
Der Qidi X-Plus 3 darf sich im Filament Stress Test beweisen
Nach einem Qidi X-Plus und X-Plus 2 wäre der X-Plus 3 die logische Konsequenz gewesen, wir wissen ja, „aller guten Dinge sind 3“, doch leider hat Qidi mit der dreier Reihe keinen glücklichen Start hingelegt.
Kurz nach dem Kauf des X-Plus 2 wurde der Nachfolger angekündigt und im Nachhinein betrachtet, war es gut kein Geld mehr übrig zu haben für den „dreier“.
Apropos Geld…
NACHTRAG: Neue Drucke mit geänderten Werten beim PAHT-CF
…durch einen kürzlichen Beitrag angeregt sehe ich mich genötigt ein paar Worte der Transparenz loszuwerden.
Zitat Auszug: „Testen vieler Gratisprodukte und Verdienen durch Werbung!“ Ist mir ein wenig aufgestoßen.
Es stimmt das wir immer wieder mal den ein oder anderen Drucker oder Laser zum Testen zur Verfügung gestellt bekommen und diesen nach getaner Arbeit auch behalten dürfen.
Jedoch sind diese Geräte überwiegend im „Kleinpreissegment“ zu Hause, benötigen wir neben unserer täglichen Arbeit und der Familie, nicht unerheblich Zeit für einen solchen Test, bekommen keinerlei Vergütung dafür und am Ende kaufen „wir aus dem Team“ regelmäßig neue und teure Drucker oder andere Geräte von unserem eigenen Geld und testen auch diese für den Blog.
Wer die Tests aufmerksam liest, kann sich an zwei Händen schnell ausrechnen wieviel Geld das jeden einzelnen aus dem Team, allein dieses Jahr, gekostet hat.
Das wollte ich mal erwähnen, um dem Märchen des reichen Testers Herr zu werden.
(Bild mit wenigen Prompts auf Dall-E erstellt)
 |
DRUCKER für den TEST:
Der Qidi X-Plus 3 lockte mich schon lange, jedoch beobachtete ich kritisch die Tests, die gerade bei der ersten Charge eher unterdurchschnittlich und ernüchternd waren. Es betraf die gesamte dreier Palette, den Smart, den Plus und leider auch den Max.
Aber gut, am Ende steht er hier in der aktuellen Revision und ist, in meinen Augen, der ideale Drucker für kritische und/oder technische Filamente.
 |
 |
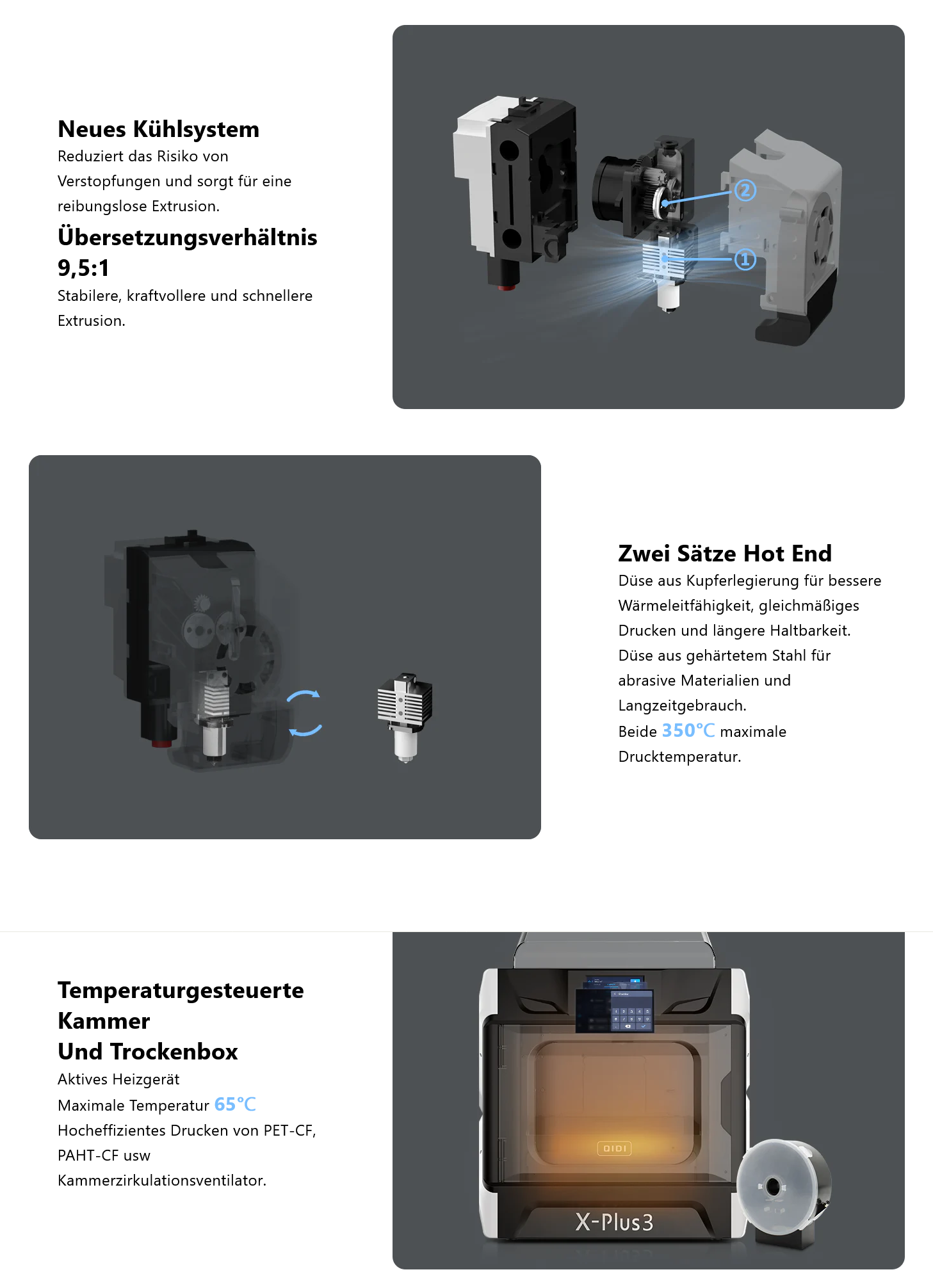
Bis zu 350°C an der Düse, 65°C Bauraum dank aktiver Heizung und 120°C Heizbett Temperatur sprechen eine ganz klare Sprache.
Ein Bauraum von 280x280x270mm reicht auch für größere Projekte.
