
Töpfern mit dem Tronxy Moore 1
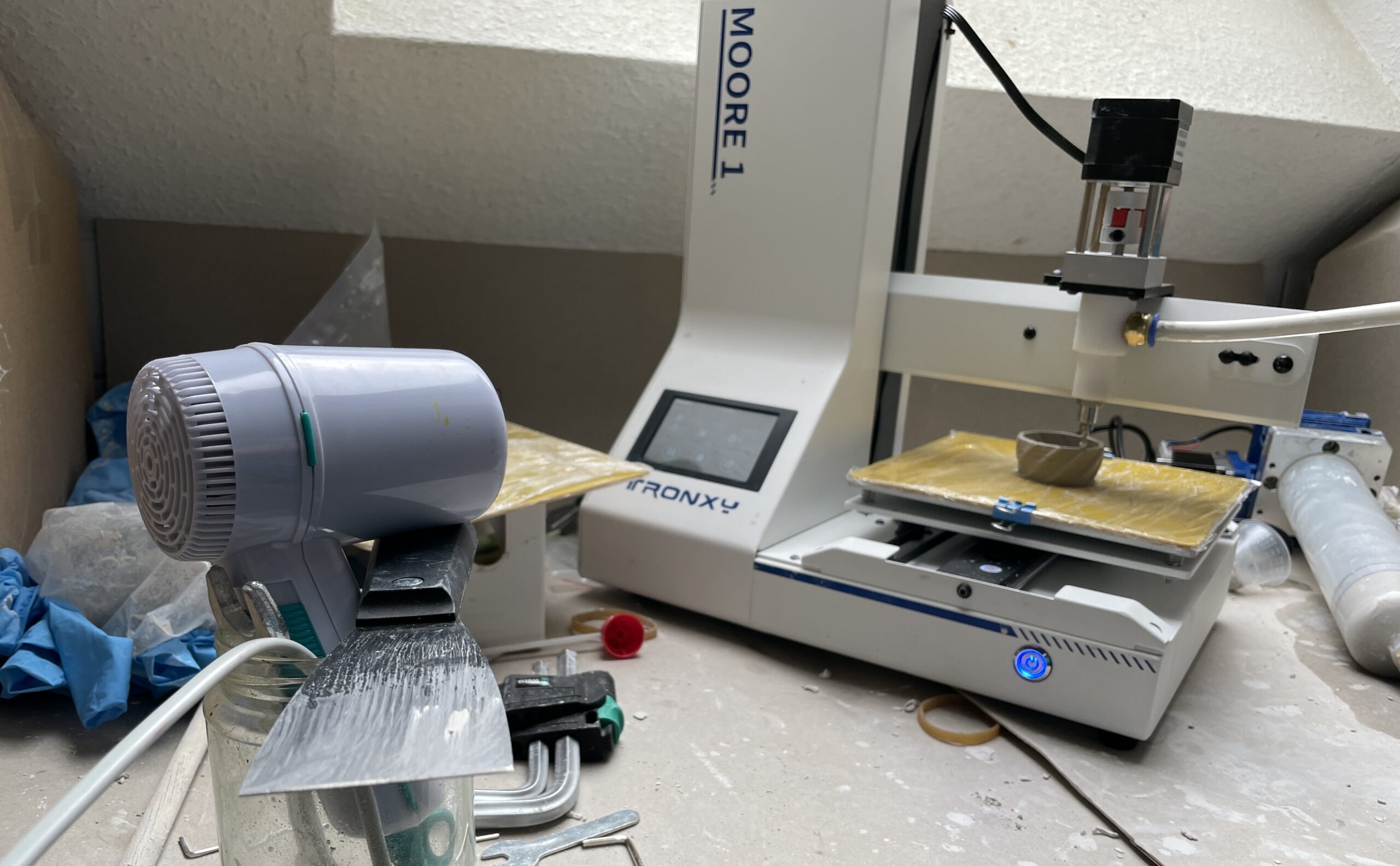
Diesmal teste ich was ganz Ungewöhnliches: einen 3D-Drucker mit dem man Töpferwaren herstellen kann, der also mit Ton druckt: den Tronxy Moore 1. Ob das tatsächlich funktioniert…
…könnt Ihr in diesem Testbericht erfahren.
