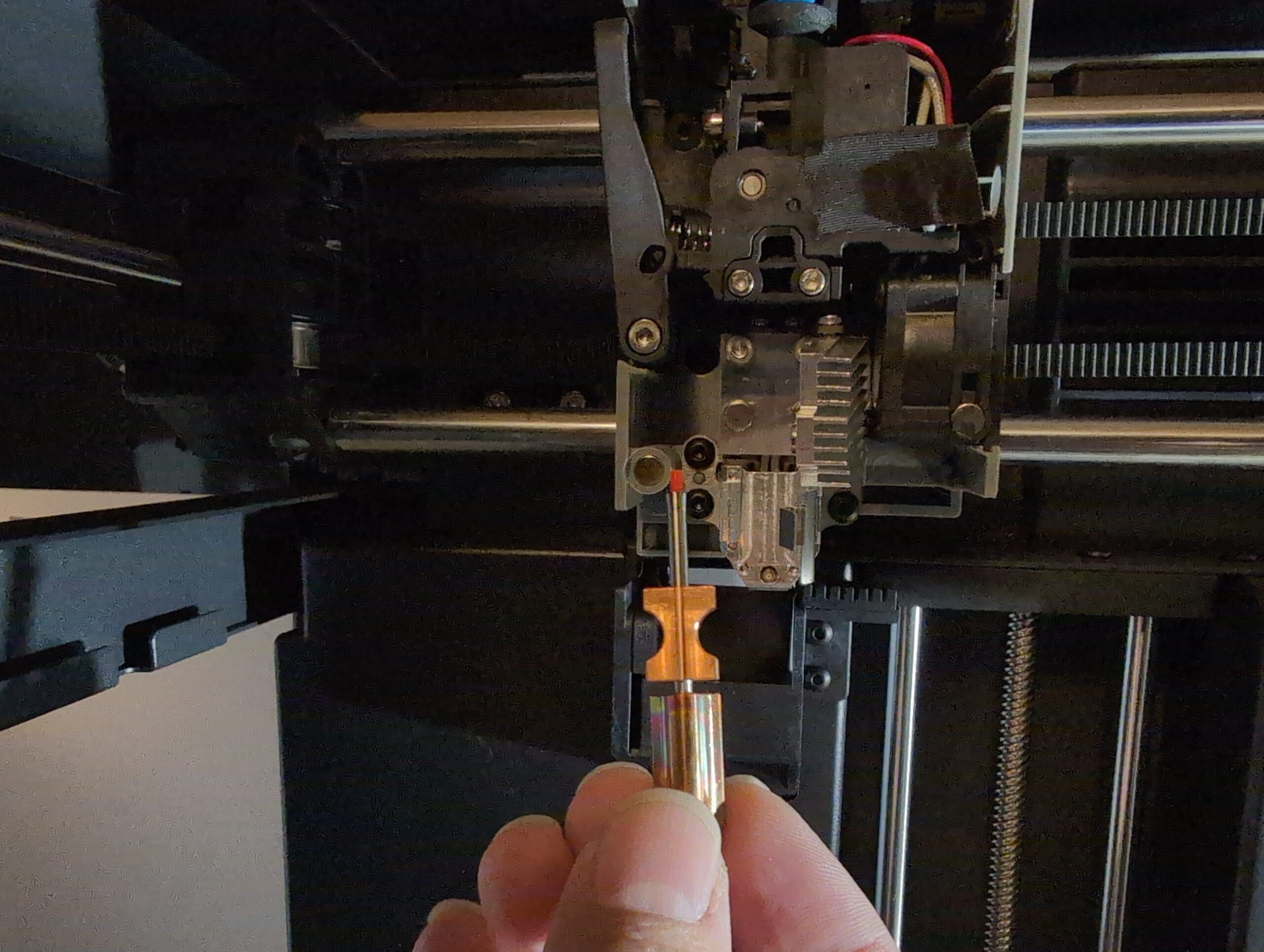
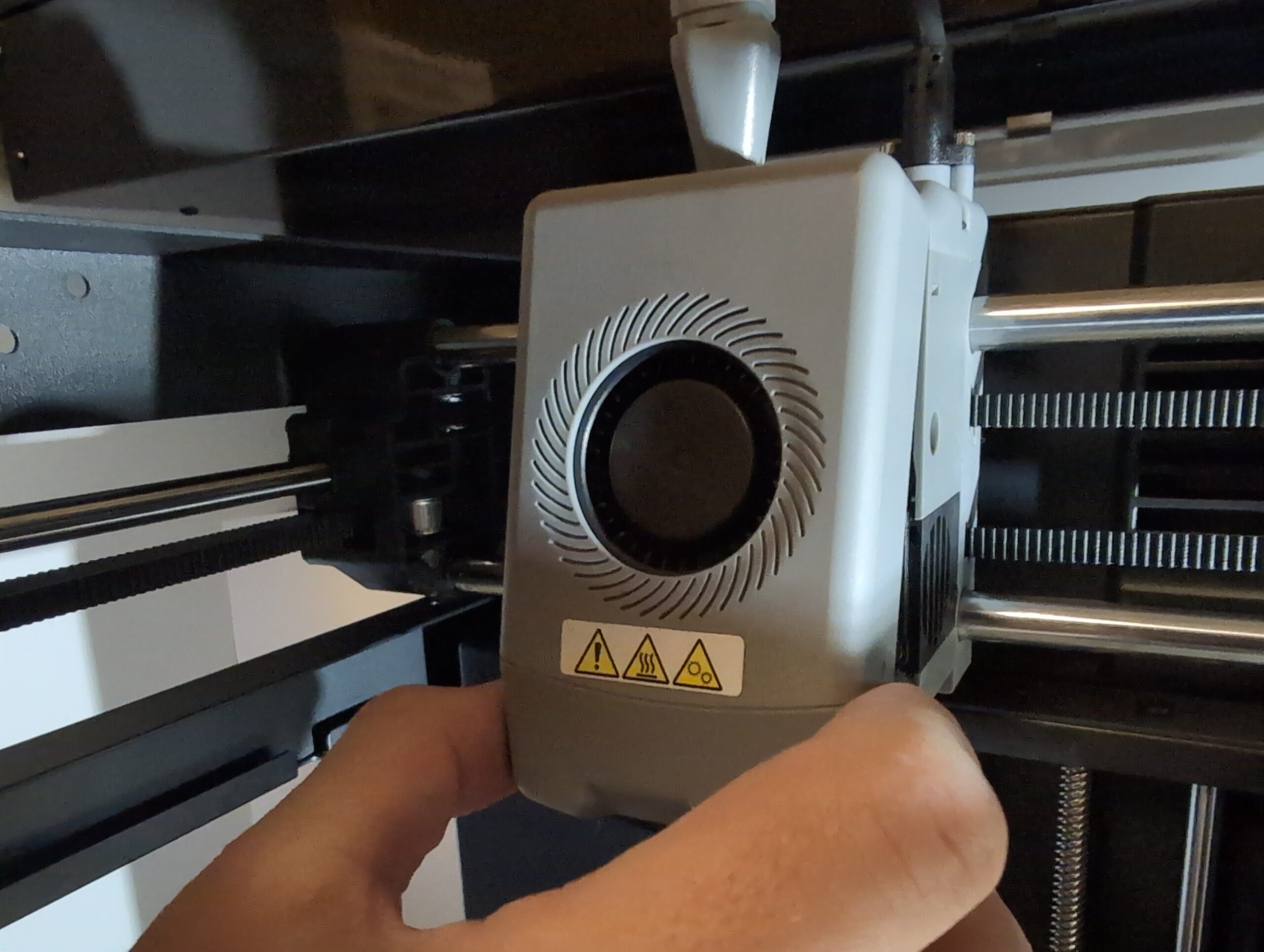
Das Schnellwechsel-Hotend lässt sich sehr schnell und einfach wechseln oder herausnehmen. Die Hotend-Abdeckung kann dabei sehr einfach abgenommen werden, die Silikonsocke entfernt, ein kleiner Spannhebel aufgeklappt, der Kühlkörper für die Cold-Zone des Hotends zur Seite geklappt und schon hat man das Hotend in der Hand. Von dem was wir erkennen können handelt es sich um eine Nozzle ausgehärtetem Stahl und dem Rest aus Kupfer wegen der besseren Wärmeleitfähigkeit. Auch die erlaubten Filamentsorten deuten auf eine gehärtete Stahl-Nozzle hin. Die Nozzle vorne selbst ist magnetisch.
Die Druckplatte hat vorne einen Kunststoffgriff und passt perfekt in die Aussparung, hinten gibt es zwei Anschläge zum leichteren Einlegen. Sie lässt sich sehr gut herausnehmen und einsetzen. Kein Wackeln, kein falsches, schräges oder ungenaues Einlegen möglich. Sehr einfach gehalten und mit zwei Seiten strukturierter PEI-Oberfläche.
Druckergebnisse
Die nachfolgenden Ergebnisse aus dem Drucker sind, wenn ich nichts dazu schreibe, alle mit Standard-Flashforge-Profilen des Flashforge-Orca-Slicers mit einer Schichthöhe von 0,2 mm gedruckt.
Wir fangen bei unseren Tests mit PLA an, arbeiten uns dann über PETG vor und zum Schluss kommt TPU. Warum? Wenn es bei TPU Probleme geben sollte, haben wir kein Ersatzhotend da, also besser vorsichtig anfangen.
