
Snapmaker J1 High Speed IDEX 3D-Drucker
Nun, eigentlich habe ich gedacht, dass dieser Drucker und der daraus resultierende Bericht ein No-Brainer wird. Ein IDEX von Snapmaker? Wie geil ist das denn? Bestellen, auspacken, einrichten, drucken, freuen und allen sagen, was das für ne geile ScheiXXe ist. Aber leider wurde aus dem No-Brainer ein Donkey-Work.
Bestellt habe ich den Snapmaker J1 bei 3DPrima. Nach einem netten Telefonat und der Schilderung, dass der Drucker hier im Blog auftauchen wird, hat man mir einen 10% Rabatt auf den zu diesem Zeitpunkt gültigen Kaufpreis eingeräumt und eine Auswahl an Filamenten dabei gepackt, zu denen es dann einen eigenen Blog-Artikel geben wird. Ursprünglich wollte ich das 3DPrima Fiament (PLA, Carbon und Flex) mit dem Snapmaker J1 testen, sehe aber aktuell aus Gründen, die mit dem Drucker zu tun haben davon ab. Weitere Absprachen gab es nicht.
Als Hinweis:
Es befinden sich aktuell drei (!!!) Snapmaker J1 Drucker im Besitz der Moderatoren von Drucktipps3D, die alle von eigenem Geld bezahlt und darüber hinaus bei unterschiedlichen Händlern bestellt wurden. Alle drei Geräte weisen identische Eigenschaften auf, die am Ende dieses Erfahrungsberichts zu meinem Fazit führen werden.
Vielen Dank auch an Alex, der mir von seinem J1 sehr viele Bilder zur Verfügung gestellt hat, da ich zur Zeit des Tests voll in einer Renovierungsphase gesteckt habe.
Snapmaker J1
Technische Daten
 |
|
 |
 |
Mit einer maximalen Düsentemperatur von 300°C haben wir hier zumindest schon einmal einen Unterschied zu den üblichen Parametern unserer anderen Kandidaten. Leider kommt der Snapmaker J1 mit herkömmlichen Messingdüsen daher und spielt nicht direkt sein volles Potential für den Druck von den angegebenen Filamentarten aus dem Karton heraus aus. Gehärtete Düsen werden aktuell nur als komplette Hotendeinheit angeboten. Mit 119EUR für zwei komplette Hotends mit gehärteten Düsen sind wir preislich zwar noch nicht an der Obergrenze, aber dennoch ist das eine Hausnummer gegenüber ein paar Ersatzdüsen, die im Lieferumfang bei dem UVP des Druckers auch gerne hätten dabei sein können. Und da spreche ich auch die anderen Düsengrößen mit an. Im Centbereich hätte es gelegen, wenn man einfach jeweils zwei 0.2er, 0.6er und 0.8er Düsen beigelegt hätte. Aber auch hier lässt man sich ein komplettes Hotend Set pro Düsen Durchmesser für ebenfalls 119EUR abkaufen. Dahinter steckt allerdings auch ein technischer Grund. Es ist gar nicht vorgesehen die Düsengröße in dem ab Werk verbauten Hotend zu ändern. Da spielt aktuell die Firmware des Snapmaker J1 nämlich nicht mit.
Lieferumfang
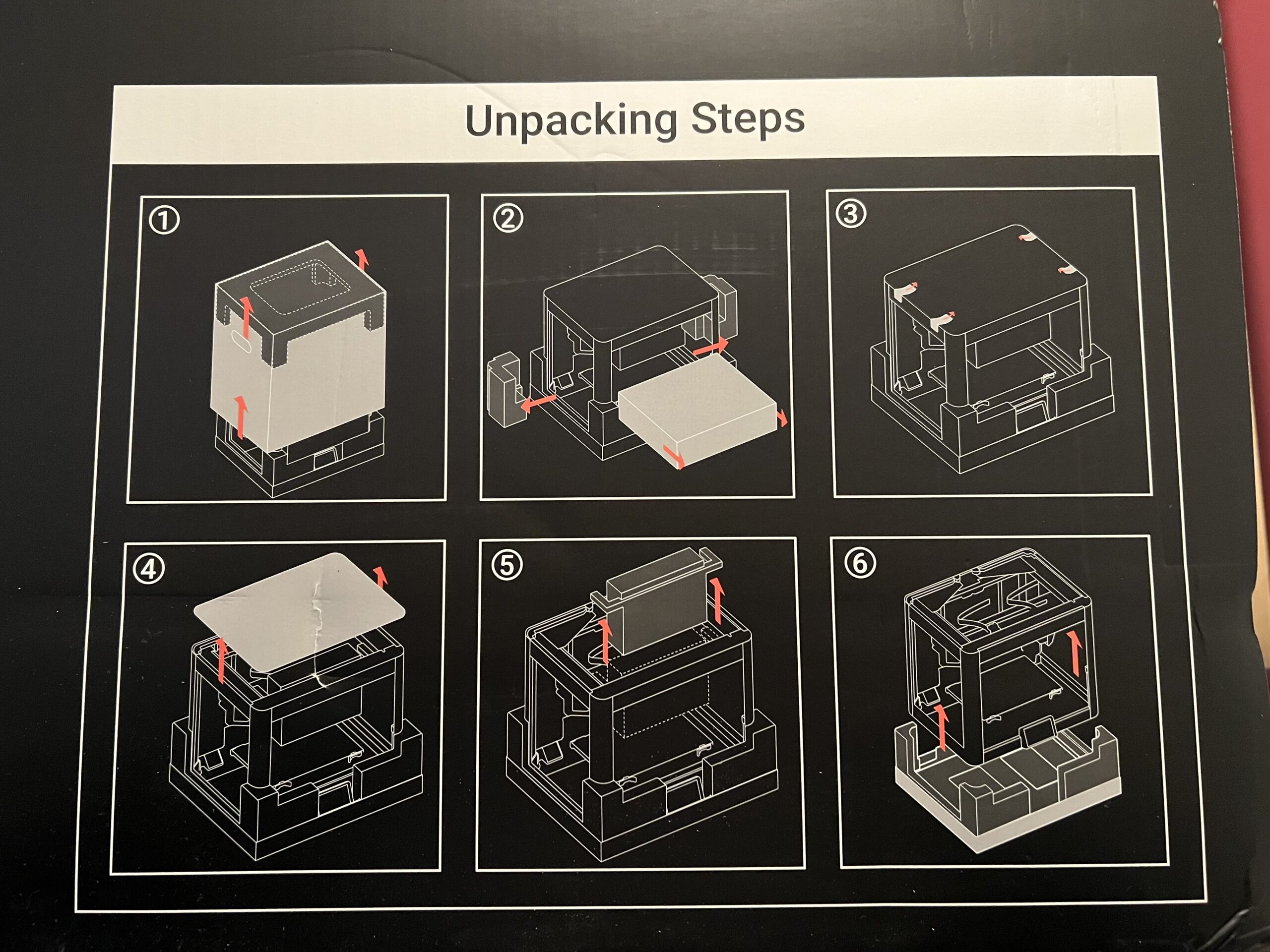
Zunächst mag ich ehrlich gestehen, das Auspacken des Snapmaker J1 ist vom Hersteller durchaus als Event geplant worden. Anders als die üblichen Umkartons mit passend ausgeschnittenen Schaumstoff Inlays, wo man einen 30kg Brocken am besten noch mit vier weiteren Händen und unter Zuhilfenahme der Füße, die den Karton am Boden festhalten, heraus wuchten muss, findet man hier eine optisch nett gestaltete Umverpackung die bereits auf den Inhalt schließen lässt, eine Unpacking Anleitung direkt aufgedruckt hat und beim Abnehmen des Oberteils quasi den gesamten Drucker freigibt. Dieser steht anschließend nur noch auf einer Kartonunterlage. Ok, aufgrund der Größe und des Gewichts bedarf es noch einer kleinen Anstrengung ihn auch daraus zu befreien, so dass man es nicht wie z. B. bei einem Apple Gerät „zelebrieren“ kann es auszupacken, aber es hat auf jeden Fall Ansätze davon. So sollte aus meiner Sicht jeder komplett vormontierte Drucker verpackt sein.
 |
 |
Das Zubehör findet sich dann im Innern des Druckers und ist ebenfalls in optisch nett gehaltenen Schachteln ordentlich einsortiert. Es ist fast zu schade die Kartonage wegzuschmeißen, wenn alles ausgepackt ist.
 |
 |
 |
 |
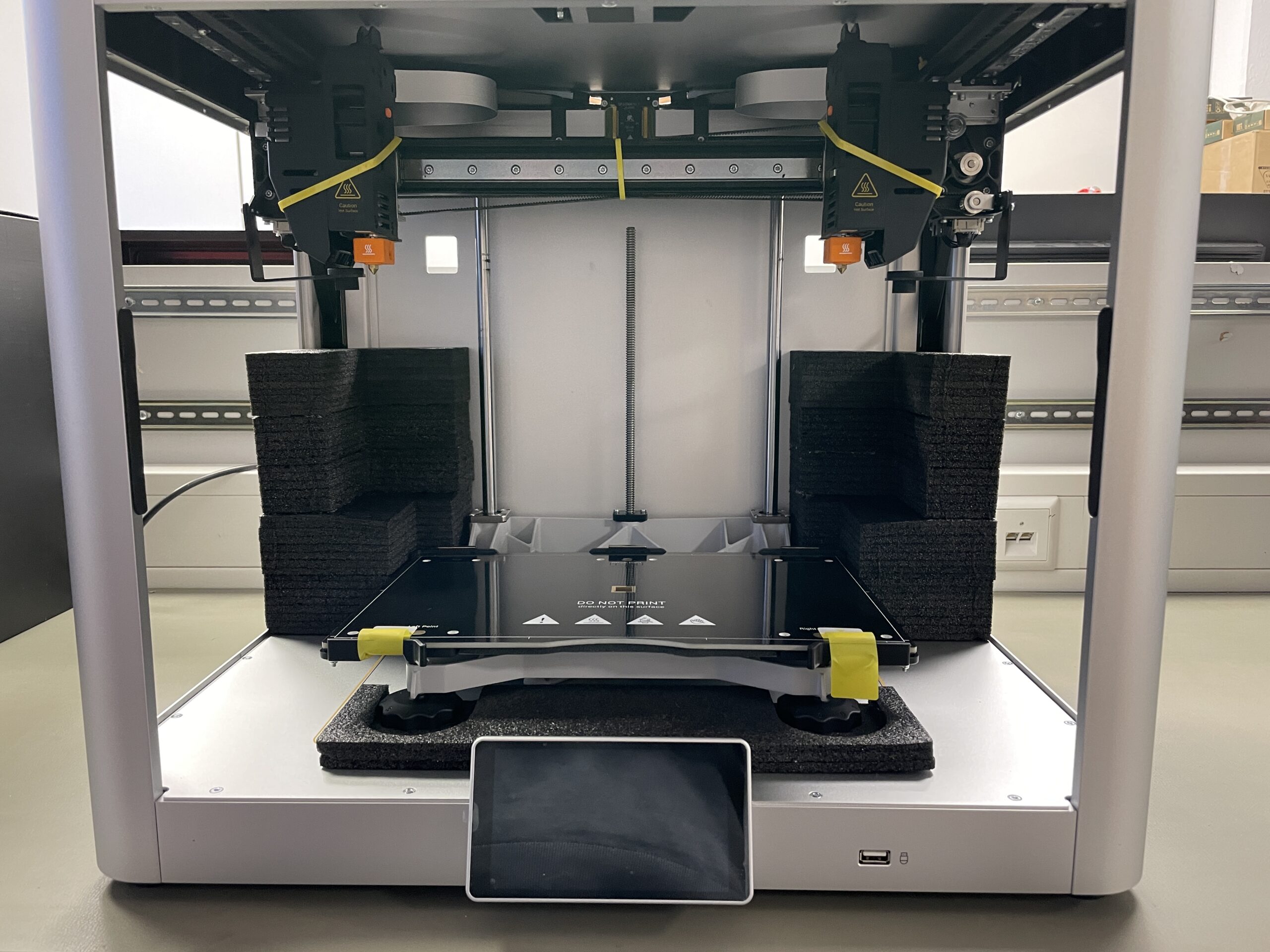
Am Drucker selber sind nur noch die Sicherungen in Form von Klebestreifen und Kabelbindern zu entfernen, die Seitenscheiben und die Türen zu montieren, sowie später die Bowdenschläuche am Extrudereingang zu fixieren und die Filamenthalter werkzeugfrei an der Rückwand einzustecken.
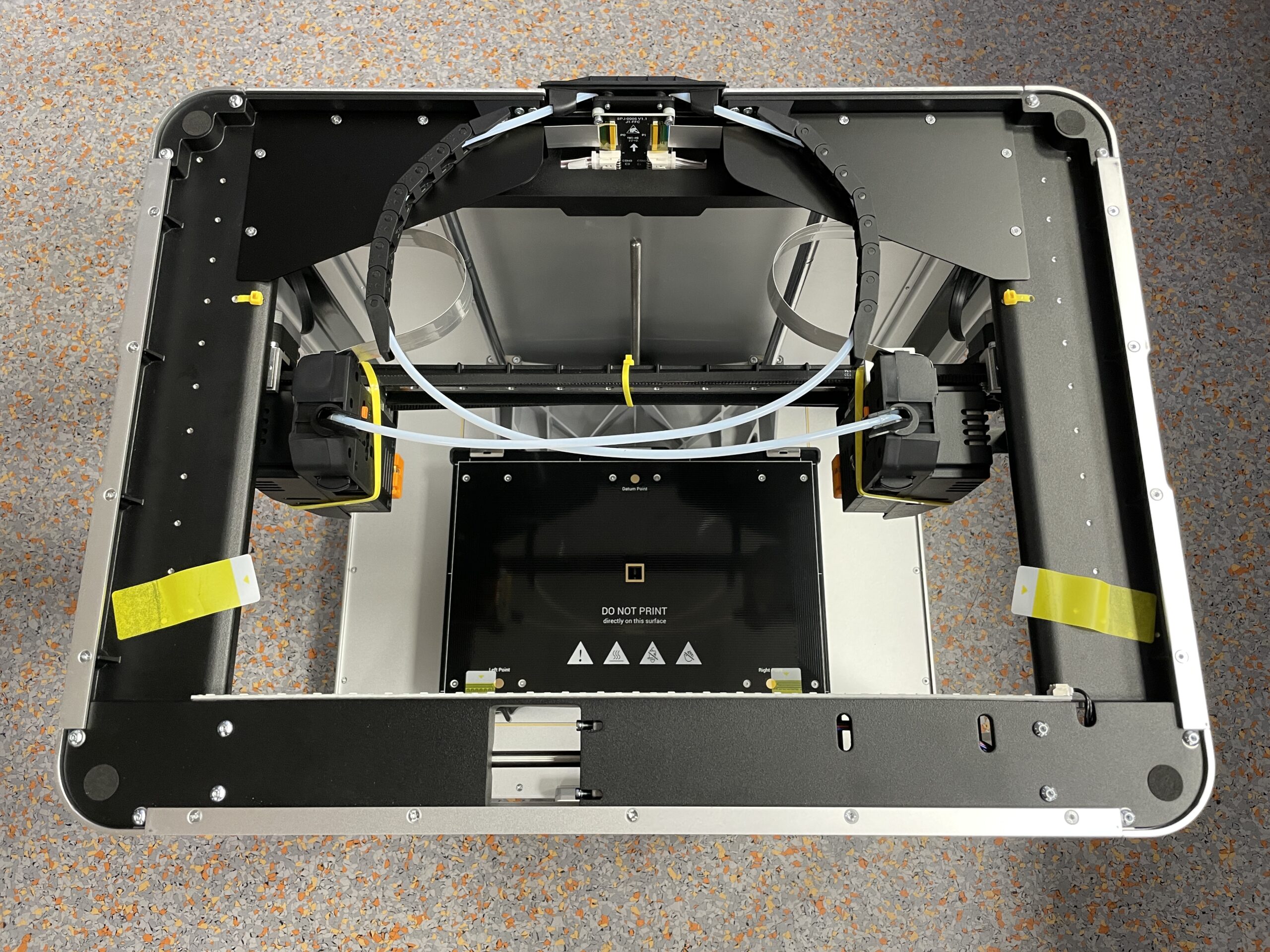
Was die Bowdenschläuche angeht:
So eine Filamentführung habe ich bisher noch nie gesehen. Das Filament wird durch den Tube geführt und in den DirectExtruder eingeführt und man lässt über das Menü den Vorschub laufen. Der Bowden zieht sich dann in die obere Öffnung eines 360° Gelenks und man knickt den Tube tatsächlich um 90° ab um ihn in die Führung dieses Gelenks zu legen und damit der Schlauch flach unter dem abnehmbaren Gehäusedeckel liegen kann. Ob das am Ende eine gute Idee ist? Den Gehäusedeckel aus Alu nur mit vier nicht gerade starken Magneten auf dem Drucker festzuhalten, ist indes definitiv keine gute Idee. Mit Deckel schröngelt es schon ganz schön, wenn der Drucker einmal Fahrt aufgenommen hat und so vor sich hin vibriert. Das ist auf jeden Fall nicht zu Ende gedacht, obwohl es der Optik gut tut. Der Snapmaker J1 ist einfach ein super schöner Drucker so in seinem Alugewand. Nun ja, Optik ist mitunter leider nicht alles. PS: Im rechten Bild hat Alex die Bowden-Schläuche fälschlicherweise über Kreuz in die Hotends eingesteckt.
 |
 |
Im Lieferumfang enthalten sind neben dem Drucker selbst:
- Werkzeugset, bestehend aus Innensechskantschlüsseln (je Größe andersfarbig beschichtet), Schraubenschlüssel für die Muttern zum Spannen der Y-Riemen, Düsenbürste, Pinzette mit flacher Spitze, Seitenschneider und Spachtel. Dazu die Schrauben und ein kleines Microfaser Putztuch
- Calibration Card
- Schnellstartanleitung
- zwei Ersatz-Silikon Socken
- Die Seitenwände und Türen aus Acrylglas
- Filamenthalter zum Einstecken in die Rückwand
- 2x 500gr. Filament (weiß und orange)
- USB A auf USB B Kabel (Der Geräteanschluß befindet sich auf der Rückseite)
- USB Stick
 |
 |
 |
|
Montage
Die Montage habe ich im letzten Absatz schon beschrieben, denn diese entfällt in den Bereichen der Mechanik völlig, da der Drucker bis auf die Anbauteile wie die Seitenscheiben komplett vormontiert ist.