Der Drucker wurde uns freundlicherweise kostenlos von Geekbuying zur Verfügung gestellt, weitere Absprachen gab es nicht.
Da ich die Idee faszinierend fand, mal was anderes als Kunststoffe zu verarbeiten, habe ich gleich „Hier!“ geschrien, als Stephan den Drucker angekündigt hat. OK, sonst wollte niemand so richtig, vermutlich in Anbetracht der wohl zu erwartenden Sauerei.
Erstmal die technischen Daten laut Tronxy, Übersetzung von mir:
Bauraum: 180*180*180 (mm)
Düsengröße: 1.0~3.0mm, 2.0mm(Standard)
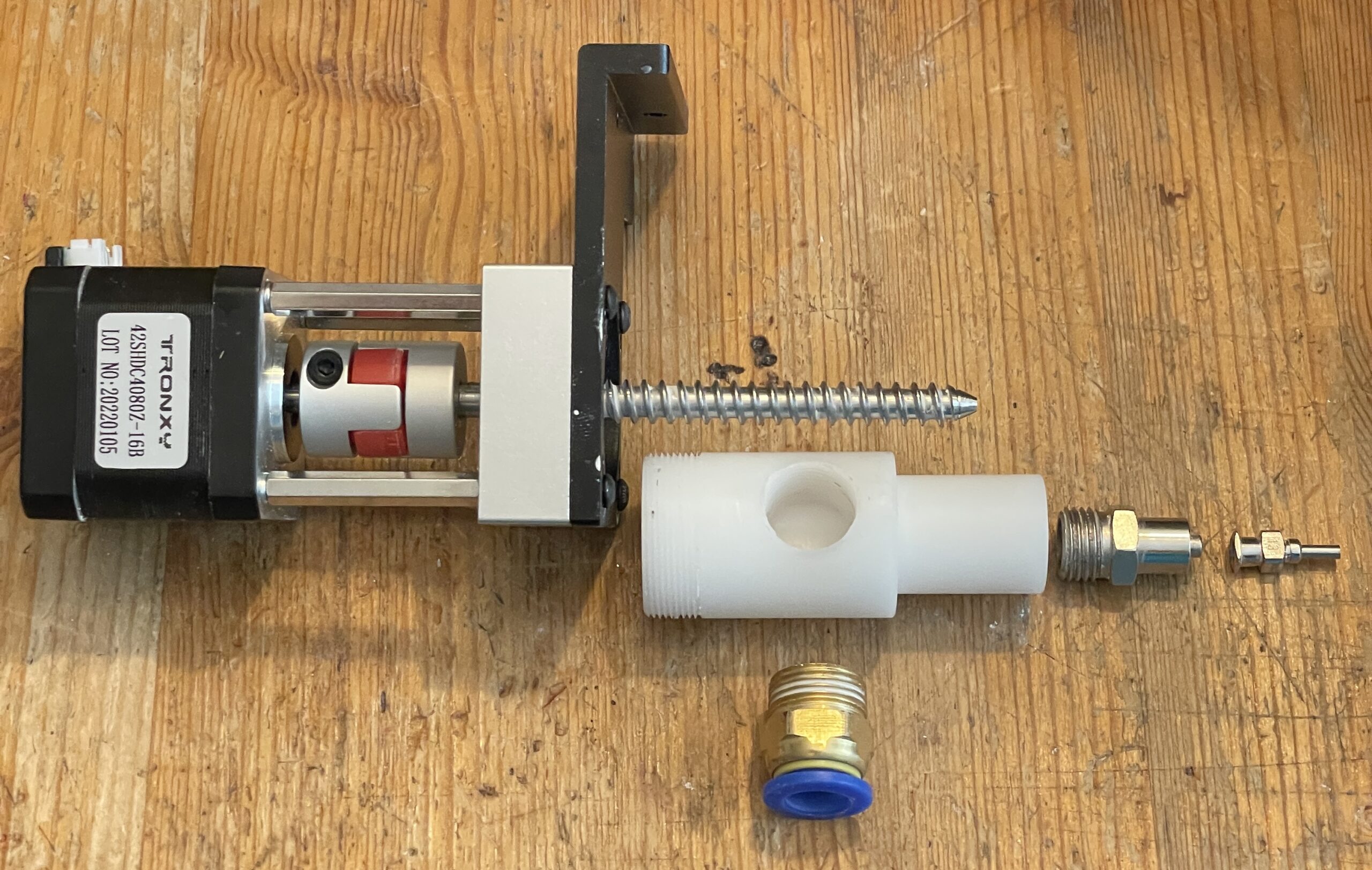
Fördermodus: elektrisch angetriebener Kolben und Schraubenextruder
Drucktechnologie : Liquid Deposition Modeling LDM
Schichtdicke: 0.3-3.0mm, 0.5mm(Standard)
Material: Ton, Keramikschlamm, Porzellan und verschieden fließfähige Materialien
Druckgeschwindigkeit : 10-40mm/s, 30mm/s bevorzugt
Datenquelle: USB-Stick, µSD-Karte, USB-Kabel
Bildschirm : 3.5″ TFT Touchscreen
Dateiformate: STL, G-Code, Obj
Slicer-Software: Cura, slic3r, simplify3d, etc.
