Ender3 S1 Testbericht
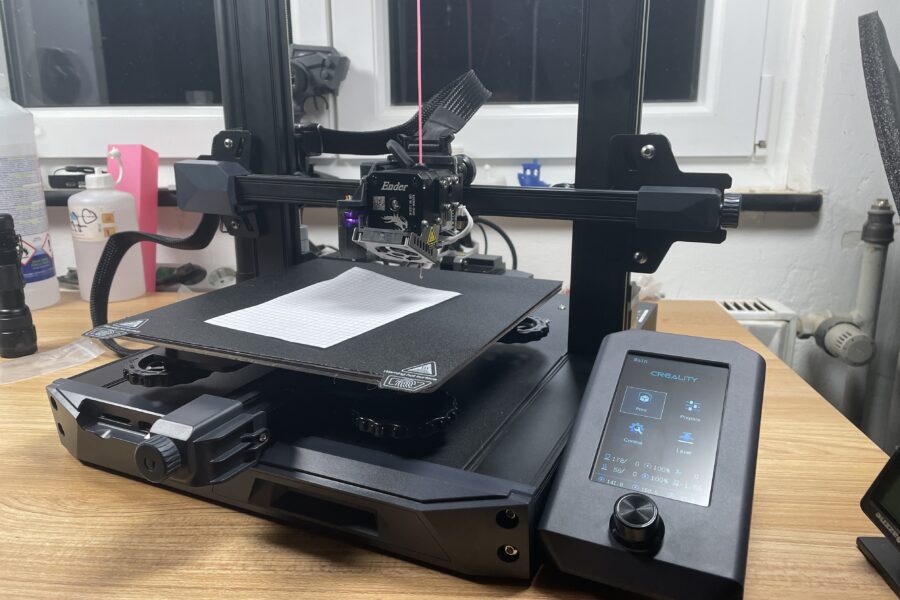
Creality’s neuer Ender 3 S1 bringt frischen Wind in der Ender Reihe und dürfte den Klon-Herstellern selbigen wieder etwas aus den Segeln nehmen. Warum lest Ihr hier.
Es gab in letzter Zeit immer wieder Ender 3 Clone, die mir summa Summarum besser gefallen hatten als die original Ender 3 Modelle. Mit dem Ender 3 S1 macht Creality nun wieder einigen Boden gut.


Lieferumfang:

- weitgehend vormontierter Drucker mit einem Druckvolumen von 220x220x270mm
- Neuer Sprite Direkt Extruder mit DualGear, bis max 260°C (angeblich)
- Heizbett 235×235, aber nun als Magnetflex System mit Federstahl und Faketak Druckfolie, bis 100°C (angeblich). 4 Räder zum leveln.
- für PLA, PETG, TPU/Flex, Holz, PP bedingt ASA/ABS, PC. Kein abrasives Filament.
- 32bit Mainboard auf Basis Marlin 2.x mit Silent Stepper Treibern, normal großer SD-Kartenslot und USB-C Buchse zur Verbindung mit einem PC/RasPi
- Farb-Display mit „Touch-ähnlicher“ Oberfläche aber dennoch Dreh-Klick Encoder
- ABL Sensor „Creality CR-Touch“ (ein Bl-Touch Clone) als Z-Endstop und für das Erstellen eines Korrektur-Mesh. Ein klassischer Z-Endstop liegt optional mit bei.
- Rollenhalter mit Filamentende-Sensor
- Alles notwendige Werkzeug. inkl. Seitenschneider, nutzlose Spachtel, Düsen-Reinigungsnadel.
- Stromkabel, kein USB Kabel – nicht mal ein Blaues
- Ersatzdüse
- es sollte eine SD-Karte und ein Kartenleser beiliegen, beides fehlte in meinem Paket
- sehr klein gedruckte englische Anleitung
- die Werkzeuglade hat Creality trotz der neu gestalteten Plastikfront auch wieder beim Ender3 S1 eingebaut:

Montage:
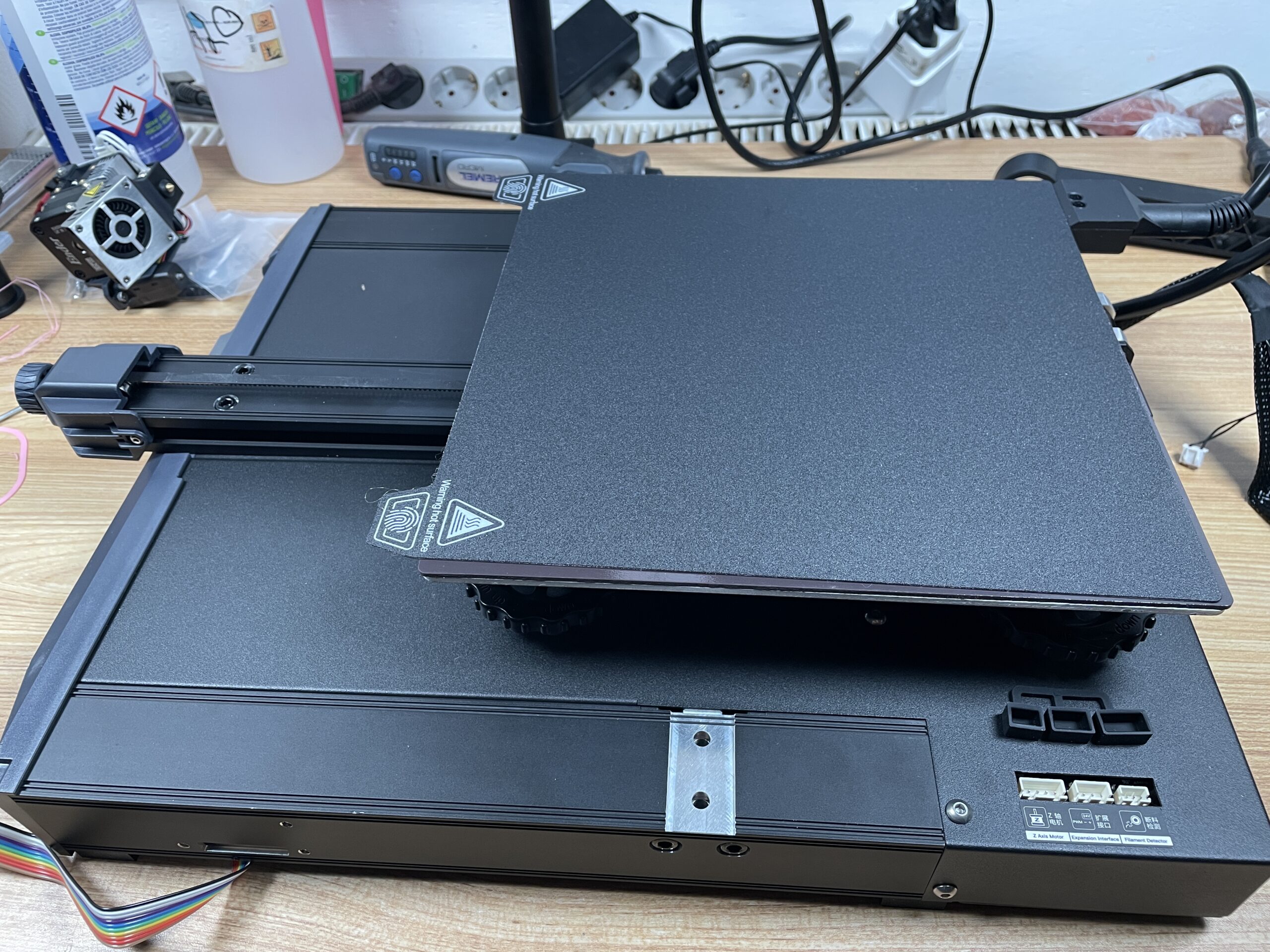
Der Grad der Vormontage des Ender 3 S1 ist nochmal höher als bei den früheren Ender3. Im Grunde sind es nun 2 fixfertig vormontierte Teile, die Basis mit der Y-Achse, sowie der Galgen mit X und Z Achse, die einfach nur mit 4 Schrauben zusammen geschraubt werden müssen.