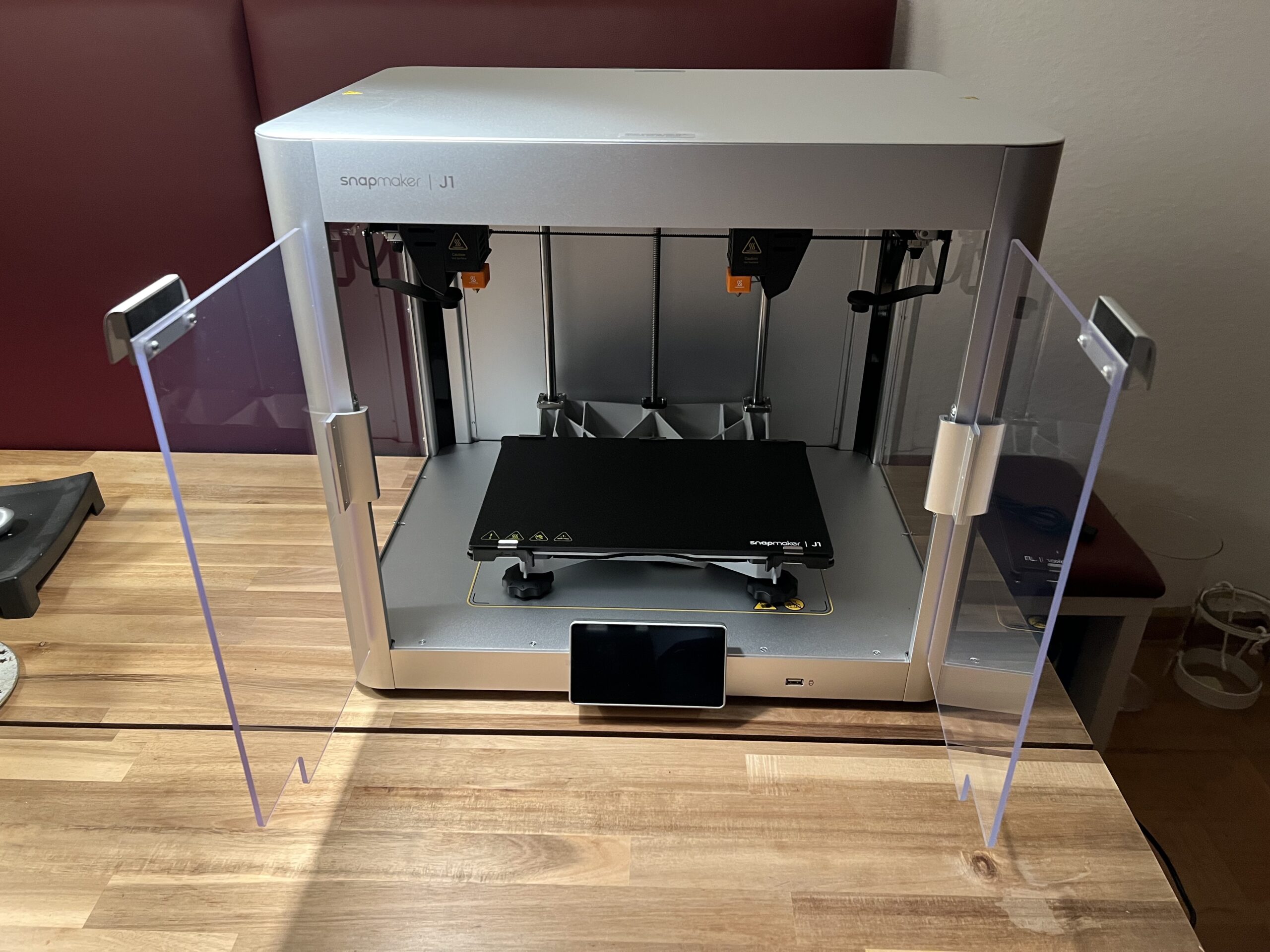
Am Ende präsentiert sich ein optisch wirklich schöner Würfel aus Stahlskelett mit Aluverkleidung und ist zur Ersteinrichtung und Inbetriebnahme bereit.
 |
 |
Ausstattung
Der Snapmaker J1 gibt nicht direkt preis, was sich im Innern verbirgt. Weder bei den Hotends, noch in der Elektronik. Dafür muss man ihn sehr umständlich aufschrauben und auch zwei Siegel zerstören. Es wird direkt deutlich, dass der Hersteller kein Interesse daran hat, seine Kunden in gut zugänglichen Elektronikboxen rumschnüffeln zu lassen.
Die Extrudereinheit besteht aus einem DirectExtruder System mit einem proprietären Feeder und Hotend, angelehnt an E3D und BondTech, allerdings mit etwas differenten Komponenten.
 |
Alles sehr kompakt verbaut, weshalb ich das Hotend nicht auseinander gebaut habe nur um Fotos zu machen. Unser User Mechanikus hat hier in einem Thema im Forum die Probleme des Werkshotends beschrieben und gewährt uns freundlicherweise auch einen Einblick ins Innere des Hotends.
Ich möchte allerdings erstmal noch nicht auf Probleme eingehen, sondern nur weiter den Drucker vorstellen.
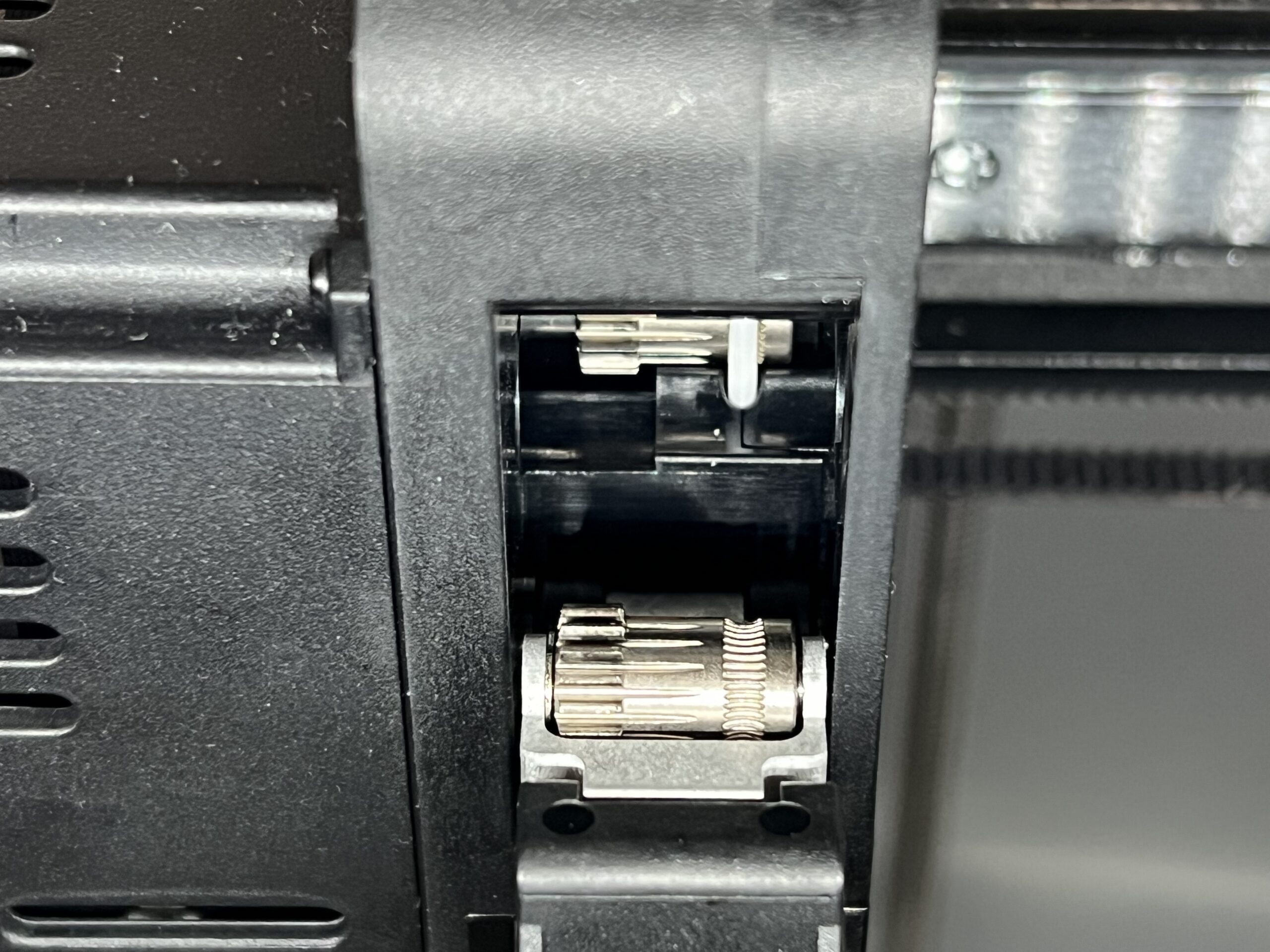
Der Filamentsensor registriert nicht nur eingelegtes Filament, sondern auch, ob es sich noch bewegt. Das wird an der Stelle dem @Stephan zumindest gefallen. Dazu läuft das Filament über ein Zahnrad, was die Umdrehungen registriert.
Als Druckoberfläche nutzt Snapmaker für das 320×200 Millimeter große 24V Druckbett eine beschichtete Borosilikat Glasbett Auflage mit strukturierter Oberfläche. Ich bevorzuge zwar weiterhin abnehmbare Druckoberflächen, und das mit gutem Grund, denn diese Oberfläche funktioniert wie die früheren Ultrabase Glasplatten von Anycubic oder die alten Fake-Ultrabase von Creality am Anfang ziemlich gut, lässt aber sehr schnell, genauer gesagt nach der ersten Reinigung mit lediglich warmen Wasser merklich in der Haftung nach.
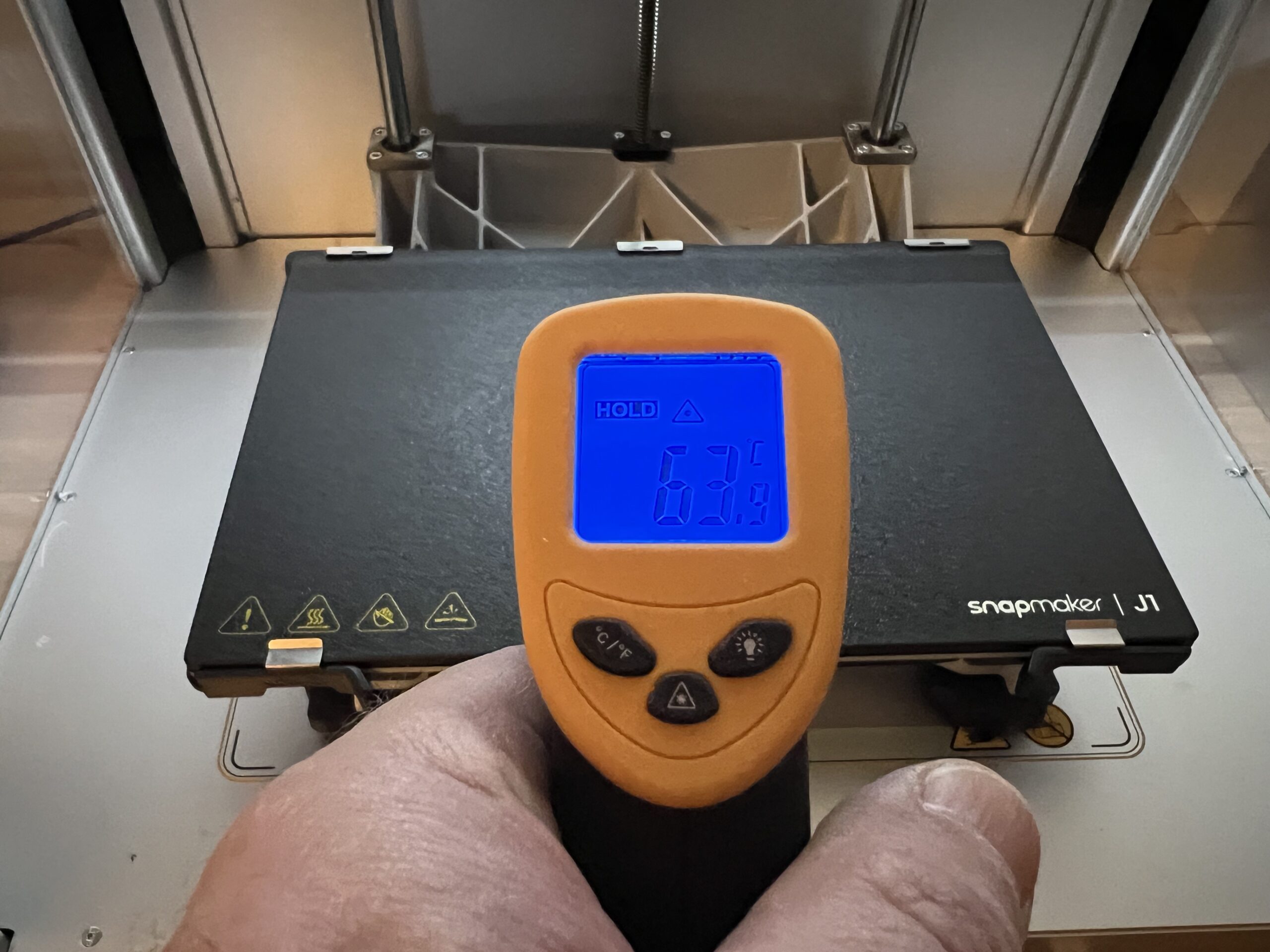
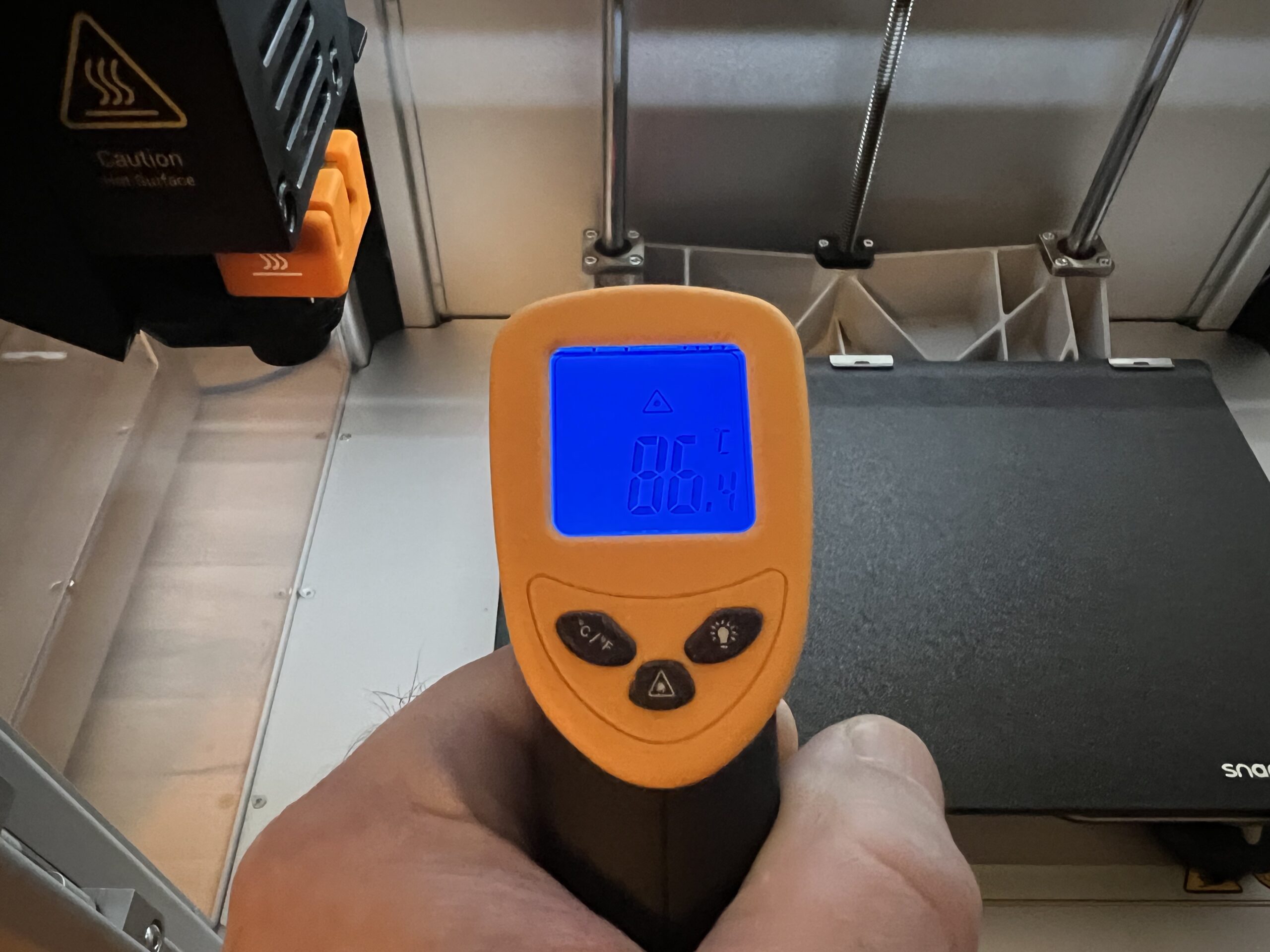
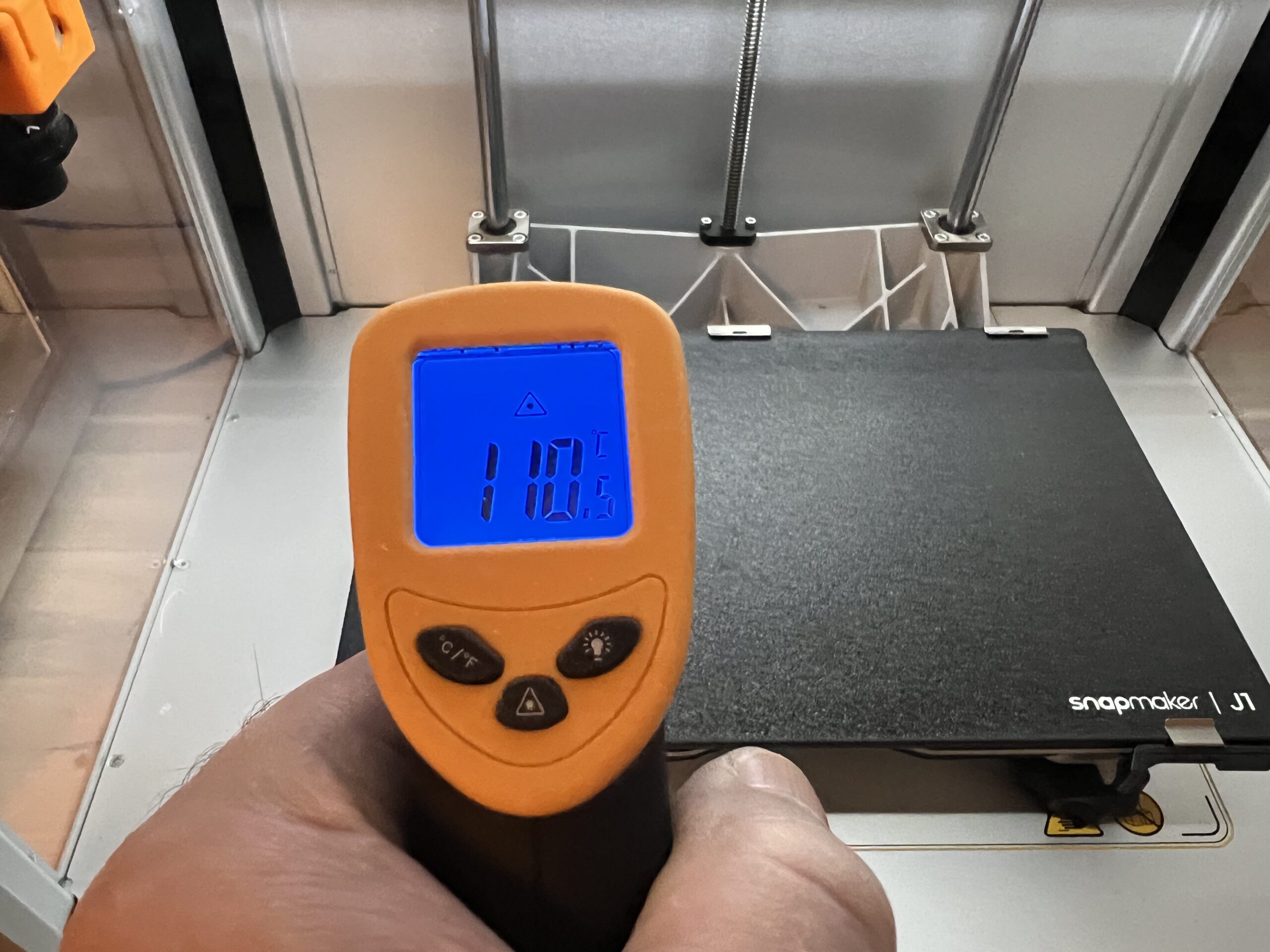
Das Heizbett ist dazu noch ein bisschen lahm. Es braucht zum Erreichen der Standardtemperatur für PLA (60°C) gute 4m40s und schießt dabei auch bis zu 5°C übers Ziel hinaus. Um von dort aus 80°C am Display angezeigt zu bekommen, vergehen weitere 3m50s und hier haben wir ein Abweichung von +6°C. Um für ABS startklar zu sein, benötigen wir noch einmal 5m30s Geduld und liegen bei insgesamt satten 14 Minuten um 100°C zu erreichen. Die Abweichung wird hier allerdings noch größer, denn 100°C auf dem Display, sind bis zu 110°C am Bett.
 |
 |
 |
|
Damit gehört das Heizbett des Snapmaker J1 zu den bisher langsamsten Betten bis 100°C.
Als Ausgleich schafft die strukturierte Oberfläche aber eine sehr hübsche Oberfläche, wenn man z. B. Abdeckungen oder ähnliches druckt, bei denen man die auf dem Druckbett liegende Fläche als Sichtfläche nutzt.
 |
 |
