
Keine Schichtlinien! 3D-Drucke glätten ohne Schleifen
Ihr hasst sichtbare Schichtlinien? Ihr wollt 3D-Drucke glätten, ohne stundenlang schleifen zu müssen? Ihr wollt Eure Drucke bemalen, aber direkt auf PLA/PETG ist doof? Dann hier weiter lesen.
Schichtlinien entfernen und Glätten von 3D-Drucken
Schichtlinien beim FDM Druck sind nicht sexy. Der übliche Ansatz ist mit Füller / Primer Spray besprühen und dann schleifen, mehrmals, bis es glatt genug ist. Das ist mühsam und teilweise gar nicht richtig möglich, z.b. bei selbst gedruckten Tabletop-Miniaturen oder Formen mit vielen Rundungen. Wie schön wär es, eine Methode zu finden, ohne Schleifen?
Ich hatte schon mal hier im Blog vorgestellt, die 2K Harze von SmoothOn oder Z-Poxy, das funktioniert, ist aber umständlicher (weil 2 Komponenten, die im richtigen Verhältnis angemischt werden müssen) und nicht unbedingt billig. Mir sind die beiden Harze zudem zu dickflüssig und zu teuer.
Hier mal die Ausgangslage:
ja, das ist ein sehr einfacher Druck, das könnte man auch noch problemlos klassisch Fillern und Schleifen, das ist mir aber zu lästig:
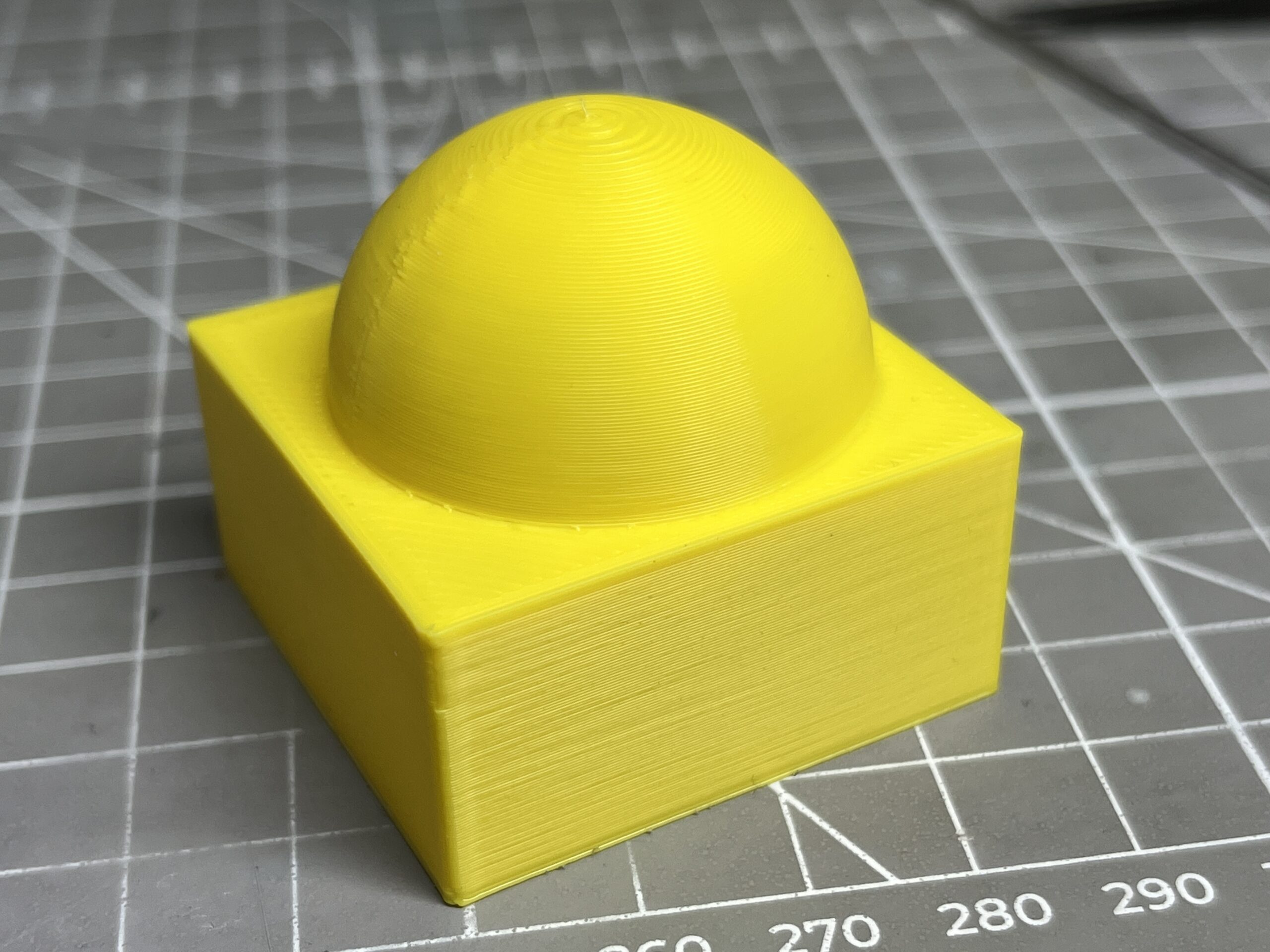
Das ist ein Druck mit PLA, 0,2 mm Schichthöhe und weil wir es eilig haben, mit 400 mm/s auf dem Flsun V400 gedruckt. Links an der Kuppel das Markenzeichen aktueller Cura Versionen: eine zitterige Z-Naht.
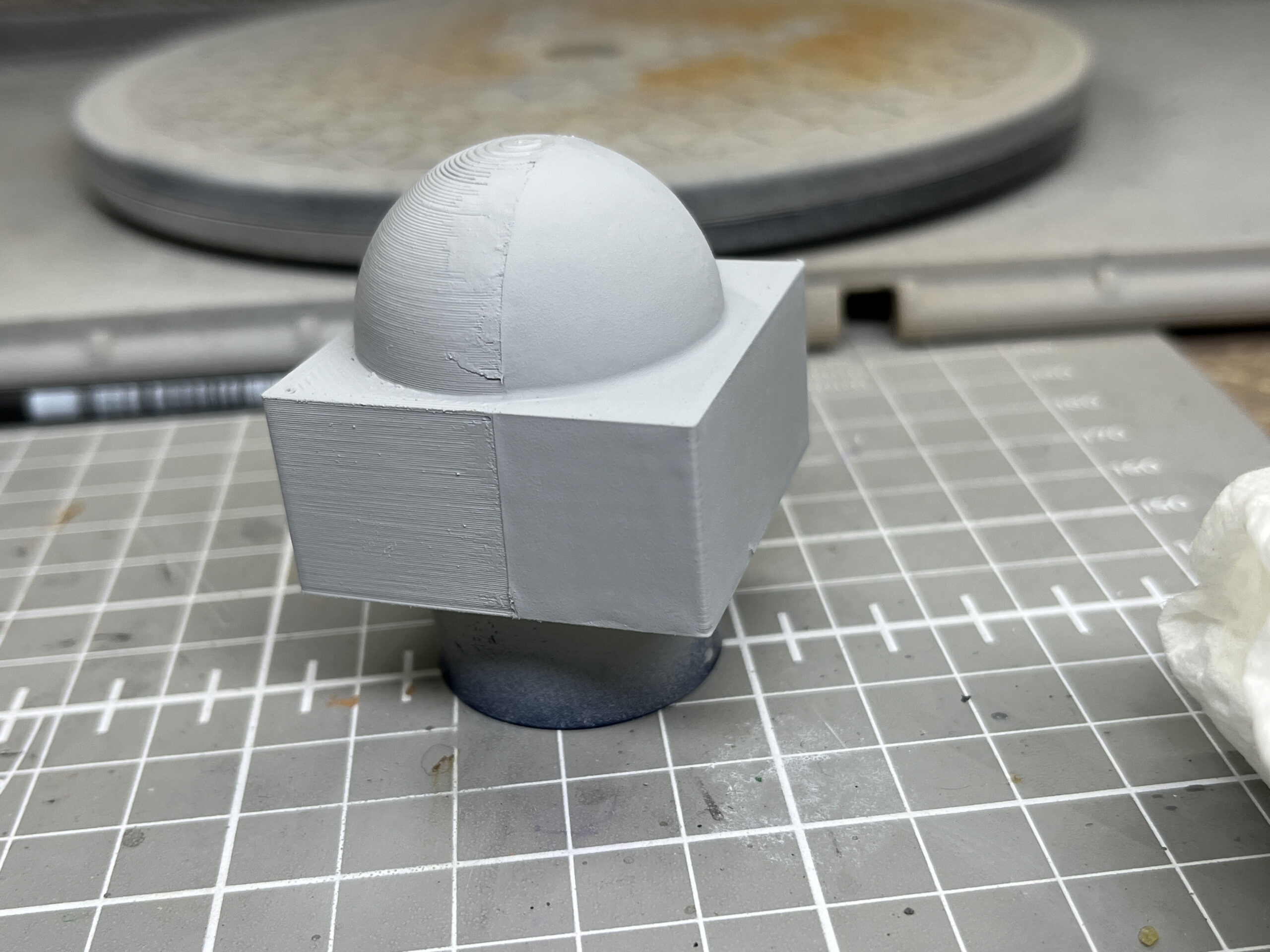
Damit der Vorher-Nachher Effekt deutlicher wird, habe ich einfach mal die Hälfte des Druckteils mit Tamiya Klebeband (ich meine das waren 10 mm) von amazon.de abgeklebt:

Links im Edelstahl-Schälchen (Amazon), die ich sehr gerne zum Malen nutze, befindet sich ein uralter Rest von Elegoos Water Washable Resin. Drucken will ich damit nichts mehr, eigentlich hätte ich es bei nächster Gelegenheit bei der Schadstoff-Sammlung abgegeben. Aber so bekommt das alte Resin sogar noch eine sinnvolle Verwendung.
Das Edelstahl-Schälchen ist auch insofern praktisch: wenn man das Resin da drin aushärten lässt, kann man das durchgetrocknete Resin mit einem Schraubenzieher als harte Platte raushebeln. Glas, z.B. eine kleine Glasschale eignet sich meistens auch sehr gut dazu.