Die Druckqualität ist hervorragend – bei PLA, PETG und bei TPU. Da viele hier die Ergebnisse des Bambu A1 kennen, vergleiche ist es damit: Die Ergebnisse des AD5X sind absolut vergleichbar.
Selbst stark abrasives Filament, wie mein Lieblings-Glow-in-the-Dark-Material mit einem sehr hohen Anteil an Leuchtpartikeln, wird über das IFS problemlos eingezogen und gedruckt. In mehreren Stunden Test keinerlei Probleme. Andere Drucker hatten mit diesem Filament über den Filamentwechsler schon Probleme.
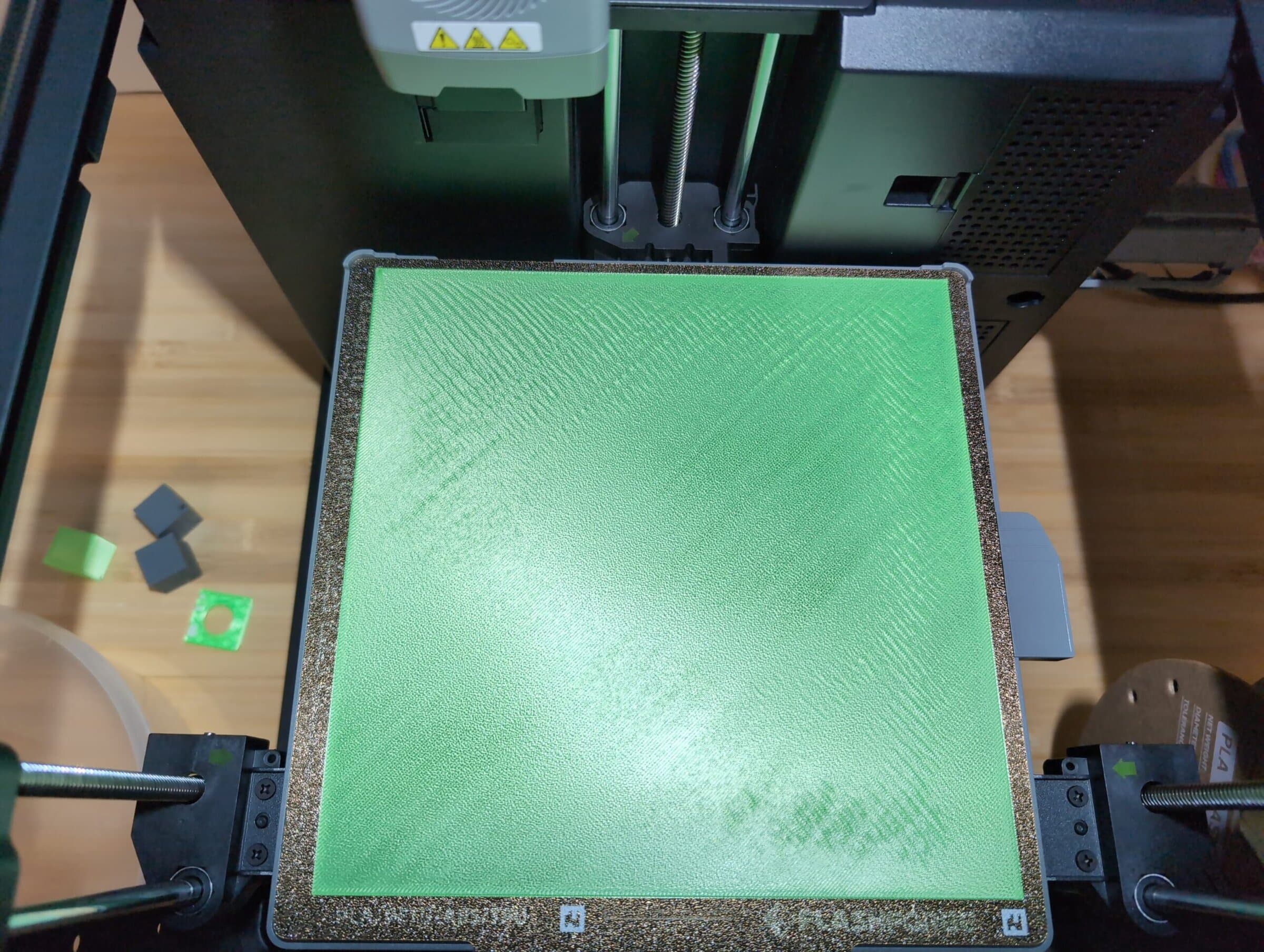
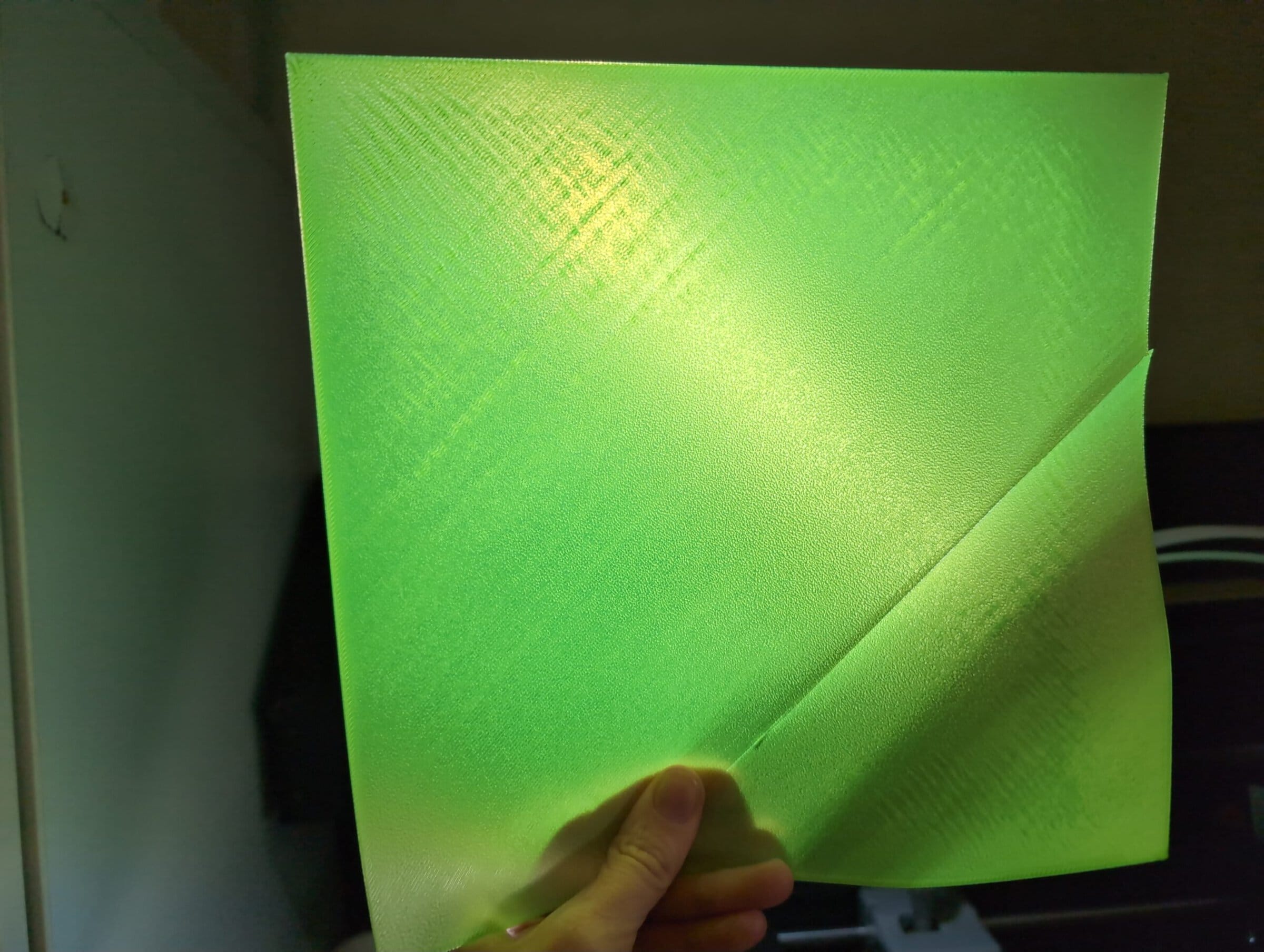
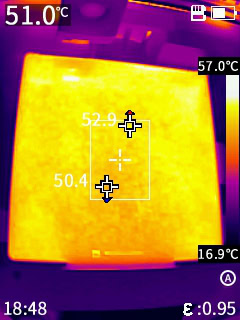
Direkt zu Beginn ein First-Layer-Test: Kann man absolut nicht meckern. Er ist mir übrigens Gerissen, weil ich beim Abkühlen nicht geduldig genug war. Auf dem Druckbett war hier keine Fehlstelle zu erkennen. Auch die Temperaturverteilung am Druckbett ist sehr gleichmäßig – gemessen beim Aufheizen des Druckers für den First-Layer-Test.
Der Bauteile-Lüfter scheint recht stark zu sein und kommt sehr gut mit der Kühlung hinterher. Hier ist es beim Druck von PLA vorteilhaft, dass das Gehäuse offen ist und keine Wärme staut. Einen Seitenlüfter gibt es nicht, braucht es aber auch nicht.

