
Cura Multicolor die 2.
Nicht mit mehreren Extrudern und Multihotends oder Idex…! Nein! Es geht um Singelhotend mit einem Extruder und nicht auf einzelne Layer begrenzt! Das hab ich längst gezeigt!
Hier kommt gerade eine „neue“ 1:1 Kopie des Ender-3 an und als würde das nicht schon genügen ist es die 2.Version der Kopie und die wurde schon von Stephan vorgestellt. (Langweilig!) Wenn ich den Kasten nun vorstelle muß ich da irgendwas zeigen, was es rechtfertigt diesen Bericht zu schreiben. Der Drucker selber liefert nicht viel und so suche ich im Netz was da schon an Umbau, Firmware u.s.w. existiert. Dabei bin ich über Alex_QM einen Aquila Guru aus Mexiko gestolpert und der hat neben einer angepaßten Firmware noch paar tolle Ideen mehr zu bieten. So auch zum Thema mehrfarbige Drucke und das ist nicht auf den einen Drucker begrenzt. Variante 2 hab ich schon mit Cura und Prusa im Beitrag erklärt. Ist Schnee von gestern. Den Rest find ich aber spannend und der kommt hier von mir übersetzt, bearbeitet und in bunt:
So erhaltet Ihr ganz einfach mehrfarbige Drucke auf dem Aquila.
(Ender-3 oder was auch immer…)
Sie können einen Multi-Material-Druck ziemlich einfach ohne spezielle Hardware erstellen, solange sich der Multi-Material-Teil nicht über zu viele Schichten erstreckt, da Sie derjenige sind, der die Filamente wechselt.
1. Zuerst müssen Sie eine Firmware flashen, die den Befehl M600 – Filament Change unterstützt. Siehe weiter oben. Vergessen Sie nicht, auch DWIN_SET auf das Display zu flashen.