Und als letzten Schritt muss dann noch Rollenhalter, das Display und der fertige Druckkopf angeschraubt und diverse beschriftete und verpolungssichere Kabel in die passenden Buchsen gesteckt werden.
Bitte das Prüfen der Exzenter Hülsen an den Rollen jeweils einer Seite der Schlitten für Bett, Druckkopf und die Z-Schlitten nicht vergessen. Mit den Exzentern wird eventuell vorhandenes Spiel der Rollen beseitigt, damit da nichts mehr wackelt.
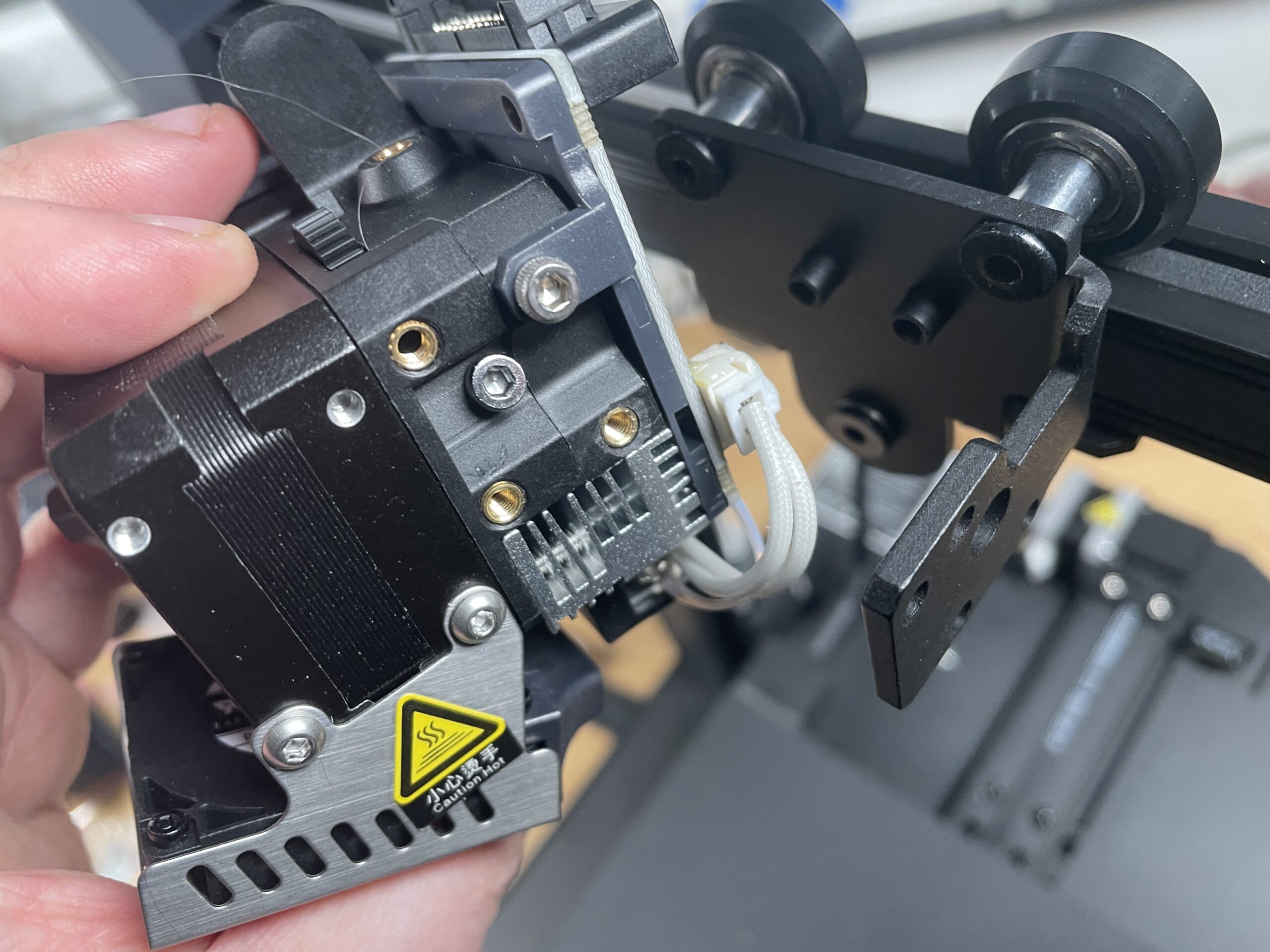
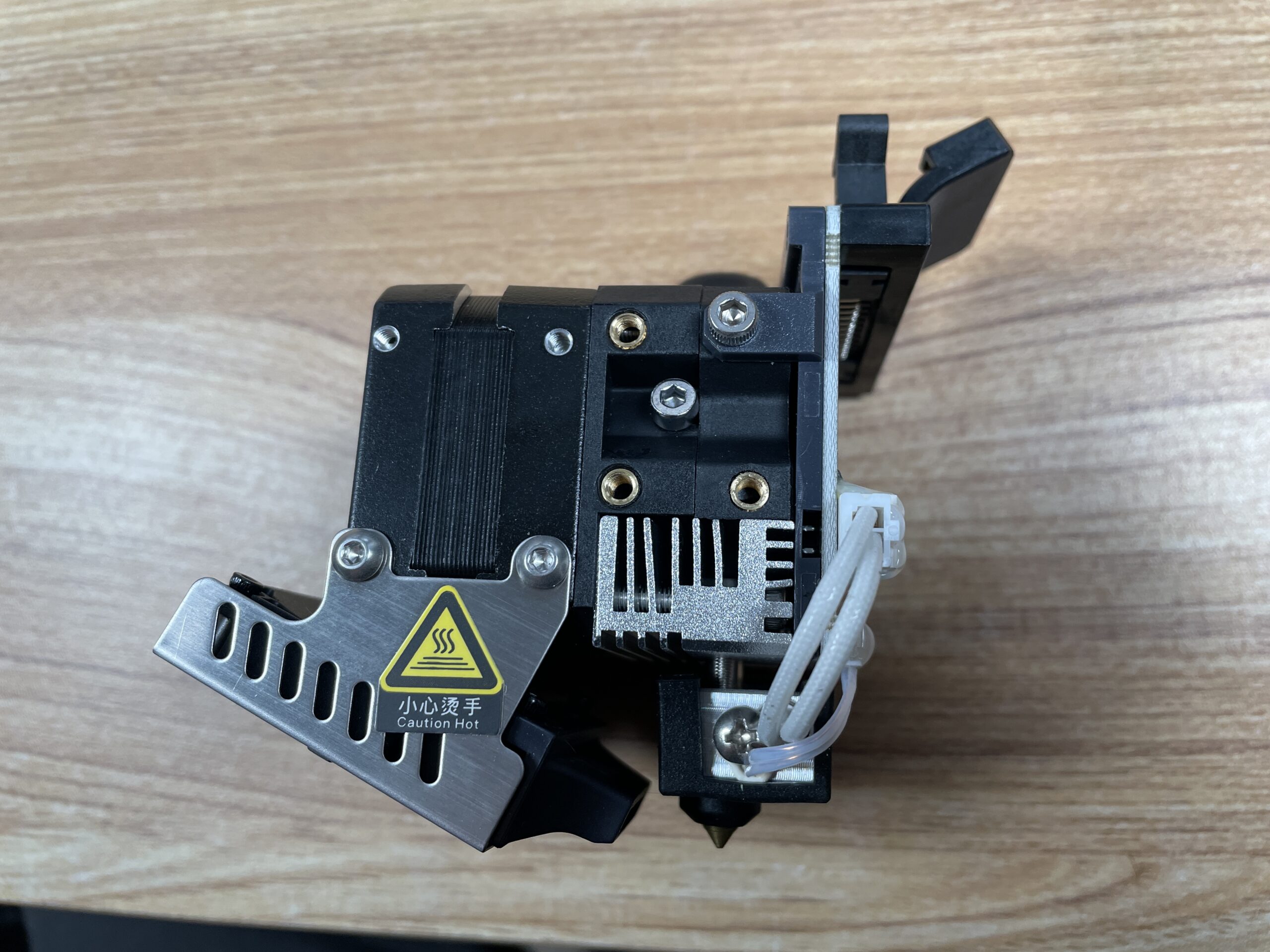
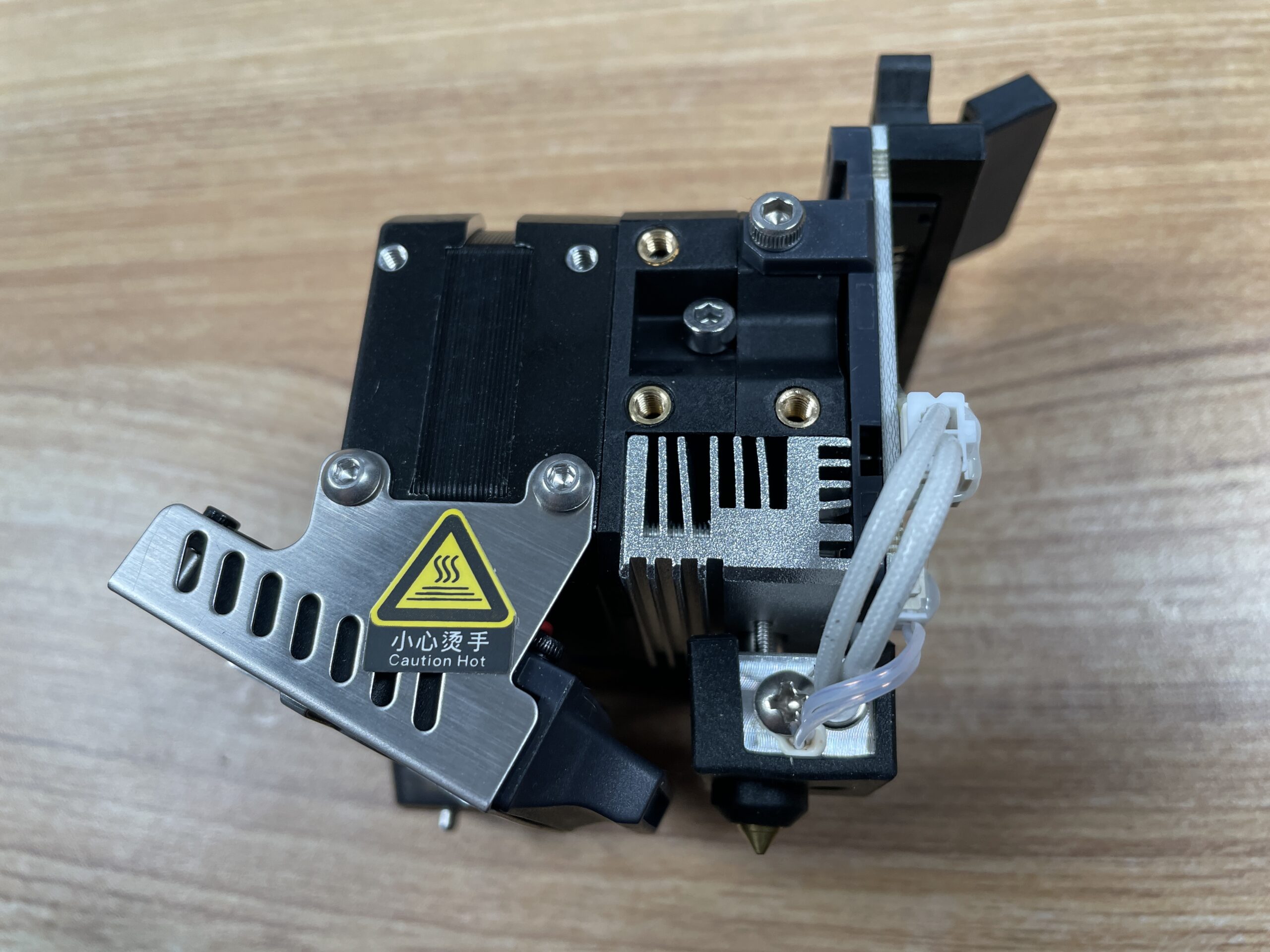
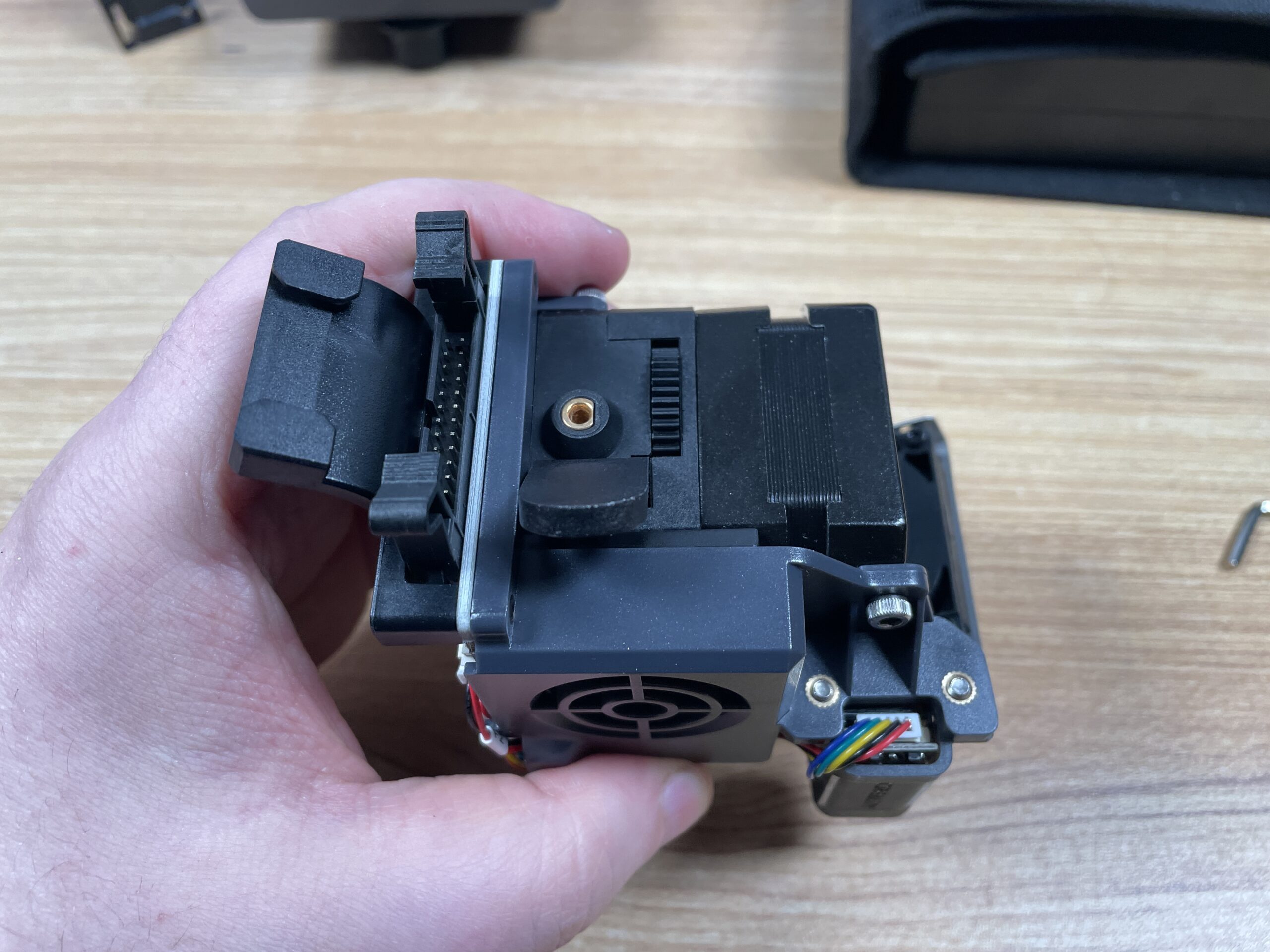
Man beachte den komplett neu designten Druckkopf, Creality nennt ihn den Sprite Extruder: ein Direkt-Extruder ohne Bowden mit untersetzten DualGears – also doppelten Zahnrädern für besseren Grip – ganz nach dem Vorbild von Bondtech. Und einstellbaren Anpressdruck. Und für den hat Creality dann auch die Montageplatte etwas modifiziert:
Die Montage ist recht einfach, geht schnell von der Hand und ist auch von Einsteigern gut in ca. 20 Minuten zu schaffen.
Mechanik
Am Grundkonzept hat sich nichts geändert. Rollen in V-Slot Profilen, allerdings hat der Ender 3 S1 nun einen doppelten Z-Antrieb, mit 2 Motoren und koppelt diese mit einem Synchronriemen. Der doppelte Z-Antrieb hilft mit dem höheren Gewicht des neuen Sprite Direkt-Extruders. Da der Synchronriemen ordentlich gespannt ist, sind die Lager oben nun fest und kein Loslager mehr. Wahrscheinlich deshalb sind die lockeren Schrauben an den Spindelmuttern nun wieder als Ausgleich für möglicherweise nicht ganz gerade Trapezspindeln wieder da.
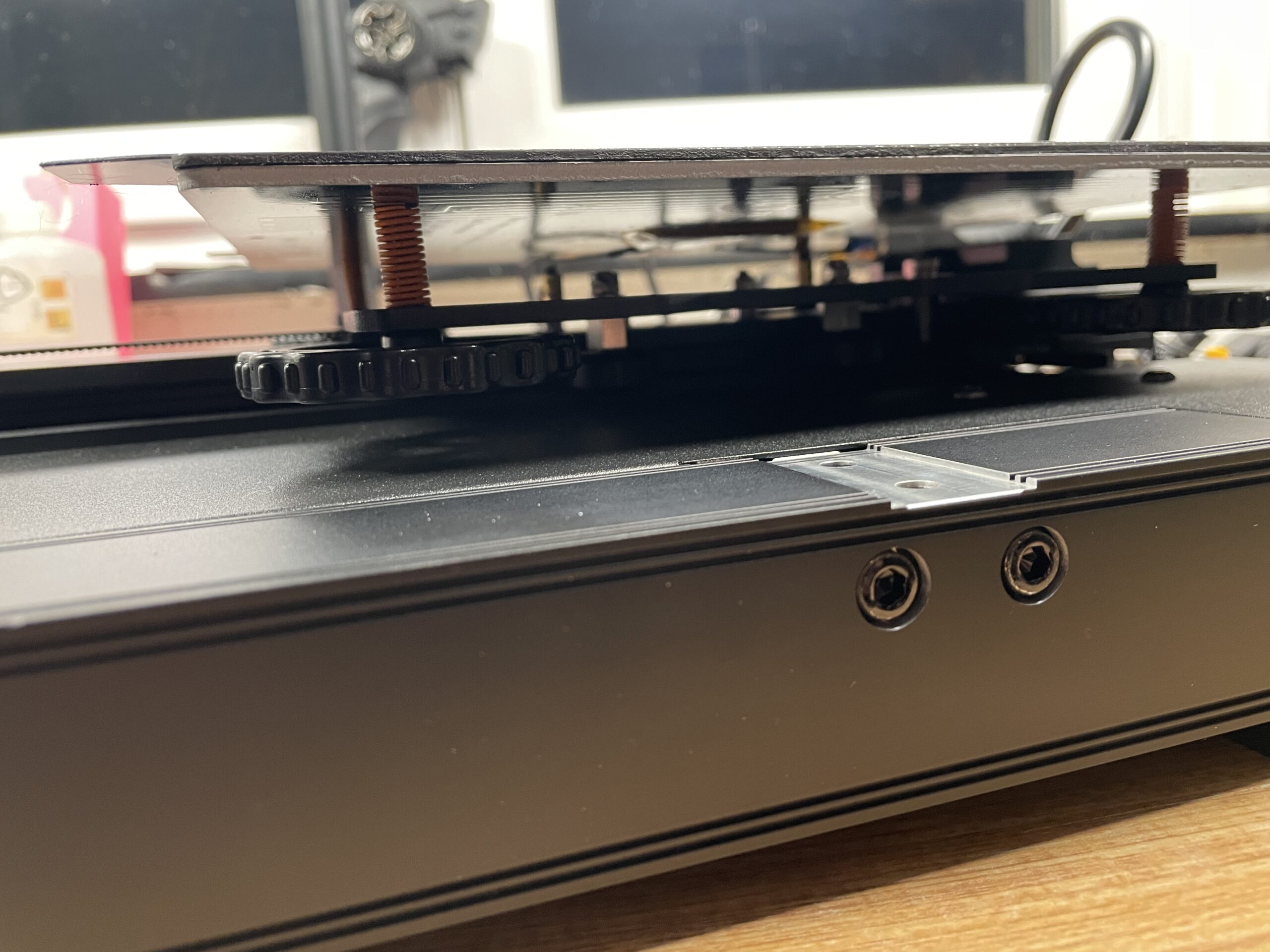
Uwe wird sich freuen, einer seiner Lieblingskritikpunkte wurde auch beseitigt, man hat nun problemlos Zugriff auf die Schrauben, um den Querbalken der X-Achse notfalls besser auszurichten, falls notwendig.
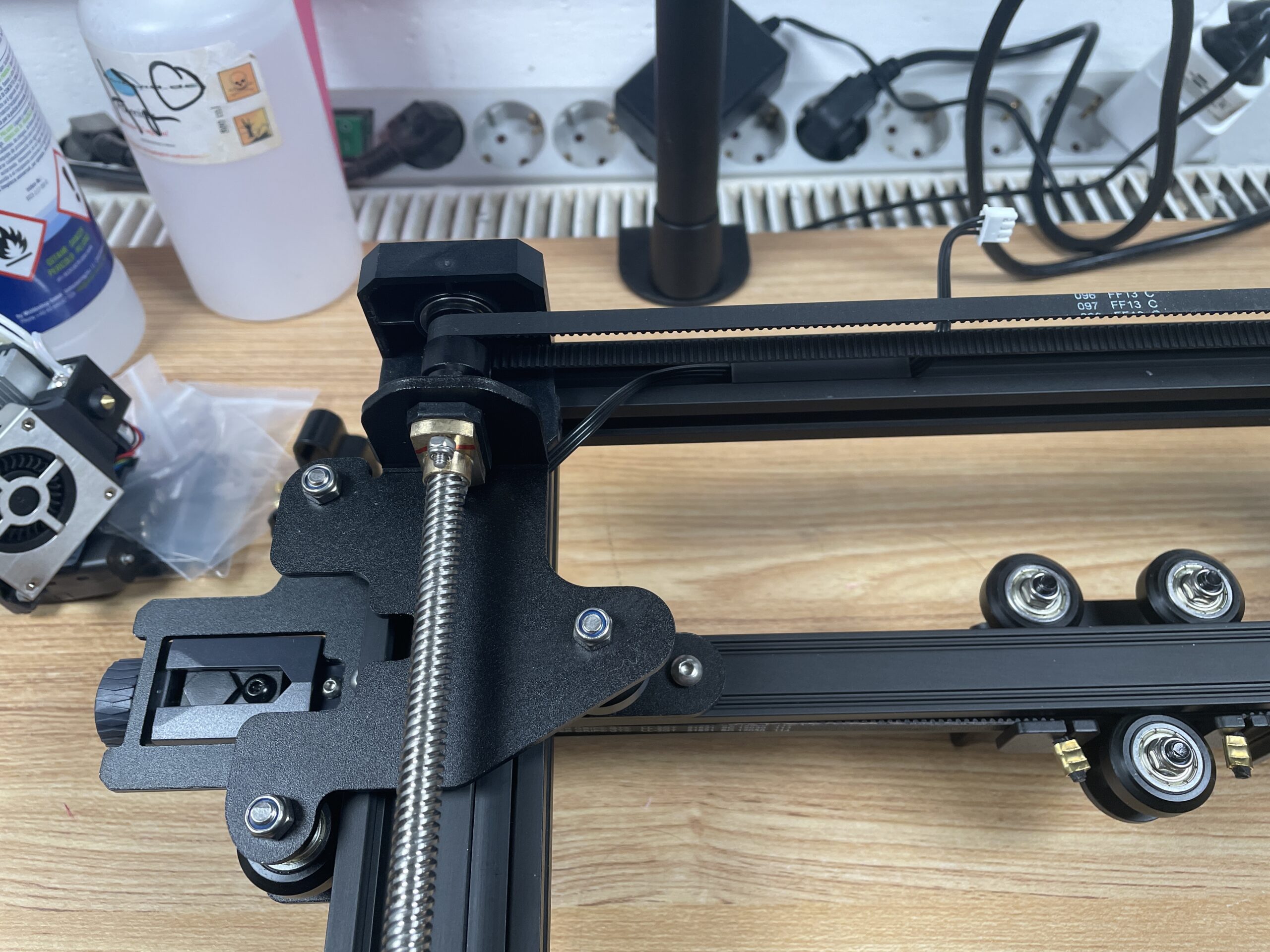