Die an den Tag gelegte Geschwindigkeit von bis zu 600mm/s übertrumpfen selbst die Bambu Drucker und 35mm³/s Materialfluss ist auch nicht von schlechten Eltern.
 |
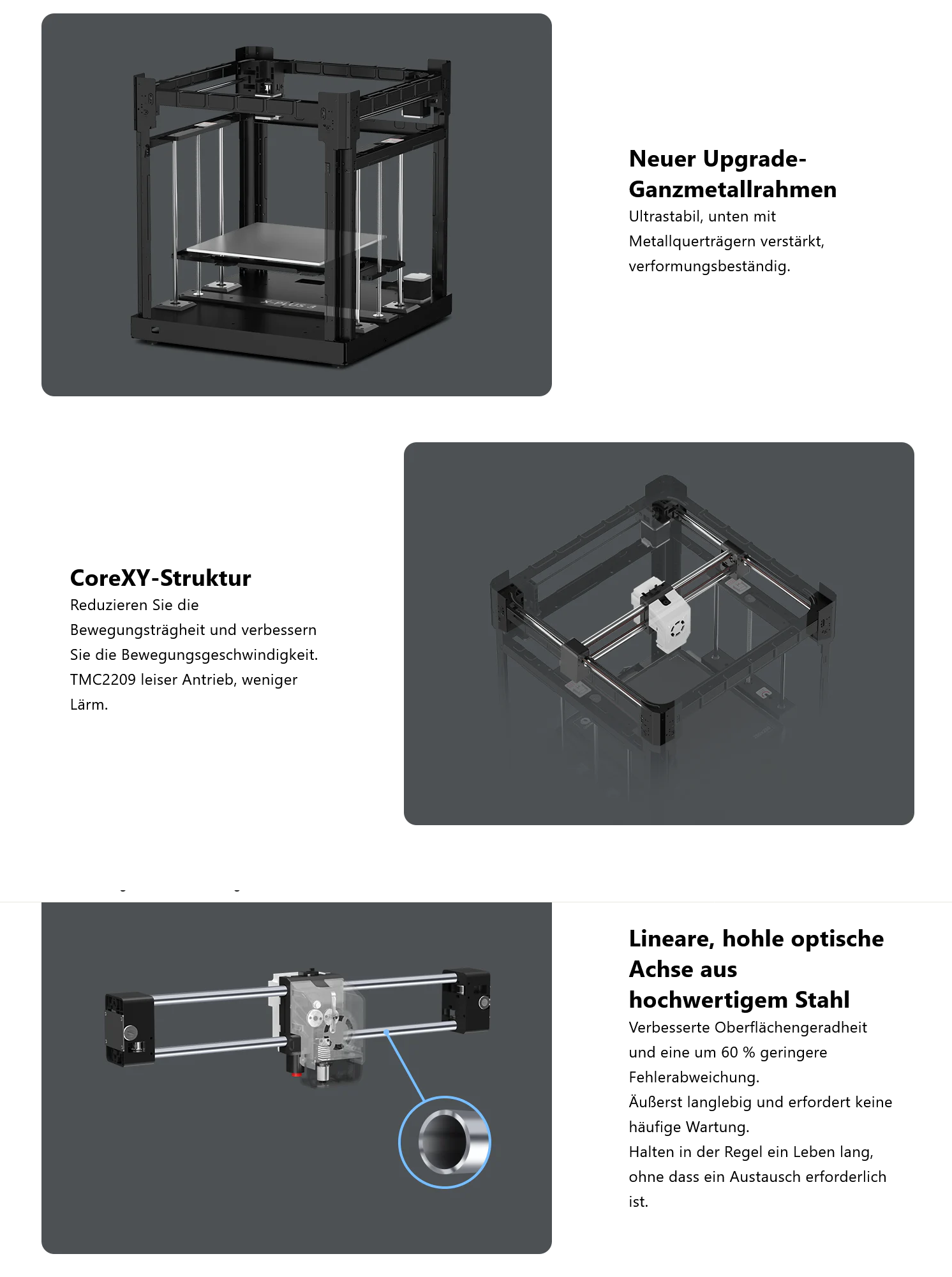 |
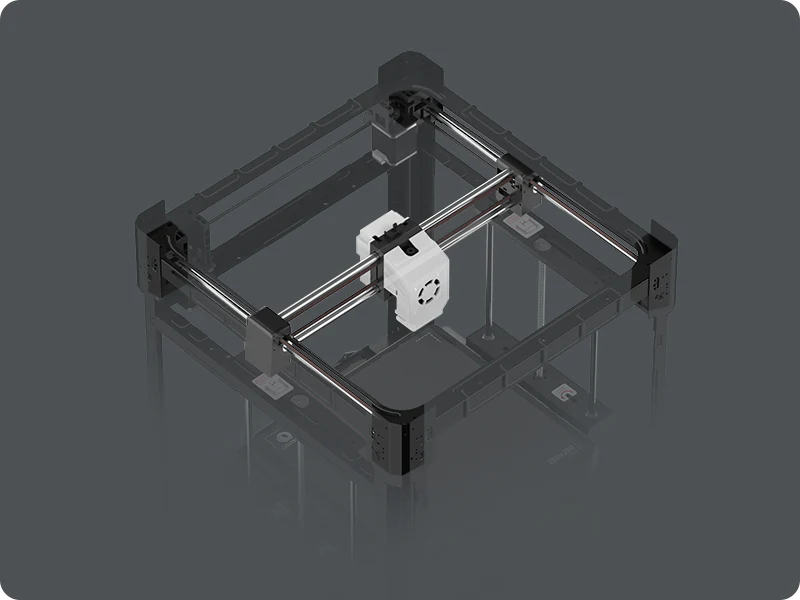
Um die anderen Punkte der aktuellen Revision abzuhaken, neuer Ganzmetall Rahmen mit hoher Stabilität, Core XY, komplett geschlossen, neue, hohle Führungsschienen aus gehärtetem Stahl, das überarbeitete Kühlsystem am Hotend, TMC2209 Treiber, ein zweites Hotend und die passive Trockenbox für „empfindliches“ Filament und all das für aktuell unter 600,-€ Brutto.
(Stand November 2023)
Stephan > https://drucktipps3d.de/qidi-x-plus-3-september-23-neben-p1p-und-k1max/
Alex > https://drucktipps3d.de/qidi-x-plus-3-naechster-versuch/
und auch David > https://drucktipps3d.de/qidi-x-plus-3-ein-zweiter-eindruck-der-neuen-qidi-x-serie/
haben den X-Plus 3 schon sehr genau unter die Lupe genommen und sind zu teils unterschiedlichen Ergebnissen gekommen.
Richtig glücklich ist niemand damit, schade.
Ich will hier nicht anfangen den X-Plus 3 über den Klee zu loben, aber so viel sei schon verraten, er ist ein vollkommen solider Drucker der ordentlich bis sehr gut abliefert.
Qualitativ (Druckbild) ordne ich ihn noch vor dem K1 Max ein.