Abmessungen: 355*252*370(mm)
Gewicht: ~7.5KG
Stromversorgung: 100-240V AC
Sekundär: DC 24V 4A
Benutzeroberfläche: 8 Sprachen
Weiterdrucken nach Unterbrechung: ja
Genug der Einleitung, hier sind die kommentierten Bilder und Videos:
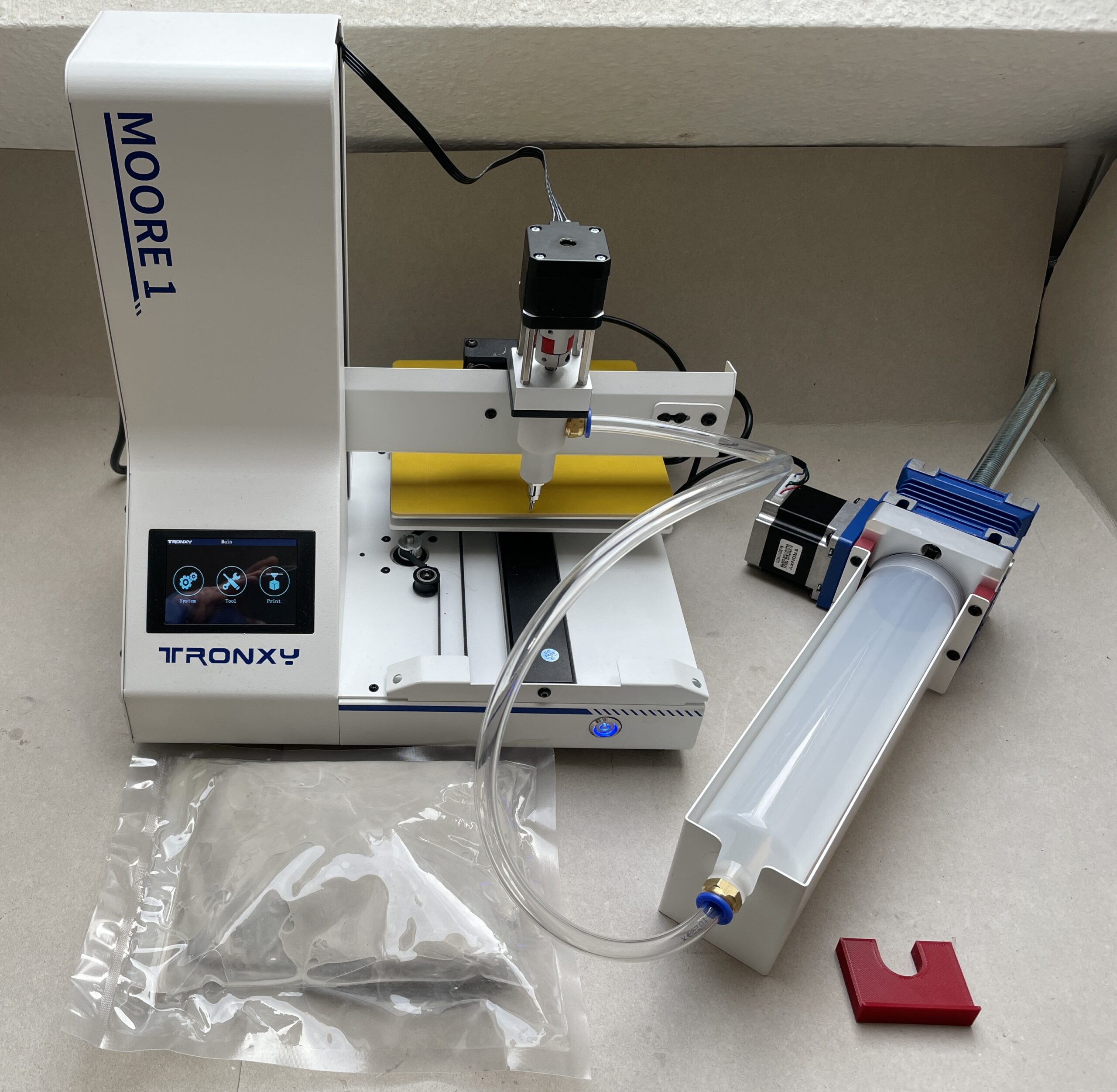







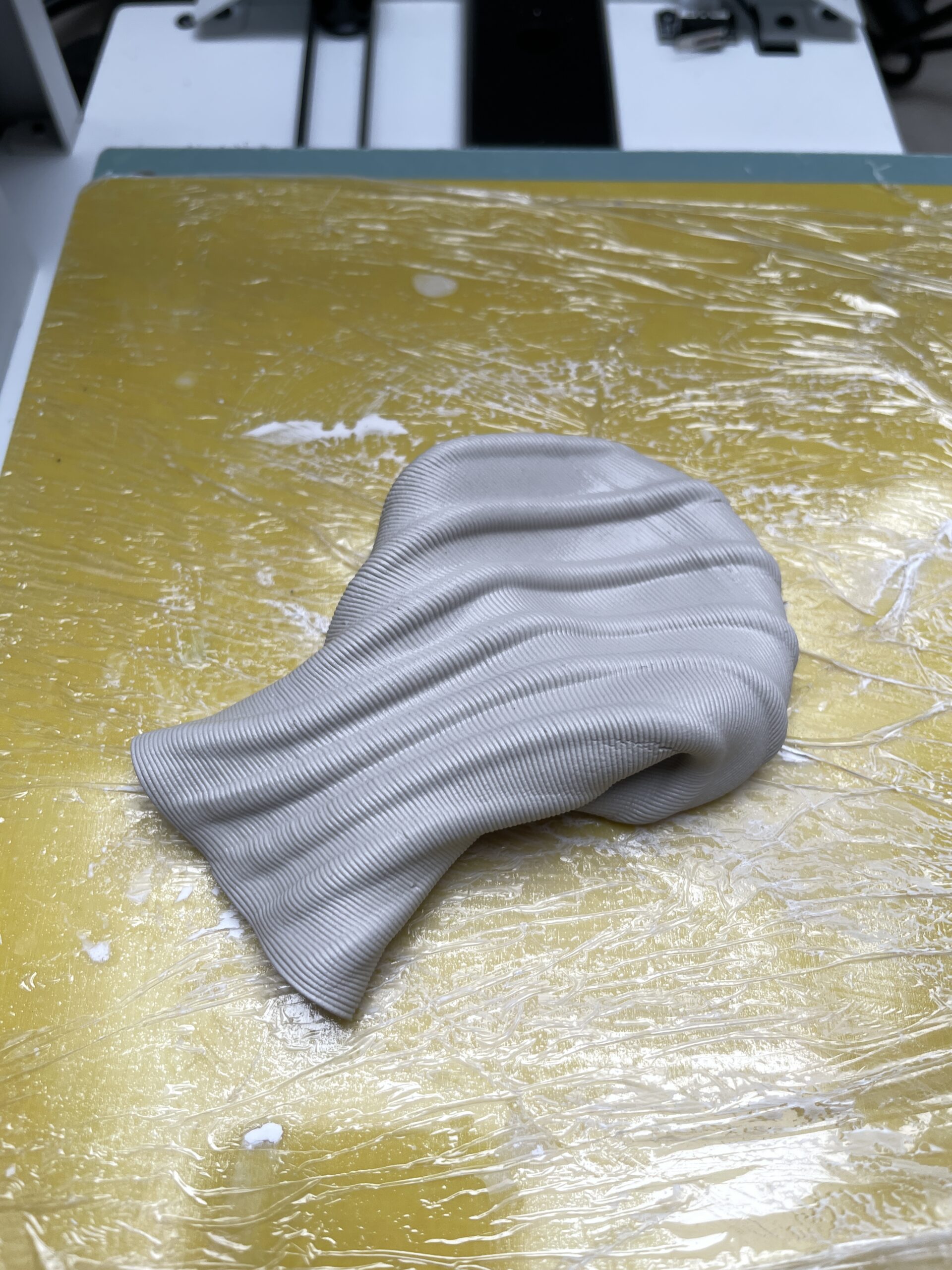




Wie man sieht ist das eine ziemliche Spielerei mit viel Gepansche und Gemansche, aber irgendwann funktioniert es dann doch irgendwie. Faszinierend!