Wir finden Riemenspanner an der X und Y Achse, und Riemen der Marke Gates Powergrip.

Heizbett
beheizbar bis 100°C, auf den beliebten gelben Federn, mit 4 großen Rädern, um das Bett vor dem Erstellen des Korrektur-Meshes manuell zu leveln. Ja, manuell leveln muss man trotz ABL halt tauch. Exzenter nicht vergessen!
Die Anleitung beschreibt das leider in falscher Reihenfolge. Richtig ist: wir leveln zuerst grob manuell über die Drehräder und einem Blatt Papier, dann erst erstellen wir das Korrektur Mesh und zuletzt legen wir dann den Z-Offset fest.
Wer gar kein Bock auf ABL hat, ein Z-Endstop nebst Kabel liegt bei. Allerdings ist mir nicht ganz klar, wie die Umschaltung erfolgt, vermutlich über eine alternative Firmware, die auf der verloren gegangenen SD-Karte sein könnte?
Leider gibt es für das manuelle Leveln keinen Assistenten, wir müssen also mit Disable Steppers im Menü die Motoren abstellen und dann den Kopf von Hand verschieben – oder versucht mal Alfranks Skript dazu: Leveling.zip
Der Assistent zum Erstellen des Meshes und Einstellen des Z-Offsets ist in Ordnung. Der Offset kann sehr fein in 0,01mm Schritten angepasst werden, der aktuelle Wert wird immer angezeigt, Babystepping Funktion während dem Druck ist über das Tune Menü auch vorhanden. Hier brennt nichts an.

Als Druckauflage setzt Creality beim Ender 3 S1 nun auf ein Magnet-Flex System mit Federstahl und der von Creality bekannten Buildtak ähnlichen PolyCarbonat Druckfolie. Im Bild oben sehen wir die blanke Rückseite des Federstahls. Die Abmessungen sind mit 235x235mm unverändert, so dass auch alternative Druckplatten z.b. glatte oder PowderCoated PEI Platten für die anderen Ender 3 Modelle genutzt werden können. Die Federstahlplatte hätte etwas dicker sein dürfen.
Die neue Zugentlastung schaut auch gut aus:

Der Sprite Extruder:

ist die größte Neuerung am Ender 3 S1, waren bisherige Ender3 alle mit Bowden Extrudern ausgestattet, ist der Sprite nun ein direkt Extruder. Er verfügt nach Bondtech Vorbild über ineinandergreifende Zahnräder für präziseren Filamenttransport mit weniger Schlupf, ist vermutlich 3:1 untersetzt (ca. 415 Steps/mm) und soll bis 260°C funktionieren. Das würde eigentlich ein AllMetal Heatbreak voraussetzen, soweit habe ich den Sprite allerdings noch nicht zerlegt.
Das ist dann einer meiner Kritikpunkte: wartungsfreundlich ist der Sprite nicht mehr, eine Verstopfung oder Abrieb im Feeder kriegt man ohne komplettes Zerlegen des Sprite nicht behoben.
Ein weiterer Kritikpunkt ist, dass hier überwiegend nicht Standard konforme Teile genutzt werden, die Ersatzteilversorgung ist also noch extrem dürftig. In Kürze wird es die kompletten Sprite Druckköpfe als Ersatzteil geben, die sind aber aktuell zumindest weder lieferbar noch günstig.