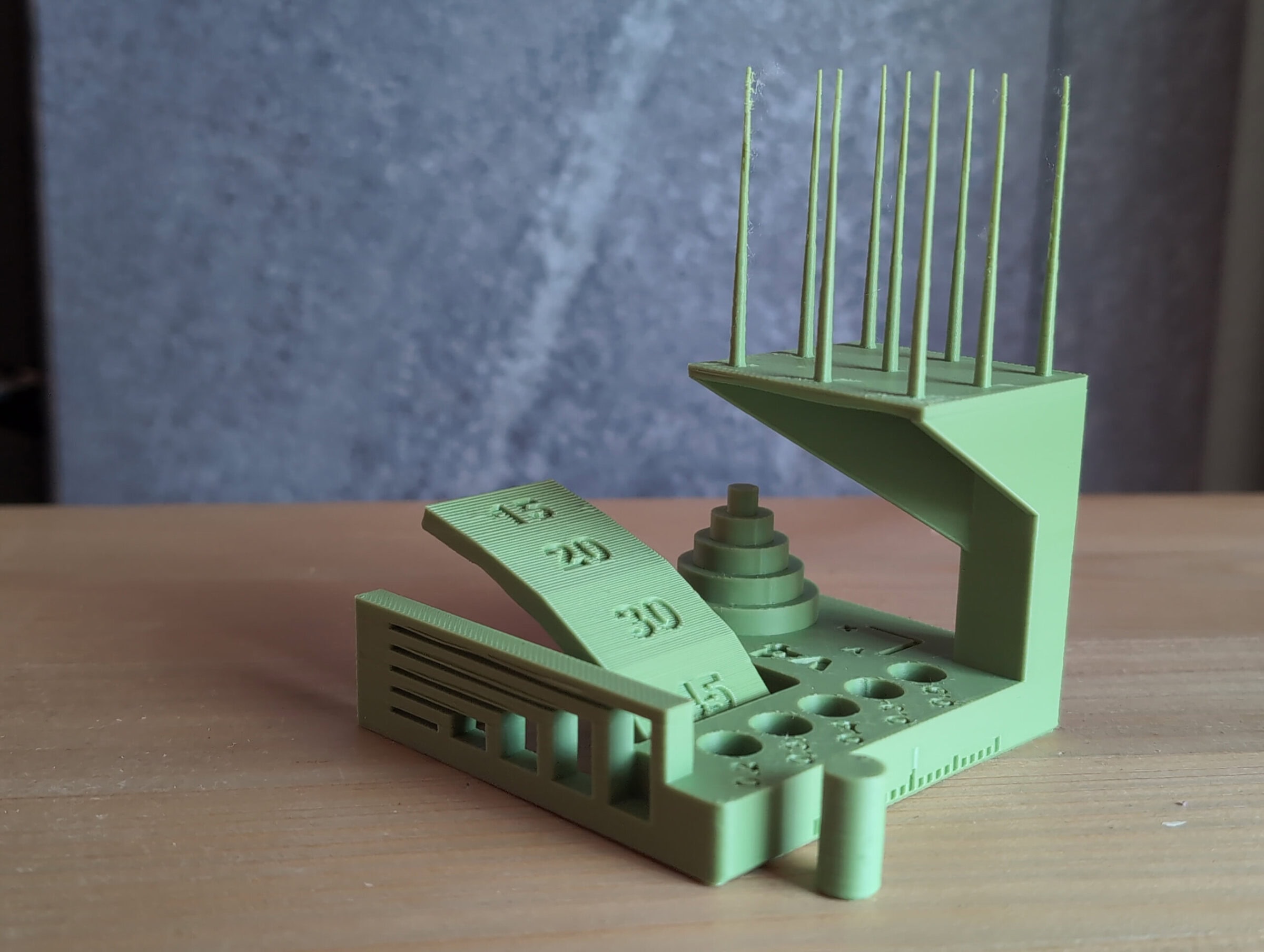
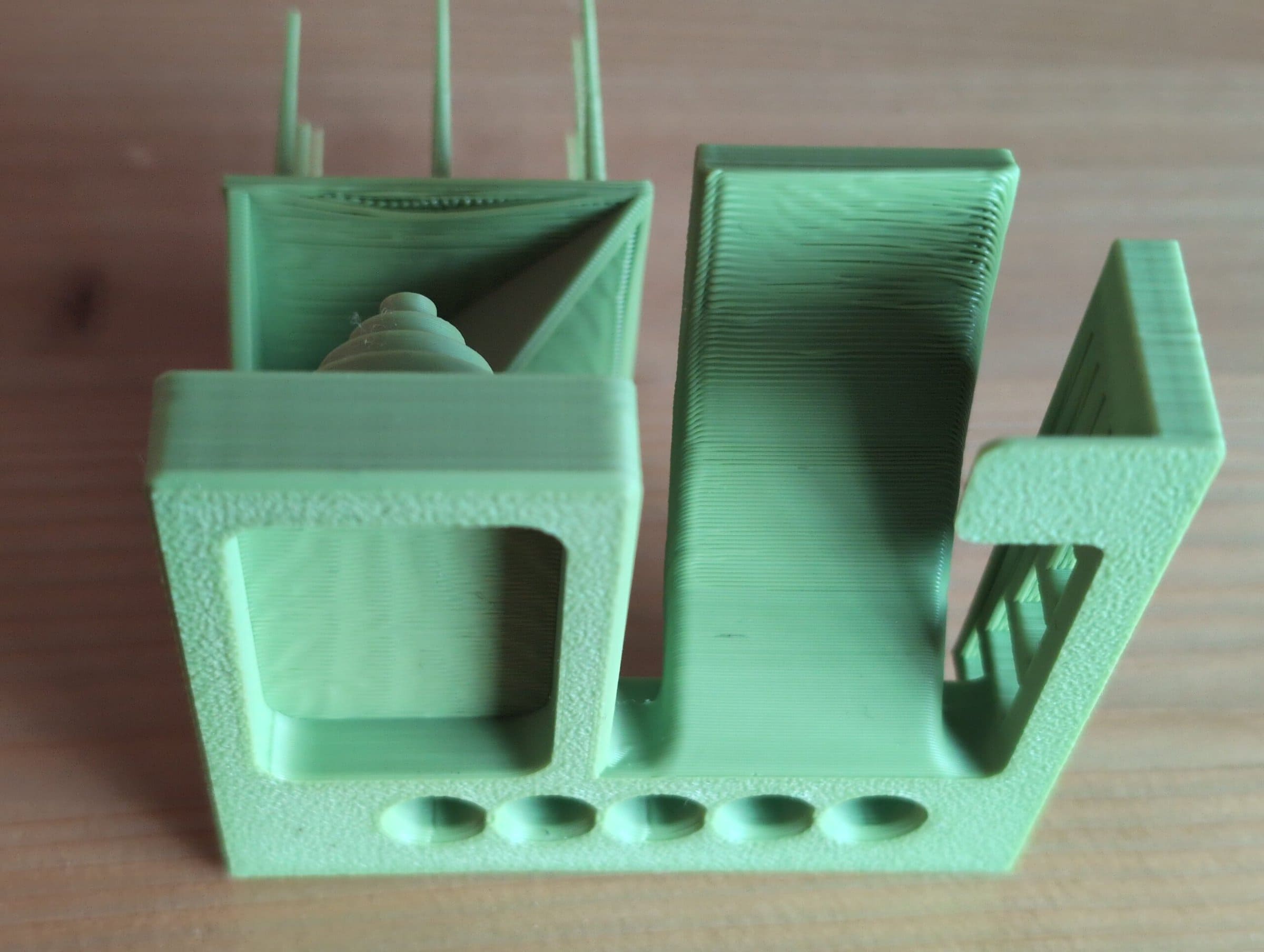


Hervorzuheben ist, dass der Drucker so gut wie keine VFA (verticale fine artefacts) erzeugt. Damit haben besonders Core XY-Systeme häufig zu kämpfen. Auch lange Brücken wie beim Bild vom Stern sind kein Problem.
Die Beweglichkeit von flexiblen Tierchen ist extrem gut und sogar noch minimal besser als beim gleichen Modell in gleicher Größe beim A1.
Auch die Profile im Flashforge-Orca sind passend und bereits sehr gut abgestimmt. Bei den Filamentprofilen gibt es für jede Sorte ein Profil und bei Prozess gibt es 0,16 mm, 0,20 mm und 0,24 mm. Zudem können verschiedene Druckplatten ausgewählt werden.
Wir hatten bei unseren Tests in über 60 Stunden keinen einzigen Fehldruck, keinen Druckabbruch, kein Verstopfen (Cloging) und auch sonst keinerlei Probleme mit den Druckergebnissen.
Farbwechsel


Der Farbwechsel funktioniert problemlos. Ein Testdruck kleiner Drachen mit 68 Farbwechseln ergab keinerlei Probleme. Bei dem Farbwechseltest hatte ich nur die unterste Schicht in einer anderen Farbe. Eine Herausforderung.
Das Gute beim Farbwechsel: Er verschwendet keine Zeit mit langem Hin- und Herspulen. Ähnlich wie beim Bambu A1 gehen vier PTFE-Schläuche bis zum Extruder. Beim Farbwechsel wird das Filament abgeschnitten, danach nur minimal zurückgezogen und das neue Filament liegt ebenfalls schon vor dem Extruder im Schlauch bereit.