2. Bearbeiten Sie die Geräteeinstellungen und erhöhen Sie die Anzahl der Extruder. Einer für jede Farbe.
3. Für jeden Extruder erhalten Sie einen Eintrag in der Einstellungsliste („Extruder1“, „Extruder2“, „Extruder3“, …). Setzen Sie M600 (M600 X10 Y15 Z5 ; Do filament change at X:10, Y:15 and Z:+5 from current) auf jeden Extruder-End-G-Code, damit der Drucker anhält, damit Sie das Filament wechseln können, wenn der Druck mit der aktuellen Farbe abgeschlossen ist. Vergessen Sie nicht, den Düsendurchmesser bei jedem Extruder richtig einzustellen.

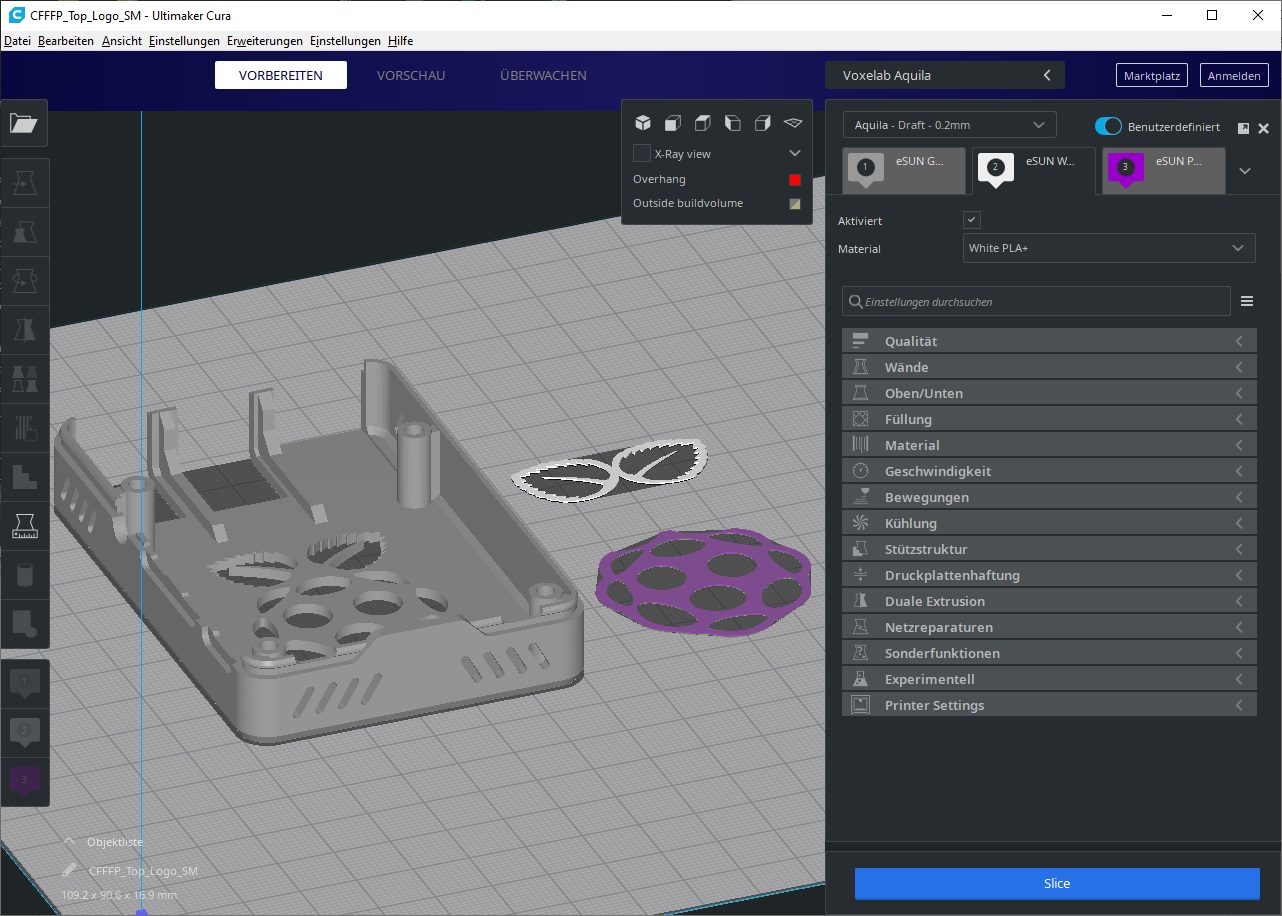
4. Öffnen Sie ein mehrteiliges Design wie dieses Raspberry Pi 4 Case und weisen Sie jedem Extruder ein anderes Material und jeder Komponente einen Extruder zu.


Sie werden so etwas bekommen. Sie können auch verschiedene Temperaturen, Infill-Einstellungen usw. für jede Farbe oder jeden „Extruder“ festlegen.
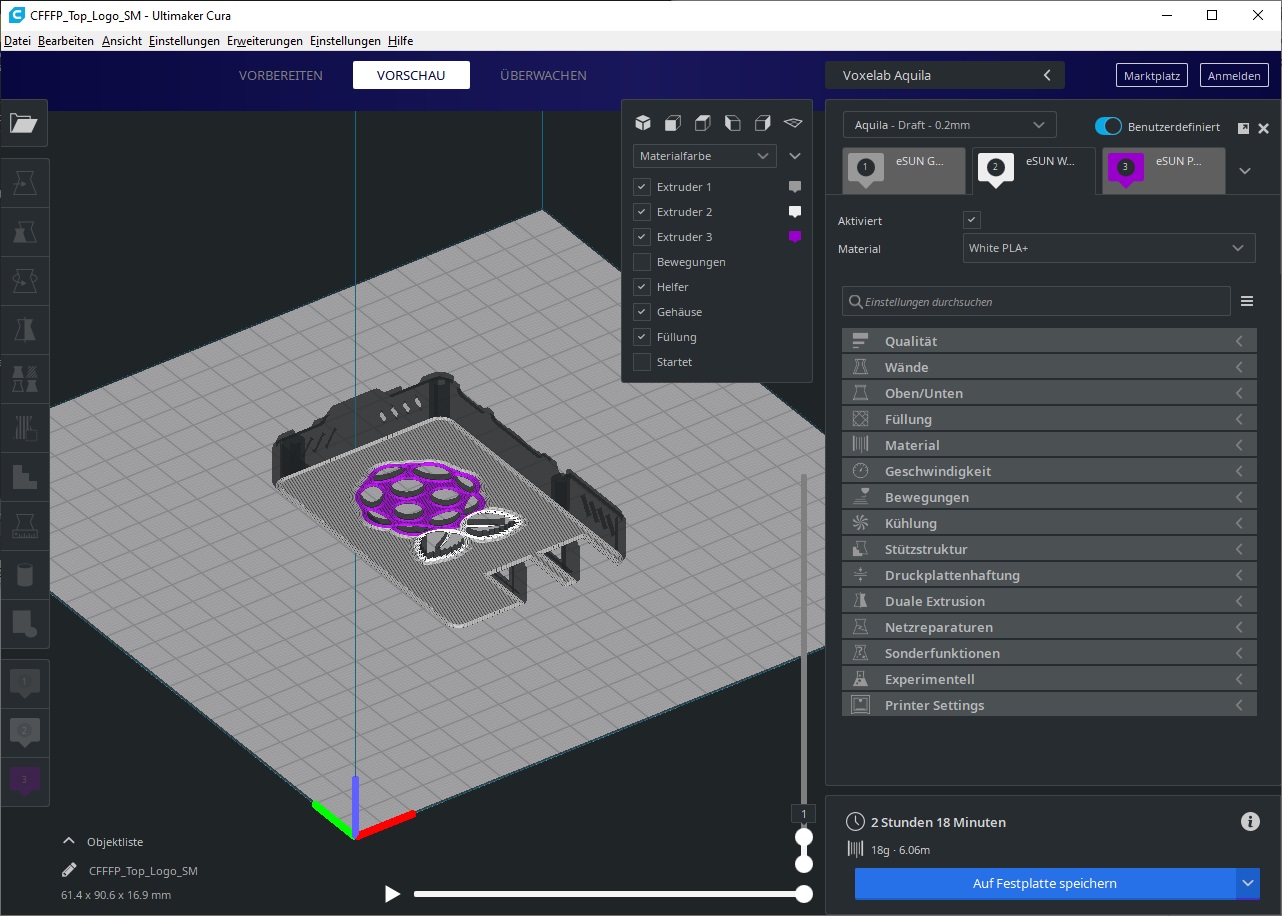
5. Wählen Sie als Nächstes alle Modelle aus, klicken Sie mit der rechten Maustaste, und wählen Sie Modelle zusammenführen aus. Jetzt erhalten Sie dieses Ergebnis, wenn Sie es slicen.
6. Ändern Sie schließlich die Einstellungen Anfangsdrucktemperatur, Enddrucktemperatur und Standby-Temperatur auf allen Registerkarten Extruder Druckeinstellungen auf die gewünschte Drucktemperatur.