Allerdings sollte man beim Druck von PETG aufpassen, da ich vereinzelt schon Berichte von Usern gelesen habe, die sich beim Ablösen von PETG Stücke aus dem Glas gebrochen haben. Abhilfe schafft hier Malerkrepp oder Bluetape.
Das Bett liegt auf einer Spritzgusshalterung, die einseitig durch eine Spindel angetrieben und mit zwei Linearstangen gestützt wird. Üblich bei dieser Bettgröße und bei vielen anderen Herstellern genauso zu finden. Der Stabilität hätte es aber durchaus gut getan, wenn man das Bett zweiseitig aufgehangen hätte.
Die Elektronik ist wie bereits erwähnt nicht so einfach zugänglich, da die Elektronikbox nicht wie sonst üblich von unten aufzuschrauben ist, sondern der Boden des Druckraums bildet gleichzeitig die Elektronikabdeckung. Hier ist es aber besonders interessant für mich gewesen hinein zu schauen, da unter der Aluabdeckung auch 230V eingespeist werden und da möchte man bei einem metallischen Rahmen gerne wissen, wie sicher das ganze verkabelt ist.
 |
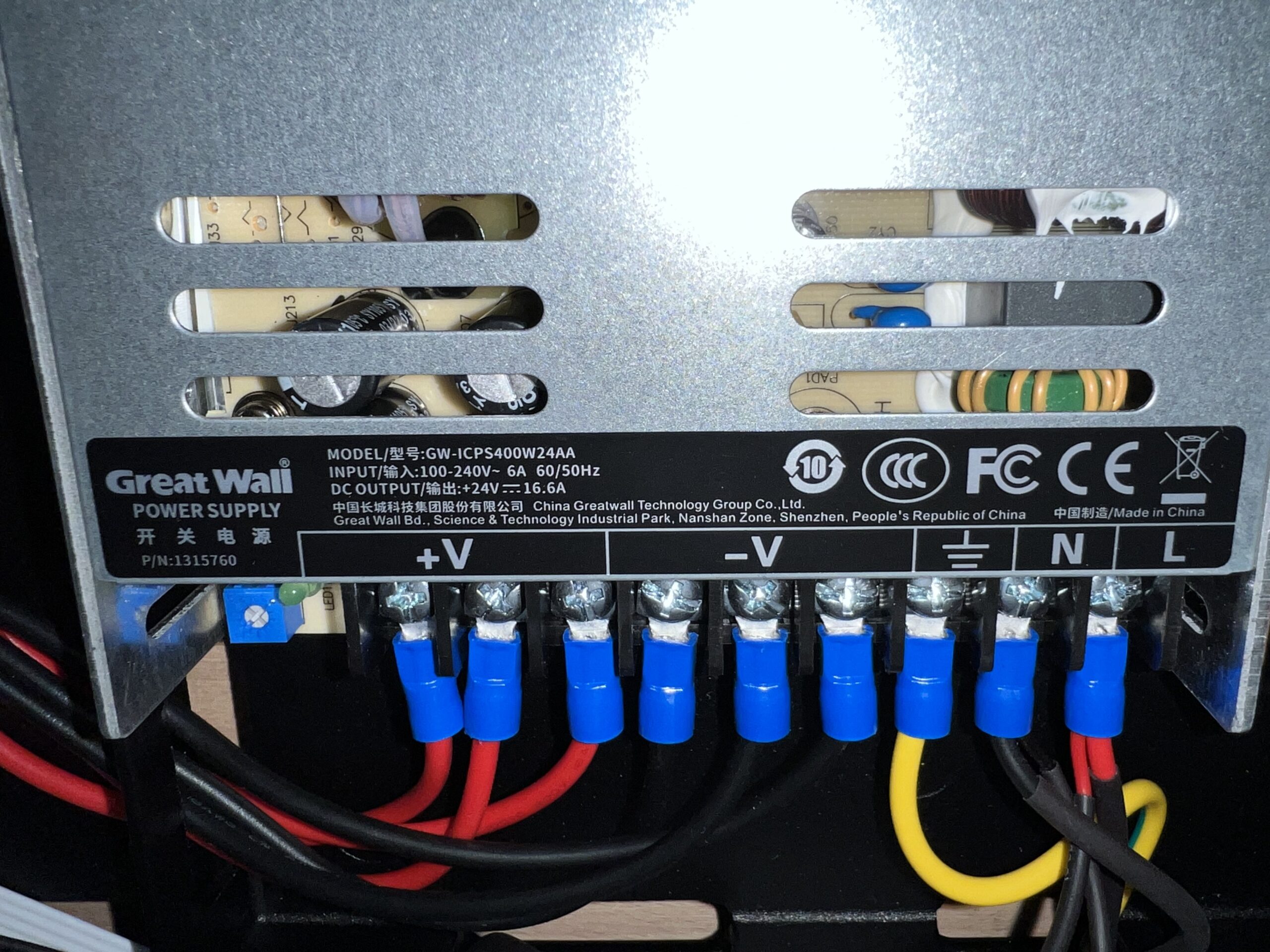 |
Aber hier kann man Entwarnung geben. Die elektronischen Komponenten um das 400Watt Netzteil sind ordentlich verkabelt und ebenfalls am Druckergehäuse geerdet.
Das permanente Lüftersurren nach Einschalten des Snapmaker J1 kommt vom Netzteillüfter. Dieser ist ein Dauerläufer und maximal in zwei Stufen lastabhängig geregelt.
Auffällig ist hier, dass der Drucker im Boden nur sehr kleine Lüftungsschlitze besitzt und diese sich auch neben und nicht unter dem Netzteil befinden. Der „saugende“ Lüfter des Netzteils wird von oben durch den komplett geschlossenen Deckel mit maximal 5mm Abstand komplett verschlossen. Ich bin kein Experte für Luftströme, aber da auch die anderen Komponenten wie das Mainboard nur passiv gekühlt werden, dürfte in der Elektronikbox eher „Umluft“ als ein Strom aus zufließender und abfließender Luft existieren.
Das Mainboard ist mir vom Layout nicht bekannt und wurde offensichtlich auch explizit für den J1 hergestellt. Das schließe ich einfach mal aus der Bezeichnung „J1-Main“.
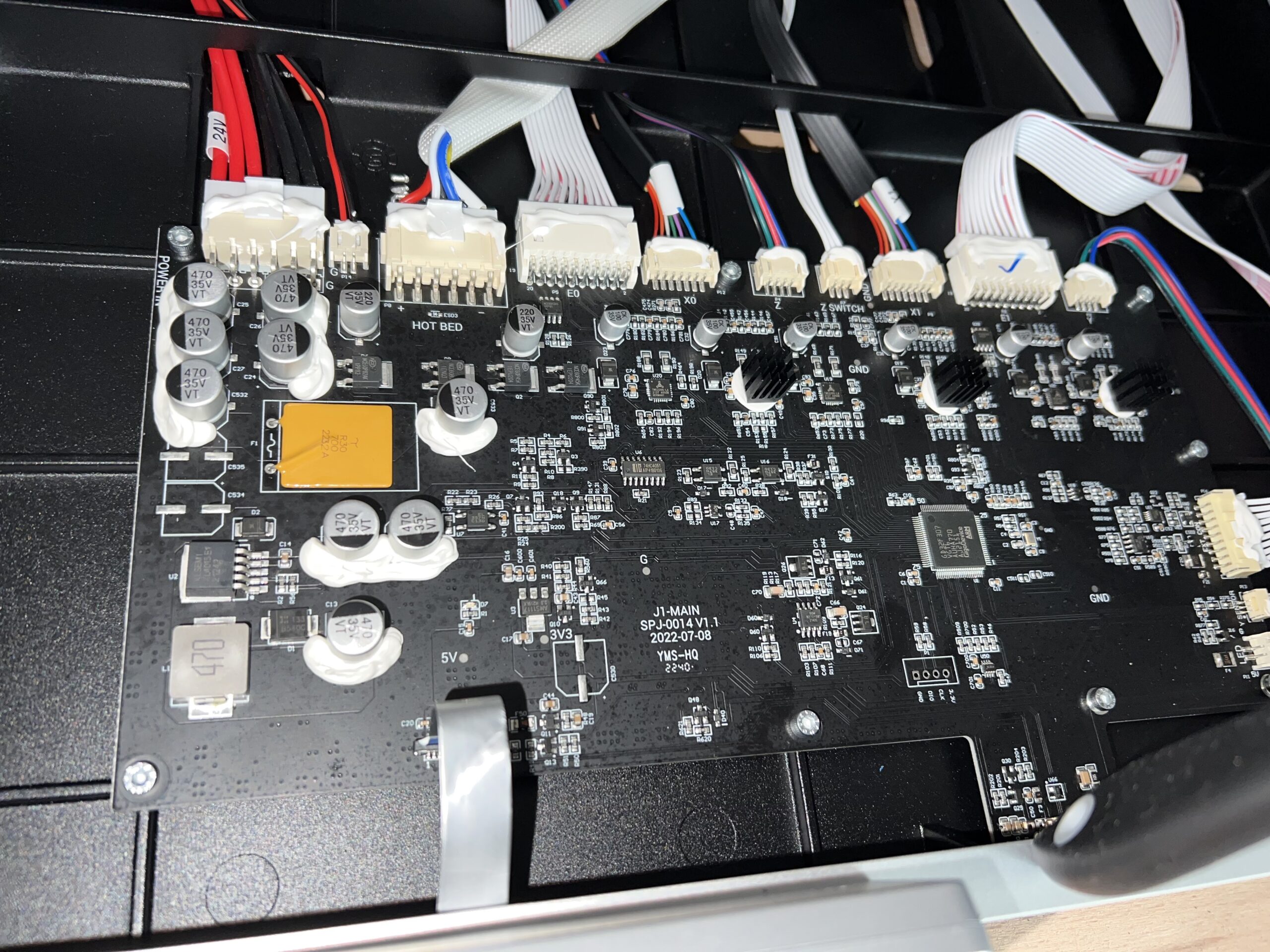 |
Auf dem Board finde ich nur drei von den sechs TMC2209 Treibern, die einen Kühlkörper besitzen.
 |
Das ist ungewöhnlich. TMC2209 haben zwar eine bessere Wärmeableitung als TMC2208 und benötigen nicht unbedingt eine aktive Kühlung, aber sie sind dennoch in allen Maschinen, die ich je genutzt habe zumindest passiv auf allen Achsen gekühlt worden. Bei TMC2226 hätte ich es verstanden, wenn auf gar keinem Treiber ein Kühlkörper gesteckt hätte. Aber hier weiß ich nicht und kann es mir auch nicht ableiten, warum nur drei Achsen passiv gekühlt werden. Wahrscheinlich sind es X0 und X1, sowie Y. Es ergibt aber für mich keinen Sinn, dass man drei bestückt und drei nicht. Insbesondere E0 und E1 hätte ich demnach auch mit einem Kühlkörper versehen vorfinden wollen und damit bliebe nur Z übrig. Das ist glaube ich auch etwas, was ich mal bei Snapmaker abfragen werde.