Einige Farbwechselzeiten inklusive Druck des Towers:
- Grün zu Weiß: 2 min. 45 s
- Weiß zu Schwarz: 1 min. 28 s
- Weiß zu Grün: 1 min. 40 s
Das tatsächliche Reinigungsvolumen ist in der Standard-Einstellung etwas größer als bei der Standarteinstellungen bei Bambu A1.
 Eine Änderung des Reinigungsvolumens im Slicer wirkt sich jedoch nicht auf die Reinigungsmenge aus, kann also mit der aktuellen Software nicht eingestellt werden. Wer tatsächlich ein höheres Reinigungsvolumen möchte, kann das aber über einen größeren Purgetower realisieren.
Eine Änderung des Reinigungsvolumens im Slicer wirkt sich jedoch nicht auf die Reinigungsmenge aus, kann also mit der aktuellen Software nicht eingestellt werden. Wer tatsächlich ein höheres Reinigungsvolumen möchte, kann das aber über einen größeren Purgetower realisieren.
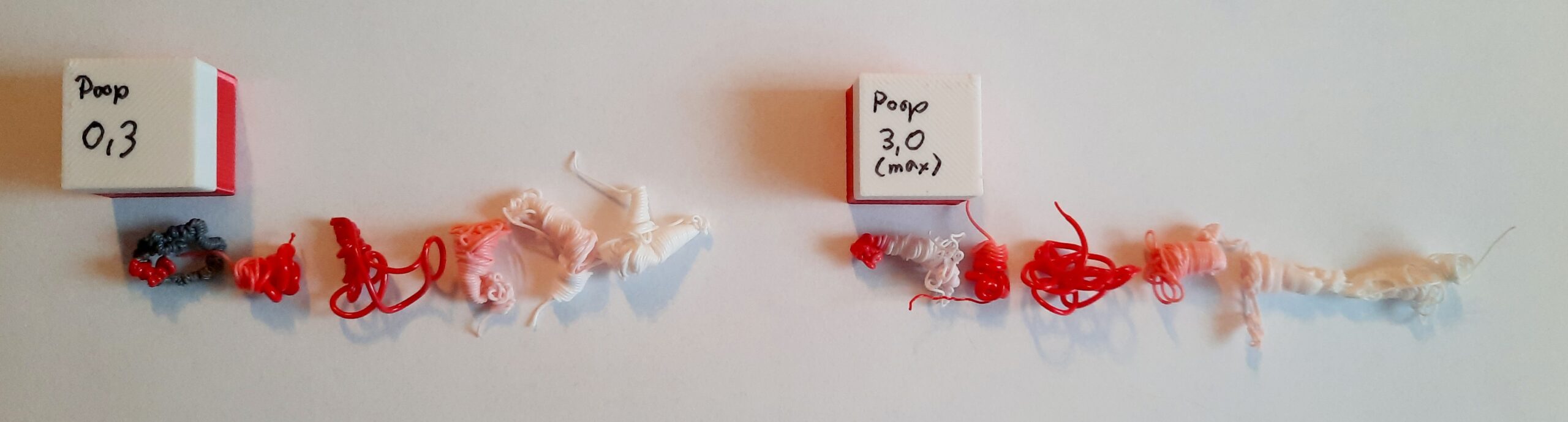
Die Qualität des Farbwechsels ist hervorragend. Keinerlei Vermischung der Farben. Kein einziger Poop ist in unseren Tests auf dem Druckbett gelandet oder im Schacht stecken geblieben. Alle landen im Pappkarton hinter dem Drucker wo sie hingehören.
Der TPU-Test
-

- TPU 95A



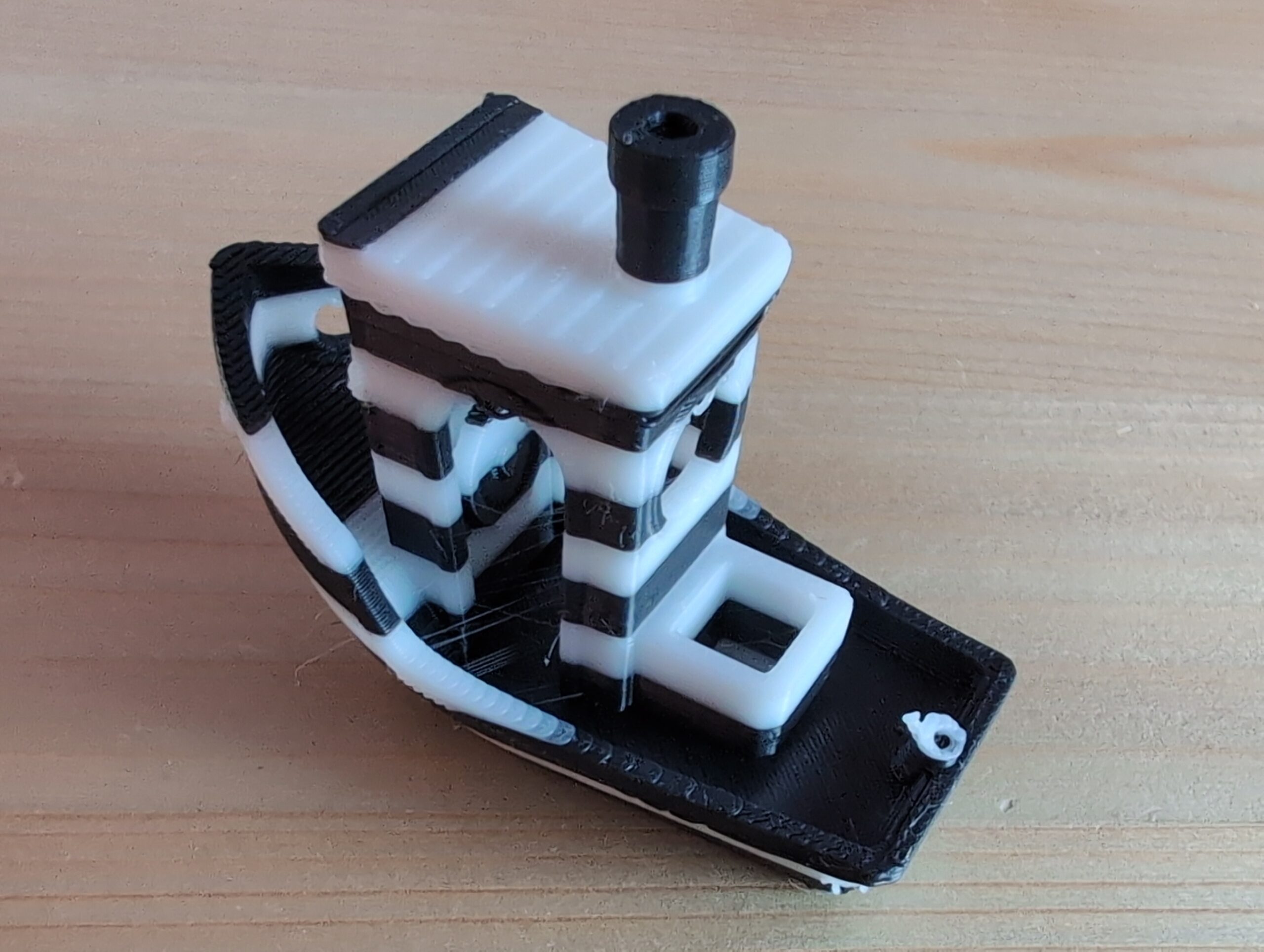
Kommen wir nun zu dem für uns spannendsten Test: Nachdem der Drucker nahezu spielerisch TPU 95A verarbeitet und aus dem Stand das bislang schönste TPU-Benchy gedruckt hat, das wir je gesehen haben, wollten wir mehr wissen. Im Internet fanden wir Hinweise darauf, dass der AD5X auch weicheres TPU verarbeiten kann – das mussten wir natürlich ausprobieren. Passend dazu ist im Slicer bereits ein generisches Profil für TPU 85A vorhanden.
Auf dem Prüfstand: AD5X vs. TPE 83A von esun
Hinweis: TPU (Thermoplastisches Polyurethan) ist eine Unterkategorie der TPE (Thermoplastische Elastomere) – alles weitere sind für mich als nicht-Chemiker Details. Entscheidend ist bei TPU und TPE die Shore-Härte. TPE 83A ist dabei wesentlich weicher als 95A und mit weich gekochten Spaghetti zu vergleichen.
Zunächst muss dieses „gekochte Spaghetti“-Filament in das IFS eingefädelt werden. Bei einem unserer anderen Drucker ist das – trotz Umbau – jedes Mal eine echte Geduldsprobe, und über den Filamentwechsler zu drucken ist dort praktisch unmöglich. Das Filament muss direkt in den Extruder eingeführt werden.
Der AD5X hingegen schnappt sich das Filament – durch den Filamentwechsler! – und zieht es selbstständig ein. Fertig. Das war fast schon zu einfach. Auch der Transport des Filaments bis zum Extruder funktioniert dabei völlig problemlos.
Der Flashforge Orca Slicer bietet ein Filamentprofil für „Generic 85A“ – überraschend, denn auf deren Webseite lesen wir nur 95A. Testen wir also zunächst damit unser Spaghetti-Filament.