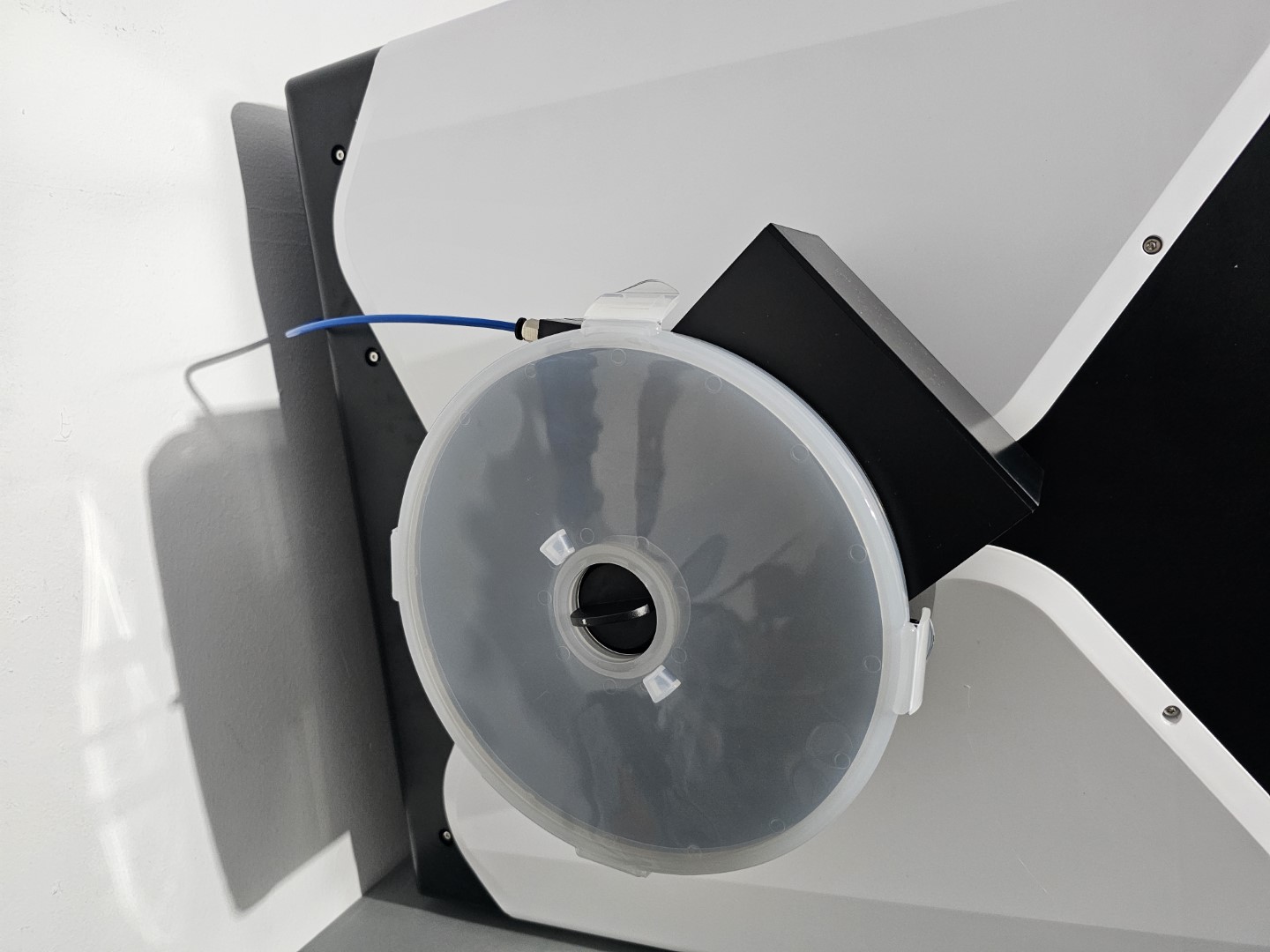
Das größte Ärgernis, die Filament Zuführung auf der Rückseite, wurde von mir als erstes behoben und macht die Bedienung des Druckers ein Vielfaches leichter.
 |
 |
 |
 |
 |
Gibt es bei Printables > https://www.printables.com/de/model/613406-v2-qidi-x-plus-3-side-spool-mount und funktioniert einwandfrei.
Dann kam eine vorhandene Logitech Kamera (C270) in den Drucker (einfach aufs Board per USB-A stecken, funktioniert Plug’n Play) und eine Halterung für einen 100er Flex Schlauch zur Abführung der Kammerluft, welche ab ABS und vor allem Kohlefaser und/oder Nylon haltigen Filamenten nicht angenehm ist.
Die Kamera ist aktuell für unter 17,-€ zu bekommen und man kann sie öffnen um den Fokus zu verstellen. Wird dort gezeigt > https://www.youtube.com/watch?v=iNienvw8YXc
 |
 |
 |
 |
 |
Den Adapter mit passendem Halter bekommt ihr dort > https://www.thingiverse.com/thing:5833610
So, nun ist der X-Plus 3 bereit für die Prozedur.
FILAMENTE von QIDI und SUNLU:
Fangen wir mit SUNLU an.
Wir haben hier das recht neue Antistringing PLA in zwei Farben. Einmal in Creme White und in Dark Green.
SUNLU wirbt damit das es zu deutlich weniger Stringing führt und ein schöneres Druckbild generiert.
 |
 |
 |
Das kann ich hier zu Teilen bestätigen.
Die Tannenbäume für die Weihnachtsdeko sind wunderbar gelungen, ebenso die „Gläser“ mit Deckel für alles Mögliche.
 |
 |
Auch ein kleiner Stringing Test wusste das Filament perfekt zu drucken. Je nach Modell kam es ein wenig zur Bildung von „Engelshaar“, welches durch Anpassung der Druckgeschwindigkeit wieder vermieden werden konnte.
Eine Stifte Box im Vasenmodus wurde ebenfalls anstandslos gedruckt.
Bei schnellen Druckern ist das manchmal eine Gratwanderung zwischen Temperatur, Geschwindigkeit und Rückzug. Wie gut das es a) kleine Testmodelle und b) schnelle Drucker gibt. So ist das Ermitteln recht schnell erledigt.
Die nächsten beiden Filamente sind einmal Dual Color Silk – Red/Gold und Tri Color Silk – Blue/Green/Purple.
Die Druckergebnisse sind durch die Bank weg prima bis sehr schön.
Beim Dual Color Filament ist es fast egal welches Modell man druckt, der Effekt ist sehr schön sichtbar. Beim Tri Color Filament hängt die Güte des Drucks vom Objekt ab. Je winkliger das Modell, desto schöner der Effekt, meistens jedenfalls…
Eine Maske in Lebensgröße mit dem Dual Color Filament stellte den X-Plus 3 vor keinerlei Probleme.
 |
 |
 |
Schalen für alles Mögliche wie zB Autoschlüssel etc. habe ich mit beiden Filamenten gedruckt. Dort kann man eine leichte Streifenbildung erkennen.
Diese tritt jedoch bei jedem Dual/Tri Color Filament zwangsweise auf das sich das Filament ja dreht und nicht starr durch den Extruder geführt wird.
Das Robot Alpaka in Tri Color wurde hingegen fast streifenfrei gedruckt, ebenso die beiden kleinen Cali Dragon.
Auch hier habe ich eine Stifte Box im Vasenmodus fehlerfrei drucken können.
Ach ja, der Tannenbaum wurde auch im Vasenmodus gedruckt.