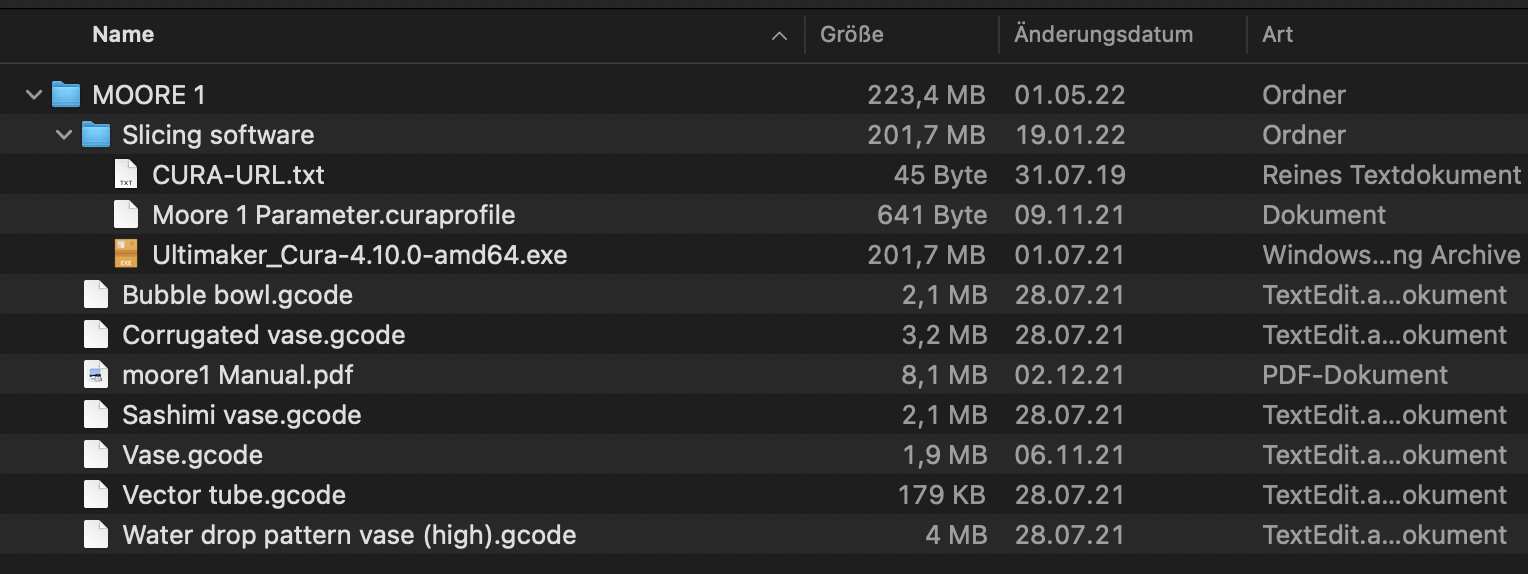
Es liegt ein Cura-Profil bei, ich hatte bisher jedoch noch keine Lust, eigene Objekte auszuprobieren.