-

- TPE 83A



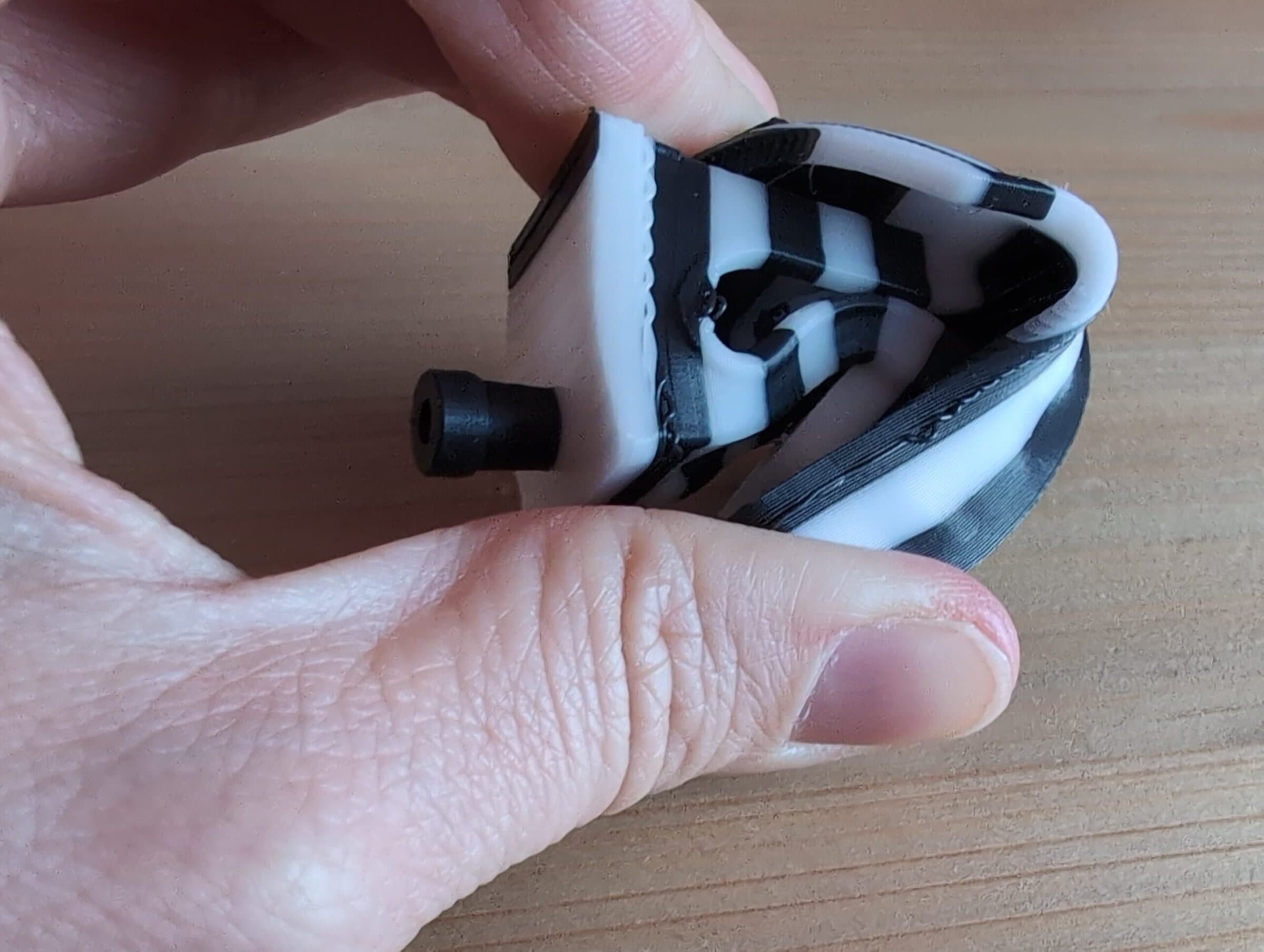
Das Ergebnis: Für 83A gut, aber dennoch mit Schwächen (linkes Benchy): Der Boden löst sich, der Bug ist leicht eingedellt, kleine Fehler in der Oberfläche. Nochmals: Dafür, dass der Drucker das offiziell nicht kann, ist das schon richtig gut. Das Material ist sehr weich und deutlich schwieriger zu drucken als vieles andere.


Nächster Test – diesmal mit von uns angepassten Einstellungen im Filament- und Prozessprofil. Und siehe da: Jetzt passt es. Flexibles 83A-Filament mit Filamentwechsel zu drucken, beherrschen sonst nur deutlich teurere Toolchanger-Drucker. Die Druckqualität ist dabei ausgesprochen gut, und auch die Farbwechsel verliefen selbst mit dem weichen 83A-TPE völlig problemlos. Erstaunlich!
Dadurch eröffnen sich spannende Möglichkeiten: So lässt sich beispielsweise ein Elektronikgehäuse aus PETG drucken und direkt eine Dichtung oder sogar eine elastische Fläche aus TPE integrieren, über die sich im Gehäuse verbaute Drucktaster von außen (relativ) wasserdicht betätigen lassen.
Bei 83A ist über das IFS allerdings auch hier Schluss – und wohlgemerkt: Selbst diese Fähigkeit gibt der Hersteller nicht offiziell an, sie ist also ein echtes Plus. 70A-Material wird zwar noch in das IFS eingezogen, wird bis zum Extrudereingang gefördert, kommt dann aber nicht weiter. Ohne IFS könnte das zwar funktionieren, haben wir aber nicht getestet, da wir den Drucker bewusst möglichst „out of the box“ testen wollten.

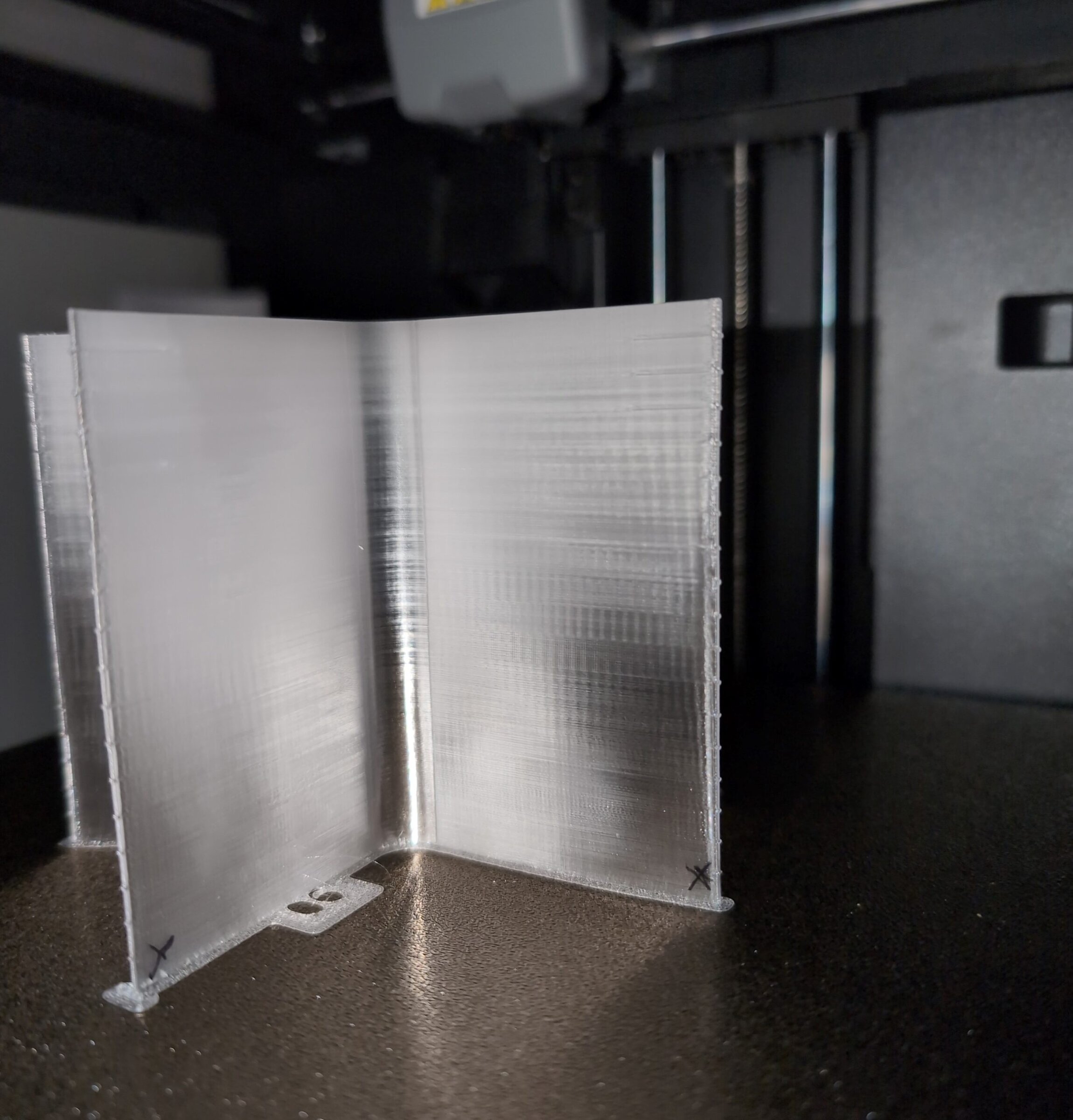
TPU: links getrocknet, rechts nicht getrocknet
Hinweis: TPU muss vor dem Druck gut getrocknet werden. Ein Bild sagt hier mehr als Worte. Das weiße TPE kam direkt aus der Verpackung des Herstellers, das schwarze war von uns zusätzlich getrocknet. Vor weiteren Drucken haben wir das weiße Filament dann ebenfalls gut getrocknet.