Warum nutze ich Water Washable Resin zum Glätten?
Weil ich das Resin mit einem billigen Schulfarbkasten-Pinsel auftrage und ich diesen problemlos mit Wasser und Künstlerseife (Amazon) wieder auswaschen kann.
Künstlerseife, damit dem Künstler sein Pinsel immer spitz und sauber bleibt …
Erm … ja … Sorry, manchmal kann ich mich nicht bremsen.
Es funktioniert auch jeder andere Rest von Resin für den Resindruck, wer keine Resinreste hat, fragt mal herum, ich denke mal viele andere Resindrucker (also die Benutzer) haben auch noch irgendwo Reste stehen, die auch entsorgt werden sollten. Wenn hier in meiner Gegend einer Resinreste braucht, gebt Bescheid.
Nehmt keine teuren Pinsel, solang der Pinsel nicht haart, ist alles gut.
Hat man einmal nicht aufgepasst und den Pinsel aus Versehen mit gehärtet, kann man ihn danach als Dart-Pfeil benutzen. Bei einem Echt-Haar-Pinsel, die gerne mal bis zu 20,- Euro kosten, macht man das vermutlich genau ein Mal.
… und dann wird einfach mal lustig drauflos gepinselt. Also, das 3D-Druck Resin auf das zu glättende Modell pinseln. Ohne weitere Vorbehandlung.