Ersteinrichtung
Hier punktet der Snapmaker J1 in meinen Augen mal so richtig im Vergleich mit anderen Herstellern eines IDEX. Flashforge hat es mir mit dem Creator 3 Pro schon sehr einfach gemacht einen IDEX Drucker einzurichten und zu kalibrieren. Der Snapmaker J1 toppt das allerdings noch einmal.
Leider braucht der Startvorgang, bis wir das Display bedienen können so seine Zeit. Gefühlt eine Ewigkeit, wenn man es mit den RepRap Displays und teilweise auch mit anderen Touchdisplays vergleicht.
Dafür ist das Display, welches optisch einem Smartphone ähnelt und in landscape Ausrichtung montiert ist, wirklich flüssig zu bedienen. Es reagiert prompt, und es lässt sich verzugsfrei per Wischbewegung durch das Menü scrollen. Die Menüeinträge und die Funktionsbedienung ist allerdings etwas gewöhnungsbedürftig. Temperaturen und Lüftersteuerung werden durch einen Schieberegler bedient, der grafisch zwar hübsch gestaltet ist, aber bei Grobmotorikerfingern die exakte Einstellung nicht immer auf Anhieb zulässt. Hier hätte ich mir zusätzlich eine Möglichkeit über ein Tastenfeld gewünscht.
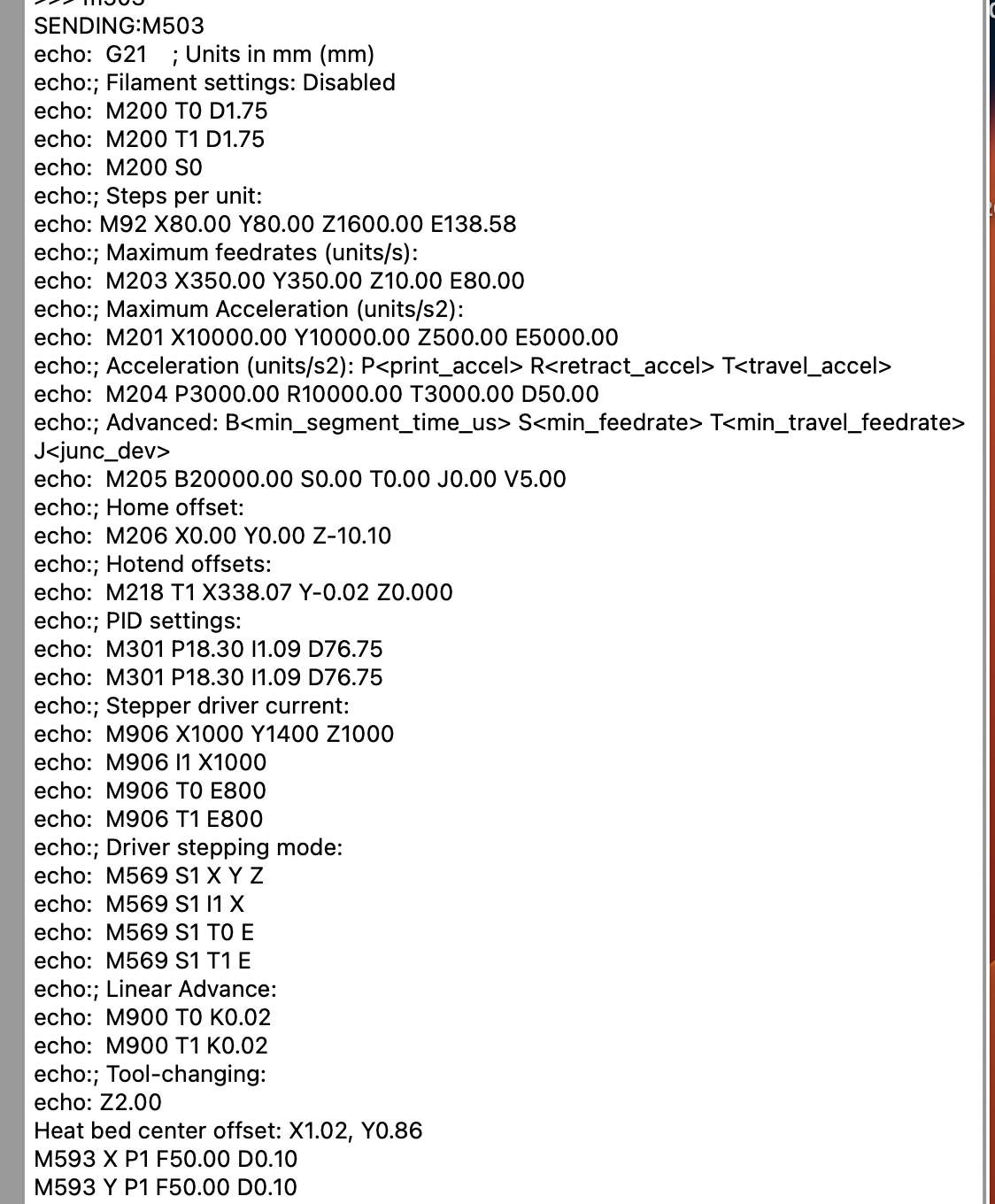
Erfreulicherweise lässt die Firmware (hier Marlin) die üblichen Befehle und die Steuerung des Druckers auch über ein Programm wie Pronterface zu. Der USB B Anschluss für den PC befindet sich hinten am Drucker. Der vordere USB A Anschluss dient lediglich zur Aufnahme eines USB Sticks mit GCodes. Ein Druck über SD Karte ist nicht möglich.
M503
 |
M115
 |
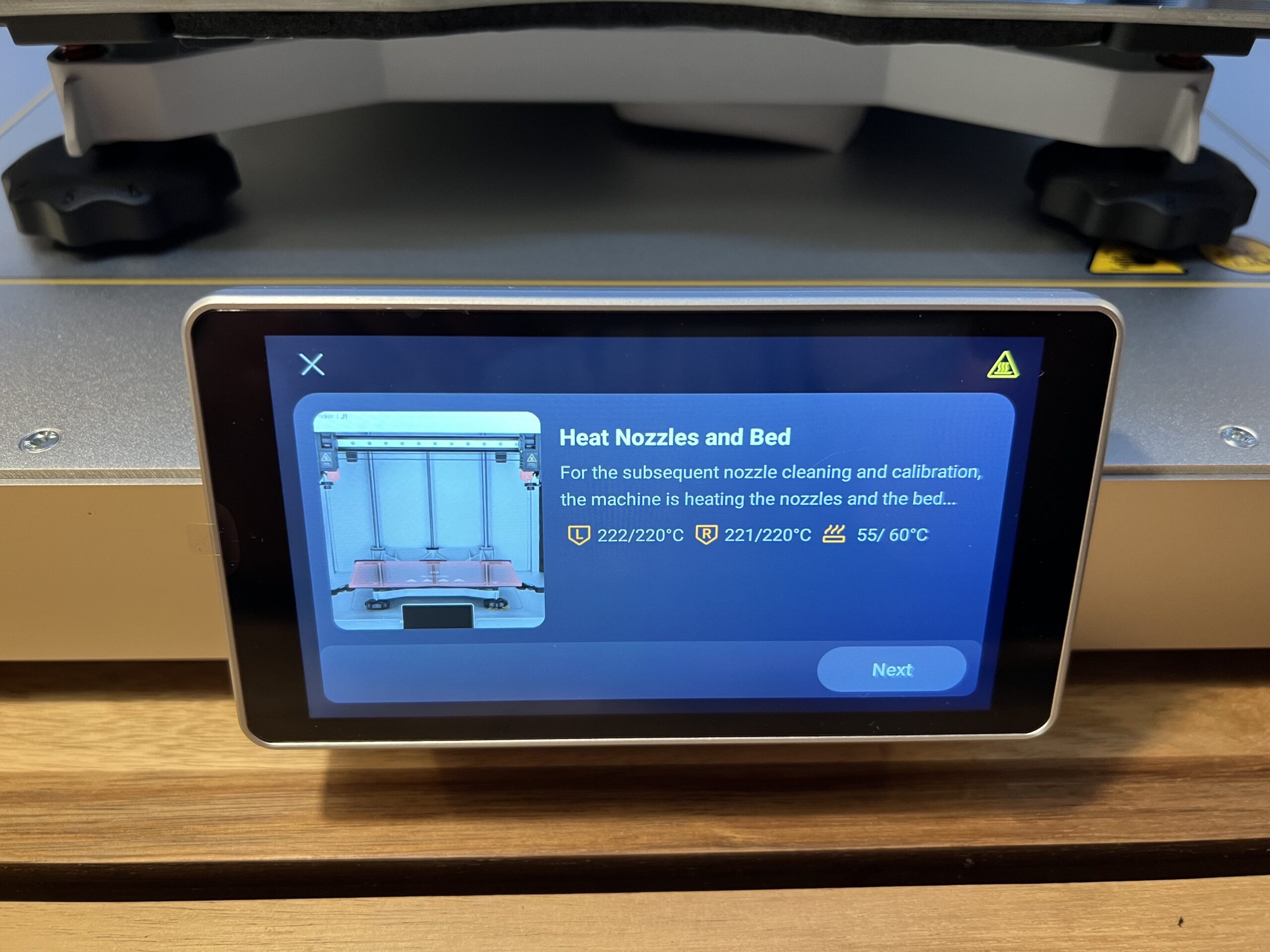
Begrüßt werden wir mit dem Einrichtungsassistenten, der im Grunde von der ersten Aktion, bis zum Ende der Einrichtung über den Wizard für die Kalibrierung durch das Menü führt.
 |
 |
 |
 |
 |
 |
 |
|
Immer wieder durch kleine Filmeinblendungen und Anweisungen kann man bis zum ersten Probedruck für die richtige Kalibrierung praktisch gar nichts falsch machen.
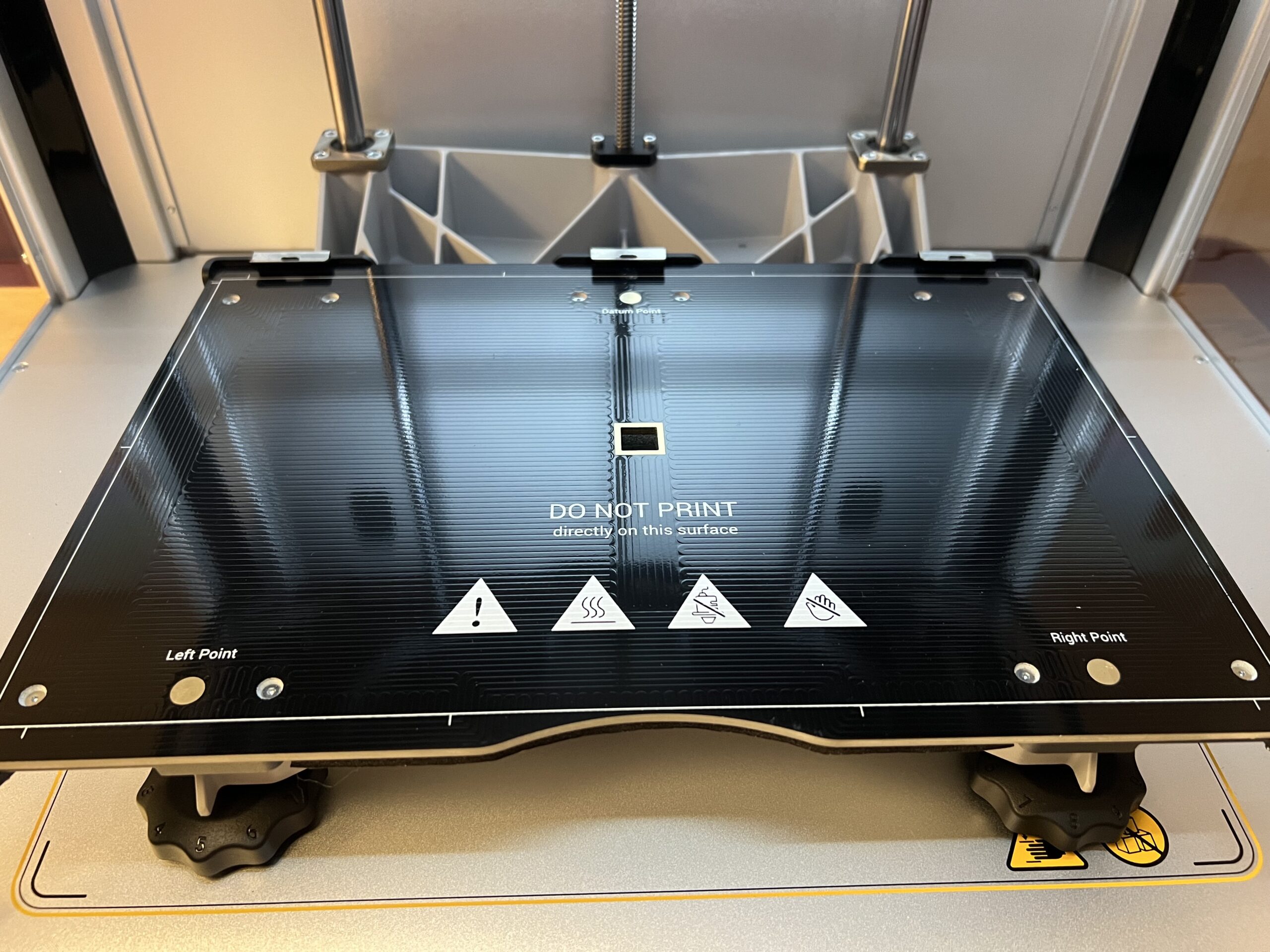
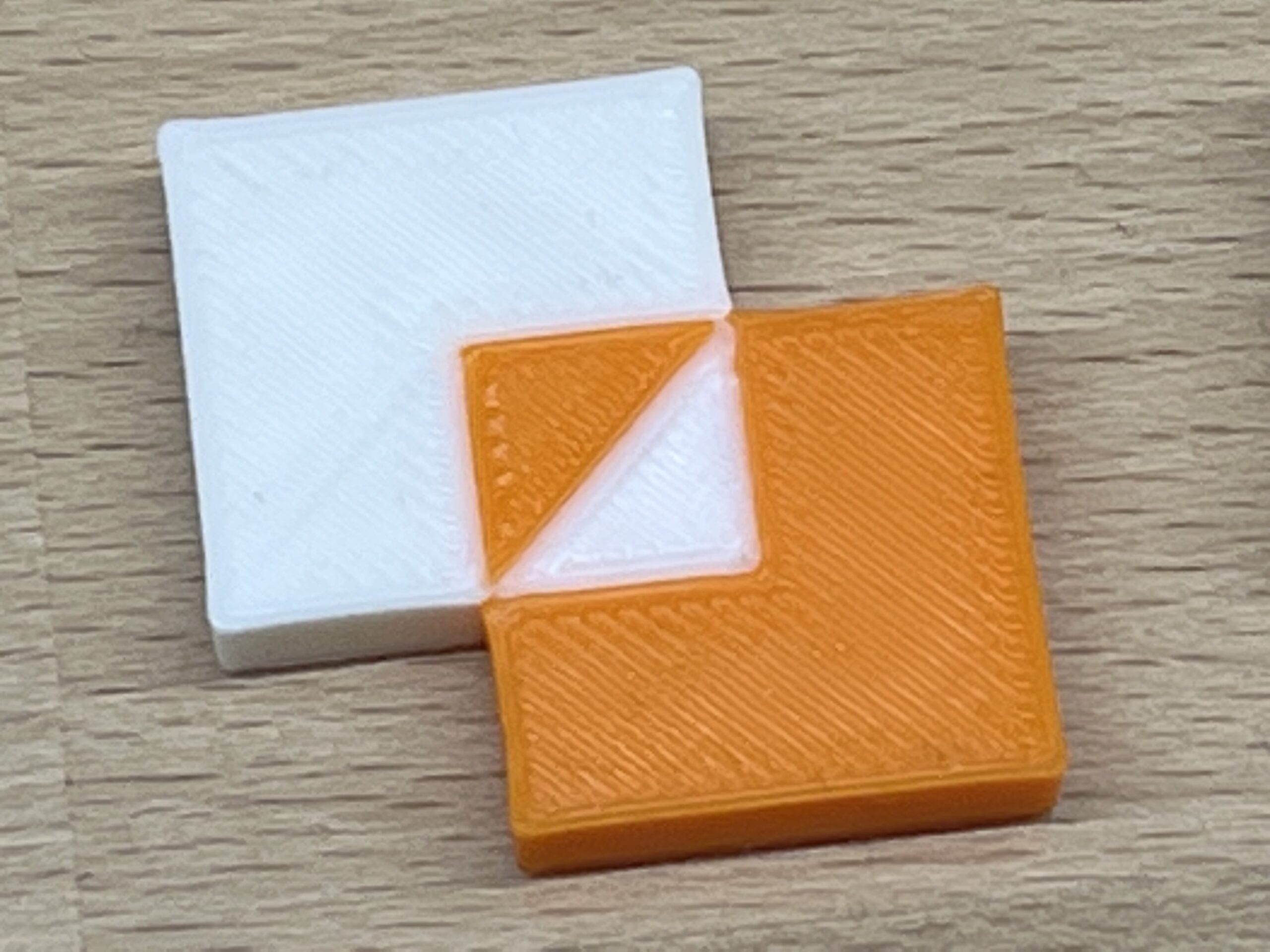
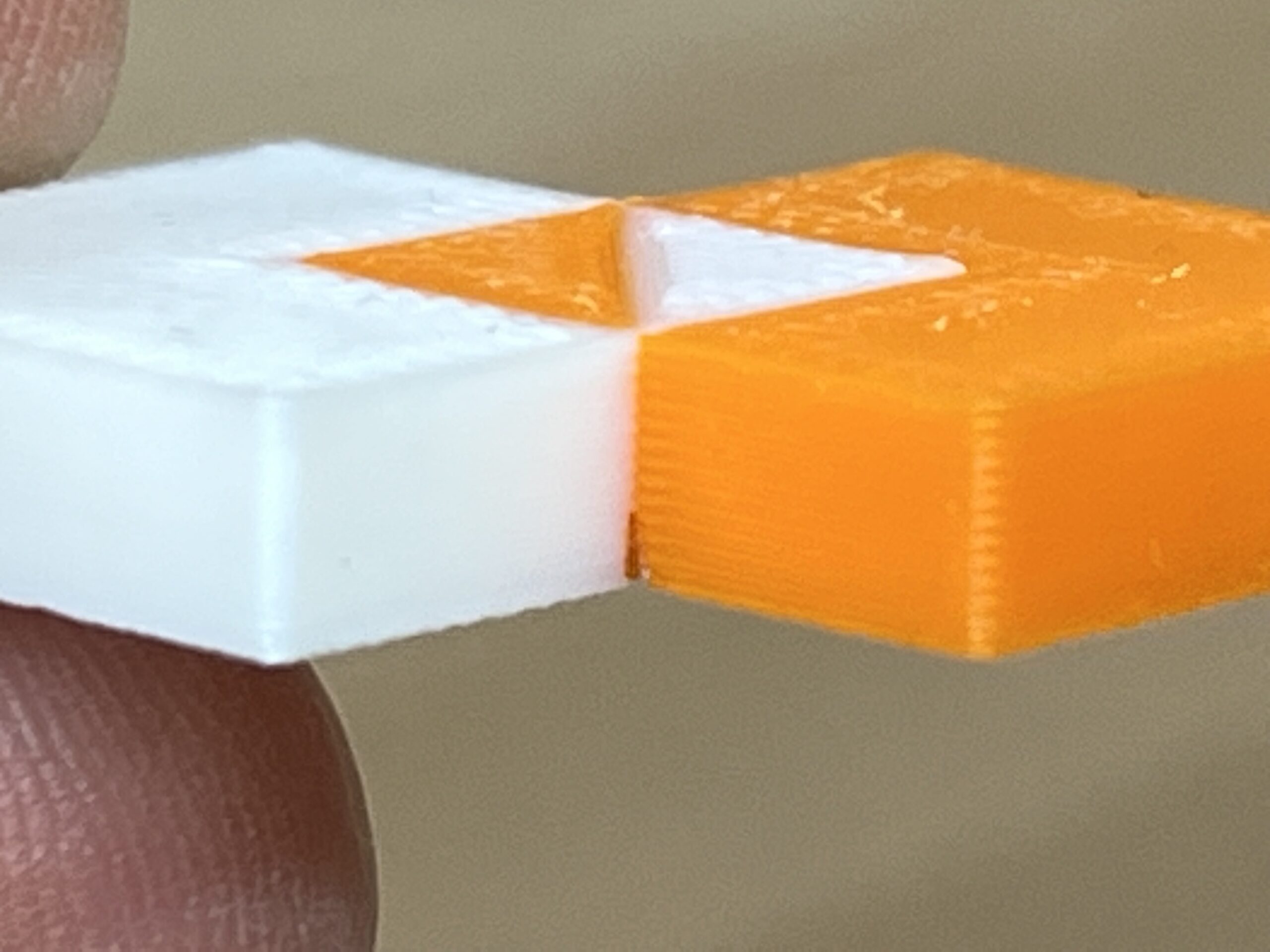
Dafür fährt der Druck mit den Düsen Punkte auf dem Bett an um die Abstände zu messen. Für den Offset gibt es in der Mitte des Betts einen quadratischen Ausschnitt in dem beide Extruder ihre Position durch Abtasten der Seitenwände mit der Düse bestimmen.