Lautstärke
Beim Rückzug bzw. z-Hop des Druckers hört man ein leichtes Klackern. Das kommt ziemlich sicher vom Z-Hop. Auch der Filamentabstreifer klackert, dadurch dass er komplett aus Metall besteht, recht laut. Die Lüfter sind im Vergleich zu unseren anderen Druckern ungefähr gleich laut, aber das Klackern kommt hinzu. Zudem läuft der Bauteillüfter meist auf Volldampf, was man aber in den Slicer-Profilen leicht anpassen könnte.
Wird der Drucker nicht benutzt, ist der Lüfter aus und grundsätzlich sehr leise. Jedoch gibt es ein leises Spulenfiepen vom Netzteil, wie man es von vielen Netzteilen von Laptops kennt. Dieser hohe Ton wird häufig nur von jüngeren Personen oder Menschen mit sehr gutem Hörvermögen wahrgenommen.
Ein paar Zahlen und Fakten
Hier die wichtigsten Daten von der Flashforge-Webseite
| Bauraum | 220 x 220 x 200 mm |
| Extruder/Farben | 1 Extruder, maximal 4 Farben |
| Filamente | PETG, PLA, TPU95A, PLA-CF, PETG-CF, * |
| Geschwindigkeit | max. 600 mm/s |
| Druckgeschwindigkeit | max. 300 mm/s |
| Beschleunigung | max. 20 000 mm/s |
| Extruder-Temperatur | 300 °C |
| Bett-Temperatur | 110 ° |
*TPE 83A (wie TPU 83A) wurde von uns ebenfalls getestet und hat auch im Multicolor-Betrieb gut funktioniert
Geschwindigkeiten
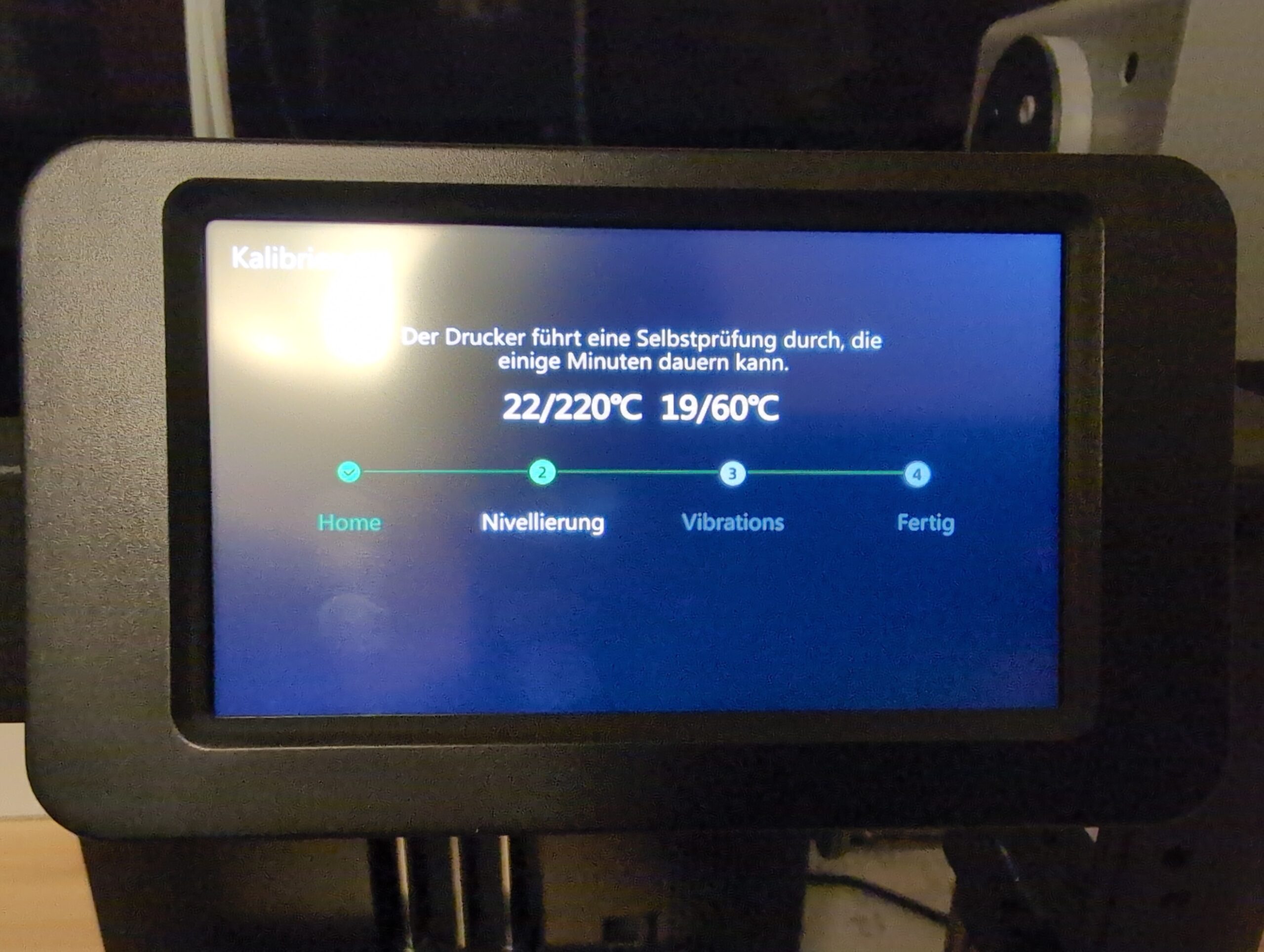
Der Start des Drucks dauert inklusive kompletten Tänzchen (Senden der Druckdatei, Aufheizen von Nozzle und Druckbett, Einfädeln, Nivellierung des Druckbetts, Purge-Linie) bei PLA 11 Minuten. Schaltet man die Bettnivilierung vor dem Druckstart nicht ein, dauert der Start bei PLA 4:30 Min.