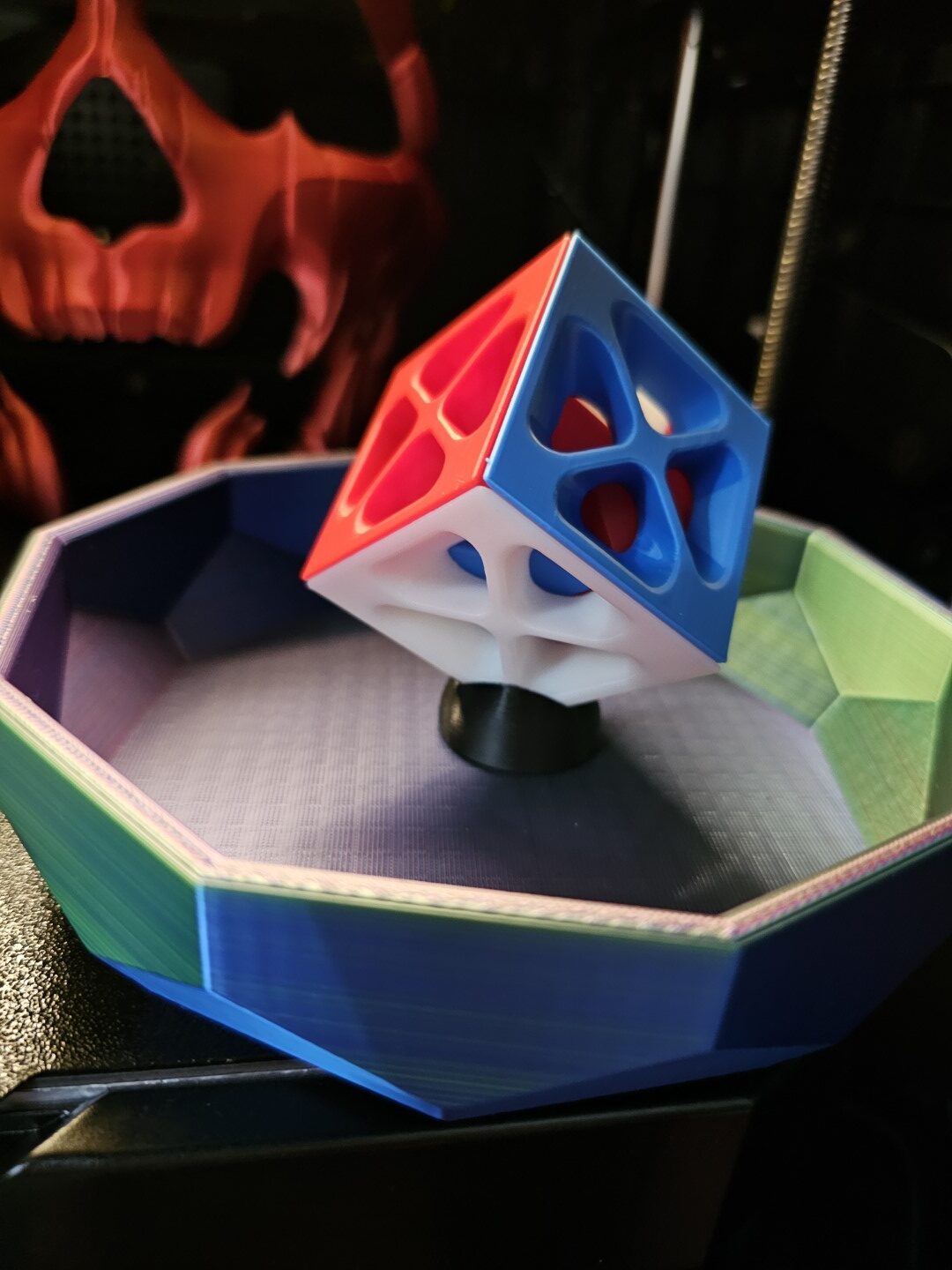
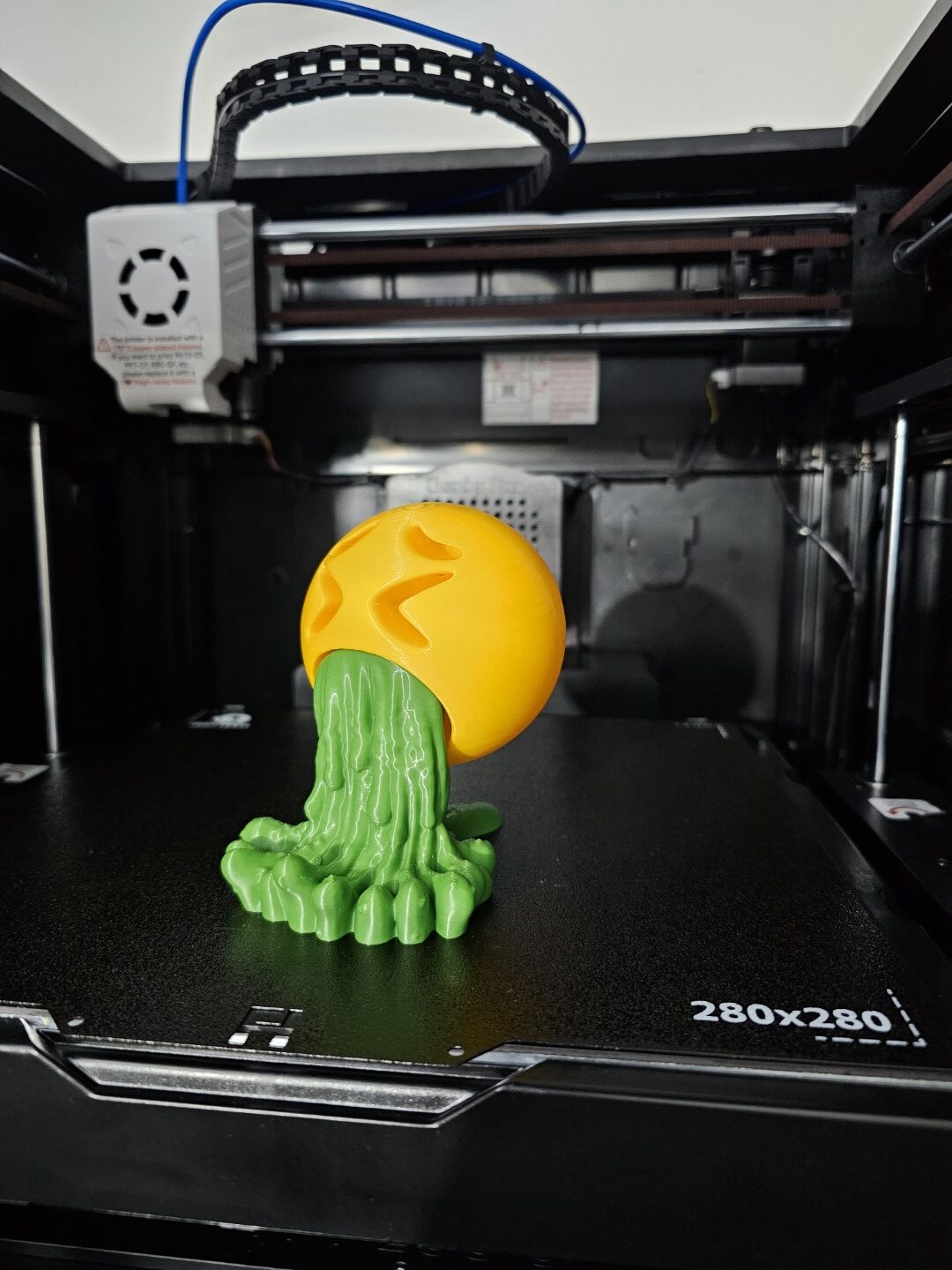
PETG hatte ich noch in „Black and White“ und habe mich auf eine Cali Cat und ein Benchy sowie den Endloswürfel beschränkt.