(Gut, wenn man das Teil schon öfter mit Fettfingern angetatscht hat, ist mit bissel Spüli vorher noch schnell abwaschen kein Fehler. Trocknen nicht vergessen.)
 Dieses Foto entstand nach dem Aufpinseln und Zwischenhärten von drei Resin-Schichten. Macht nicht zu viel Resin auf den Pinsel, wir wollen Resin-Seen und Laufnasen vermeiden.
Dieses Foto entstand nach dem Aufpinseln und Zwischenhärten von drei Resin-Schichten. Macht nicht zu viel Resin auf den Pinsel, wir wollen Resin-Seen und Laufnasen vermeiden.
Wenn sich irgendwo zu viel Resin sammelt, kann man es mit dem Pinsel, der zuvor auf einem Zewa ausgestrichen wurde, auch wieder etwas abtragen.
Das hier von mir benutzte „Keramik grau“ Resin sieht in der Tat etwas schmutzig aus, da ich sowieso bemalen will, ist mir das egal, wer das Druckstück möglichst unverändert im Farbton erhalten will, müsste dann auf ein Clear, eventuell sogar Crystal-Clear Resin ausweichen, wie z.b. das von mir sehr geschätzte MonoCure Crystal Tuff Resin.
Außerdem wird das Objekt durch das Bestreichen mit Resin immer stark glänzend. Matt wird ein Resindruck in der Regel durch das Waschen z.b. in Alkohol. Hier waschen wir nichts, wir pinseln auf und härten. Soll das Teil am Ende matt sein, würde sich ein Mattlack hinterher anbieten. Ich benutze gerne AK Interactive 11237 Matt Varnish (Amazon). Aber ich komme vom Thema ab.
Wir waren beim Härten:
Zwischen den Schichten verwende ich diese kleine UV Taschenlampe zum Zwischenhärten der gerade aufgetragenen Resinschicht:

Ich hab nicht den Hauch einer Ahnung, ob diese Lampe nun gut oder schlecht ist. Ich weiß nur, sie war billig, frisst drei AAA-Batterien und sie funktioniert. War mit Rückgaberecht und wie gesagt nicht teuer, ich hab etwa 10 Euro dafür bezahlt, gekauft auch wieder bei, Ihr ahnt es sicher schon, UV-Lampe bei Amazon.de.
(Die Lampe nutze ich auch, um den Rest im Schälchen am Ende auszuhärten).
Damit leuchte ich mir so eine Minute die gerade aufgetragene Schicht „trocken“, das geht echt ruckzuck und kann dann sofort die nächste Schicht auftragen. Wie gesagt, ich mache meist so 3 Schichten.
Am Glanz kann man gut erkennen, ob man schon genug gepinselt hat.

Sieht jetzt auf den ersten Blick nicht ganz so super aus, aber mal noch keine Panik aufkommen lassen.
Nach dem Zwischenhärten der letzten Schicht werfe ich das Ding in meine Cure Station für so 5 Minuten für das endgültige Aushärten.

Wer keine Cure-Station hat, stellt das Teil ein paar Stunden in die Sonne oder vielleicht tuts dafür ja auch die Taschenlampe? Da kann man sich ja auch recht einfach einen Lampenhalter für Drucken.