Hierbei misst der Drucker keinen z-Offsetwert, aber es hat dennoch jedes Mal bei uns gepasst. Und sind wir mal ehrlich: Bei unseren alten Druckern haben wir den z-Offset auch nicht jedes Mal eingestellt.
Es könnte aber deutlich schneller gehen, wenn man den Start-gcode so modifiziert, dass er Nozzle und Druckbett parallel und nicht nacheinander aufheizt. Hier verschenkt er Zeit.
Im Vergleich zum Bambu A1 ist er bei gleichen Modellen jeweils etwas langsamer. Getestet bei verschiedenen Modellen.
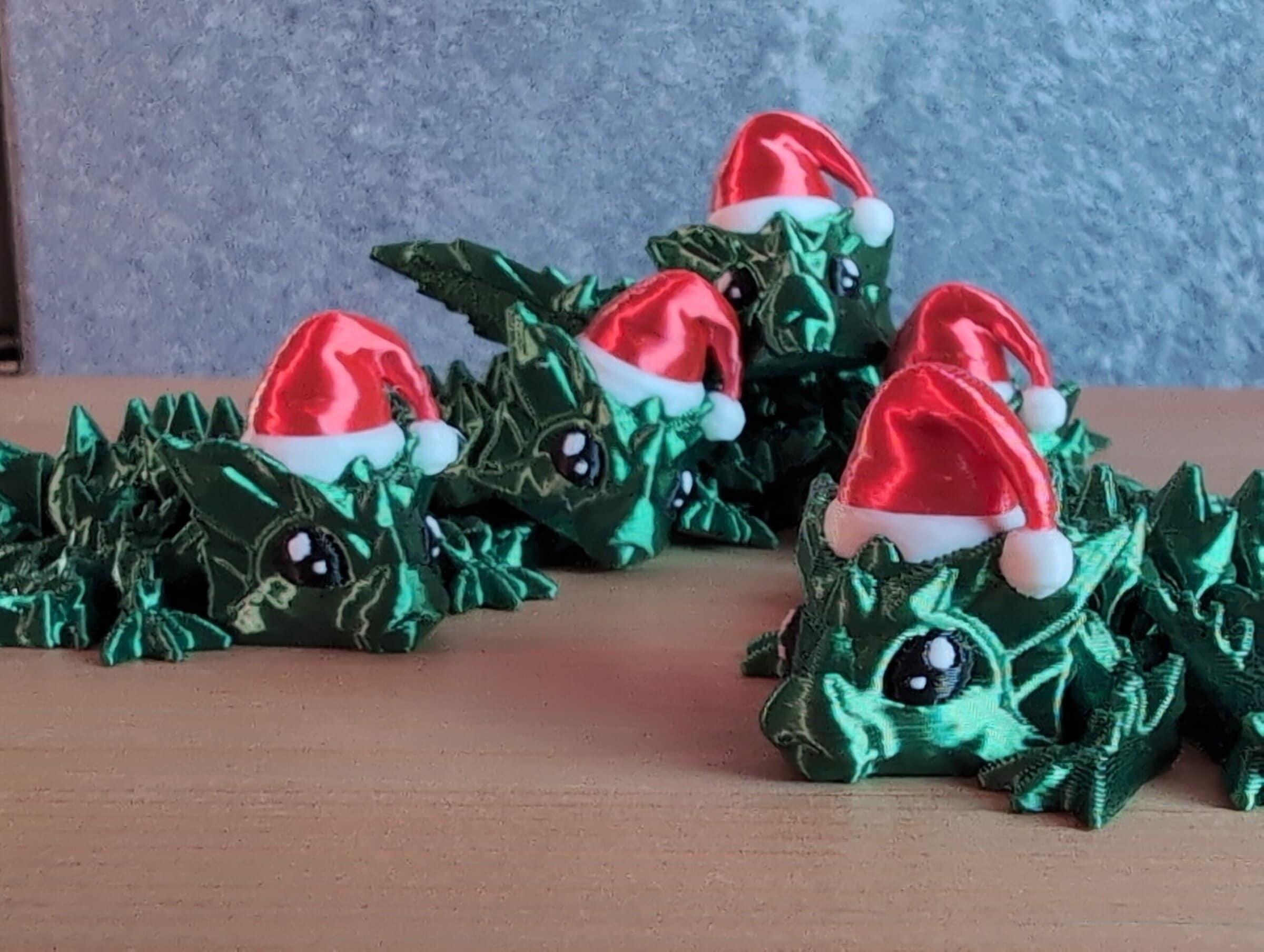
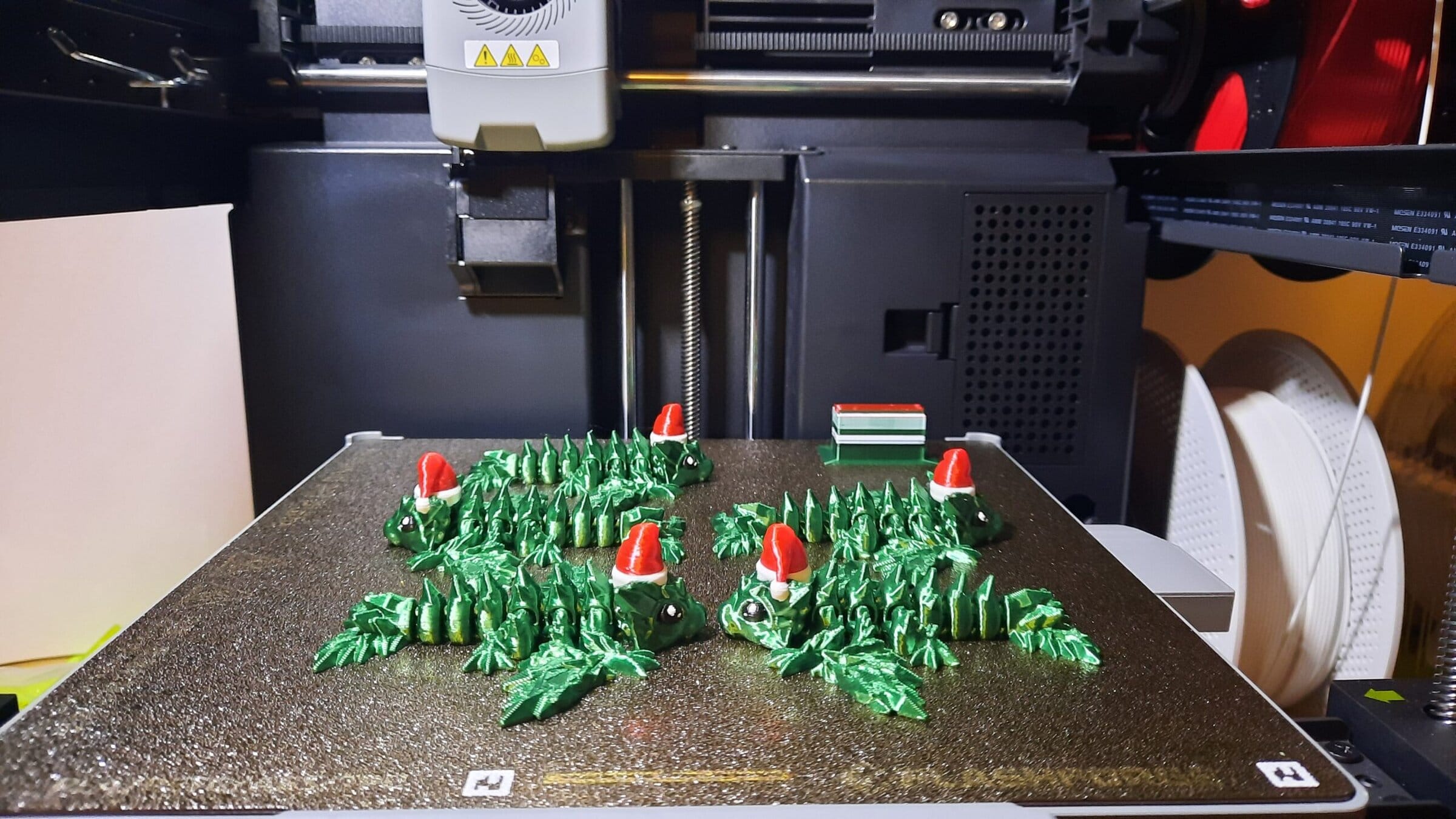
Ein Beispiel: Druckzeit für fünf dieser süßen Minidrachen mit Weihnachtsmützchen inklusive Reinigungsturm:
- Flashforge AD5X: 8 h 36 min
- Bambu A1: 7 h 24 min
KI-Tools
Flashforge stellt in seinem Slicer zwei KI-Tools zur Verfügung: Text-zu-STL/OBJ und Bild-zu-STL/OBJ. Die Nutzung dieser Funktionen erfordert Punkte, die man unter anderem durch Einkäufe bei Flashforge, eine Registrierung, das Vervollständigen des Profils oder das Abonnieren des Newsletters erhält.
Die ersten 100 Punkte lassen sich damit relativ leicht sammeln. Für weitere Punkte ist jedoch ein Kauf notwendig: 10 US-Dollar Einkaufswert ergeben lediglich 10 Punkte – was gerade einmal für eine einzige Nutzung eines der KI-Tools ausreicht.
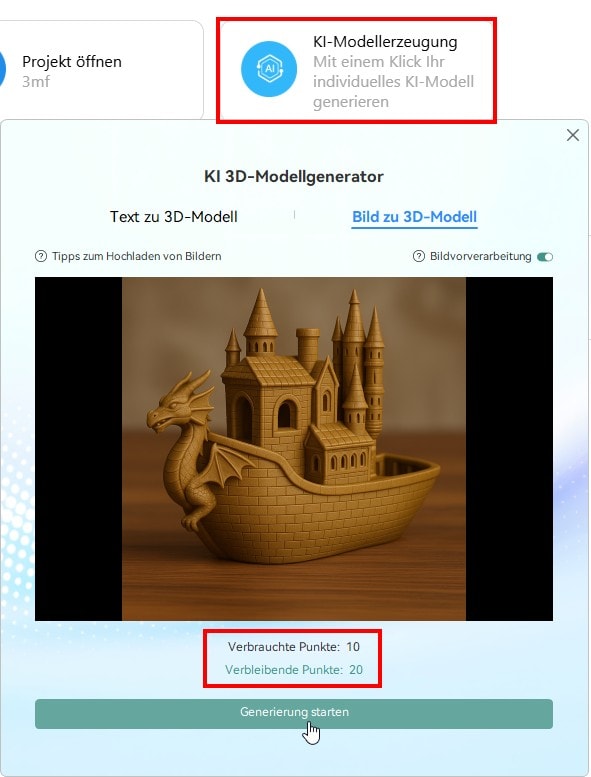

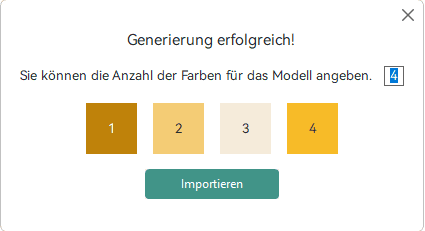
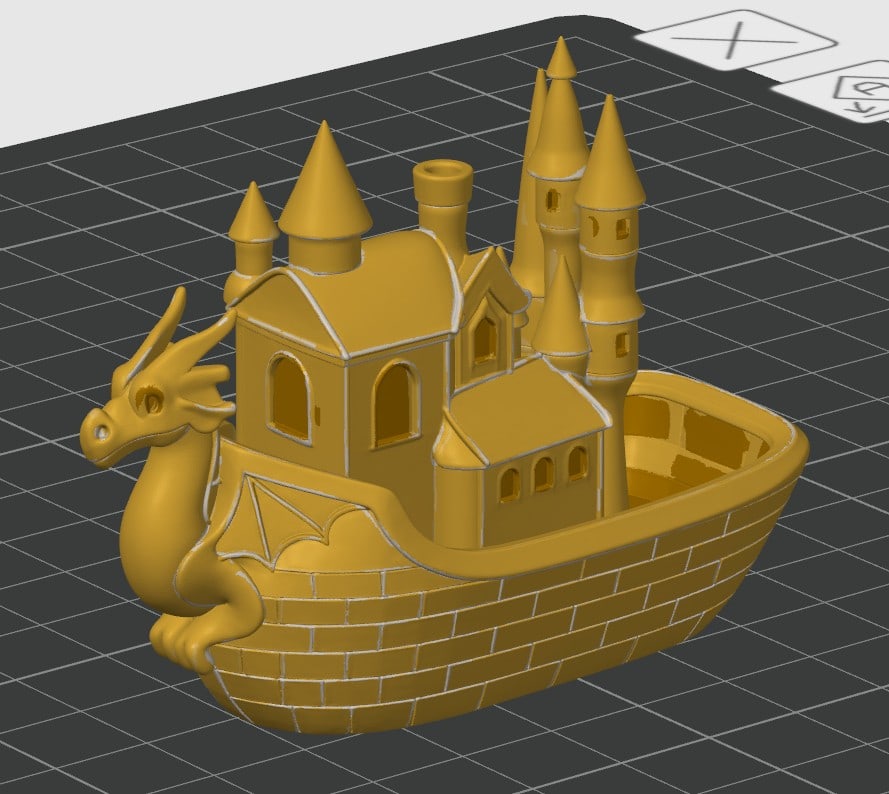
Nachdem ich beim Vorschau-Bild etwas skeptisch war, ist das Ergebnis aber definitiv im guten bis sehr guten Bereich. Nicht vergleichbar mit kostenpflichtigen Anbietern wie hitem3d, aber vergleichbar mit dem Ergebnissen aus dem entsprechenden Tool von Makerworld. Und vor allem: so erstellt, dass es gut druckbar ist!