Dies ist notwendig, da der Drucker die Temperatur der anderen „Extruder“ reduziert, wenn er nicht verwendet wird. Da wir physisch nur einen haben, wollen wir seine Temperatur beim Farbwechsel nicht reduzieren.
7. Zeigen Sie eine Vorschau des Drucks auf Ihrem Slicer an, damit Sie wissen, welches Filament zuerst geladen werden soll.
8. Viel Spaß beim Drucken!
So weit die Anleitung von Alex. Wer nun wie ich kein M600 nutzen kann der kennt ja sicher schon die Alternative aus Cura Nachbearbeitung. Statt Change at Z wird hier Pause at height mit M0 verwendet. Neben Stop und warte auf den User ist auch M25 P1 oder M125 P1 Pause SD File oder Parke Druckkopf möglich. Dabei muß halt das Filament komplett von Hand gespoolt werden. Ist oft aber schneller als es den Extruder machen zu lassen. Vorsicht nur, daß Ihr dabei nichts an den Achsen verschiebt, sonst ist da ein Versatz drin.
Hier die erweiterte Cura-Fibel im Pdf-Format.
Spiele gerade mit BambuStudio und verwende eine Sonic Pad mit Ender 3V2 auf dem Mac – also alles falsch, aber es funktioniert – Jetzt meine Frage: Ich kann im BambuStudio ein negatives Teil laden, dann muß ich nicht bei der stl. Datei die 2. Farbe aussparen, das mach der Slicer, danach den z-hob einstellen und einmal das negative Teil in ein normales umwandeln und nochmals slicen und ab die Post – nur das Anordnen in der exakten Höhe ist ein bißchen nervig – gibt es diese Möglichkeit im Cura auch, vielleicht geht’s da sogar einfacher? Bin zur Zeit auf dem Radnabendeckeltrip und bräuchte noch ein paar davon ….