Es gab keinerlei Auffälligkeiten oder Probleme. Der X-Plus 3 druckt bis jetzt was man ihm vorsetzt und das ohne Murren, auch wenn das Smilie eine andere Sprache spricht…
 |
 |
 |
 |
 |
 |
Hier ein paar Links zu den Modellen (nicht vollständig):
Weihnachtsbäume > https://makerworld.com/de/models/55275#profileId-56809
Weihnachtsdosen > https://makerworld.com/de/models/55668#profileId-57243
Puzzle Cube > https://www.printables.com/de/model/338890-puzzle-cube-easy-print-no-support
Sandpapier Halter > https://www.printables.com/de/model/507667-mini-sanding-tools
Helix Testwürfel > https://www.printables.com/de/model/69934-helix-test-cube-filament-sample-xyz-calibration
K1 Max Hotend Gehäuse > https://www.printables.com/de/model/580472-creality-k1-k1-max-toolhead-covershroud
Trichter > https://www.printables.com/de/model/641382-vortex-funnels-no-supports
Bis hierhin lief alles problemlos, naja, fast problemlos.
Zweimal hatte sich der Extruder verabschiedet. Dies trat bei PLA und PETG auf. Kurioserweise waren keine Filament Reste im Extruder zu finden?!? Was mich sehr verwunderte. Der Support von Qidi war bemüht schnelle Hilfe zu bieten, versteifte sich jedoch auf die Werte des Filaments im Slicer.
 |
 |
Das Hotend, die vordere Abdeckung und auch der Extruder sind leicht zugänglich und wartungsfreundlich. Bei der Abdeckung penibel drauf achten diese nach oben zu ziehen und erst dann nach vorne zu entfernen. Andernfalls kann/können eine oder mehrere der 4 Haltehaken brechen. Die hintere Abdeckung lässt sich etwas aufwändiger entfernen. Der Drucker ist halt recht schwer und dank rutschfester „Gummifüßchen“ nicht mal eben gedreht.
Nebenbei immer Wert es zu erwähnen, der Support von Qidi ist außergewöhnlich gut und kompetent.
Nun, mit ABS traten die „Verstopfungen“ nicht mehr auf und auch sämtlichen anderen Aspekte, die den Drucker ausmachen verliefen einwandfrei.
Also geht es an die nächste Ausbaustufe. PLA, PETG, ABS, Check!
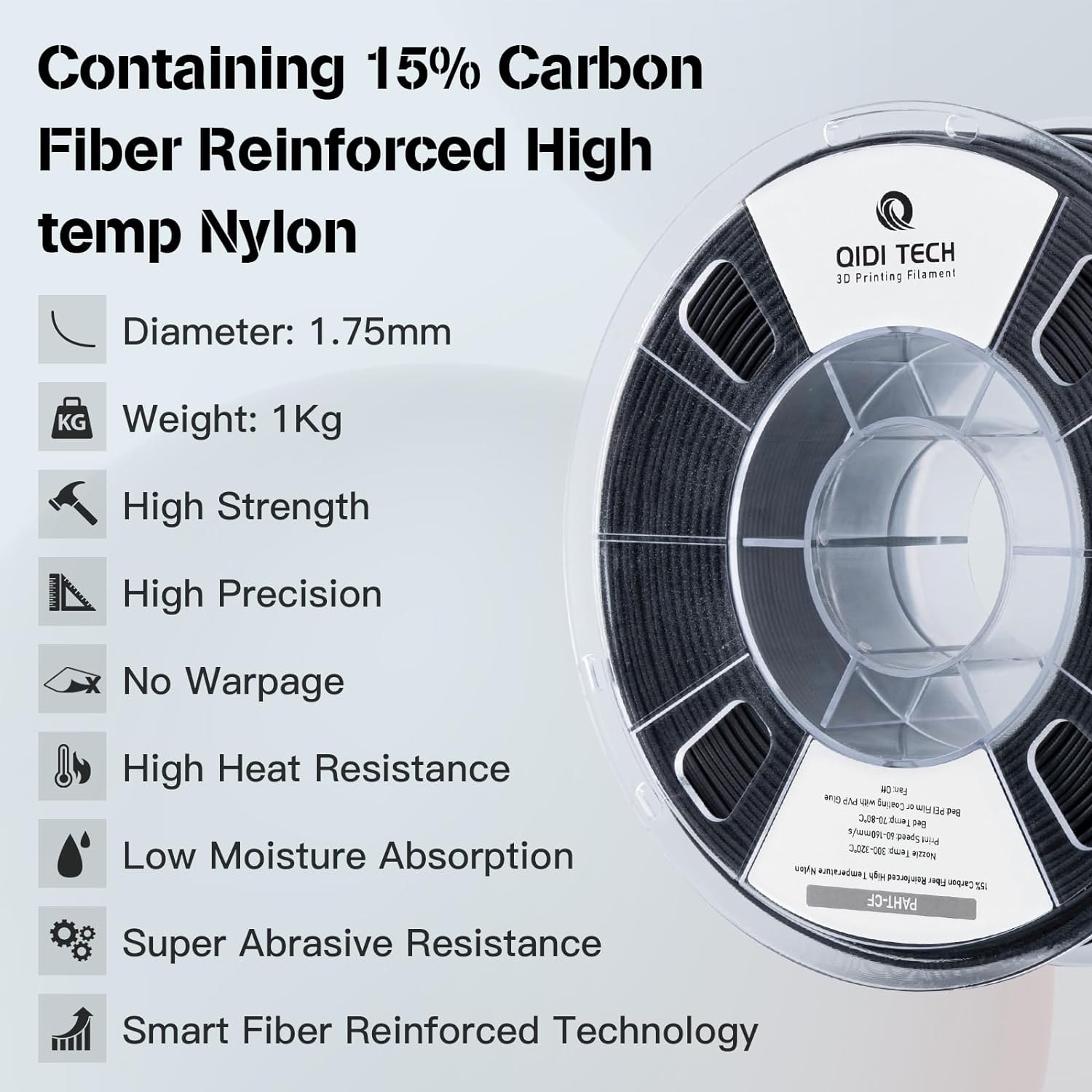
PAHT-CF ist das Filament der Stunde für meine gewünschten Versuche im PKW-Innenraum. 85% Nylon Filament mit 15% Kohlefaser Anteil.
Hitzebeständig, hohe Dimensionsstabilität, hohe Festigkeit und Abriebs Festigkeit, astreine chemische Beständigkeit sind die Stichworte, die mich glücklich machten.
 |
 |
Doch kaum habe ich das edle Filament aus der Silberfolie gepellt, purzelten mir schon die ersten Stückchen von selbigem entgegen?!?
Nylon ist eigentlich alles, nur nicht brüchig. Also, was ist geschehen?
Ich habe keine Ahnung. Beim Transport zu oft gefallen/geflogen? Dann wäre auch die Spule defekt (vermutlich)
Zu alt? Ich finde nirgendwo ein Datum.
Fakt ist, das Filament bricht nahezu sofort. Man kann es kaum bis gar nicht knicken.
Eine verlängerte Trocknung von 8 Std. bei 65°C brachte keinerlei Veränderung an der Konsistenz.
Nun geht es bei 110°C für 5 Std. in den Backofen (so habe ich es bei Qidi als Empfehlung entdeckt)
Nach dem „Backen“ ist die Haptik/Konsistenz immer noch brüchig?!?
Ob das nun der allgemeine Zustand des Materials ist, kann ich mangels Vergleich nicht sagen, doch habe ich mich entschlossen es einfach zu drucken…was soll schon passieren?
