
Crealitys Ultrabase
Fortsetzung unserer kleinen Reihe über Druckbetten am Beispiel eines Ender 3 bzw. 5. Heute: Crealitys Ultrabase..
Nachdem Anycubic mit der Ultrabase recht erfolgreich war, ist es nur wenig verwunderlich, dass andere Hersteller hier nachziehen. Von JGAurora die BlackDiamond, von Geeetech die Superplate oder eben die Anycubic Ultrabase und nun die etwas sperrig von Creality benamste „Creality Siliconcarbid Glass Plate“. Im Grunde handelt es sich um eine 4mm Borosilikat Glasplatte, auf die eine keramische Beschichtung aufgebrannt wurde. Deren Oberfläche sorgt für die Haftung und die runden Golfball ähnlichen Dellen für das Ablösen beim Erkalten.
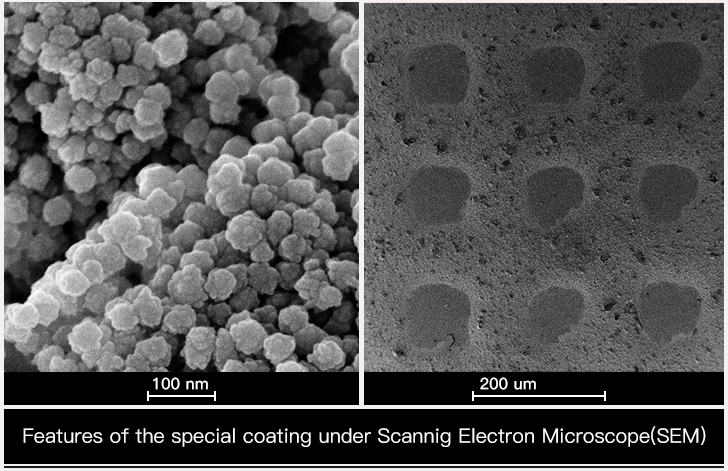
Diese „gedellte“ Oberfläche ergibt den darauf gedruckten Druckteilen einen seidigmatten aber auch texturierten Boden.
Scharfes Werkzeug hat auf einer Ultrabase nix verloren. Bauteil lösen sich automatisch nach dem Abkühlen und können manchmal einfach „vom Bett gepustet“ werden.
Anders als bei Anycubic ist die Creality Ultrabase nicht mit Klebefilm versehen. Die Creality Ultrabase soll geklammert werden. Klammern liegen nicht bei.
Eine Ultrabase ist auf einem nicht beheizten Bett relativ nutzlos.
Haftung:
PLA & PETG: Sehr gut. Nach Erkalten auf Raumtemperatur löst sich das Druckstück quasi von selbst wieder ab. Das geht kaum besser. (210°C/60°C bei PLA, 240/75°C bei PET)
ABS: befriedigend. Die kleinen Teile des Warp Tests halten dank Brim, aber an beiden Enden des Warptestzeigers ist das Ablösen der Ecken von der Druckplatte deutlich erkennbar. An einem offenen Drucker zumindest reicht die Betthaftung also nicht aus, um ABS komplett am Glas zu halten. In einem geschlossenen Drucker mit erhöhter Bauraumtemperatur dürfte das Ergebnis besser ausfallen. Im ebenfalls offenen Drucker unter gleichen Bedingungen getestet, erzielte die Mamorubot Platte bei mir bessere Ergebnisse mit ABS. (240-255°C/90-110°C)