Eine Pro Version des Sprite Extruders soll ebenfalls angeboten werden, dort soll das Temperaturlimit bei 300°C liegen, mehr ist mir dazu noch nicht bekannt.
Als Richtlinie für den Retract gibt Creality 0,8mm bei 35 – 45mm/s vor, limitiert die maximale Geschwindigkeit des Extruders aber auf 25mm/s. Da passt was noch nicht ganz in der Firmware Konfiguration würde ich sagen. Für TPU empfiehlt Creality 2mm Retract, da habe ich noch arge Zweifel. Das muss ich demnächst mal noch klären.
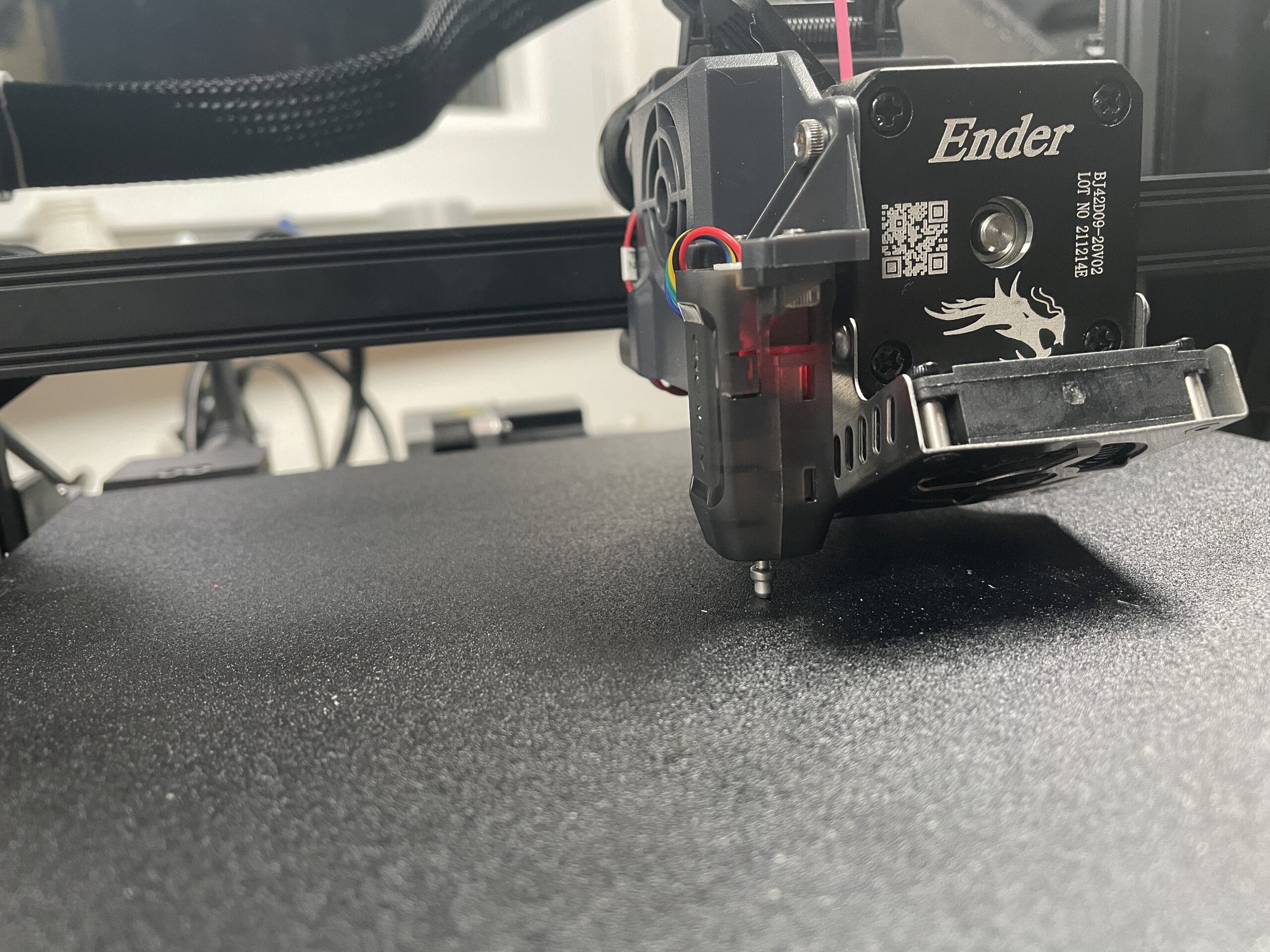
Während des Drucks blockiert der Bauteillüfter komplett den Blick auf die Düse, das hatte mich zunächst etwas geärgert, bis ich gemerkt habe, wenn ich schräg von der Seite gucke ist die Sicht auf die Düse perfekt.
Als Ersatzdüsen passen die üblichen MK8 Düsen der normalen Ender 3
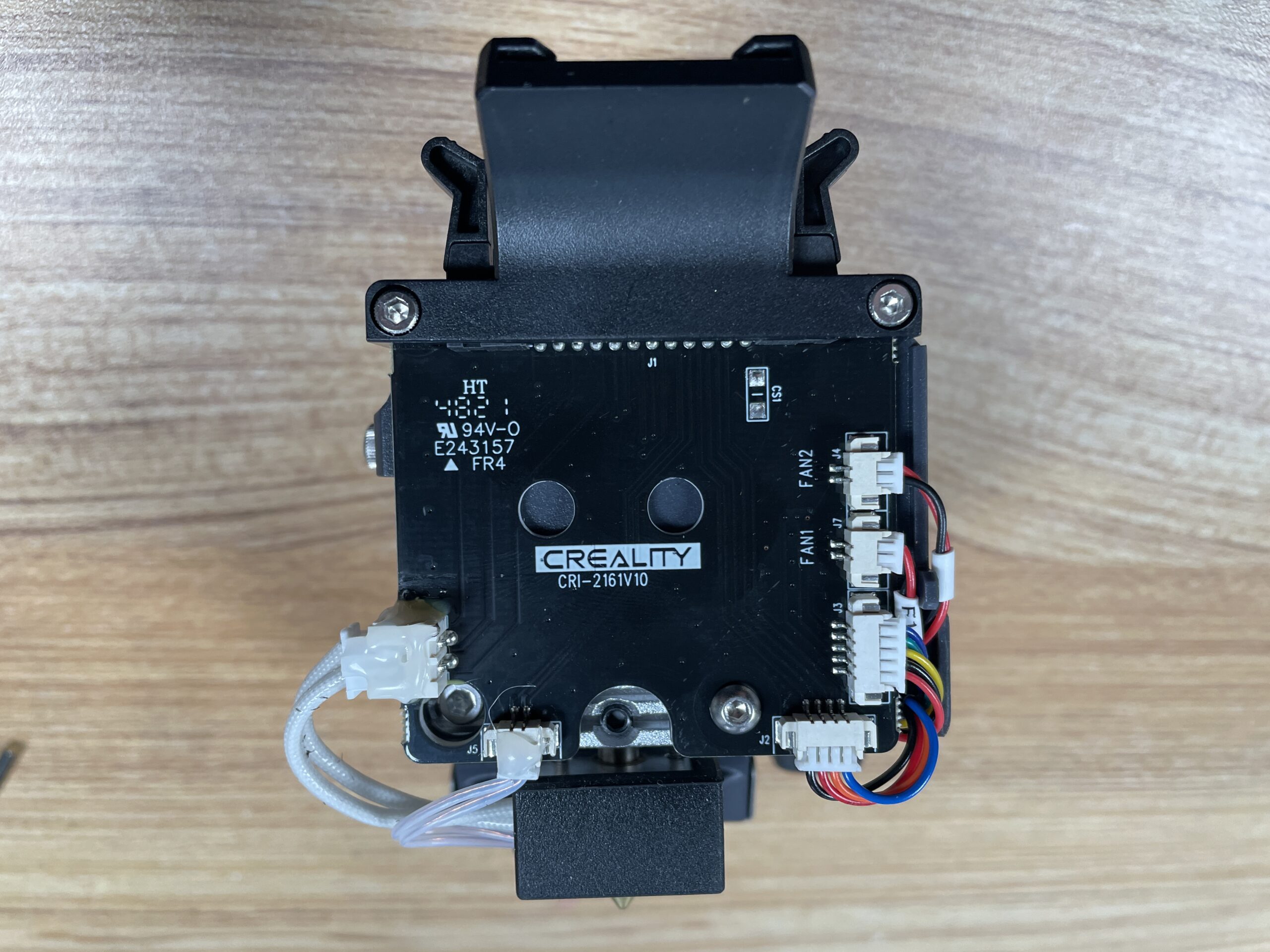
Elektronik / Firmware / Board
Hier mal was ich bisher weiss:
verbaut ist ein neues mir bisher unbekanntes Creality gebrandetes 32bit Board mit STM32F103 mit Marlin 2.x basierter Firmware. Genutzt werden Silent Stepper Treiber aber fest verlötet und im Standalone Modus eingebunden.
Das Netzteil ist Creality gebrandet, liefert 24V, 350W und ist 110/220V umschaltbar.
Speichern ist aktiv und er speichert die Settings wo sie hin gehören, im EEPROM und nicht als Eeprom.dat Datei auf die SD-Karte. Na Gott sei Dank!
Bett ist ordentlich mit PID Regelung. Hotend soweso
Die Autoerkennung des Druckers in Repetier-Server ist nicht vollständig. Setzt man von Hand die passenden Einstellungen scheint es trotzdem zu funktionieren.
M115 meldet:
Recv:3:52:24.912: FIRMWARE_NAME:Marlin V1.0.3_C (Oct 17 2021 16:33:08) SOURCE_CODE_URL:github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:Ender3 S1 EXTRUDER_COUNT:1 UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff Cap:SERIAL_XON_XOFF:0 Cap:BINARY_FILE_TRANSFER:0 Cap:EEPROM:1 Cap:VOLUMETRIC:1 Cap:AUTOREPORT_POS:0 Cap:AUTOREPORT_TEMP:1 Cap:PROGRESS:0 Cap:PRINT_JOB:1 Cap:AUTOLEVEL:1 Cap:RUNOUT:0 Cap:Z_PROBE:1 Cap:LEVELING_DATA:1 Cap:BUILD_PERCENT:0 Cap:SOFTWARE_POWER:0 Cap:TOGGLE_LIGHTS:0 Cap:CASE_LIGHT_BRIGHTNESS:0 Cap:EMERGENCY_PARSER:0 Cap:HOST_ACTION_COMMANDS:0 Cap:PROMPT_SUPPORT:0 Cap:SDCARD:1 Cap:REPEAT:0 Cap:SD_WRITE:1 Cap:AUTOREPORT_SD_STATUS:0 Cap:LONG_FILENAME:1 Cap:THERMAL_PROTECTION:1 Cap:MOTION_MODES:0 Cap:ARCS:1 Cap:BABYSTEPPING:1 Cap:CHAMBER_TEMPERATURE:0 Cap:COOLER_TEMPERATURE:0 Cap:MEATPACK:0
M503:
G21 ; Units in mm (mm) ; Filament settings: Disabled M200 S0 D1.75 ; Steps per unit: M92 X80.00 Y80.00 Z400.00 E424.90 ; Maximum feedrates (units/s): M203 X300.00 Y300.00 Z5.00 E25.00 ; Maximum Acceleration (units/s2): M201 X500.00 Y500.00 Z100.00 E1000.00 ; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> M204 P500.00 R800.00 T500.00 ; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> X<max_x_jerk> Y<max_y_jerk> Z<max_z_jerk> E<max_e_jerk> M205 B20000.00 S0.00 T0.00 X5.00 Y5.00 Z0.30 E5.00 ; Home offset: M206 X0.00 Y0.00 Z0.00 ; Auto Bed Leveling: M420 S1 Z2.00 G29 W I0 J0 Z0.22250 G29 W I1 J0 Z0.31250 G29 W I2 J0 Z0.50250 G29 W I3 J0 Z0.94500 G29 W I0 J1 Z-0.23250 G29 W I1 J1 Z-0.02750 G29 W I2 J1 Z0.27500 G29 W I3 J1 Z0.63750 G29 W I0 J2 Z-0.57500 G29 W I1 J2 Z-0.32250 G29 W I2 J2 Z0.01750 G29 W I3 J2 Z0.39750 G29 W I0 J3 Z-0.84500 G29 W I1 J3 Z-0.58250 G29 W I2 J3 Z-0.24500 G29 W I3 J3 Z0.17750 ; Material heatup parameters: M145 S0 H200.00 B60.00 F0 M145 S1 H240.00 B100.00 F0 ; PID settings: M301 P17.10 I1.39 D52.79 M304 P54.86 I10.06 D199.38 ; Power-Loss Recovery: M413 S1 ; Z-Probe Offset (mm): M851 X-31.80 Y-40.50 Z-1.45 ; Filament load/unload lengths: M603 L0.00 U100.00
Display & Menü
Der Ender 3 S1 nutzt ein Farb-Display, das man auf den ersten Blick als Touchdisplay verkennen könnte, ist aber ein Dreh-Klick Encoder. Das Menü am Ender 3 S1 ist etwas umfangreicher als die übliche Standardkost der Touch-Displays.
Das Display hat einen MicroSD-Kartenslot für Upgrades der Displayfirmware.