Siehe da, es druckt, als gäbe es kein Morgen. Beim ersten Druck hatte ich nicht bedacht das die Bauteilkühlung fehlt und Supports vergessen. Wurde direkt mit schlechten Überhängen quittiert.
 |
 |
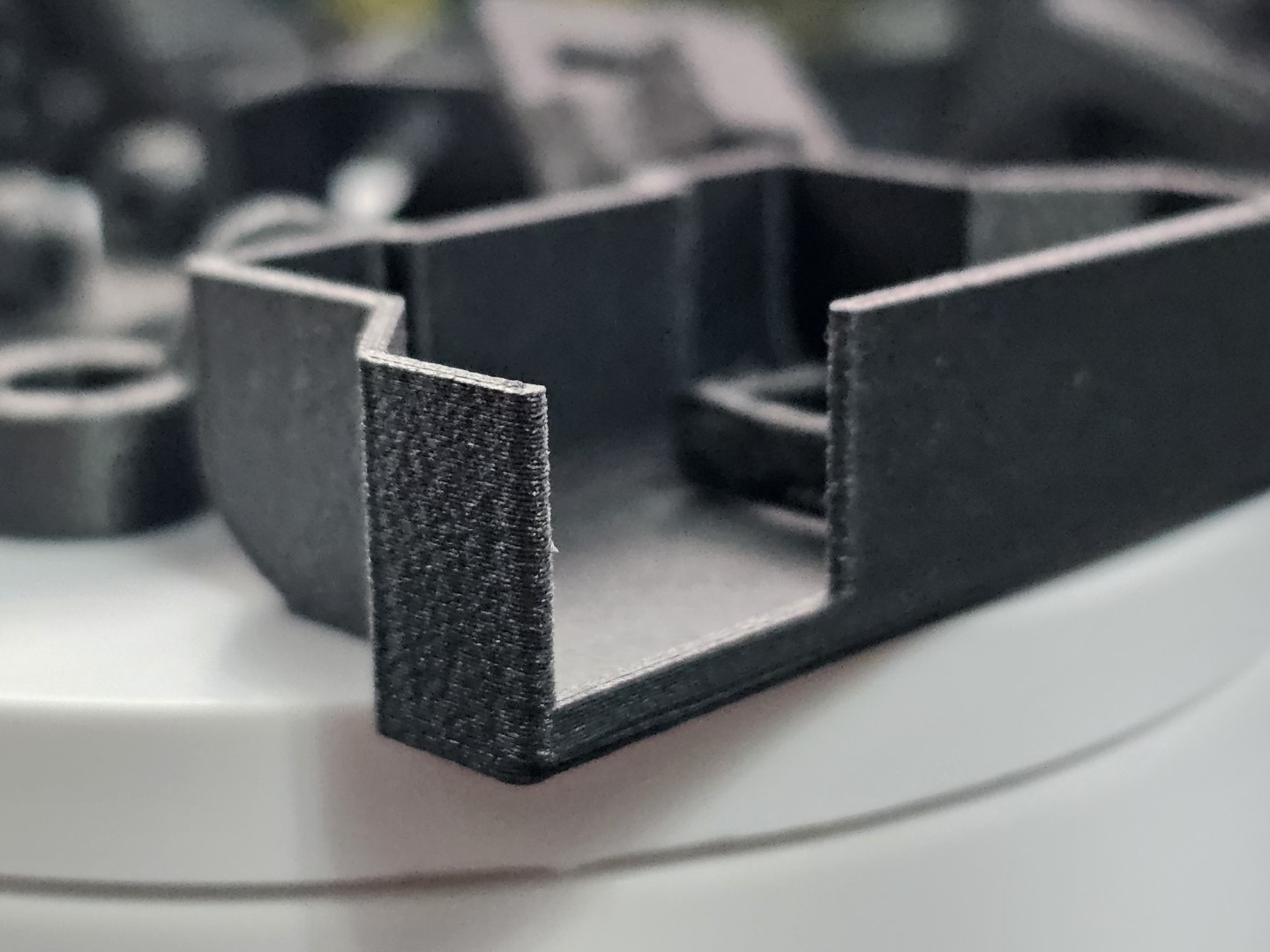
Nächster Druck, zwei kleine Halter, mit Support, wurden einwandfrei gedruckt und die Supports ließen sich nahezu problemlos entfernen (trotzdem der Hinweis, zieht eine Schutzbrille an! Die Stücke fliegen mit ordentlich Karacho durch die Werkstatt)
 |
 |
 |
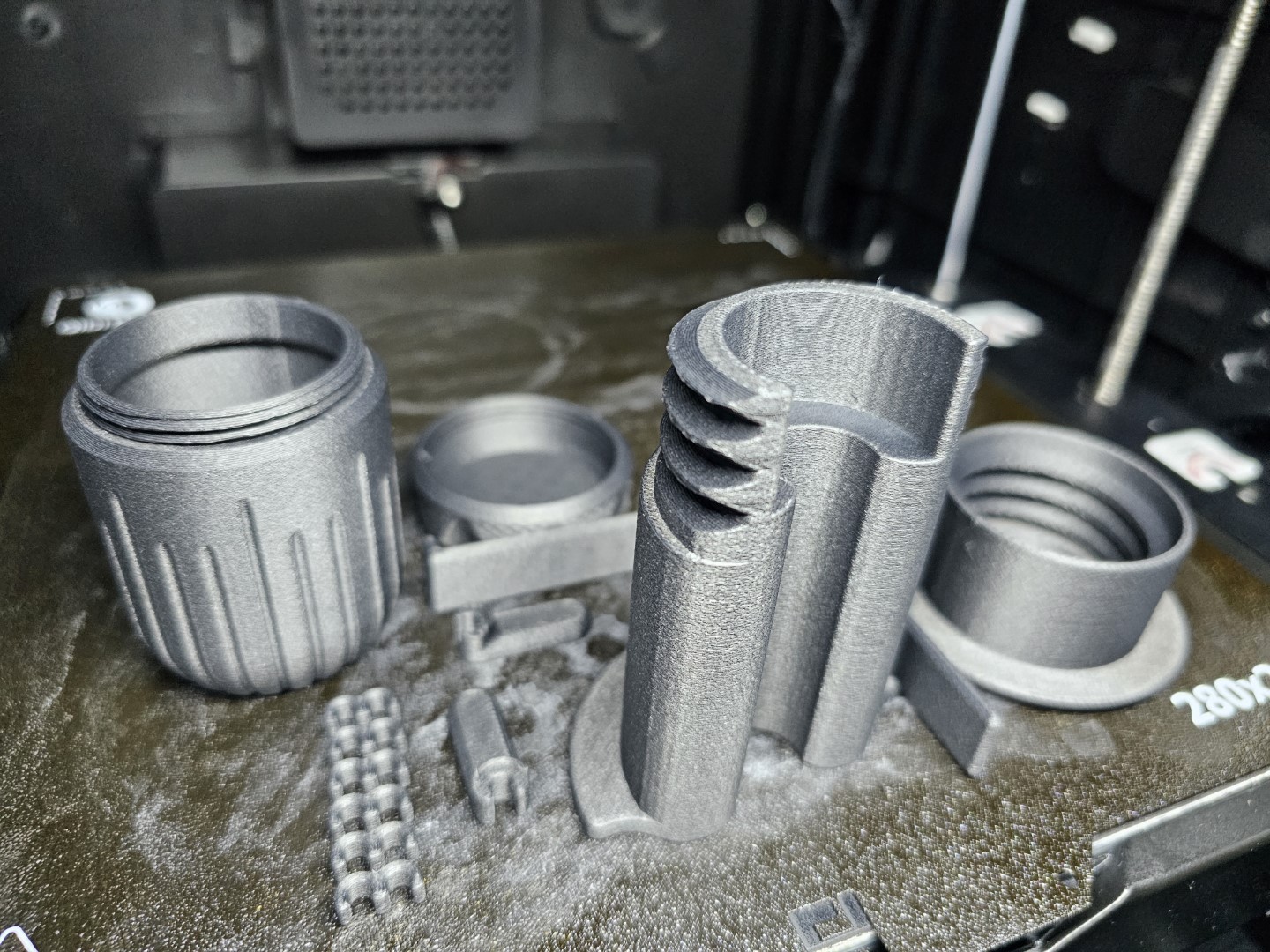
Darauf folgte ein K1 Max Druckkopf Gehäuse und diverse Schraubköpfe, Regalhalter und Schleifpapier Halter.