Du sagst es schon. „BambuStudio, SonicPad, Mac“ jedes einzelne dieser Worte schmeißt mich schon aus dem Rennen. Ich weiß nicht mal, was Du unter „negatives Teil“ verstehst. Bei dem gezeigten Vorgehen wird für jede Farbe ein eigenes Modell benötigt. Dem wird eine Farbe zugeordnet und die Teile werden wieder zueinander ausgerichtet. Im Prusa-Slicer gibt es zusätzlich die Möglichkeit, ein Modell einzufärben. Vermutlich ist das auch im BambuStudio möglich. Im Cura gibt es diese Möglichkeit leider nicht. Stell die Frage besser in das Forum und paar aussagefähige Bilder dazu. Sicher gibt es da paar User mit paar zusätzlichen Ideen.
Du schreibst im Artikel folgenden Satz. Aber wie wird nicht erklärt.
2. Bearbeiten Sie die Geräteeinstellungen und erhöhen Sie die Anzahl der Extruder. Einer für jede Farbe.
Ich habe zBsp. meinen Prusa i3 MK3S+ eingestellt und im Dropdown geht nur ein Extruder.
Also bitte erkläre doch wie du das gelöst hast.
Ich habe es ja nicht für den Prusa i3 MK3S+ erklärt. Die Erklärung am Beispiel des Aquila beinhaltet einen gewaltigen Unterschied. Es ist kein fertiges Drucker-Profil für den Drucker im Cura enthalten. Die fertigen Drucker-Profile berücksichtigen solche kleinen Tricksereien nicht und es steht der tatsächliche Wert für die Zahl der Extruder in der Definition. Darum läßt Cura dann auch keine Änderung in der Geräteeinstellung zu. Wird ein komplett neues Druckerprofil erstellt, fragt Cura bei der Erstellung bereits nach der Anzahl und läßt auch später dort eine Änderung zu. Der Custom FFF printer hat 8 Extruder in der Vorgabe und die können dann auch genutzt werden. Wenn Du das nutzen möchtest, kannst Du einen komplett neuen Drucker in Cura einrichten oder alternativ in einem Editor die prusa_i3_mk3.def.json im resources Verzeichnis um weitere Extruder erweitern.
„machine_extruder_trains“: {„0“: „prusa_i3_mk3_extruder_0“}
Dann aber auch unter extruders diese anlegen. Erst dann werden diese auch in der Geräteeinstellung sichtbar. Für das gezeigte Beispiel ist es halt weit weniger umständlich. Anzahl der Extruder 1-8 auswählen und fertig.
Vielen Dank für die schnelle Antwort und die verschiedenen Wege dies zu erreichen.
Für mich ungläubigen….:
Wechselst du im gleichen layer die Farbe? Das heißt man kann auch X/Y Achse unterschiedlich färben?
Das würde dann jedes Logo ermöglichen
So ist es!
Welche Vorteile bietet das ggü. der Methode mit „Stop at height“? Mein Drucker unterstützt M600 bsw. nicht und ich nutze hierfür immer besagtes Script.
LG
Oli
Beim Stop at Height kannst Du innerhalb eines Layers keine Farbe wechseln. 3 Farben auf einem Layer wie hier ist damit nicht möglich. Ansonsten sollte es aber sicher auch mit einer Pause funktionieren. Dann natürlich mit manuellem Filamentwechsel.
Ah, verstehe. Danke!
Hmmm, copy & paste oder texten in schizophrener Gemütslage?
Mal werden wir „gesiezt“, in der nächsten Zeile „gedutzt“. Und dann wieder retour…
Etwas irritierend 😀
Nun wie in der Einleitung erklärt „…von mir übersetzt, bearbeitet und in bunt:“ ist das mit Übersetzung aus dem Englisch so ein Problem. Dort gibt es keinen Unterschied zwischen Sie und Du. Somit gut erkennbar, wo die Übersetzung aufhört und die eigene Bearbeitung beginnt. Ich hätte es auch 1:1 durch Google laufen lassen können und keiner hätte was verstanden. Bislang hab ich es mir verkniffen hier zu siezen. Jetzt besser? So lange das aber das einzige Problem ist kann ich damit leben. Dann wurde zumindest der Inhalt verstanden.
Es muss nicht immer Google sein. https://www.deepl.com/translator ist meiner Meinung nach viel „schöner“ und übersetzt sogar abhängig vom Kontext!
DeepL
*Herzchen Smiley
Ich bitte um Entschuldigung! Die Seite aus dem Link ist noch in Arbeit…
sollte aber auch mit der alternativen Firmware für den Ender-3 V2 funktionieren.