 |
Das Ergebnis zeigt, dass der automatische Kalibrierungsprozess in den Offsets für X und Y wirklich sehr saubere Arbeit leistet. Einzig für den Z-Offset zwischen den Extrudern habe ich später noch einmal manuell Hand angelegt um das noch etwas zu justieren.
 |
 |
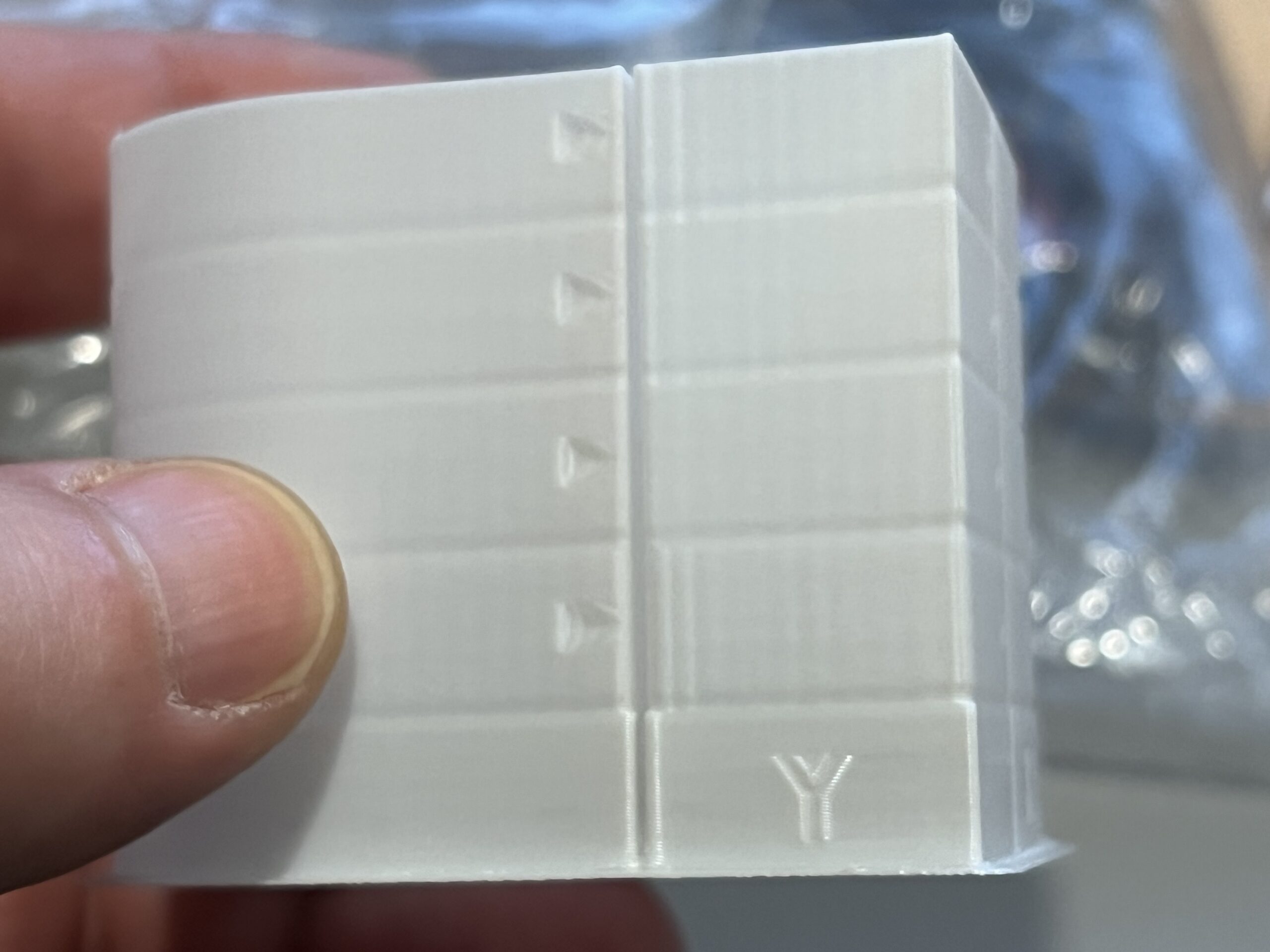
Im letzten Schritt wird dann eine Form gedruckt, ähnlich wie bei Klipper, an der man die Einstellungen der Vibration Compensation ablesen und direkt am Display einstellen kann.
 |
|
 |
 |
Was ich nicht so schön finde ist, dass Snapmaker hier den Nutzer, auch wenn er direkt am Anfang den J1 mit dem WLAN verbindet, nicht auf ein Firmwareupdate hinweist. Dies erfährt man erst, wenn man sich nach der kompletten Einrichtung auch nur zufällig durch das ganze Menü bis hin zu den Settings bewegt und diesen Punkt aufruft.
Die Firmwareversion steigt direkt von der ausgelieferten 2.1.14 auf die aktuelle 2.4.8
Daher habe ich vorsichtshalber den Wizard ein zweites Mal durchlaufen lassen. Ansonsten benötigt man für einen Durchlauf eine gute halbe Stunde zur Durchführung.
Erste Drucke
Hier hat Snapmaker sehr viel versprochen. Nicht nur, dass es sich hier um einen IDEX handelt, der sowieso eine Reihe an besonderen Eigenschaften aufweist, wie z. B. den DualColor Druck, oder Drucke mit unterschiedlichen Materialien für Stützstrukturen ohne immer wieder einen Filamentwechsel durchführen zu müssen. Man hat auch die Geschwindigkeit mit welcher der J1 unterwegs sein soll für diese Art von Drucker sehr ambitioniert beworben. Bis zu 300mm/s soll er schaffen. Das ist eine Ansage. Auf der X-Achse werden zwei voll ausgestattete Extruder mitgeschleppt, die bei der Geschwindigkeit auch noch so präzise die jeweils nächste Position treffen sollen. Ich war also gespannt, was Snapmaker mir als „Probe-GCodes“ so mitliefert um das volle Potential direkt rauszuhauen.
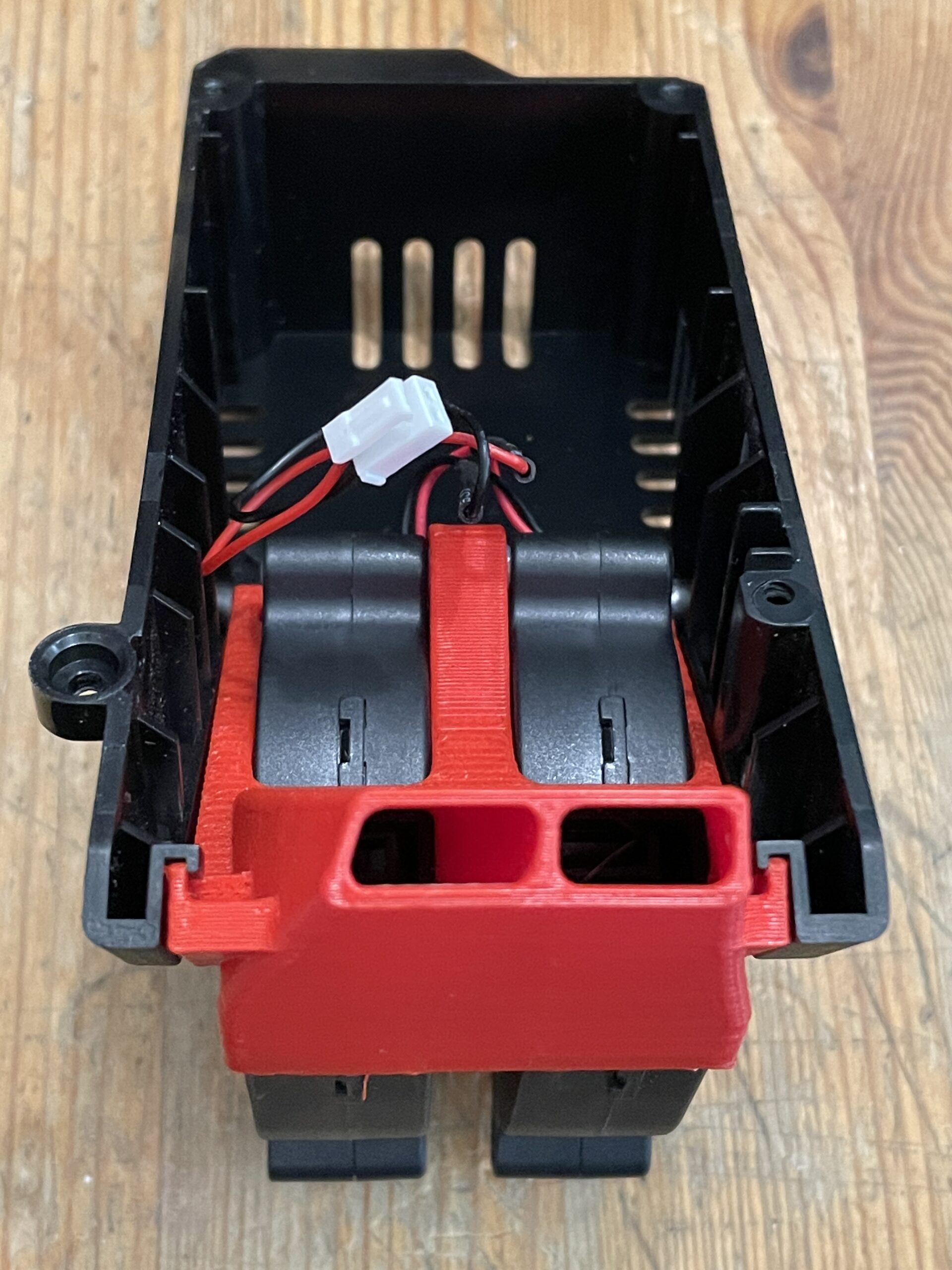
Was mich erwartet hat war ein leerer USB Stick und genau zwei GCodes auf dem Drucker internen Speicher. Einmal ein Mirror Benchy und einmal die Klemmen zur Kontrolle der Spannung von X und Y Riemen.