 |
 |
 |
Das Filament weiß zu gefallen. Die Optik ist spitze, sehr schlagfest, sehr stabil, ein Sturmfeuerzeug das PLA in Sekunden zum schmelzen bringt konnte dem PAHT-CF selbst nach mehreren Sekunden nur ein müdes Lächeln abgewinnen, kein Verzug oder ändern der Struktur (gut, das ist kein repräsentativer Richtwert ohne Messtabelle und nach einer Minute oder länger wird das Filament auch nachgeben, vermutlich)
Bedenkt man das im blauen Bereich der Flamme Temperaturen von bis zu 1300°C erreicht werden können und selbst im gelb/orangefarbenen Bereich noch immerhin bis 800°C
PEEK mit Carbon Faser kann wohl bis zu 260°C aushalten, PLA dankt schon bei rund 60°C ab. Laut diverser Quellen kann PAHT-CF bis zu 160°C über hunderte Stunden aushalten.
Mein angedachter Bereich wäre unter anderem ein Lüfterrad und Gehäuse im Motorraum eines alten PKW, zudem noch spezielle Halter für den Innenraum > altes Auto, keine Adapter für moderne Geräte = selbst machen.
 |
 |
 |
 |
 |
 |
 |
Das Material hat allerdings zwei Nachteile, der erste ist nicht tragisch und betrifft die Oberfläche. Sie fühlt sich an wie Sandpapier, ist rau und kein Handschmeichler. Der andere Punkt etwas wichtiger.
Die Layer Haftung ist nicht perfekt. Man kann gegen den Layer mit bloßer Hand das Filament nicht brechen und selbst mit Zuhilfenahme einer Zange geht das nur sehr schwer, übt man jedoch Druck mit dem Layer aus, ist es recht einfach zu brechen (zumindest bei dünnen Wänden)
 |
Ich experimentiere noch mit höherer Temperatur als 310°C und drehe die Bauraumheizung auf maximale Leistung und reiche das Ergebnis nach.
Mal sehen, ob sich da noch was tut.
Wenn man das bedenkt und bei der Ausrichtung des Modells berücksichtigt, ist es kein KO-Kriterium.
Das Filament bekommt ihr zB da > https://amzn.to/412z5b5
Wie immer sind diese Links Affiliate Links. Kauft ihr über diese zahlt ihr keinen Cent mehr, unterstützt aber das Forum und den Blog.
SUNLU APLA und SUNLU Silk PLA könnt ihr dort kaufen > https://www.sunlu.com/en-de/collections/antistring-pla/products/1-75mm-sunlu-antistring-pla-3d-printer-filament-1kg
Unterm Strich kann, nein, muss ich sagen, der X-Plus 3 hat bis auf den Aussetzer mit dem Extruder, einen richtig guten Job gemacht! Er ist leiser als der K1 Max und liefert das schönere Druckbild, jedoch hat er nicht ganz die Große Druckfläche des Creality Druckers.
Mit der aktiven Absaugung (nachgerüstet) den 350°C an der Düse und der Bauraumheizung, liefert er Bedingungen für extreme Filamente und beweist das er die auch drucken kann. Weder ABS noch PAHT-CF Gerüche konnten mein Büro trüben und da die Bauteilkühlung deaktiviert war, konnte er auch nicht mit Lärm unangenehm auffallen. Legt man jetzt noch den (deutlich gesunkenen) Preis zugrunde, verdient er eine Empfehlung als solider Allrounddrucker und erst recht, wenn es um spezielle Filamente geht.
Kaufen könnt ihr den Drucker unter anderem dort > https://amzn.to/3N9AHtS
Vielen Dank dass ihr bis hierhin gelesen habt und bei Fragen oder Anregungen, haut einfach was raus in den Kommentaren.
Ergänzung:
Hier der versprochene Nachtrag. Ich habe einige Bauteile mit erhöhter Temperatur (320°C) und aktivierter Bauraumheizung (50°C) gedruckt. Die Bauraumheizung hat vermutlich weniger gebracht als die 10°C mehr an der Düse. Speed ist gleichgeblieben.
Die Bauteile sind gefühlt deutlich stabiler und mit bloßen Händen kann ich nun auch mit dem Layer nichts brechen. Mit viel Kraft fängt es an zu knirschen. Für meine Anwendungen vollkommen in Ordnung, da brauchts kein Messgerät 🙂 …aber, was nicht ist, kann ja noch kommen (bei schlechtem Wetter und Langeweile kommen einem ja häufig komische Ideen 😉
 |
 |
 |
 |
Der Andy war’s…
Nylon ist ein abartiges Material. Es muss absolut trocken sein. Am Besten zuvor in die aktive Trockenbox und von dort heraus auch drucken. Bauraumheizung nutzen… Ganz wichtig aber die Ausgangsbasis mus explizit stimmen. Davon hängt alles weitere ab.
ABS drucke ich aus gesundheitlichen Gründen nie. Bevorzuge da ASA. PAHT-CF hatte ich noch nicht in Arbeit. PLA-CF, PETG-CF hingegen schon, ABS-GF … na ja ABS. Warte noch ob ASA-GF kommt, weil soll ja geil sein (Belastbarkeit und Flexibel).
PETG-CF ist ja nicht ohne und fast genauso empfindlich wie Nylon, was wahrscheinlich daran liegt dass wohl PETG als auch die Kohlefaser ihre Probleme mit Feuchtigkeit haben. Bei Kohlefaser kommt es auch noch auf die verabreitete Länge an. Leider geben viele Hersteller darüber nichts aus. Lange Faser dürften aber wohl teurer sein. BASF hat da so eines im „Angebot“, Kilo 350 Euro… Oops…
Es ist schon geil was die Qidi’s wegbekommen und in welcher Qualität !!!
Nur was Qidi wirklich fehlt zur den industriellen Anbietern und jene auch so extrem teuer macht, das sind die lizenzrechtlichen Bestimmungen. Würde Qidi diese alle haben und erfüllen, müsstest mindesten einen 1000.er drauflegen. Das ist ja auch das was Pursa zu solchen Preisen zwingt.
Hi, Trockenbox reicht bei dem PAHT-CF leider nicht aus.
Laut Qidi muss das Filament bei 100°C bis 110°C, für 4 bis 6 Stunden in den Backofen.
Das schafft keine meiner Trockenboxen oder Dörrautomaten.