Gut gefällt mir die permanente Anzeige des Z-Offsets und dessen feine Einstellbarkeit. Es ist das einzige Display dieser Art, das ich kenne, welches Einstellung von Beschleunigung, Ruck, maximale Geschwindigkeit und die Steps/mm am Display erlaubt. Was für die einfachen „Text“-Menüs selbstverständlich ist, ist eben bei den Touch-Teilen meist nicht möglich. Das Menü des Ender3 S1 ist zwar immer noch arg beschnitten im Vergleich zum Text Menü eines Ender 3 (Pro), aber eben umfangreicher als andere Touch-Teile.
Die Anzeige der verbleibenden Druckdauer ist bei meiner Display-Firmware Version fehlerhaft. Sie zeigt irgendwie die Ziffer 0 nicht an.
Pause funktioniert ordentlich, er fährt dabei zu 0/0 und parkt dort, erlaubt in gewisser Weise auch einen Filamentwechsel, das aber ohne irgendeinen Assistenten. Sprich Filament rausziehen, anderes reinstopfen alles manuell. Im Grunde ist das schon ein verschenkter Pluspunkt. Wie er auf M600 reagiert muss ich noch testen.
Im laufenden Druck kann Temperatur, Lüfter und Geschwindigkeit sowie der Z-Offset via Baby Stepping angepasst werden. Das langt erst mal. Was einen etwas wundert, ist Folgendes: Warum zeigt er im Display zusätzlich auch noch die FeedRate des Extruders an, erlaubt aber im Tune Menü keine Änderung der selben?
Das Board nutzt normal große SD-Karten und verfügt über einen USB-C Port zum Anschluss an PC oder RasPi.
Lüfterlärm:
Die verwendeten Lüfter sind leider wie immer eher laut und mindestens der Gehäuselüfter in der Basis, evtl. auch der Netzteillüfter, scheinen Dauerläufer zu sein. Der Hotendlüfter Lüfter schaltet sich ab 50°C Düsentemperatur ein und unter 50°C auch wieder aus. Während die Bewegungen von Bett und Druckkopf sehr leise sind, ist das Dauerröhren der Lüfter immer noch nervig, er ist mit Sicherheit nicht der lauteste Drucker, den ich je hatte, liegt irgendwo im Mittelfeld, aber doch merklich lauter als die sehr leisen Artillery Geräte. Ich messe immer ganz knapp unter 50 db A in 1m, meist 49,5 db A selten mal 51 db A
Sensoren:
Filamentende-Sensor und Weiterdrucken nach Stromausfall habe ich noch nicht getestet. Letzteres kann aber dank der sehr guten Haftung auf der PC Druckfolie auch nach dem Erkalten tatsächlich funktionieren.
Der Elefant im Raum: das ABL
Mir wurde ja schon im Vorfeld vorgeworfen, ich würde den Ender 3 S1 ja nur wieder verreißen, nur weil da ein ABL verbaut wird. Bissl ärgert mich der Vorwurf ja schon, als ob meine Abneigung den teils sehr problematischen ABL Krücken rein nur ideologischer Natur wären und ich das nicht an einem Dutzend oder mehr Drucker selber anhand praktischer Erfahrungen und dazu der täglichen Hilferufe im Forum nicht belegen könnte. Jeden Tag mindestens 2 Nachrichten „Hilfe mein ABL bei Drucker XY tut nicht was es soll“. Es gibt Tage, da fällt es mir echt schwer.
Ja, ne. Egal. Ich werde trotzdem hier meine Meinung schreiben, wem das nicht gefällt..
So und nun Butter an die Fische, es tut mir ja wahnsinnig leid, aber das ABL des Ender 3 S1 funktioniert soweit. Punkt.
Macht mans in richtiger Reihenfolge:
- Exzenter kontrollieren
- Manuell leveln (und beheizt) mit Papier und den 4 Zahnrädern, auf ausreichende Federspannung achten
- Mesh erstellen (ideal wäre beheizt)
- Z-Offset einstellen
- Konfiguration speichern
- M420 S1 in den StartCode
dann scheint der CR-Touch soweit zuverlässig zu funktionieren. Gut, ich hab jetzt erst 5-6 Drucke damit gemacht, aber bisher ist alles OK. Ich sag ja, ich schreib’s wie’s ist. Bin ich jetzt plötzlich ABL Fan? Sicher nicht. Ich halte mir mal offen, ob ich mir den auf den mitgelieferten Z-Endstop umbaue.
Erste Drucke:
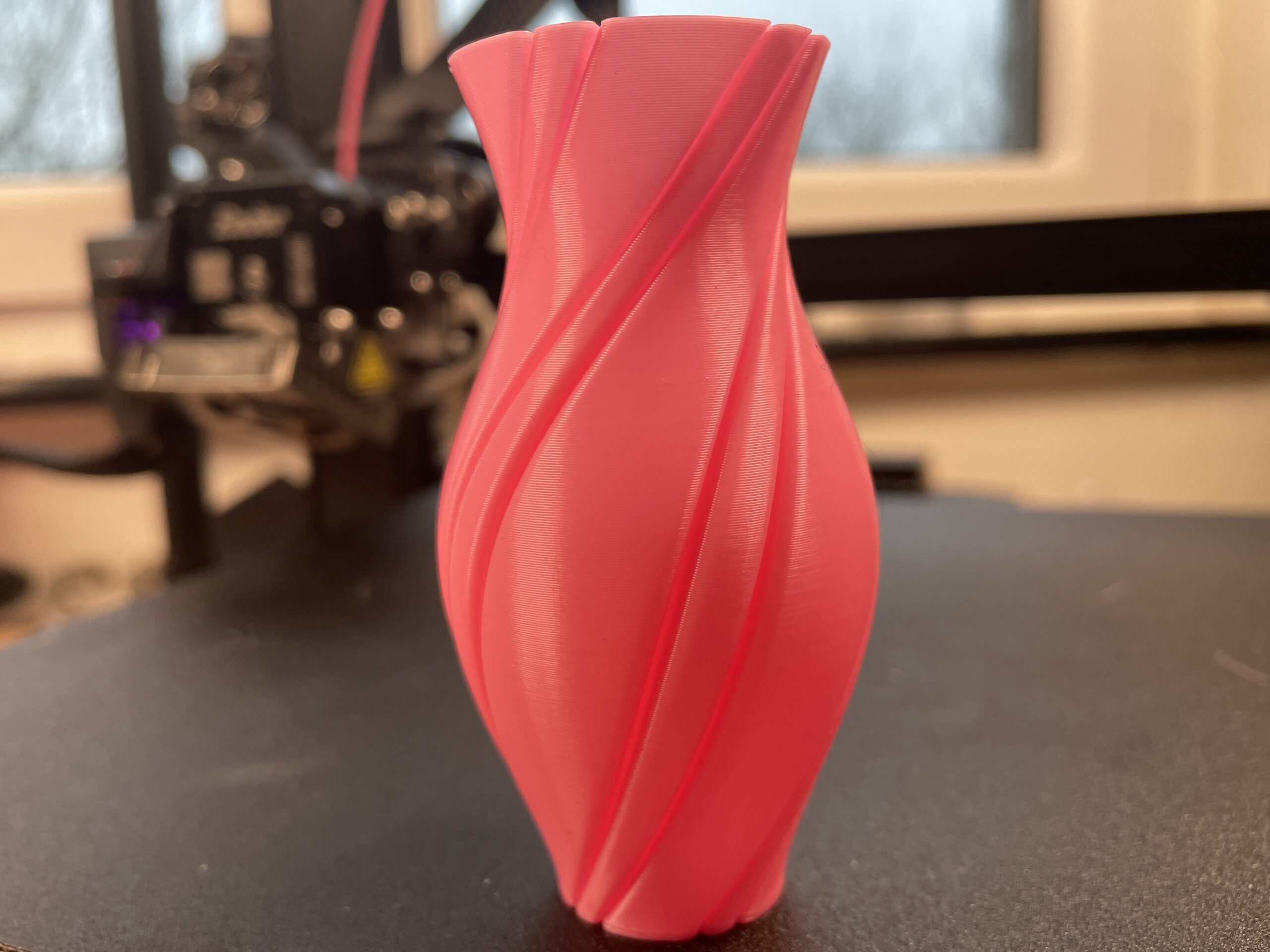
Creality PLA rosa, da ich kein Bock auf Creality Slicer habe, gedruckt mit dem Ender 3 Profil aus Cura 4.11. mit angepasstem Druckraum und Retract (0,8mm 25mm/s), 0,2mm Schichten, sowie M420 S1 Z2 im Startcode.