 |
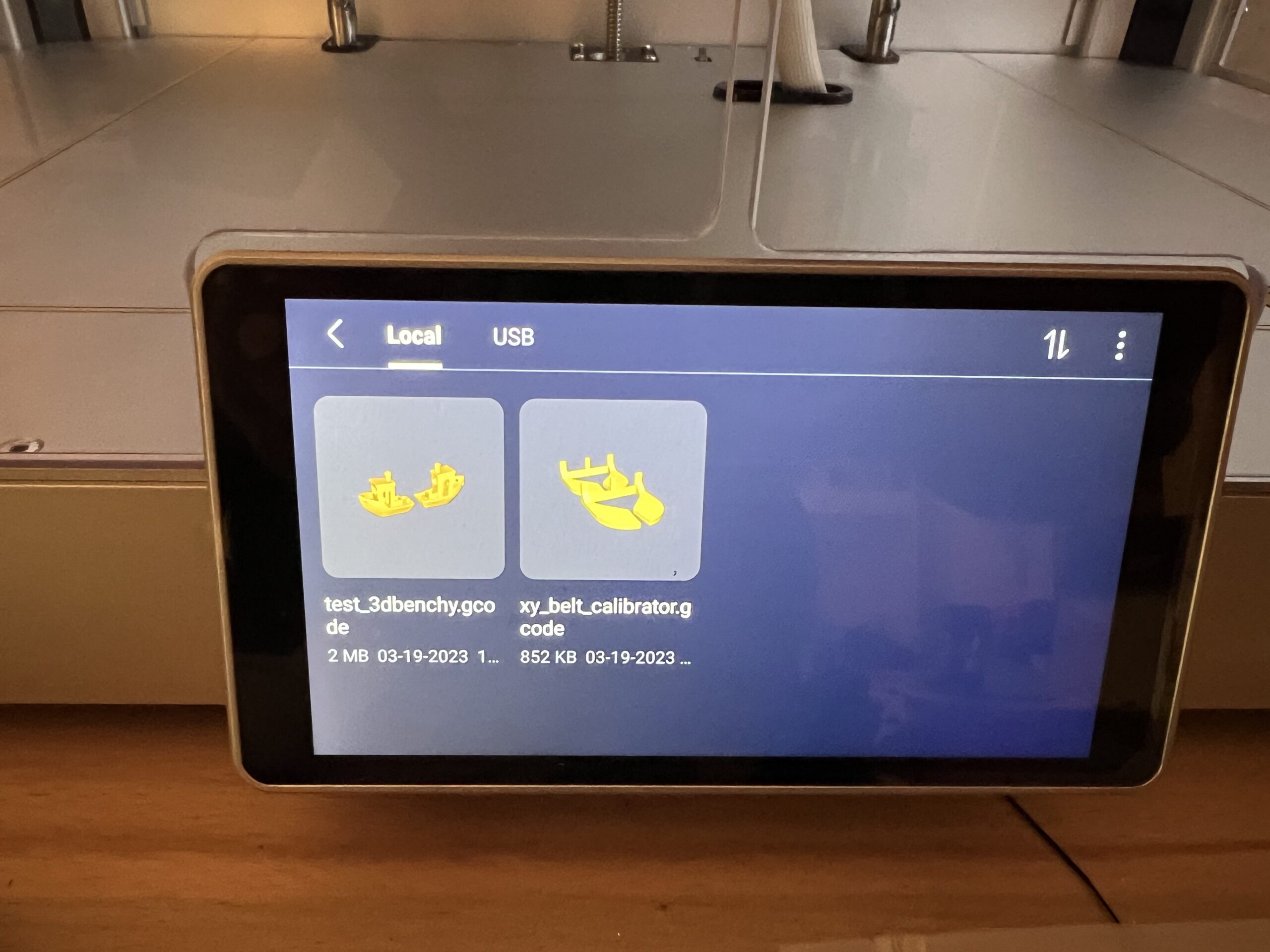 |
Ach so, ja, ok. Davon hat das Display aber nix erzählt und in der Kurzanleitung stand auch nix davon. Wo war das Handbuch nochmal? Auf dem USB Stick….ach nee, der war leer. Auf der Internetseite im Bereich Downloads findet man dann die Bedienungsanleitung. Und irgendwo ganz weit hinten steht auch was von Troubleshooting und eine Anleitung, wie man die Riemen spannt. Und wie sollte es anders sein, sie mussten tatsächlich nachgespannt werden.
Aber nun….Tipp auf die Mirror Benchy Datei und ab gehts.
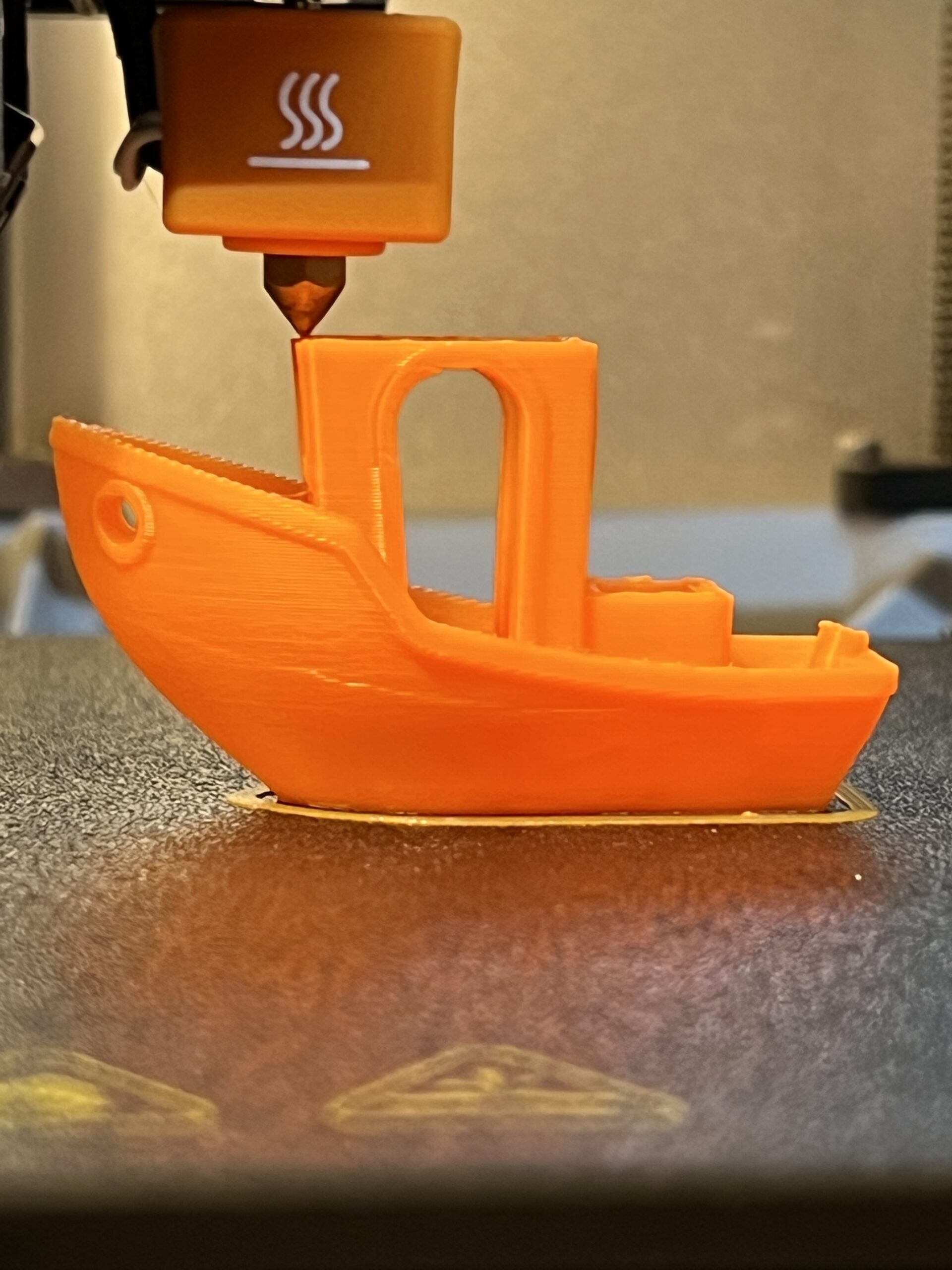 |
 |
 |
 |
Was`n das zur Hölle? So einen Ausdruck habe ich nicht erwartet. Während das mitgelieferte orangene Filament noch einigermaßen ok erscheint, der Druck aber doch zu Wünschen übrig lässt, erinnere ich mich an Aussagen aus dem Snapmaker Forum, dass das mitgelieferte weiße Filament eher „rubbish“ ist. Ok, dann eben gleichen Druck nochmal mit meinem bevorzugten Xingtong-Filament, was auf bisher keinem Drucker Probleme gemacht hat.
 |
Uaahhh…ich war geschockt, enttäuscht, desillusioniert…nicht mehr ich selbst.
Also Alex kontaktiert und nachgefragt, ob sein J1 auch so ein schlechtes Druckbild hat. Wir haben gegenseitig GCodes ausgetauscht, die Einstellungen in Luban verglichen, angepasst und uns ganz langsam immer weiter herangetastet, aber bis zum Ende im Auslieferungszustand des Snapmaker J1 und unter Nutzung von Luban keinen brauchbaren Druck zustande gekriegt.
Hier ein paar der unschönen Ergebnisse, die Alex mit seinem J1 erzeugt hat:


Ich erspare Euch hier den ganzen Müll, den ich erzeugt habe in unzähligen Versuchen mit dieser und jener Einstellung aus dem Slicer, diesem und jenen Filament usw.. Der Snapmaker J1 wollte nicht.
Letztlich wird der Snapmaker J1 als Fertigdrucker in einem Paket mit Slicer ausgeliefert. Der Slicer Luban soll abgestimmt auf den J1 das beste Ergebnis aus der Hardware liefern. Nun, wenn dies das beste Ergebnis der Hardware ist, sage ich mal ganz platt: Es ist eine absolute Frechheit, was hier abgeliefert wird. Besonders auch deshalb, weil ein Name auf dem Gerät prangt, der für Qualität und gute Ergebnisse steht.
Zu Luban habe ich aber auch in der Tat überhaupt keine Lust etwas zu schreiben. Luban ist Cura. Menütechnisch umgestaltet für einfachste Bedienung. Bekannter Weise mag ich Cura schon nicht und Luban dadurch erst recht nicht. Seht es mir nach, dass ich hier meinen anfänglichen Frust nicht an Luban auslassen will. Vielleicht kommt der ein oder andere ja mit diesem Slicer klar.
Ich habe mich dann letztlich dazu entschlossen die Lieferung meiner zweiten Bestellung abzuwarten. Auch in der Hoffnung, dass es sich eventuell um ein Chargenproblem handelt und Snapmaker mit einem silent Update schon etwas nachgebessert hat.
Lange Rede – kurzer Sinn, auch der dritte Snapmaker J1 war aus der Box heraus eine Katastrophe. Wohlgemerkt für den Preis und weil eben Snapmaker vorne dran steht. Jede x-beliebige Chinakiste eines x-beliebigen Herstellers bis 500EUR mit diesem Ergebnis wäre wohl mit einer Empfehlung und dem Hinweis, dass man noch ein wenig selbst investieren muss aus dem Test rausgegangen.
Ich erinnere an meinem Climber 7, der auch heute noch gute Dienste leistet. Dieser Drucker hat keine 300EUR gekostet und macht den Snapmaker J1 klitschnass.
Ein langer Weg
Nun sind seit den ersten Eindrücken des J1 bis zur Veröffentlichung dieses Berichts einige Wochen vergangen. Genauer gesagt habe ich den ersten J1 bereits Ende Februar bekommen und nun Anfang April habe ich sowas wie Frieden mit dem Drucker geschlossen. Nur ist das in keiner Weise der Hilfe oder Unterstützung von Snapmaker geschuldet, denn Snapmaker hat bisher von keinem der gravierenden Probleme Notiz genommen, geschweige probate Lösungen angeboten. Es ist der eigenen Arbeit und auch einer starken Community geschuldet. Vorne weg der User Mechanikus, aber auch unserem Alex, der immer am Ball geblieben ist um doch noch ein brauchbares Gerät aus dem J1 zu machen.