Ich mache mir die Mühe nur, wenn ich das Teil dann am Ende auch tatsächlich bemalen will, also kommt bei mir immer noch eine Schicht Airbrush Primer darauf, damit geht auch der Glanz weg und man kann das Ergebnis besser beurteilen. Hier also das Teststück nach einer Schicht Primer:
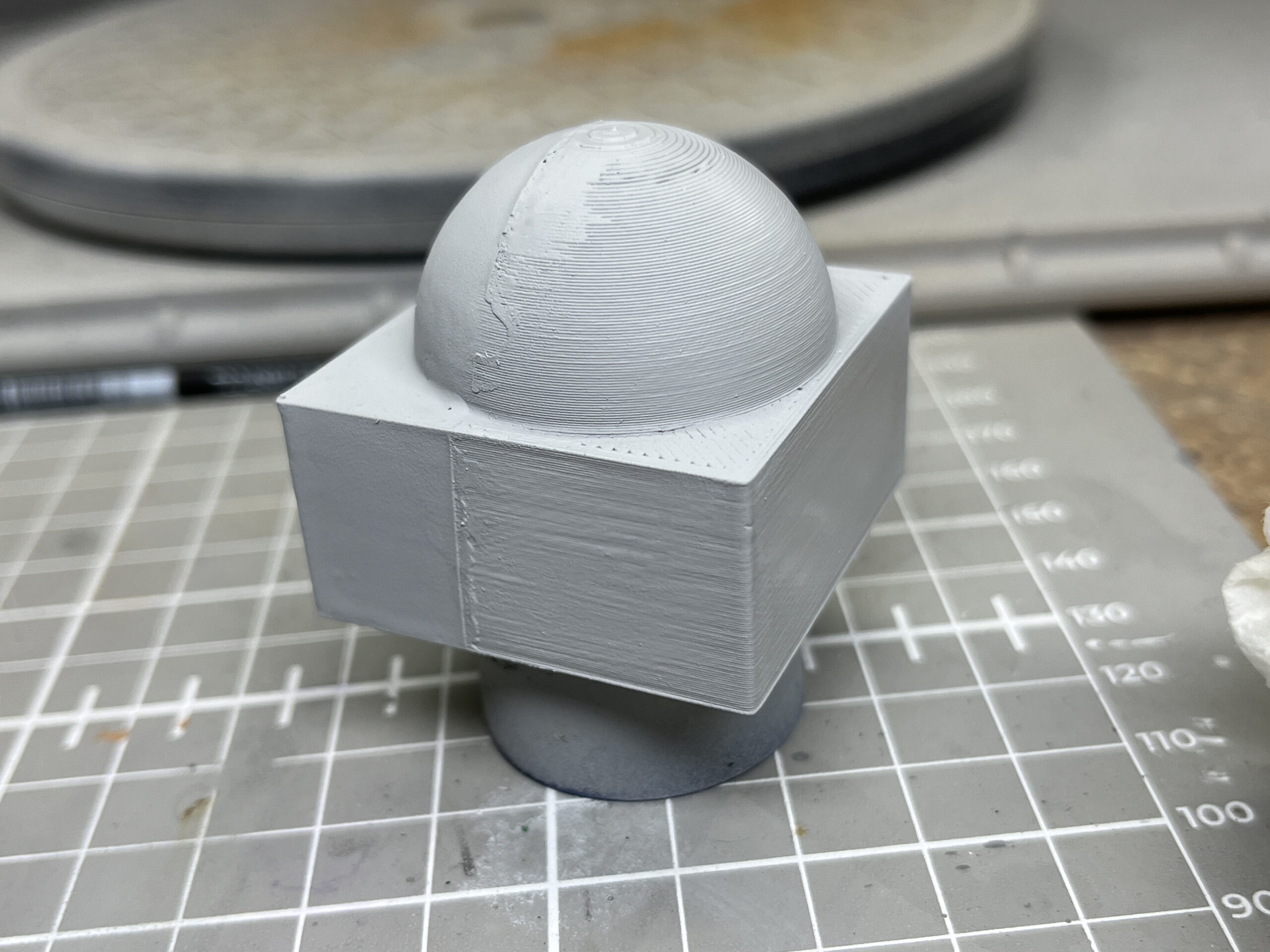
Ich meine, das Ergebnis spricht Bände. Ja, das ist mir jetzt nicht 100 % perfekt geglückt, ich hab mir jetzt auch nicht so die Mühe gegeben, das perfekt zu machen, aber auch so schon: Die Verbesserung ist eindeutig. Und das ganz ohne auch nur einmal ein Stück Schleifpapier auch nur anzuschauen.
Jetzt stellt Euch mal vor, wie gut das werden kann, wenn man dann doch noch ein bissel schleifen würde …
3D-Druck Resin zum Glätten von FDM Drucken?
