
ColorPrint und Teile einlegen mit Slic3r und Cura
Immer wieder taucht die Frage auf: Wie kann ich in einem Druck die Farbe wechseln oder ein Teil einlegen. Die Prusa-Besitzer kennen die Antwort und da die Frage immer wieder beim CR-10 gestellt wird erklär ich es am CR-10. Es sollte aber auch an den meißten anderen Prusa-Nachbauten so funktionieren.
Bei anderen Druckern funktioniert das etwas besser als beim CR-10 und die fahren die Düse in eine Warteposition. Der CR-10 hat den Befehl für die Pause auch im Menu bleibt aber unmotiviert mitten im Bauteil stehen und die heiße Düse hinterläßt eine unansehnliche Stelle am Druckobjekt. Wenn das Material verbraucht ist und man nachlegen muß dann ist das leider so.
Wenn Ihr vorher wißt, daß Ihr die Farbe oder das Material an bestimmter Höhe wechseln möchtet gibt es ein einfaches Tool von JPrusa mit Namen ColorPrint. ColorPrint gibt es in 3 Ausführungen und alle 3 funktionieren mit dem CR-10. Die einfachste Möglichkeit ist der Download des Softwarepakets auf https://www.prusa3d.de/treiber/. Darin enthalten ist das Tool ColorPrint, Slic3r in der Prusa Edition und PrusaControl. Wer nur das Tool herunter laden möchte findet auch hier den Link. Meine Empfehlung ist jedoch das komplette Packet zu verwenden. PrusaControl enthält das Tool bereits und die 3.Möglichkeit ist online unter https://www.prusaprinters.org/color-print/ das Tool zu nutzen.

Das Bauteil wird zunächst ganz normal geslict. Ihr könnt im Slicer die einzelnen Schichten sehen und mit dem Schieberegler hindurch fahren. Merkt Euch in welcher Schicht Ihr die Farbe wechseln möchtet.


Öffnet ColorPrint und fügt das gCode-File ein. Wurde ein anderer Slicer als Slic3r verwendet erscheint eine Meldung.


In den meißten Fällen funktionieren auch gCode-Dateien von Cura, muß aber nicht. Nun gebt die Schicht für den Farbwechsel ein und ColorPrint fügt an der Stelle in den gCode eine Pause ein.

Mehrere Filamentwechsel sind möglich. Ich nutze es auch um Teile wie Muttern einlegen zu können. PrusaControl läßt sich nicht für andere Drucker anpassen funktioniert aber auch mit dem CR-10.

Wenn Ihr das Teil nun druckt fährt die Düse in der gewünschten Höhe in eine Parkposition und wartet mit dem Druck auf eine Eingabe. Ihr habt also jede Zeit der Welt für den Filamentwechsel. Es gibt aber ein Problem. Die Stepper sind nicht gebremst! Wenn Ihr also mit Kraftaufwand den Hebel am Extruder bedient ist schnell die Höhe verstellt und da der Drucker davon nichts weiß ist der Druck versaut. Um ohne Kraftaufwand das Filament aus dem Bowden und wieder hinein zu bekommen hab ich den kleinen Knopf auf dem Stepper.

Das neue Filament transportiere ich dabei so weit in die Düse bis die restliche alte Farbe verdrängt ist. Mit der Bestätigung am Knopf der Kontrollbox wird der Druck fortgesetzt.
(Update 26.01.2018)
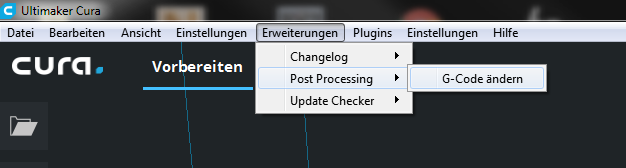
Ich hab oben den Filamentwechsel mit ColorPrint von JP und dem Slic3r erklärt und darauf hingewiesen, daß es auch zum Einsetzen von Teilen wie Muttern verwendet werden kann. Hendrik hatte den Einwand, daß es lästig ist wenn der Drucker beim Teile einlegen das Filament auswirft und freundlicher Weise im Forum ein gCode-Script mit Anleitung für die Pause veröffentlicht. Wer wie ich den CR-10 mit Cura füttert kann sich entspannt zurücklehnen. Cura bietet Filamentwechsel und Pause. Dazu findet Ihr unter Erweiterungen den Befehl G-Code ändern und könnt im Fenster das gewünschte Skript auswählen und hinzufügen. Der Rest ist analog zu ColorPrint von JPrusa also Layer eingeben und schließen. Einfacher geht wirklich nicht!

Im Blog von Prusa ist ein Beitrag zum Thema mit dem PrusaSlicer erschienen.
Praktische Anwendungen von Farbwechsel in PrusaSlicer
von Uwe Reintzsch
Du kannst auch einen Text-Editor nehmen und in passender Höhe (Z) ein M600 einfügen.
Dann druckt der 3D Drucker bis zu dem gCode und macht dann einen Filament-Wechsel.
Das heißt der fährt bei Seite und wartet bis du das Filament gewechselt hast. Weiter geht es mit einen Knopfdruck. Dann fährt der Drucker wieder an die passende Stelle.
Marlin 2.0.x und neuer.
Man kann den gesamten gCode im Texteditor erstellen. Leider gibt es das simple Tool nicht mehr zum Download bei Prusa. Es wurde in den Prusa Slicer integriert. Auf der Seite von Prusa ist es noch integriert. Aber auch der Prusa Slicer kann es noch nachträglich in den gCode integrieren. Für die meisten Nutzer mit Sicherheit einfacher als ein Textprogramm zu bedienen.
Super sehr interessant!
Danke! Nicht mehr ganz aktuell aber vom Prinzip hat sich nichts geändert.
Gute Idee! Da bin ich ja noch nicht drauf gekommen. Aber: Der „kleine Knopf“? Was ist das bzw. was macht das Ding?
@Ralph
https://www.thingiverse.com/thing:2704225
Du kannst ganz einfach den Motor drehen und somit das Filament drehen ohen Kraftaufwand und somit ohne die Gefahr die Z-Achse auch nur ansatzweise minimalst zu bewegen… den damit wäre der Druck hinüber.
Hallo Hugoline,
schöner Beitrag! Ich hoffe, Ralf setzt ihn online. Möchtest Du ihn gleich noch ergänzen um das Thema? Ich hätte mir das Dokument als Bedienungsanleitung von Creality3D beim Kauf des CR-10 gewünscht.
…und ich dachte es wäre Allgemeinwissen aber dann gäbe es nicht ständig Nachfragen.
Da der Stepper des Extruders am CR-10 einen langen Wellenabgang besitzt gibt es einen Überstand am Ritzel auf den ich den Knopf gesetzt habe und kann somit das Filament durch drehen am Knopf fördern ohne mit Kraft an dem Hebel zu drücken und Gefahr zu laufen die Höhe zu verstellen.
Da war einer schneller.