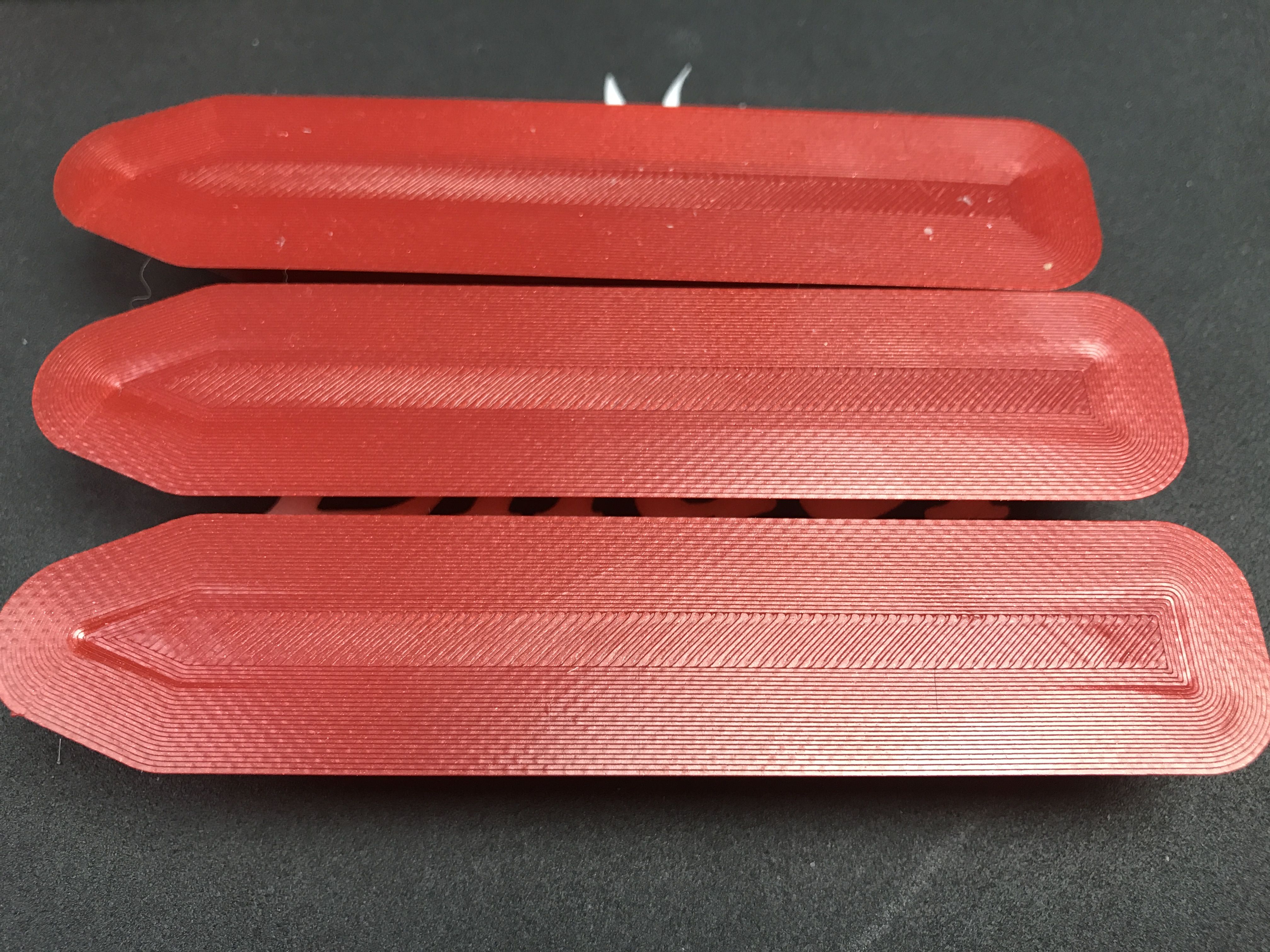
Bodenseite inkl. Brim: Leichtes Warping beim offen gedruckten ABS, typische Struktur
TPU: Sehr gut. Bei nur geringer Betttemperatur von 30°C habe ich ordentlich Haftung und das Druckstück lässt sich danach gut abziehen. (220/30°C)
Reinigung:
Anders als bei der original Anycubic Ultrabase bekomme ich in Verbindung mit Isopropyl Alkohol und Zewa eine milchige Verfärbung der der Druckplatte. Ich verwendete seitdem nur noch sehr stark verdünntes Seifenwasser mit einem Baumwolltuch.
Filamentreste, die man nicht von der Platte bekommt, können durch „überdrucken“ mit erhöhter Betttemperatur langsam wieder gelöst werden. Ein Schleifen halte ich persönlich für heikel.
Einschätzung:
Mit einer Ultrabase – auch wenn es hier die Creality Version ist – macht man wenig falsch. Die Ultrabase ist wie andere Glasplatten auch nicht 100% eben – Anycubic gibt eine durchschnittliche Abweichung von 0,1mm an, bei einem Maximum von 0,2mm (Creality schweigt sich aus). Das ist im Zweifel auch nicht perfekt, 0,2mm ist ne Menge im 3D-Druck, aber in der Regel halt doch ebener als Crealitys notorisch schiefe Aluheizbetten. Schiefe Betten gleicht die Ultrabase komplett aus, aber da sie selber nicht topfeben ist…
Wie mit einer 4mm dicken Glasplatte zu erwarten, heizt die Ultrabase eher langsam auf, 10 Minuten vorheizen vor dem Leveln oder Druckbeginn ist kein Fehler. Typischerweise benutze ich auf Ultrabasen eine Bettemperatur +5°C, nennt es Aberglauben, aber bei mir klappt das so. Bei sehr stark verzogenen Heizbetten unter der Ultrabase kann sich zwischen Ultrabase und Heizbett ein isolierender Luftspalt bilden, welche die Erwärmung und das Durchheizen der Ultrabase weiter erschwert, hier kann das Unterfüttern mit einem Wärmeleitpad helfen (Amazon.de).