Die Mängel im Einzelnen
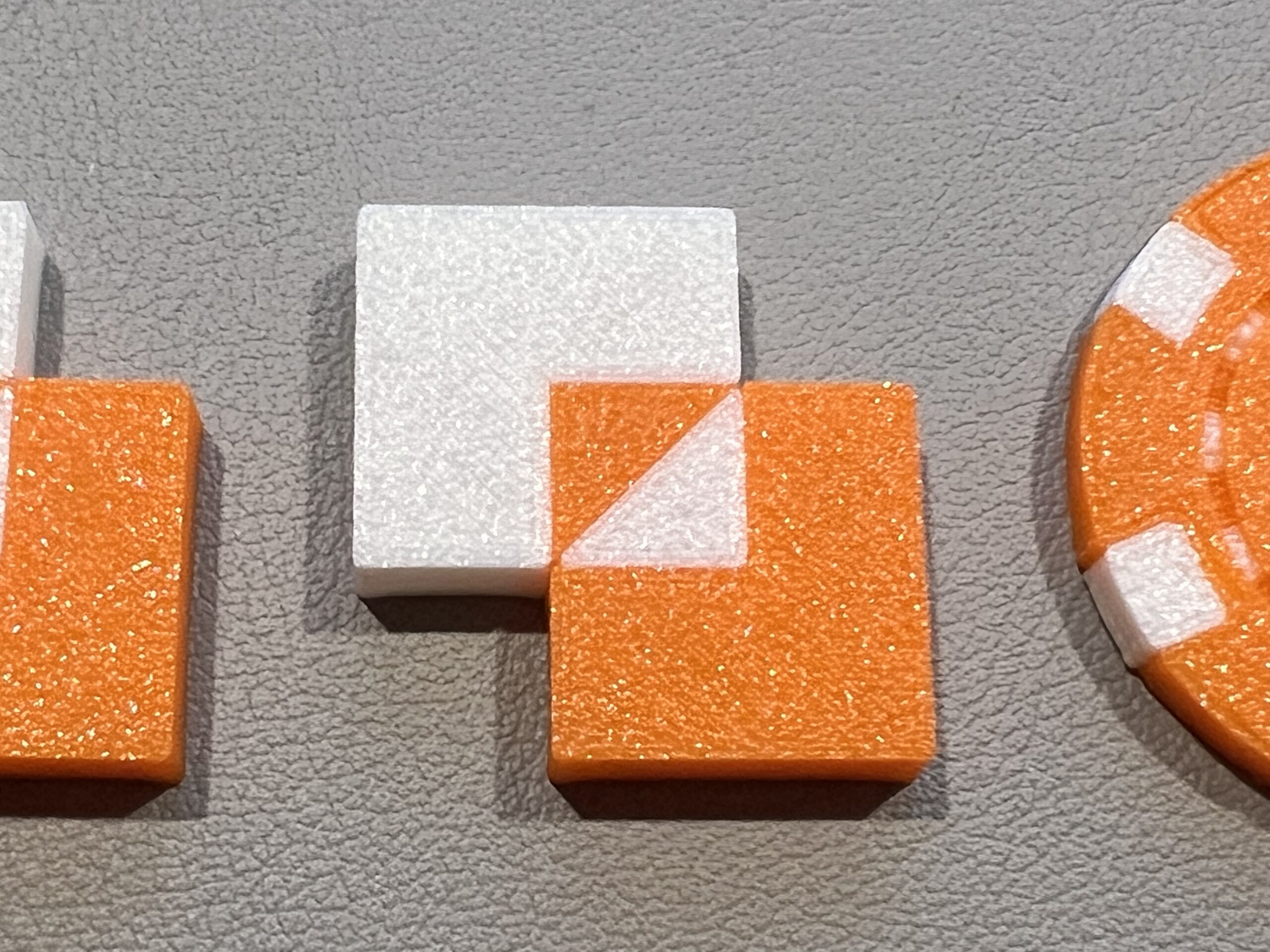
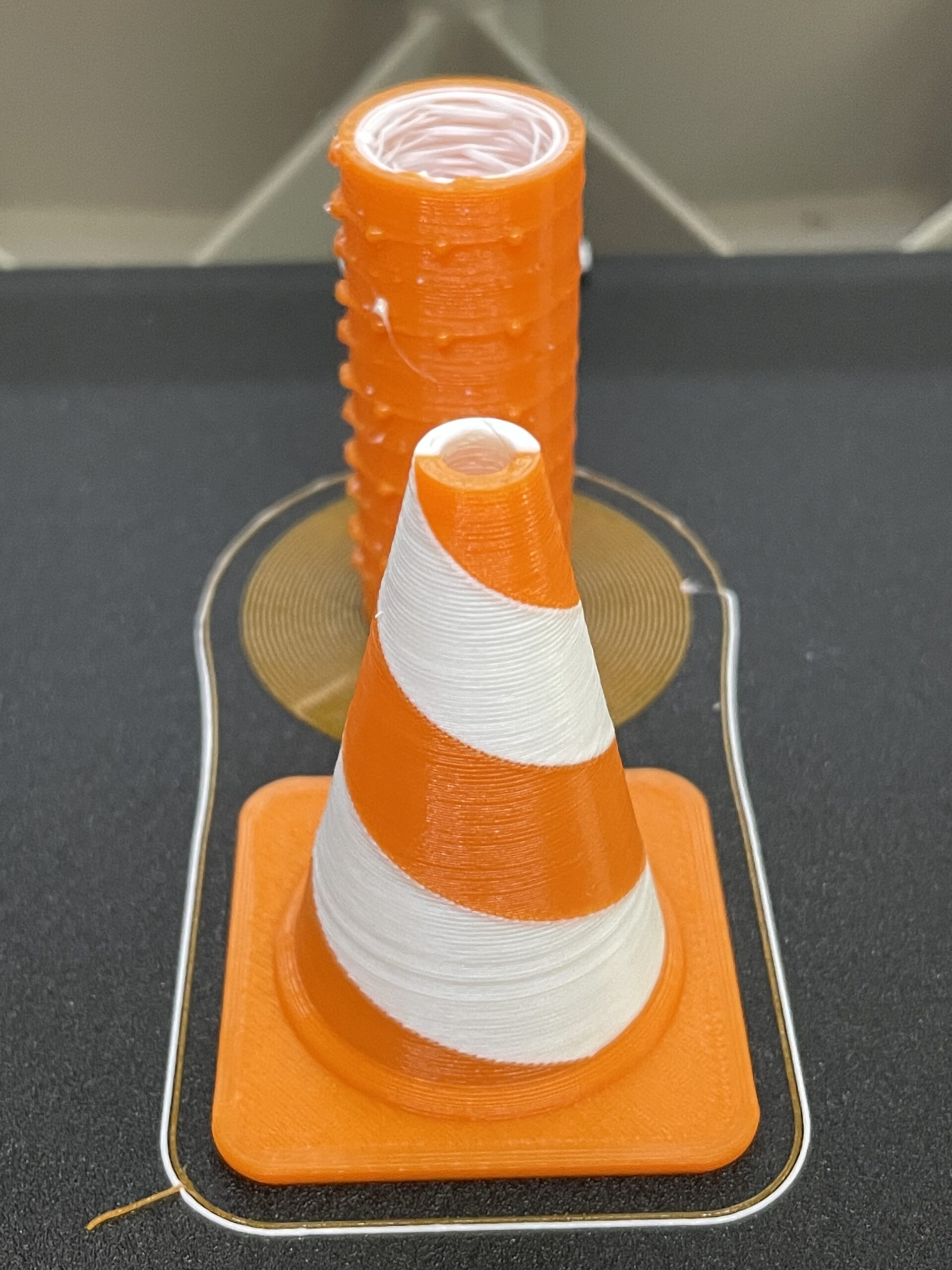
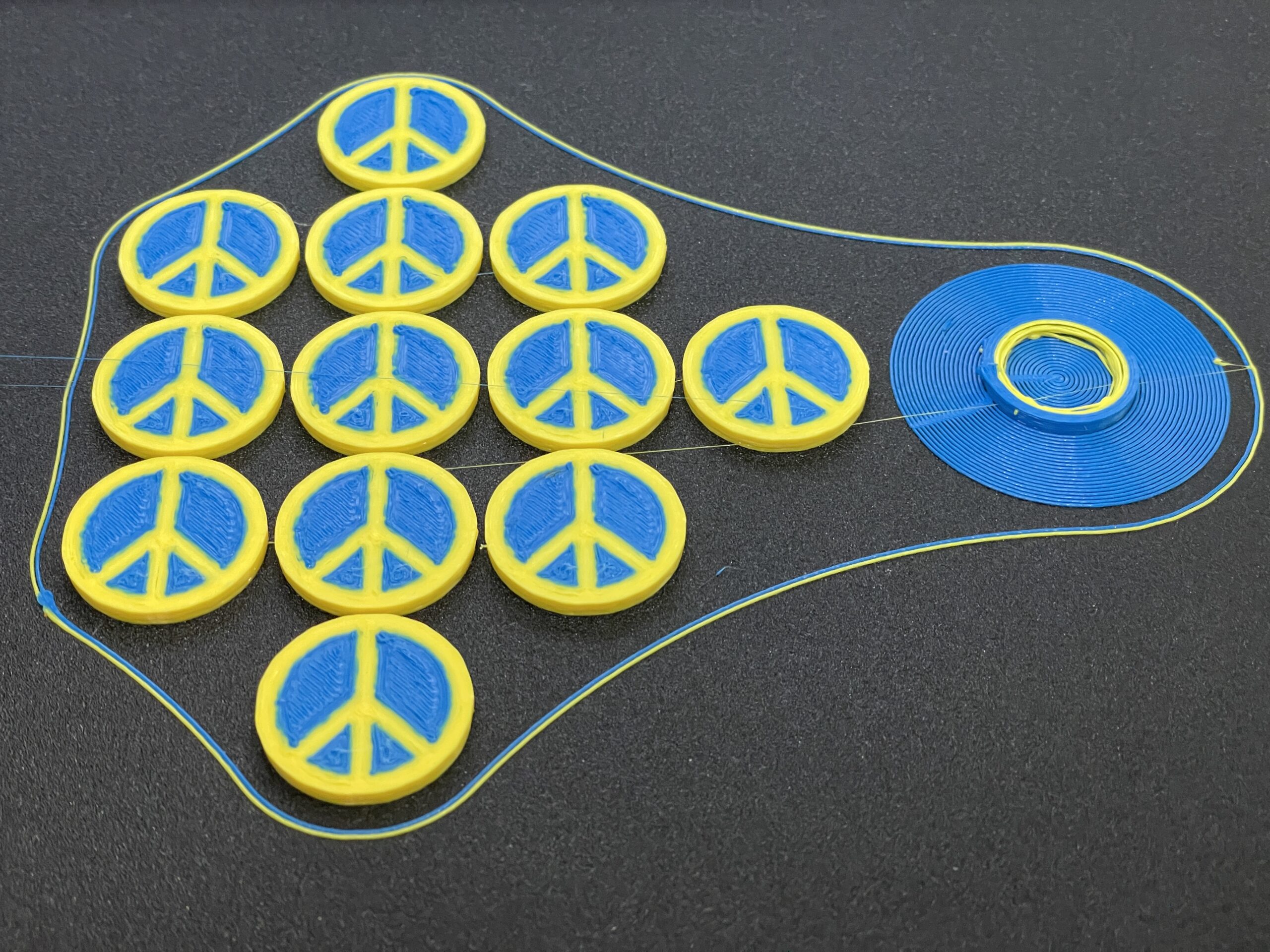
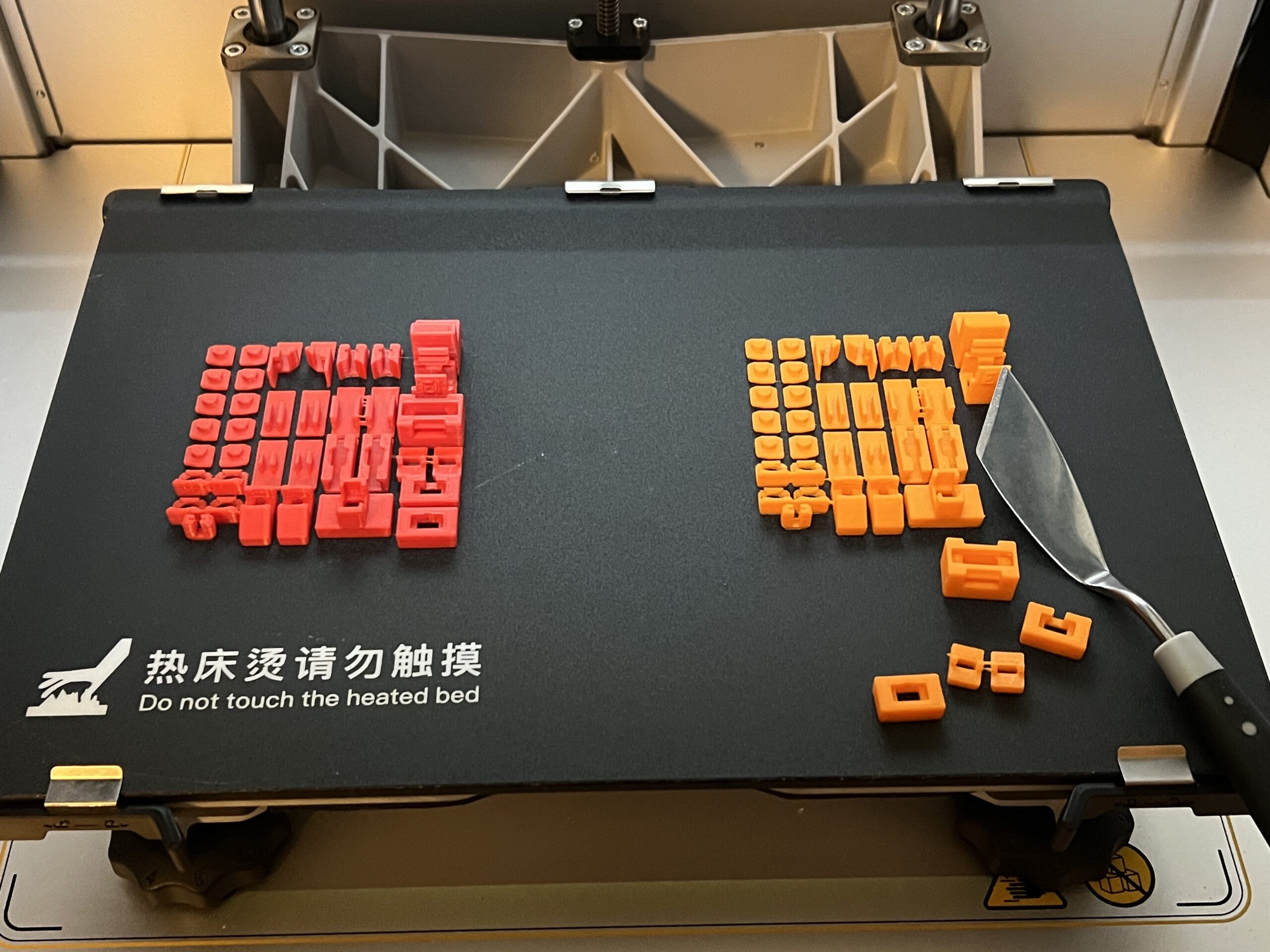
Der Snapmaker J1 verfügt nicht über eine ausreichende Bauteilkühlung. Die schlechte Oberflächenbeschaffenheit ist zu großen Teilen darauf zurück zu führen. Zwei 4010er Radiallüfter, die zwar im Vergleich zu anderen baugleichen Lüftern wie z. B. denen von Creality ordentlich pusten (das hat Alex mit seinen Lüftertests dokumentiert), reichen hier bei Weitem nicht aus um bei hoher Druckgeschwindigkeit und dadurch bedingter höherer Temperatur eine ausreichende Kühlung der Schichten zu gewährleisten. In meinen Tests reichten sie auch noch nicht einmal für Geschwindigkeiten unter 100mm/s aus.
Eine Lösung dafür gibt es hier: Bauteilkühlung optimieren


Kurz zusammenfassend zeigen die drei Bilder die Unterschiede in Aufbau und Druckergebnis zwischen dem Original und der optimierten Version. Weiße Version des Fan Power Tests: original, grüne: optimiert.
Weiterhin hat der Snapmaker J1 ein Hotend, welches bauartbedingt ein Problem mit seiner eigentlich kalten Zone hat, was in vielen Fällen und unter Verwendung bestimmter Filamentsorten zu regelmäßigen Verstopfungen führt. Ich kann das nicht so gut erklären, wie es Mechanikus im oben angegebenen Link schon fast wissenschaftlich getan hat.
Hier wünschte ich mir, dass Snapmaker dieses Problem erkennt und nachbessert. Ein optimiertes Hotend, gerne als Nachrüstset zu einem anderen Preis als die jetzigen Problemhotends kosten, für den J1 Besitzer als kostenfreien Austausch, zumindest aber zu einem extremen Vorteilspreis. Und wenn Snapmaker diese Chance nicht wahrnimmt, dann sollte Slice Engineering jetzt zuschlagen und ein Upgrade-Kit für den J1 rausbringen. Schließlich sind es zu gut 100% deren Bauteile.
Eine Lösung für zum selbstdengeln gibt es hier: Hotend – Fix
Mechanikus hat ebenfalls noch festgestellt, dass die DriveGears des Feeders im Durchmesser nicht den originalen DriveGears des Herstellers mit dem großen „B“ entsprechen. Ich bin ehrlich. Auf sowas wäre ich nicht gekommen. Mitunter auch deshalb nicht, da meine vier Hotends bisher nicht unter einer Verstopfung gelitten haben. Wer aber hier ebenfalls Interesse bekundet sich direkt von einem potentiellen oder bei sich selbst schon vorhandenem Problem zu befreien, der kann hier weiterlesen und die Lösung für sich umsetzen. Die Anleitung hat freundlicher Weise der User JoJo beigesteuert.
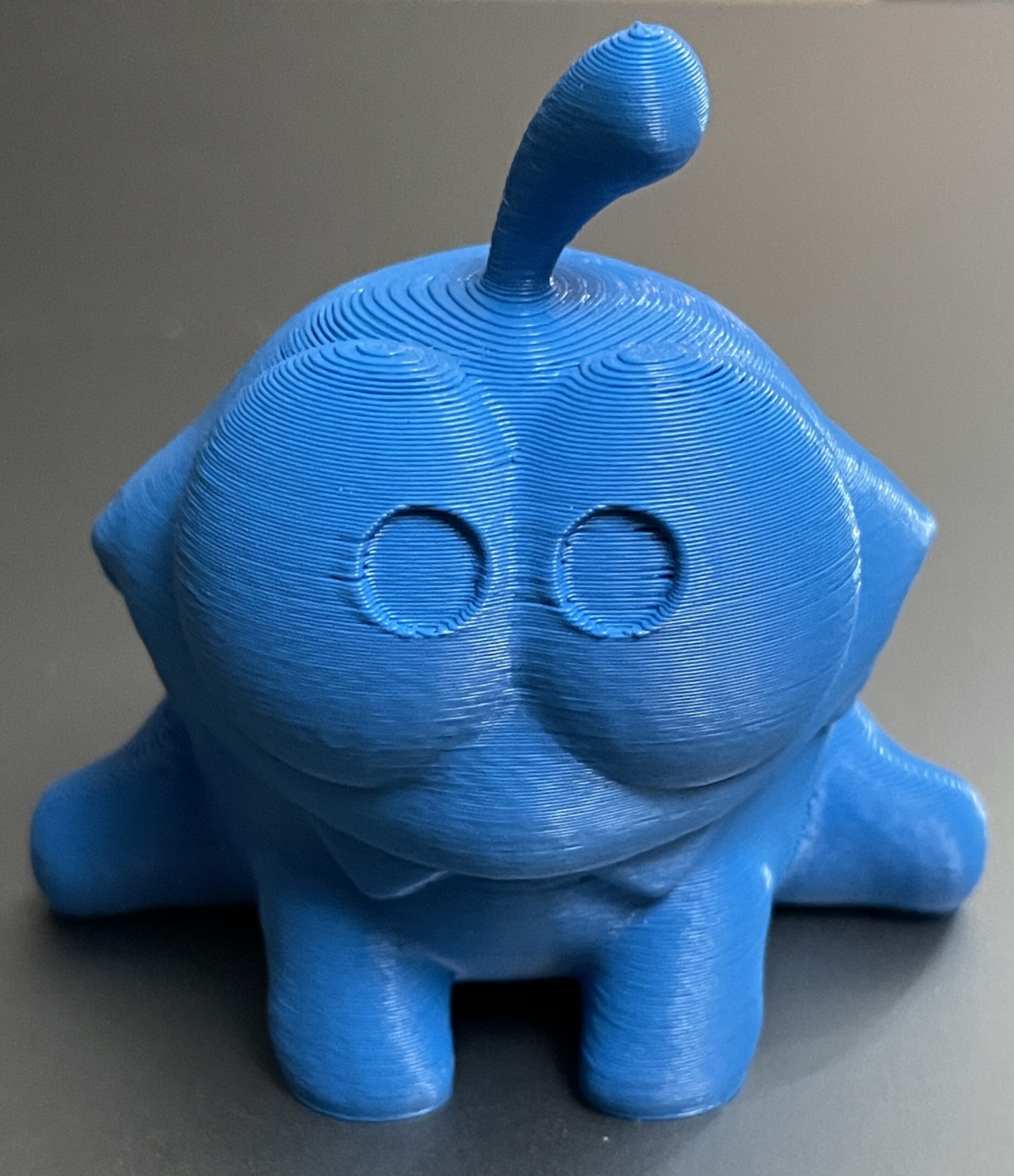
Die Borosilikatplatte mit der für mich eigentlich recht schönen strukturierten Oberfläche verliert sehr schnell ihre Eigenschaft der Haftung. Folge daraus ist, dass Objekte mit wenig Kontaktfläche (ein Benchy wäre schon so eine Größe) sich zwar nicht sofort, sondern ärgerlicher Weise nach einiger Zeit vom Bett lösen. In einer Folge von mindestens 6 Drucken mit unterschiedlicher Platzierung der Objekte auf der Platte ist das Benchy fast immer in der gleichen Druckhöhe vom Bett gefegt worden. Lösungen gibt es sicher zu Hauf dafür. Ein Z-Hop könnte Abhilfe schaffen, tat es aber bei mir nicht. Engeres Leveln, also den Z-Offset näher zum Bett. Half bei mir aber auch nicht. Einzig ein Brim immer im ausreichenden Verhältnis zur Kontaktfläche hat es gerichtet. Nur will ich Objekte in der Größe eines Marvin Key Chain nicht immer mit 50 Brimlinien oder ein Benchy immer mit mindestens 20 Brimlinien drucken.