Ja, kann ich nur empfehlen.
3D Resin als Grundlage zum Bemalen?
Wer schonmal versucht hat, direkt mit Acrylfarbe oder Künstler-Lackstiften auf einem PLA Druck zu malen, hat sicher auch gemerkt, dass das gar nicht so einfach ist. Die Farbe fließt sehr gerne entlang der Schichtlinien davon bzw. kriecht komisch ins Material hinein. Der werte Kollege Andy „Kreuzfelder“ schrieb neulich: „Nee, PLA bemalen fange ich gar nicht erst an!“
Ja, nee, ich kann es ihm nicht ganz verübeln, Resindrucke bemalen ist einfach viel angenehmer. Unser mit Resin bestrichenes Modell verhält sich jetzt nach dem Härten genau wie ein Resindruck. Und die Schichtlinien sind ja auch weg.
Also, Herr Kreuzfelder, jetzt gibts keine Ausreden mehr, jetzt will ich auch bemalte FDM Drucke sehen 😉
Fairerweise muss man auch sagen, dass eine einfache Schicht mit einem Füller / Primer-Spray das Problem mit den Farben auch schon lösen würde … aber dann haben wir ja immer noch die Schichtlinien.
Nachtrag
… um die ersten Kommentare mal nochmal hier aufzugreifen:
- Ja, durch das Bestreichen mit dem Drucker-Resin wird das Druckteil nach dem Härten auch wasserdicht (wenn man alle Ritzen erwischt hat). Toll z.B. für Vasen im Vasenmodus gedruckt. Oder selbst gedruckte Blumentöpfe. Für Getränke oder Lebensmittel ist 3D-Druck-Harze in aller Regel nicht zugelassen, hierfür gibt es spezielle Kunstharze, habe ich mir sagen lassen, die man stattdessen verwenden sollte.
- Angenehmer Nebeneffekt: ein löchriger Druck (z.b. wegen Unterextrusion) oder die dünnen Wände der Drucke im Vasenmodus werden mit dem Auffüllen der Ritzen mit gehärtetem Resin auch stabiler. Das Ganze hat natürlich auch seine Grenzen irgendwo, aber es hilft.
- Nicht vom Begriff „Wasser-waschbar“ verwirren lassen: im ausgehärteten Zustand ist auch Wasser-waschbares Resin wasserfest.
- Auch ein wichtiger Hinweis: das Wasser, mit dem man den Pinsel auswäscht, nicht ins Klo kippen. Ich habe zum Pinsel waschen ein kleines Glas, das lasse ich einfach verdunsten. Viel kommt da eh nicht zusammen. Durchgehärtetes bzw. getrocknetes Resin darf in den Restmüll. Also die Krümel, die nach dem Verdunsten im Glas zurückbleiben. Resinreste auf dem Zewa, die durch das Ausstreichen des Pinsels zurückbleiben, kann man ebenfalls kurz mit der Lampe noch ganz aushärten und dann darf das Zewa ebenfalls in den Restmüll.
… und Ihr so?
Habt Ihr das auch schonmal versucht? Was haltet Ihr davon, Eure FDM Drucke mit Resin zu bepinseln?
Gerne in die Kommentare 🙂
Ich finde es ja noch viel interessanter für diejenigen, die gerne schleifen und danach lackieren möchten.
Statt zuvor aufwändig zu spachteln, nutzt man einfach das Resin und schleift danach.
Sollte doch auch gehen, oder?
Werde ich auf jeden Fall demnächst ausprobieren.
Danke für den tollen Bericht!!
Ja, das geht wunderbar.. Das komplett gehärtete Resin schleift sich recht angenehm..
Hey super Bericht! 1000 Dank.