Ultrabase und die beliebte Powerloss / Resume Funktion passen jedoch absolut nicht zusammen. Ist das Heizbett einmal auf Raumtemperatur heruntergekühlt, ist die Betthaftung dahin, ein Fortsetzen des Drucks ist so nicht mehr sinnvoll möglich. Wer Wert auf Powerloss / Resume legt, macht einen großen Bogen um Ultrabasen von wem auch immer.
Die Ultrabase ist nicht unzerstörbar, sowohl stark haftende Filamente, wie auch eine viel zu niedrige Düse können der Ultrabase gefährlich werden und hin und wieder hat es auch schon Berichte über Ultrabases gegeben, bei denen die Beschichtung nicht gehalten und die Platte (von Anycubic) getauscht wurde. Ob Creality dann auch so kulant ist?
Ein weiterer Nachteil ist das hohe Gewicht der Ultrabase. Diese höhere bewegte Massen hat auf einem „Bettschüttler“ in der Regel deutlich stärkere Artefakte in Y-Richtung zur Folge und kann es bei einem Ender 3 notwendig machen, Druckgeschwindigkeit und Beschleunigungsparameter zu reduzieren oder den Motorstrom in Y-Richtung zu erhöhen. Dem Ender 5 ist das höhere Gewicht egal.
Alles in allem ist die Ultrabase eine interessante Druckplatte, für Leute, die das rumschmieren mit Haftmittelchen leid sind. Die kann man zwar auch auff die Ultrabase noch drauf schmieren, aber wenn ich eh Haftmittel brauch, dann nehme ich lieber eine Platte mit glatter Oberfläche, weil Reste von Magigoo etc, von der rauen Ultrabase waschen ist öde.
Die Creality „Ultrabase“ passend für den Ender 3 oder 5 (es gibt auch eine für den CR10 bzw. die Anycubic Versionen für andere Drucker) bei Amazon.de um 27,00 EUR oder auch bei AliExpress für 18,00 EUR.
Welche Foldback Klammern sollte man verwenden? 19mm oder gar größere, z.B. 25mm?
Ich hatte mir vor kurzem Eine Ultrabase für den Ender 3 bestellt, da mein Druckbett doch ewtas schüsselte – größere Drucke hielten gerade am Rand nicht.
Ich hatte jedoch tierische Haftungsprobleme. Es hat einfach nichts wirklich gehalten. Ich wollte das Three Hearts Gears drucken, und die kleineren Zahnräder und die Pins haben überhaupt nicht gehalten – ich hab sicher 15 Mal den Druck nach der ersten oder zweiten Schicht abgebrochen.
Reinigen mit diversen Mitteln und Haarspray hat nichts genützt.
Ich hab dann die Platte für ein paar Stunden in eine warme Lösung mit Geschirrspülmaschinenpulver eingelegt, um ein zwei Läufe im Geschirrspüler zu simulieren. Und jetzt endlich hält der Kram, löst sich aber auch vom kalten Bett nicht ganz so leicht. Runterpusten ist deffenitiv nicht, erinnert eher an die Haftung auf dem original Bett (diese Plastikkarte).
Ich hab die Ultrabase auch immer etwas wärmer betrieben als anderer Druckbettauflagen. Inzwischen liegt sie aber im Schrank, weil ich mit normalen Spiegeln und etwas Printafix insgesamt die für mich robustere Lösung gefunden habe.
Den Beitrag unterschreibe ich sofort. Bei mir sind Ultra- und Super-Base im Einsatz.
Persönlich bevorzuge ich PEI pulverbeschichtetes Federstahlblech, wovon ich eins von Prusa und zwei vom eBay-Anbieter „thekkiinngg“ habe (einmal die Version 2 für den Prusa mk3, einmal die Version 3 für den CR10 (und andere gleicher Größe)).
Ich möchte diese Druckbetten nicht mehr missen, in den meisten Fällen löst sich der Druck genauso beim Abkühlen wie bei der Ultrabase. Aber wenn es mal zu sehr haftet, dann gehts mit Abnehmen dies Blechs und hin- und her biegen super ab. Die Struktur auf der Unterseite des Drucks sieht super aus (ist bei Thekkiinngg v2 aber weniger ausgeprägt).
Beim Ender 3 passt das Federstahlblech für den mk3, man muss es nur um 90° drehen.
Wichtig: Nutzt man einen induktiven Sensor für Auto Mesh Bed Leveling, sollte man vor dem Einbau der Magnete unter dem Heizbett prüfen, welche Messpunkte angefahren werden – und in zwei cm Umkreis um den Messpunkt keinen Magneten platzieren, um die Messungen nicht zu verfälschen.
Der Umbau für ein magnetisches Bett ist einfach und preiswert, ein PEI-Pulverbeschichtetes Federstahlblech schlägt aber je nach Größe mit ca. 50-70€ zu Buche (mit Versand aus Kanada und Einfuhrumsatzsteuer).