Ich find die Drucke noch ein bissl streifig ehrlich gesagt. In nem anderen Winkel fotografiert siehts besser aus. Die Abmessungen des Würfels sind – noch völlig unkalibriert – alle drei zwischen 0,15 und 0,2mm über Soll. Aber schlecht ist das auch nicht.

Das muss als erster Eindruck für heute reichen.
und nun geh ich erst mal 11 weitere Einhörner drucken und schau mir derweil mal an, warum die ersten 2 Drucke so streifig waren. Ich mein der Fluss ist aktuell noch bissl hoch, schauen wir mal. Wie gesagt, auf der SD-Karte sollte der Creality Slicer drauf sein, darin enthalten ein fertiges Profil für den Ender 3 S1.
Nachtrag 31.01.22:
Ein Vasenmodus Bug kann ich nicht feststellen. Im Gegenteil, die auf 80mm Höhe skalierte Spiral Vase hat er sehr schön gedruckt.
Weil die Frage nach der Bauteilkühlung aufkam, hier mal mein Lüftertest und das Ergebnis ist gut, gibt aber Rätsel auf: die dem Lüfter abgewandte Seite ist besser als die dem Lüfter zugewandte. Ergibt das hier für irgendjemand Sinn? Bild links, Lüfter zugewandte Seite, Bild rechts die bessere hintere Seite. Die Winkel betragen 45°, dann 55° und letztlich 65° – Gedruckt natürlich andersherum, bei 0,2mm Schichthöhe


Versagen tut er erst bei 65° an der äußersten Kante, da wird’s vermutlich zu viel Material für die Kühlung – und die Z-Scar leidet auch ab 65°. Nichtsdestotrotz, das hab ich auch mit doppelter Bauteilkühlung schon schlechter gesehen. (STL der Testdatei: luftertest.zip)
Eine Einhornherde später.. (ca. 42 Stunden gesamt, bzw. gedruckt in etwa 3,5h pro Teil)

Das Bett steht schräg, wie man oben im Abschnitt Firmware M503 sehen an den Werten des Meshes sehen kann. Mein Fehler, da muss ich beim ersten Leveln besoffen gewesen sein. Nichts desto trotz gab es nur minimale Abweichungen in der Qualität der ersten Schicht, wider erwarten macht der CR-Touch also bisher einen anständigen Job.
Keine Auffälligkeiten in den insgesamt nun so 50 Stunden Druckzeit. Alles gut.
Werbung
diesen Drucker habe ich bei Banggood aus dem CN Lager bestellt, weil ich wollte nicht auf Bestand in EU warten.
Creality Ender3 S1 383,- mit Code: BGe4a5e2
(CN Priority Versand inkl., lustigerweise ohne Zoll über Italien)
Verfügbarkeit in der EU sollte aber ab nächster / übernächster Woche auch gegeben sein.
Haltet die Seite Neue Angebote im Auge.
Hallo, ich habe mir den Ender 3 S1 gerade gekauft. Mir gefällt die Beschichtung der Druckplatte überhaupt nicht. Weiß jemand ob diese Druckplatte auch beidseitig benutzt werden kann?
Liebe Grüße
Manu
Auf der blanken Rückseite hält erst mal nicht viel. Aber Du könntest eine glatte PEI oder eine Buildtak oder was anderes drauf kleben.
Kurze Frage zum Drucker: Das Mesh, was er beim Autoleveling erzeugt – wird das überhaupt geladen vor dem Druck? Es steht ja nix im Startcode, habe den vom Crealityslicer in Cura rüberkopiert. Kein M420 S1 oder ähnliches. Oder braucht es das nicht, weil es irgendwo fest in die Firmware geschrieben wird?
Berichten im Forum zufolge ist es auch ohne M420 S1 aktiv. Ich weiss es nicht sicher, ich hatte noch bei der Ersteinrichtung für den Test M420 S1 ergänzt. Aber das lässt sich ganz einfach Testen: Starte einen etwas größeren Druck und halte während dem Druck der ersten Schicht den Finger an die Spindel. Bewegt sie sich, ist es aktiv, bewegt sie sich nicht, dann nicht. Oder wenn Terminal vorhanden, mit M503 den Status von M420 abrufen.
Danke, ich teste es heute Abend 🙂
Kurze Info: das mesh wird auch ohne M420 S1 geladen, Z bewegt sich leicht beim abfahren des ersten Layers.
Danke für den guten Tipp!
Danke! Schöner Testbericht. Macht fast lust auf den Drucker (oder auf den Pro mit Lampe und AllMetallHotend).
Hast du den Extruder schon mal offen gehabt? Wie ist den die Filamentführung nach dem Extruder gelöst? Das ist ja gerade bei Flexmaterialien immer kritisch, da die sich ja gerne die engsten Lücken suchen um abzuhauen.
Ich hatte ihn noch nicht offen, der muss aktuell noch drucken.
Nja..