Ich habe mir einen Gußform für eine Zementfigur (Tetrapoden) gedruckt und hatte immer die Drucklinien auf der gegossenen Figur…Da es Beton war liess sich das natürlich schleifen….aber hey! wenn man einen Prozessschritt sparen kann….Sehr coole Lösung…Allerdings hebt sich das Resin von der Gussform an manchen stellen etwas ab…also es entsteht so eine Art Blase…liegt das Dara das sich das Resin beim Aushärten etwas „zusammenzieht“? Eine Idee wie sich das vermeiden lässt? Ansonsten alles super…Danke!
Dein Lieblingswort ist „Resin“ oder?
Warum sagen eigentlich alle dieses hässliche Wort und nich Harz (was die deutsche Übersetzung von Resin ist).
Viele eleganter als UV-Kunstharz finde ich bei diversen FDM Polymeren die Variante mit Aceton-Dampf. Macht glatt, geht schneller, einfacher, farbtreu, günstiger… in Summe einfach deutlich besser. Damit lässt sich über affiliate nicht so viel Geld verdienen…. schade
Ich hatte mir so ein ISO glättendes PLA gekauft, und war eigentlich davon nicht so begeistert. Ich vermute Aceton-Dampf geht in dieselbe Richtung?
ABS mit Aceton klappt deutlich besser als PVB mit Iso glätten.. Das Problem ist der Gestank, wenn Dus mal versuchen magst, dringende Empfehlung: geh ins Freie damit.
Du wirst lachen. zum Thema Aceton bedampfen gibt es auch mehr als genug Sachen, die per Affi verlinkt werden können. vom Einmachglas bis zur Atemschutzmaske.
Das Bedampfen von ABS mit Aceton hat auch einen Haken: Mein Problem damit ist, dass mir ABS im Druck schon zu sehr stinkt, dann gehts direkt weiter damit, dass ich das Bedampfen mit Sicherheit nicht in der Wohnung machen werde.. wogegen das mit Resin bepinseln in der Waschküche vorm offenen Fenster für mich noch tragbar ist.
Aceton funktioniert halt mit ABS und ASA aber dann ist schon Ende. Es gibt auch extra Harz zum glätten von 3D-Drucken. Ist auch nicht günstiger und wer ohnehin einen Harz-Drucker hat, der wird sicher auch etwas Harz übrig haben, um einen Druck zu glätten.
Warum regst Du Dich über Affi-Links auf. Ja. Diese Seite finanziert sich damit. Gebühren haben wir keine. Werbung von 3. Hand wollen wir nicht. Reich wird davon sicher keiner.
Die Lösung ist einfach und genial. Nur darauf kommen muss man erst einmal.
Danke und Daumen hoch.
Lass es dir gut gehen. Und die beste UV Lampe ist immer noch die, die man hat.
LG theMario
Der Umwelt zuliebe könnte man eine für mich identisch aussehende Taschenlampe auch bei Aliexpress kaufen, da kostet die inlusive Versand nur 1,50€, hat aber dann keine Batterien. Da ich schon eine große Menge entsprechender Akkus zu liegen habe, macht das für mich Sinn 😉
Ich frage mich noch, wie diese LEDs sich von denen der Wash&Cure-Stationen unterscheiden… bei denen wurde ja immer so viel Wert auf Sicherheit gelegt, man konnte die Leuchten nur anschalten wenn der Sichtschutz unten war. Bei den Taschenlampen hingegen sieht man auf den Werbebildern immer, wie sich gegenseitig ins Gesicht geleuchtet wird, um die UV-Farbe sichtbar zu machen…
Ich denke, das ist nicht wegen der Sicherheit, sondern weil man vermeiden will, dass sich in der Nähe befindliche Resin nicht mit UV Licht in Kontakt kommt. Meist hat man ja den Drucker und Material in der Nähe von so einer Station.
Mit einer besseren UV-Taschenlampe (365 nm, mit einer (!) Marken-LED. Ich benutze eine Convoy S2 mit Nichia-LED) reicht es, zwei Sekunden drauf zu leuchten. Das erleichtert und beschleunigt das Arbeiten sehr.