Ich mag es nicht irgendetwas anderes als Essen in den Backofen zu packen, aber es blieb mir keine andere Wahl 😉
Komischerweise sind die Haptik und Konsistenz danach immer noch sehr steif und brüchig, lies sich aber problemlos drucken.
ASA werde ich auch mal in Angriff nehmen. Bis dato komme ich mit ABS sehr gut zurecht und vor allem, ich habe eine aktive Absaugung am X-Plus 3, direkt zum Fenster.
„Angeblich“ erzeugt nicht jedes ABS beim Schmelzpunkt giftige Dämpfe, aber Vorsicht ist die Mutter der Porzellankiste.
Am Ende ist der Drucker für den aktuellen Preis nicht zu schlagen, in seiner Vielfältig und Möglichkeit.
Sorry, für die späte Antwort.
Das mit PAHT-CF habe ich auch schon zu hören bekommen. Ein verdammt perfides Material und extrem Energieintensiv.
Was mir beim X-Plus aber aufgefallen ist, ist dass die Bauraumentlüftung zum Teil in den Bereich des Mainboards gelangt, es also nicht alles durch die Lüftungsgitter hinten heraustritt. Ich habe mir hier mit TPU beholfen, um die Entlüftung direkt zu den Lochgitter zu führen. Werde es die Tage zum Download ausstellen, arbeite aber gerade auch noch eine neue Abdeckung für den hinteren Druckkopf aus, weil diese Schrauberei geht auf den Sack, zumal diese Schrauben es immer wieder mal fertig bringen und herunterfallen… Nervt, extrem 😉
Die Bauraumheizung soll bei abrassiven Filamenten die Festigkeit um bis zu 15% erhöhen. Einen Test hatte CNC Kitchen einmal auf YT veröffentlicht.
Was mit erschreckt ist dass 320° auf der Nozzle auch problemlos auf meinen kleenen X-Smart geht… Abgesehen von der fehlenden Bauraumheizung hat der alles was die Großen auch haben. Und Leise ist das kleine Ding auch noch… ❤️❤️❤️ 😉
Ach ja, Leise… Noctua bringt endlich einen 40.er 24V Lüfter auf den Markt… Ich weiß auch schon wo der verbaut wird !!!
In einer Werkstatt, wo der X-Max steht, da stört der Lärm nicht aber Zuhause, wo der X-Plus steht … der Lüfter nervt richtig und vielleicht werde ich hier auch noch selbst etwas mehr einbauen als nur den Noctua, der sicherlich 3Pins haben wird…
Das erklärt auch warum auf der Rückseite so wenig „Luft“ Druck entsteht und ich einen zusätzlichen Rohrlüfter zur Absaugung einsetzen musste.
Yup, das wechseln der Düse/Hotend könnte so einfach sein, wäre da nicht die hintere Abdeckung.
Bin gespannt welche Lösungen du da konstruiert hast 🙂
Haben die Noctua nicht einen 4Pin Stecker wegen PWM oder bieten die auch Lüfter ohne Steuerung an? Bin da nicht mehr so im Bilde.
Viel schlimmer als der konstante Lärm vom Hotend Lüfter finde ich das ewige Pulsen (rauf und runter…) je nach Modell.
Genau deshalb 😉
Ich hatte mich auch gewundert wo die Luft hin ist. Aber darüber gestolpert bin ich erst wegen dem Mainboard-Lüfter. Diesen habe ich jetzt gegen diesen http://www.amazon.de/Lüfter-40x40x20mm-21dBA-Sunon-EB40202S2-999/dp/B00MNJD8BE/ ausgetauscht. Der macht den nervigen Lärm, der Hotend-Lüfter nicht !!!
Also zumindest im Plus3 ist dieser Lüfter schon einmal verbaut. Nächste Woche wohl auch beim x-Max3 in der Werkstatt. Jetzt ist der richtig schön leise und der pustet auch ganz ordentlich durch 😉
Bei Noctua können es 3 oder 4 Pins sein.
Prima, danke für den Link und Testen 🙂
Ach so, Andy.
Was ich gerade drucke kannste im Forum verfolgen 😉
Ich gucke…
Bitte mal den Bauraum voll aufheizen und dann Hochtemp Material drucken. Es gab Berichte das er da abschaltet, weil zu heiß.
Das steht tatsächlich als nächstes an, ich will ja testen wie sich das mit der Layerhaftung entwickelt wenn er mehr Hitze bekommt. Ich berichte 🙂
Ja, mehr Hitze könnte helfen.
Was aber aus meiner Sicht mindestens genauso wichtig ist, ist die Druckgeschwindigkeit.
Je geringer die Druckgeschwindigkeit, umso besser die Haftung der Layer, so meine Erfahrung mit ABS, das ich sehr oft drucke.
Die Bauraumheizung ist eigentlich hauptsächlich dafür da, das Warping zu unterdrücken. Nimmt aber natürlich auch die Spannung zwischen den Layern heraus, was ebenfalls zu einer besseren Layerhaftung führen könnte.
Die Zusammenhänge von Bauraumheizung, Druckgeschwindigkeit, Bauteilelüfter, etc. wären eigentlich mal ganz interessant im Detail zu erfahren.
Aktuell stecke ich noch in einem größeren Weihnachtsprojekt.
Wenn das fertig ist, gehts wieder an den Qidi 🙂
Was die Zusammenhänge betrifft, das ist immer eine „Gratwanderung“ der einzelnen Komponenten und Einstellungen (bei vielen Problemen im und rund um 3D Druck)
Wenn ich bessere Ergebnisse erziele, poste ich hier die Einstellungen.
Jo, diese Wahrscheinlichkeit könnte bestehen. Es konnte auch sein dass dir die Sicherung herausknallt. Dies hatte ich sogar schon beim Einschalten, was wohl daran liegt dass beim Einschalten beide Netzteile gleichzeitig und nicht verzögert oder so angesprochen werden. Bis 55° bin ich schon damit gegangen und dies ohne Probleme.
Vielleicht ist dies auch der Grund warum BambuLab bei seinem wohl industriell-zertifizierten – daher auch extrem teuer – C1E bei 60° die Grenze setzt.
Das mit der Temperatur/Sicherung kann schon passen (beide Netzteile > 1000 Watt und oftmals an einer Mehrfachsteckdose mit anderen Druckern), das mit den Zertifikaten und entsprechend hohen Kosten auf jeden Fall.
Ich kann den XPlus 3 in der aktuellen Version ebenfalls nur wärmstens empfehlen. Deine Erfahrungen kann ich nur bestätigen. Wenn der große Bruder das genauso gut macht, steht der ebenfalls bald bei mir. Ich empfinde den XPlus 3 als sehr geschmeidig und ruhig laufenden Drucker! Absolute Kaufempfehlung
So sehe ich das auch, zumindest heute beim aktuellen Stand der Auslieferung 🙂
Danke für den Bericht Andy. Freut mich, dass Dein Qidi gut druckt.
Qidi hat reagiert und nachgebessert. Vom reinen Service kann ich über Qidi auch nur Gutes sagen. Bei Creality warte ich seit 3 Tagen auf eine Antwort.
Danke dir. Ich bin auch überaus zufrieden und finde die Erwähnung sinnig, da Qidi an sich/bzw. dem Drucker gearbeitet hat.
Trotzdem schade und traurig für die treuen Kunden die sofort zugeschlagen haben und mit der ersten Revision viel Pech hatten.