Gesamtfazit
Der Drucker bietet eine hervorragende Druckqualität und kann auch weiches TPU wie z. B. TPE 83A von esun, problemlos drucken und selbstständig über das Filamentwechselsystem einwechseln und dadurch auch mit anderen Filamenten mehrfarbig kombinieren. Das ist ein Alleinstellungsmerkmal und sonst in der Regel nur mit echten Toolchangern wie dem deutlich teureren Snapmaker U1 möglich. Während unserer Tests mit verschiedensten Materialien und bei über 60 Druckstunden gab es keinerlei Fehler und auch keine verstopfte Nozzle oder ähnliches.
Nachbesserungsbedarf gibt es bei der mitgelieferten Grundausstattung (Kamera, Licht) und bei der Ersteinrichtung der Software. Einmal eingerichtet läuft er aber auch hier zuverlässig.
Kaufen könnt ihr den Drucker hier:
Affiliate Link: https://www.geekbuying.com/go/A0x9F34d
Aktueller Preis 329,- mit Coupon: FLAD5X
Nach deinem Test, hab ich mic hdazu hinreisen lassen, Ihn genau deswegen (TPU-weich und Fremdmaterial) gemeinsam zu drucken) geordert. Hat zwar ein kleines Druckbett, aber ausreichend für meine TPU Druckerei.
Danke für den Test.
Allerdings, so scheint es, gab es mit den ersten Geräten mehr Probleme als jetzt. (Anfang bis mitte 2025.)
Kannst du uns sagen wann du ihn bekommen hast und was für Firmware oder Seriennummer er hat? (Um eine tendenz zum Fortlauf der Produktion zu haben .
Das Modell ist definitiv das Neuere, war ca. September 2025. Ich würde auch jedem empfehlen ein neues Gerät zu kaufen. Denke die Updates, die es gab, lohnen sich. Bei den älteren Modellen liest man vereinzeln von Verstopfungen und ähnlichem, wobei ich da auch Anwenderfehler nicht ganz ausschließen möchte. Das hatte ich in meinen ganzen Tests kein einziges Mal.
Seriennummer werde ich nicht öffentlich posten, Firmware ist die aktuelle. Da gab’s kurz vor Weihnachten sogar nochmal ein Update. Jetzt macht er sogar noch ein paar mehr Sounds 🙂
(Kann man natürlich auch abstellen).
TPU und das unkomplizierte Kombinieren verschiedener Materialien ist auch das was uns überzeugt hat. Weiches TPU, PETG und sonstige Materialien einfach mal so für ein (halbwegs) wasserdichtes Elektronikgehäuse kombinieren zu können hat schon was! Da haben wir bisher unseren SV04 genutzt und extra den Extruder umbauen müssen, damit er das weiche TPU nimmt. Der Flashforge macht das ganz brav und ohne Hilfe und dabei sogar bis zu 4 Materialien. Ich hoffe die anderen Hersteller ziehen da irgendwann nach – mit TPU tun sich bisher einfach fast alle noch schwer.
Man sieht am Flashforge schön, dass man nicht immer zwingend irgendwo ein AMS zukaufen muss um Multi-Materialfähig sein zu können.
Klar ist der Bauraum relativ klein, aber das ist der Preis halt auch und damit passt das wieder.
Schöner Test, gerade durch den Bezug zum TPU. Denn welche Wahl hat man denn bei TPU im Multimaterialdruck? Die Auswahl ist bescheiden klein weil einfach jeder auf AMS & Co setzt. Für den Preis gibts glaube gar keine Alternative.
Ja, gerade bei TPU tun sich die meisten anderen Drucker schwer. Wir waren auch extrem positiv überrascht wie spielerisch der Drucker TPU (und alles andere) einzieht und druckt. Preislich ist der nächste meines Wissens der Snapmaker U1 und der liegt aktuell bei 899,- und ist erst ab Ende März wieder lieferbar. Der Preis für den Snapmaker ist gerechtfertigt, liegt aber für viele weit über dem Budget. Für diejenigen ist der AD5X eine echte Alternative.
Bei Joybuy immer mal wieder um 279€ zu bekommen. Grundsätzlich war die 5er Serie sehr gut, auch der 5m Pro . Sehr solide und von sehr vielen Berichten durchwegs gelobte Drucker Serie.
Super Testbericht!
Da bleiben keine Fragen offen!
Gruß Fritz
Vor lauter BambuLab und Co. verliert man FlashForge und Qidi fast aus dem Auge. Dabei war mein erster Drucker auch ein als Dremel getarnter FlashForge. Zwischenzeitlich hatte man mit Voxelab und Aldi-Billigmarke schon etwas Angst um Flashforge, die könnten zur völligen Bedeutungslosigkeit abstürzen. Schön wenn dem nicht so ist. In dem AMS/CFS Einheitsbrei kommt der Drucker erfrischend anders daher. Auf den ersten Blick hat mich das etwas an die frühen Modelle der Multi-Color Drucker erinnert. Zumal der Preis auch sehr moderat klingt. Zum Glück steckt doch deutlich mehr in dem kleinen Drucker. Etwas schwierig dürfte leider der Druck mit ABS/PA und Co auf dem offenen Drucker werden. Aber es sieht auf den Bildern so aus, als könne der Drucker eingehaust werden. Die Bohrungen am Rahmen legen es zumindest nahe. Vielleicht ist der Drucker etwas klein geraten. In letzter Zeit geht der Trend doch in Richtung 250-260mm Kantenlänge in der Einstiegsklasse. Zumindest meldet sich FlashForge zurück. Danke für den ausführlichen Bericht!
Vielen Dank für deinen Kommentar 🙂
Wir kannten Flashforge vor dem Test auch nur vom Namen her und waren positiv überrascht. Einen Gehäuse-Bausatz gibt es vom Hersteller selbst – dort aber aktuell ausverkauft – und in anderen China-Shops. Dieser besteht aus Acrylglasplatten und Schrauben, der Rest muss selbst gedruckt werden.
Ich glaube der kleine Flashforge zielt auch auf eine ganz andere Gruppe. Ich merke immer wieder, dass ich den A1 Mini häufiger nutze als den P1S. EInfacdh, weil vieles eben auch auf den A1M passt und er einfach entspannter im Wohnzimmer ist. Sicher gibt es viele für die Größer besser ist – aber am Ende ist das sicher auch etwas dem marketing geschuldet. Die wenigsten drucken zuhause Helme in einem Stück am laufenden Band. Dank des ankommens im Mainstream ist die Zielgruppe auch diversifiziert genug. Das was ich noch vermisse ist der Drucker, der sich im Wohnzimmer einfach in die Einrichtung einfügt. Wo bleiben die Case-Mods die Klavierlackoptik und Furnier bieten xD
Der Flahsforge zeigt, wie man Platzsparend ein „AMS“ realisieren kann. Der löst es so, wie ich es mir für den P1S wünsche.
Würde ich grad einen dritten Drucker suchen würde der hier wahrscheinlich eine Chance bekommen.
Super! Mit Gehäuse ist der Drucker universell einsetzbar.
Nicht falsch verstehen. Mit dem Ender-3 und dem CR-10 ging mir das auch schon so. Der Ender-3 wurde deutlich stärker genutzt. Das ist völlig normal. Nur stellt sich nicht jeder einen 2. Drucker hin, der dann 90% der Zeit nur in der Ecke steht. Und es ging mir einfach auch beim Ender-3 schon so, es fehlte oft nicht viel Bauraum und doch mußte ich den CR-10 anwerfen. Nach meiner Erfahrung sollten 30cm Diagonale ein gutes Maß sein, aber diese Teile haben ja auch eine Breite. Da hat sich das Maß von 25cm Kantenlänge als ein ideales Maß herausgestellt. Das scheinen die Hersteller wohl auch verstanden zu haben.
Vielen Dank für den super Test. Kann der AD5X also auch ein Objekt mit verschiedenen Farben und Materialien (z.B. TPU und PETG) drucken?
Ja, ohne Probleme. Haben hier in einen Test TPE (TPU) 83A mit PETG gemischt. Ziel war es eine elastische Fläche in ein Fernsteuerungsgehäuse aus PETG reinzudrucken. Hält super aufeinander (nicht zu trennen). Wenn du unsicher bist den Reinigungsturm ggf. groß genug machen, damit er auch bei verschiedenen Materialien gut durchspült, aber das sollte normalerweise auch so gut reichen.
Vielen Dank, auf so ein Gerät hab ich gewartet.