Man sollte aber sämtliche Harze und Harzdrucker im Raum verschliessen. Da gibt es lustige YouTube-Videos zu…
Falls man das Harz hinterher schleifen möchte sollte es wie beschrieben wirklich ganz ausgehärtet sein. Der reaktive Epoxid-Staub könnte sonst sehr giftig sein, ähnlich wie bei 2K-Epoxid. Nass schleifen liefert die besten Oberflächen, muss aber nicht sein.
Da muss man erst einmal drauf kommen. Hätte gedacht, dass es jetzt um Aceton geht.
Daumen hoch Stephan.
findet ihr nicht dass da schleifen schneller zu einer eher beseren oberflaeche fuehrt?
Schneller nicht, nein. PLA schleift sich zudem nicht so gut.
Besser in diesem sehr simplen Objekt ja.
Bei einem komplizierterem Modell, mit vielen Rundungen, Unterschneidungen ist Schleifen dann auch mal schnell sehr schwierig.
Aber: Du musst das mit dem Resin nicht nutzen. wenn Du die Muße dazu hast, zu schleifen, ordentlich zu spachteln, dann tue es. Das hier ist eine schnelle Methode für Leute, die eben nicht schleifen wollen, ohne Anspruch an Perfektion. Wers perfekt will, muss leiden.
ja. hatte ich mir dann auch gedacht dass es fuer organischere formen vielleicht a gute sach is. weil zum einen sind da mache (zb tannenzapfen) nahezu haendisch nicht schleifbar und zum anderen stoeren da dann auch diese minimalen dellen oder glanzstellen nicht.
aber weil du halt hier so ein einfaches geometrische modell genommen hattest und ich auch exakt nur so einfachere formen nutze hatte ich das andere schlicht nicht auf dem schirm.
und – ja – hast recht – dafuer isses ne gute methode.
Schleifen bei einem Modell mit Vertiefungen oder vorstehend Teilen funktioniert überhaupt nicht gut.
Da scheint mir die Resin Methode viel besser. Super Anleitung!
stimmt! kam mir nach meinem post auch. nur kann man hier nimmer nachtraeglich aendern. und ich als master of desaster brauch normal drei anlaeufe minimum bis a beitrag passt.
Bitte auch noch ganz klar erwähnen, dass auch Water Washable Resin nichts im Abfluss zu suchen hat! Absolut giftig das Zeug und das Waschwasser muss speziell entsorgt werden. Also bitte nicht einfach den Pinsel unter laufendem Wasser auswaschen.
Ich hab doch nur einen Daumen pro Hand zum hoch strecken!
Jo. Hab auch schon überlegt, die Objekte in Harz zu tauchen und obtropfen zu lassen bevor ich die in das Fenster zum Aushärten stelle. Hab einige Zylinder im Vasenmodus hier stehen. Sollte als Schälchen wohl genügen. Oder greift das Harz PLA, ABS oder PET an? Nicht das die Suppe hier breit läuft.
Ich meine FEPShop hat mal geschrieben, dass ihre in ABS gedruckte Resintanks undicht werden und man deshalb die eigenen Resintanks in PLA druckt.
Zu PETG weiss ich nix.
OK. Dann nehm ich nur die PLA Zylinder. Hab noch genug hier stehen.
Wenn das Harz nur kurz aufgetragen und dann ausgehärtet wird passiert bei keinem mir bekannten Druckmaterial etwas. Auch nicht bei ABS.
Wenn das Harz ausgehärtet ist ist es chemisch passiv.
Ein Behälter für flüssiges Harz ist monate- oder jahrelang in Kontakt mit den vielen reaktiven Chemikalien. Das ist eine ganz andere Belastung.
Epoxidharz ist übrigens eine empfohlene Methode gedruckte Teile wasserdicht zu bekommen.
Das klappt mit Druckharz natürlich auch und es ist sogar einfacher mehrere Schichten zu machen.
Danke! Hast schon recht. Ist auch kein wirkliches Problem. Die Zylinder fallen als Testdrucke ohnehin hier an. Im Normalfall sind die auch dicht.
Toller Bericht. Vielen Dank!