Ich habe dafür bei mir die Glasplatte umgedreht und einen normalen Bett Sticker auf die Rückseite geklebt. Den Z-Offset auf die Dicke des Stickers (bei mir 0.54mm) höher eingestellt und nun haften auch die kleinsten Objekte. Jetzt ergibt auch der Snapmaker Spachtel einen Sinn. Das ist im Übrigen die Arbeitskleidung der kleinen Helferlein, die Andy schon in seinem Testlabor angeheuert hat. Mal sehen, ob die bei mir auch so fleißig sind.
 |
Desweiteren mag das zwar jetzt nur mein Problem sein, aber Luban nutze ich für den Snapmaker J1 auch nicht mehr. Ich bin von jeher ein Simplify3D User und bisher habe ich den Absprung zu anderen Slicern noch nicht geschafft. Mit der Ausnahme von Flashprint, was für mich eine gelungene Umsetzung für die Zusammenarbeit zwischen Hardware und Software ist und dem für mich auch hervorragenden Bambu Studio, sehe ich den J1 nicht optimal mit Luban gekoppelt, zumindest aber definitiv nicht gut umgesetzt.
Demnach habe ich mir in Anlehnung an meine anderen IDEX Drucker ein eigenes J1 Profil für Simplify3D gebaut. An der Stelle ein besonderer Dank an Alex, der dem Profil den letzten Schliff gegeben und es geschafft hat, den Multifunktionsbefehl M2000 von Snapmaker mit in das ToolChange Script einzubauen. Dadurch wird der Werkzeugwechsel nun auch in S3D in der Geschwindigkeit durchgeführt, wie Snapmaker es für den J1 vorgesehen und in Luban umgesetzt hat. Einzig auf die Online Funktion verzichtet man bei S3D und muss die GCodes althergebracht per USB Stick dem Drucker übergeben. Aber damit kann ich persönlich sehr gut leben.
Das DT3D – Simplify3d Profil für den Snapmaker J1 findet ihr hier.
Kommen wir nun zum Fazit
Selten hat ein Drucker eines Herstellers in unserem Forum so hohe Wellen geschlagen. Der Snapmaker J1 schafft es sogar auf vier angepinnte Themen im Snapmaker Unterforum. Leider aber keine Lobeshymnen, sondern elementare Hilfestellungen bei eklatanten Problemen, die man sich mit dem Gerät ins Haus holt. Ich selbst habe bisher den Hotend-Fix nicht umgesetzt, sondern nur die Bauteilkühlung optimiert und eben die Bettauflage meinen Bedürfnissen angepasst und slice ausschließlich in S3D.
Mit den Ergebnissen bin ich nun erstmal zufrieden. Es haut einen nicht vom Hocker, wie die ersten Drucke eines Flashforge Creator 3 oder außerhalb von IDEX eines Bambu X1C, aber es ist solide.
 |
 |
 |
 |
 |
 |
Damit kann man zumindest erstmal leben. Ich bleibe aber dabei, dass dies kein Ergebnis ist, was man von einem Snapmaker erwartet. Das ist weit unter dem Ruf des Herstellers und auch weit unter dem Potential des Druckers.
Mit dem Umbau der Bauteilkühlung und der Nutzung des S3D Profils habe ich den Snapmaker auf das Level eines Mittelklasse China Druckers gehoben. Allerdings zu einem Preis, der sich dafür schlicht gewaschen hat. Wer hier noch Hand an das Hotend legt, der ist zum eigentlichen UVP nochmal 150 bis 200 EUR nur für die Ersatzteile los, je nachdem ob er ein Hotend Paar oder mehrere mit unterschiedlicher Düsengröße besitzt und zu welchen Lüftern er greifen will, gehts noch höher. Ein Sunon Lüfter mit der von Alex getesteten besten Leistung kostet ca. 15 EUR und davon braucht man schon vier Stück. Dazu kommen zwei Heatbreaks mit jeweils 35 EUR und zwei Düsen mit 8 EUR pro Stück, macht 146 EUR. Und etwas Kleinzeug wie die Hülsen für in den Kühlkörper und Wärmeleitpaste machen auch noch ein paar zig Euro. Nicht zu vergessen dann die Kosten der eigentlichen Hotends aus dem Snapmaker Katalog, die pro Paar auch 120EUR kosten.
Eigentlich kauft man sich für solche umfassenden Umbauten keinen Fix und Fertigdrucker. Und das nur um ihn überhaupt produktiv nutzen zu können.
Warum behalte ich die beiden Geräte trotzdem? Weil eben Snapmaker vorne dran steht und ich die große Hoffnung habe, dass dieser Hersteller seinen bisher guten Ruf nicht unnötig auf die Probe stellen will und mit genügend eigenem Interesse an einer Lösung für die Mängel arbeitet und auch eine solche zu gegebener Zeit anbietet.
Nur leider kann ich zum aktuellen Zeitpunkt nur vom Kauf eines Snapmaker J1 abraten, sofern man ihn mit dem Wunsch kauft, ein Gerät zu besitzen, an dem man nicht basteln muss und ihn so wie ab Werk geliefert vollumfänglich für alle seine beworbenen Fähigkeiten nutzen will. Und dies vielleicht auch noch, wenn man gerade in das Hobby einsteigt und nicht so verrückt ist wie die DT3D Tester.
Es tut mir wirklich leid Snapmaker, aber das war nix. Viel Ankündigung und Erwartung der Käufer mit heißer Luft bedient. Nutzt bitte das Potential dieses Druckers aus und bessert nach.
Am Ende will ich aber auch nicht verheimlichen, dass in den diversen Foren rund um Snapmaker und auch in den Facebook Gruppen, in denen ich selbst auch unterwegs war, es genügend Leute gibt, die mit ihrem J1 auch ohne Umbau zufrieden sind. Nur kenne ich leider deren Anspruch und auch deren Einsatzgebiet für den Drucker nicht. Ich kann nur daran messen, was mir vorliegt. Und hier haben wir eine Quote von 100% Ausschuss. Drei von drei Druckern sind in Gänze identisch in den hier veröffentlichten Ergebnissen.
Wer sich aber selbst ein Bild davon machen möchte und wie ich davon überzeugt ist, dass Snapmaker nachbessert:
Der Snapmaker J1 ist aktuell nicht ab Lager erhältlich. Außer beim Hersteller selbst mit Lieferung im April, ist er wie unten aufgeführt bei folgenden Lieferanten erhältlich.
Werbung
3DPrima – Snapmaker J1 mit unbestimmter Lieferzeit für 1.579EUR
igo3d – Snapmaker J1 mit 3 Monaten Lieferzeit für 1.699EUR
3DJake – Snapmaker auf Lager ab 14. April mit Zustellung bis 15. April für 1.579,99 EUR
Reichelt – Lieferzeit Ende Mai für günstige 1.339,-
Als begeisterter Nutzer meiner IDEX habe ich diesen Test und auch die Forenbeiträge gern umschifft. Nun sind 3D Drucker keine Autos und man kann mehrere gleichzeitig fahren, aber man kann ja nicht alle haben und bevor wieder ein HWV sich seinen Weg bahnt, wenn man wieder mal am Schrauben ist, dachte ich mir, wenn du ihn nicht kennst, hast ihn nicht im Kopf.
Danke für den Test und ich habe gefeiert. „Der Climber 7 macht ihn nass.“ Man berücksichtige dabei nicht nur den ehemaligen Preis, vielmehr den Entwicklungsstand zu seiner Zeit. Und dabei ist mein Climber 7 genau Der, der schon öfter ausfiel. Aber, wenn er eben läuft, dann liefert er auch.
Ich kann das FFF-Profil nicht in V4 inportieren. Habt ihr eine Chance es für V4 zur Verfügung zu stellen?
Danke für die lobende Erwähnung 🙂 Und schön, daß Ihr Pronterface mit dem Drucker zum Laufen bekommen habt! Das Terminal des Repetierhost wollte bei mir mit Firmware 2.4.8 nicht.
Ja, der Bericht faßt es gut zusammen: es könnte eigentlich ein guter und dazu noch schöner Drucker sein – wenn man ihn denn auch fertig entwickelt und richtig getestet hätte…
Mein J1 ist übrigens zwar einer der frühen, aber kein Kickstartermodell mehr. Daher vermute ich, daß sich hardwaretechnisch bisher nicht so viel getan hat. Bekannt ist nur, daß Snapmaker die Linearführungen, mit denen auch einige User erhebliche Probleme hatten, gegen bessere getauscht haben (schwarze Dichtung = alt; grüne Dichtung = neu) und inzwischen vielleicht (hoffentlich!) etwas mehr Wärmeleitpaste benutzen… die Schmieranleitung der Führungen im J1-Handbuch sollte man nebenbei tunlichst ignorieren und sich an die Schmiervorgaben eines beliebigen Herstellers von Profilschienenführungen halten. Die Dinger haben nicht umsonst Schmierbohrungen….
Als bisherige „Lösung“ für die Hotend-Problematik hat Snapmaker soweit mir bekannt lediglich an den Retracteinstellungen einiges eingebremst; Cura hat ja die Einstellungen „maximale Anzahl von Einzügen“ und „Fenster minimaler Extrusionsabstand“. Die sind meines Wissens mittlerweile gegenüber den ursprünglich genutzten Defaultwerten massiv reduziert worden, womit man das Auftreten des Ärgers mit dem Hotend zumindest mal erheblich reduzieren kann.
Zum Druckbett: ich habe ja mittlerweile die ganzen elektrischen Verbindungen im Drucker nachgemessen und dokumentiert (siehe Forum), da ich Snapmaker da nach der bisherigen Erfahrung und den diversen leicht zu provozierenden Hängern der Steuerung (z.B.: einfach mal Hotend aufheizen und währenddessen versuchen zu homen…) nicht so recht traue und dem Drucker, wenn sich das nicht schnell und grundlegend ändert, eine vernünftige und offene Elektronik verpassen will.
Daher kann ich auch zumindest mal sagen, daß alle Kontaktpunkte auf dem Druckbett zusammen auf auf eine gemeinsame Masseleitung gelegt sind (der Pluspol ist dann am Druckkopf und führt zur Düse) – ein versehentliches Kurzschließen mit einer Metallauflage sollte also keine Probleme bereiten.
Ergänzung: was aber bei einer Metallauflage kritisch sein kann, ist eine mögliche Verletzung des schwarzen Isolationslacks zu den Heizbahnen hin. Dann hat man nämlich sehr schnell einen Kurzschluß von 24V zur Masse, und mir sind zumindest keine offensichtlichen Sicherungen auf dem Controllerboard aufgefallen, die das Board dann retten könnten…
Danke für den tollen Bericht, wirklich Klasse.
Habe meinen J1 im Januar bestellt und war ganz begeistert von dem Gerät was man bis dahin gesehen und gelesen hatte. Meiner sollte ja nun ende April eintrudeln aber was ich in der Wartezeit so lesen mußte hat mir doch die Freude genommen.
Denkt ihr das Snapmaker das noch auf die Reihe bekommt und auch den Kunden mit verpfuschten Druckern entgegen kommt oder wäre es schlauer den Drucker erst garned auszupacken und gleich wieder original verpackt loswerden?
Weil für den Preis hatte ich eigendlich schon ein top Gerät erwartet. Will an nem €1400,- nicht rumbasteln müssen, das kann ich auch an nem billigen.
Was Du mit Deiner Bestellung machst und wie Du mit Infos aus dem Internet diesbezüglich umgehen magst, kannst nur Du entscheiden. Der Aufwand die Lüfter zu tauschen ist nicht der größte und wenn Du nicht wie Alex und ich die Kabel der originalen Lüfter ablötest, sondern Dir die passenden Stecker besorgst, dann kannst Du diesen Umbau auch immer zu 100% rückgängig machen.
Grundsätzlich bin ich der Meinung, jeder, der mit dem Snapmaker J1 ein Problem hat, sollte das auch mit dem Support versuchen zu klären. Irgendwann werden die vielleicht auch merken, wo anzusetzen ist.
Aber es kann natürlich auch gut sein, dass Du mit dem Gerät zufrieden bist. Wenn man in den Foren liest, dann hält es sich mit leichter Tendenz zu Problemgeräten die Waage. Es sind sehr viele Nutzer mit ihrem Gerät zufrieden.
Was allerdings auch daran liegen kann, da es zwischen dem Serienmodell und dem Kickstarter Modell doch einige Unterschiede zu geben scheint. Allerdings kann ich leider nicht sagen welche und ob es auch die Hardware oder nur die anfangs ausgelieferte Software betrifft. Eine Gegenüberstellung zwischen Kickstarter Modell und Serienmodell habe ich leider nicht gefunden.
Danke für deine Einschätzung.
Ich denke mal wenn der Postbote mit dem Paket vor der Tür steht, kann ich e nicht anders als den Drucker auszupacken.
Da die Bestellung ja zwischendurch um einen Monat verlängert wurde könnte es ja doch sein das da was verändert wurde.
Ich hoffe mal das beste, würde es mir wünschen.
Klasse Bericht. Danke für den sehr informativen Bericht.
Von Snapmaker hatte ich bisher nur gutes gelesen. Aber das hier ist eine echte Enttäuschung. Ich stand damals auch vor der Entscheidung J1 oder X1C. Ob meine Entscheidung richtig war, wird man nach einigen Monaten wissen. Stand jetzt war die Entscheidung aber richtig. Ich kann nicht verstehen, wie man so etwas auf den Markt bringen kann. Mir kann da keiner sagen, dass das nur Einzelfälle sind. Schade auch, dass Snapmaker nicht auf Deine Fragen eingegangen ist.
Schön geschriebener Bericht zu einem leider nicht so schönen Drucker…
Ich habe noch ein paar Bilder eingefügt.
Danke für den ausführlichen Bericht. Ich bin ja immer noch in Erwartung m€ines Gerätes und werde die drei angesprochenen Hardwarefixes sofort einbauen – Teile liegen schon hier. Hilft ja nix…
Magst du verraten, welche Haftfolie du auf das Glasbett gepappt hast?
Hallo Miq19
Ich hatte noch einen großen Creality Sticker in 500×500 aus dem ich die 320×200 herausgeschnitten habe. Der war ursprünglich Ersatz für einen CR10Max. Von dem habe ich auch noch die Alu Auflage. Da werde ich mal testen, ob ich die nicht auch sägen kann und dann ein abnehmbares magnetisches Bett kreieren kann. Müsste aber erst testen, ob die Meßpunkte auf dem Snapmaker Bett durch Metallkontakt nicht verrückt spielen.
Ansonsten geht wohl jeder Sticker, der Dir beliebt und die Größe hergibt.
Aktuell langt es auf jeden Fall um alles an Drucken auch auf dem Bett zu halten.
Hi David, Dir, Alex und allen Mitwirkenden danke für Eure Geduld und Kraft die Ursachen zu erforschen und weitgehend abzustellen. Da ist bei Snapmaker ja etwas mächtig schief gelaufen. Schade, dass solche Firmen dann nicht kommunizieren und Fehler eingestehen. Das würde doch eher Vertrauen schaffen.
Oh man, sehr schade. Die Umsetztung der Bauteilkühlung will so gar nicht zur hohen Qualität von Snapmaker passen. Ich hab zwar keinen, konnte mir davon aber ein Bild bei dir machen. Verarbeitung ist wirklich hochwertig und dann patzen die bei der Kühlung…tststs…
Aber gut, der potentielle Kunde ist erstmal vorgewarnt und zur Not kann man auch dran arbeiten (was man jedoch bei DEM Preis eigentlich nicht will) 😉
P.S. Was sehe ich denn da auf dem Druckbett? …sind das wohl erste Gewerkschafts Helferlein?!? 🙂
P.P.S. Beim Netzteil Namen waren die auch sehr einfallsreich, ich musste direkt an Matt Damon in „The Great Wall“ denken…
Ja, steht auch so im Bericht. Ist die Arbeitskleidung. Sechs Helfer haben sich schon beworben. Ich führe grad Einstellungsgespräche.