Danke! Schwierig zu sagen, ob das gut genug gelöst ist.
Hatte bei meinem MicroSwiss Direct drive in letzter Zeit ein paar mal das Problem, dass sich das TPU zwischen den Extruderrädern und dem PTFE raus drückte. Da kam ich dann aber wenigstens gut ran.
Die Antriebsrollen und die Führungen scheinen sich gegenüber zu liegen. Dürfte schwer zu prüfen sein, wie sauber das geführt wird. Jedoch ist selbst ein einfacher Plastik-MK-8 von Creality recht gut in der Disziplin im Vergleich mit anderen Vertretern. Deshalb sehe ich das recht optimistisch und hab mir schon so ein Teil ei 3D-Jake für einen anderen Drucker bestellt.
Danke erst mal für den ausführlichen Test! Eine Frage hätte ich allerdings noch, mit welchen Settings hast du eine Verbindung zum Repetier-Server hinbekommen? Würde den Drucker auch gerne über den Server ansteuern.
Danke schon mal im Voraus!
Ich hab den nur angesteckt und ihn „erkennen lassen“.. laufen tut er nun mit 115200, (tief zu hoch, tief zu hoch) 127 b Puffer, kein PingPong.
Perfekt, jetzt hat das Ganze auch bei mir geklappt. 🙂
Danke für den Test!
Optisch macht er ja einen guten Eindruck. Teile wie die Zugentlastung und der Extruder sehen ja jetzt richtig nach durchdachtem Design aus, und haben nicht mehr den Garagen-Prototyp-Look. 🙂
… so wie z.B. mein Arbeitsgaul, der CR 10S pro V2, mit dem ich aber absolut zufrieden bin.
Kann mir jemand sagen was ich an Platzbedarf von dem vorderen Standfuß bis nach hinten angefahrenem Heizbett benötige?
Überlege zwischen dem s1 und dem Viper.
Was würdet ihr mir als Einsteiger empfehlen?
Maße muss ich heutabend mal nochmal gucken, allzuweit steht es aber vorne nicht über. Hinten braucht er wegen dem Knickschutz so viel Platz
Ich hab kein Vyper, kann daher schlecht vergleichen, aber mir ist der S1 sympathischer. Zumal er grad auch nochmal etwas günstiger wurde und es ihn nun aus dem EU Lager gibt. Siehe auch Neue Angebote
https://drucktipps3d.de/neue-angebote/
Ohne zu messen sag ich mal 2x die Tiefe vom Druckbett plus etwas Platz für das Kabel. Also
ca. 500mminsgesamt als benötigte Stellfläche.Edit: Nehmt 60cm
Spart nicht viel, ich
meine so 55cmbraucht man gemessen vom vorderen Standfuß bis über den Knickschutz des Kabels hinaus.Edit: Nehmt 60cm
You can use a custom firmware with your Ender3S1, see here: https://github.com/mriscoc/Ender3V2S1/releases/latest
I might try that next. For now, it needs to run more prints stock.
Thanks for stopping by and for all the effort you put into your firmwares 🙂
Danke für den Hinweis! Die Firmware ist uns bereits aufgefallen und wurde vorgestellt im Blog. Ich find die auch sehr gut! Die bietet alles, was man sich im Moment wünschen kann. Ich überlege schon, ob man diese Firmware auch für einen Ender-5 Pro mit dem Sprite Extruder und diesem Display anpassen kann.
zu aller erst danke für diesen Testbericht. Wie immer sehr informativ und Hilfreich und detaliert. Was ich bei Creality nicht verstehe, Sie haben mit dem CR-10 V2/V3 und anderen erkannt das eine einseitige Bauteilkühlung Grenzen hat und eine gute Bauteilkühlung entworfen und nun dieser Rückschritt. Grade bei komplizierten Überhang Geometrien auf der Kühlerabgewandten Seite kann das zu Problemen führen. Mit beidseitiger Bauteilkühlung hätte ich mir einen geholt, da mein I3Mega langsam in die Jahre kommt.
Ich werd mal meinen Kühlertest drucken und oben ergänzen, aber ich war schon positiv gestimmt, als er das Benchy ohne Curling gedruckt hat. Ich bin da eigentlich nicht ganz so skeptisch: ich hab schon beschissene Kühlung beidseitig gehabt und besser funktionierende einseitig.
Mit Benchys habe ich weniger Probleme gehabt. Größere Probleme hatte ich bei Überhängen mit ASA wo es nicht einfach möglich ist die 2. Seite durch mehr Leistung einseitig zu ersetzen.
Den Lüftertest hat er mit PLA zu meiner Zufriedenheit hinbekommen. Bilder ergänzt. ASA hab ich in 1.75 keines mehr. Aber mit meinem rigid.ink ASA hatte ich mit Lüfter noch nie viel Glück, das riß immer beim lauesten Lüftchen.
kannst du das Modell verlinken das du benutzt zum Lüftertest? Ich möchte das bei meinen auch gerne mal testen.
könntest du auch noch bitte einmal den Platzbedarf messen, quasi wie groß eine Einhausung mindestens sein müsse das nur das Gerät rein passt.
Ohne Rollenhalter 50 x 50 x 60 BxHxT. Die 60cm in der Tiefe hauptsächlich weil der Knickschutz am Heizbett ewig weit über steht, wenn das Bett ganz hinten ist
Danke dir 🙂
https://drucktipps3d.de/wp-content/uploads/2022/01/luftertest.zip
Erstmal vielen Dank für den Bericht! Ender-3 S1 und CR-10 Smart Pro sind schon kaum noch vergleichbar mit den ursprünglichen Modellen. Da wird nicht länger nur auf die Funktion sondern auf die gesamte Erscheinung des Druckers geachtet und es fehlt an nichts. Da ist höchstens zu viel. Allein wenn ich sehe, da liegt ein Z-Endschalter bei! Danke für die detaillierten Bilder! Nun kann ich mir Gedanken machen, wie ich einen Sprite an den Ender-5 bekomme. Hauptthema wird der elektrische Anschluß. Vermutlich kommt noch die Ausgabe des Speichers. Dann hätte ich zumindest einen Anhaltspunkt für die ESteps. Ersatzteile? Nun der Drucker ist ganz neu mit dem Extruder. Aliexpress ist voll mit dem Teil. Nur der Preis ist im Moment noch ziemlich überzogen. Das war bei Erscheinen des DualDrive vom CR-10 Pro nicht anders. 3DJake hat den schon in der Vorbestellung und mit deutlich niedrigerem Preis. Also das wird sich alles richten. Die Professional Firmware wurde auch schon für den S1 angepaßt.
415 Steps/mm beim Sprite.. ja, die Tests am RasPi kommen noch
Besten Dank!
So spannend ich den „Sprite“ finde, so schlecht ist die Versorgung mit Ersatzteilen bei denen 🙁 Ich bin ein Fan von Direct Extrudern aber Creality bekleckert sich da nicht gerade mit Ruhm. Mal sehen was da noch an grösseren Modellen kommt 😉
Aktuell bin ich vom Kywoo Tycoon Max X ganz angetan, aber perfekt ist auch der nicht.
Danke für den Ersteindruck, je mehr Input, desto besser 🙂
Ich hab mir von Geekbuying ein KyWoo Slim schicken lassen. Mal schauen, der Tycoon war ja recht interessant im Test, aber halt preislich nicht in der Schnäppchen Ecke.. (wobei der S1 ja auch empfindlich teurer als ein Ender3 ist).
Mal schauen wer wann dazu kommt, den zu testen. Ich will jetzt erst mal dem S1 einen Voxelab S2 gegenüber stellen.
Ah gut zu wissen, dann halte ich mein Geld für „irgendeinen Drucker der nur schön drucken soll“ noch ein wenig fest!
Jetzt ist zum Testen erstmal ein Ortur Lasermaster 2 Pro dran…wenn ich daran Spaß finde (Gravieren und Schneiden) kommt ein Co² Laser > 60 Watt oder mehr, aber das Ding muss dann 100%ig in den Keller, mein Hobbylabor platzt aus allen Nähten.
Kann mir bitte jemand die Höhe des Druckers mit Filamentspule ausmessen!
Ich würde mir gerne einen anschaffen bin aber in der Höhe eingeschränkt.
Oder kann man alternativ das Filament woanders anbringen?
Vielen Dank
Klaus
Mit Rolle brauchst etwa 70cm bis Oberkante der Rolle, mehr ist besser, weil bissl Platz braucht man ja auch noch um die Rolle erst mal einzuhängen bzw. abzunehmen. Du kannst die Rolle aber auch irgendwo anders hin machen, die muss nicht da oben sein. In meinem Regal hab ich mir Rollenhalter gedruckt, die seitlich an den Streben des Regals festgeschraubt sind.
Super!
75 cm habe ich an Platz.
Dann sollte es ja passen !
Danke