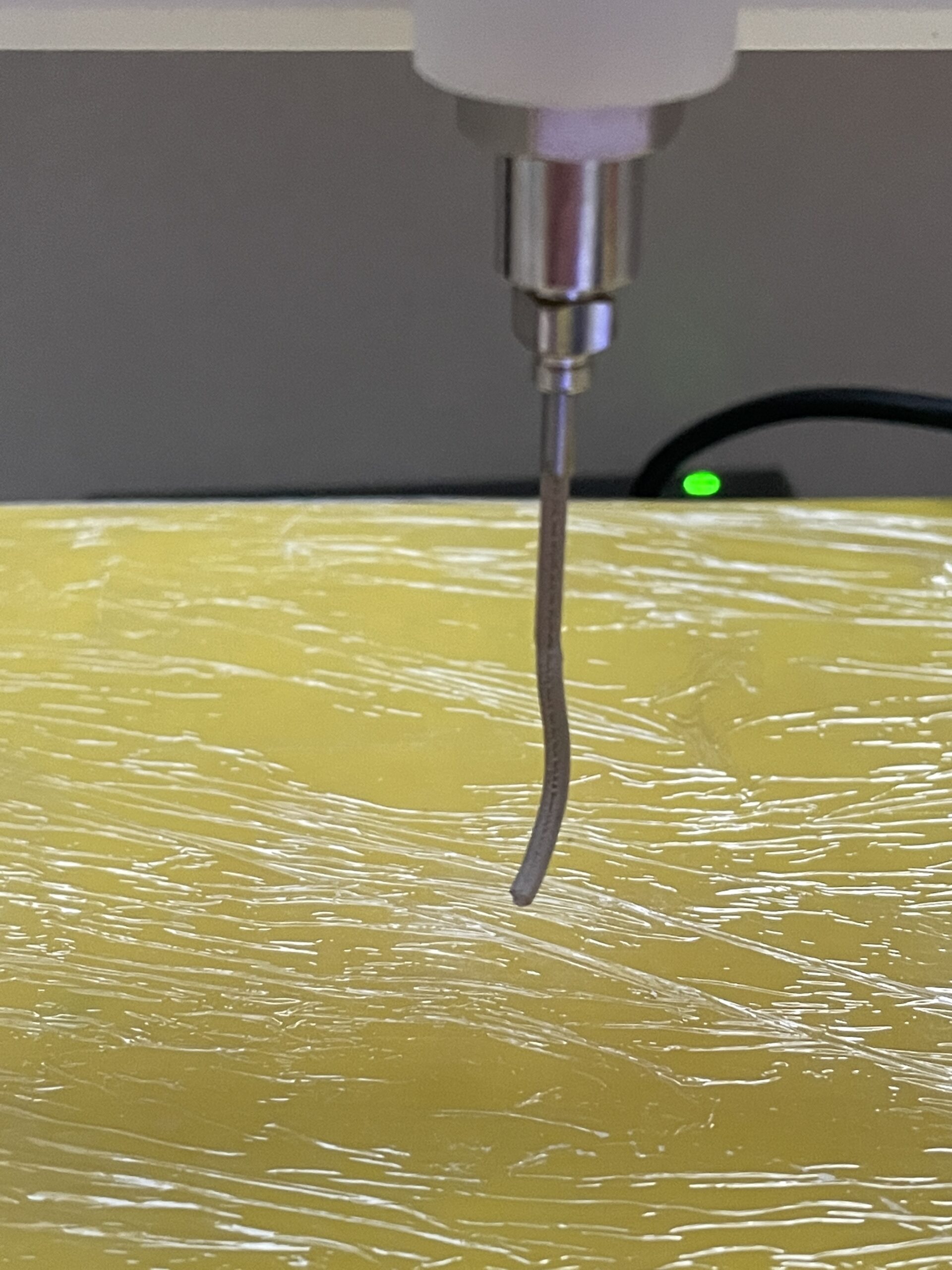
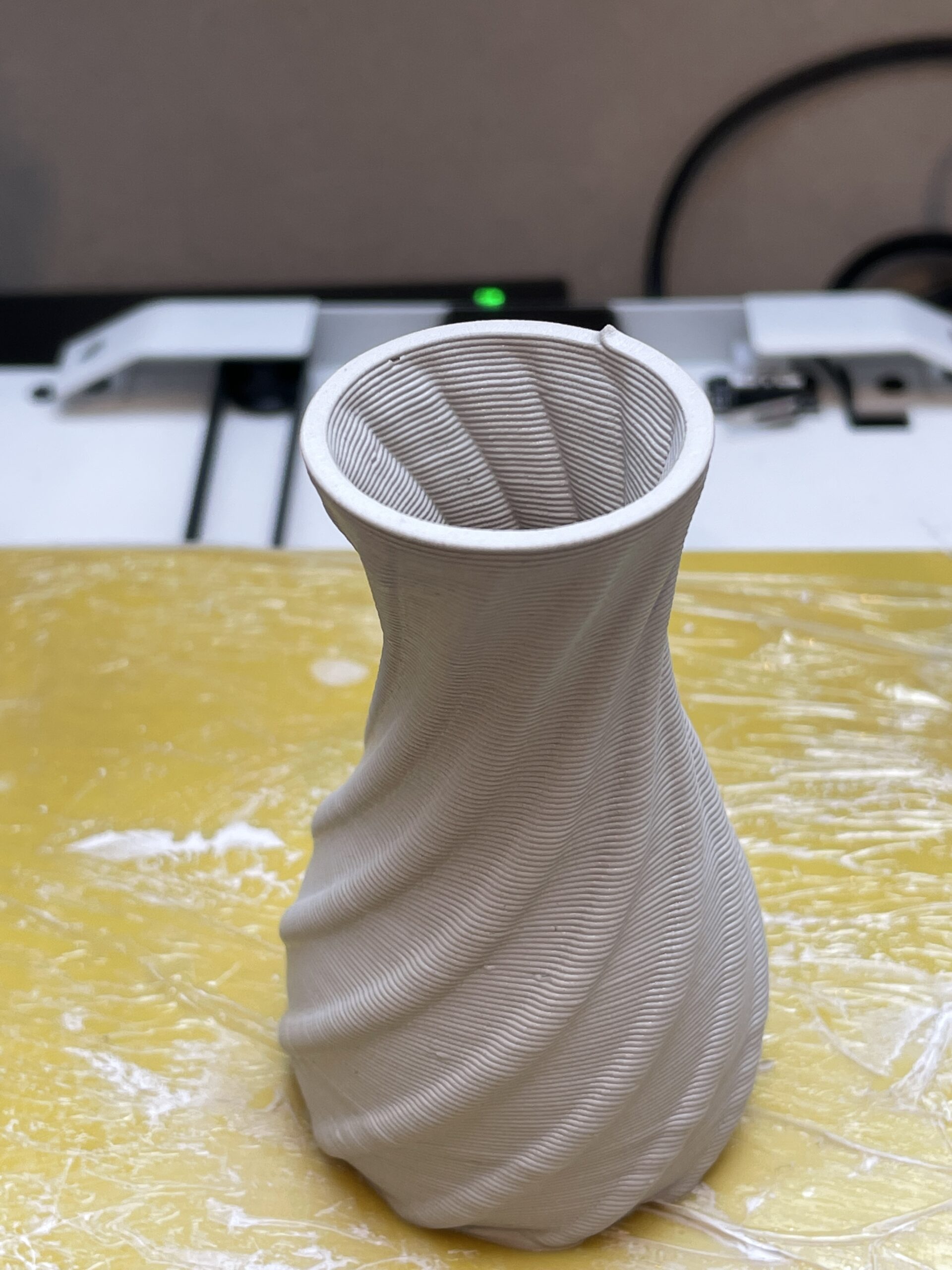
Im Prinzip wird hier aber genau gleich gesliced wie bei einem „normalen“ FDM-Drucker, die gezeigte Beispiel-Vase also auch im Vasenmodus. Feine Details oder gar Überhänge oder Stützstrukturen sind eher nicht machbar, dafür ist das Material zu instabil. Es härtet ja nicht direkt nach dem Austritt aus der Düse aus wie das bei Plastik-Filament der Fall ist.
Die Anleitung ist sehr knapp gehalten, sie zeigt eigentlich nur den Zusammenbau und die Grundlagen. Aber man muss eh viel herumprobieren.
Das „Gehäuse“ um die Kartusche ist sehr unpraktisch, da es zum Wechseln dieser entfernt werden muss, über vier schlecht zugängliche und empfindliche Schrauben. Zuerst hatte ich mir eine Verlängerung und einen Keil gedruckt, um dieses Problem zu umgehen, im Endeffekt dann aber das Blech einfach weggelassen.
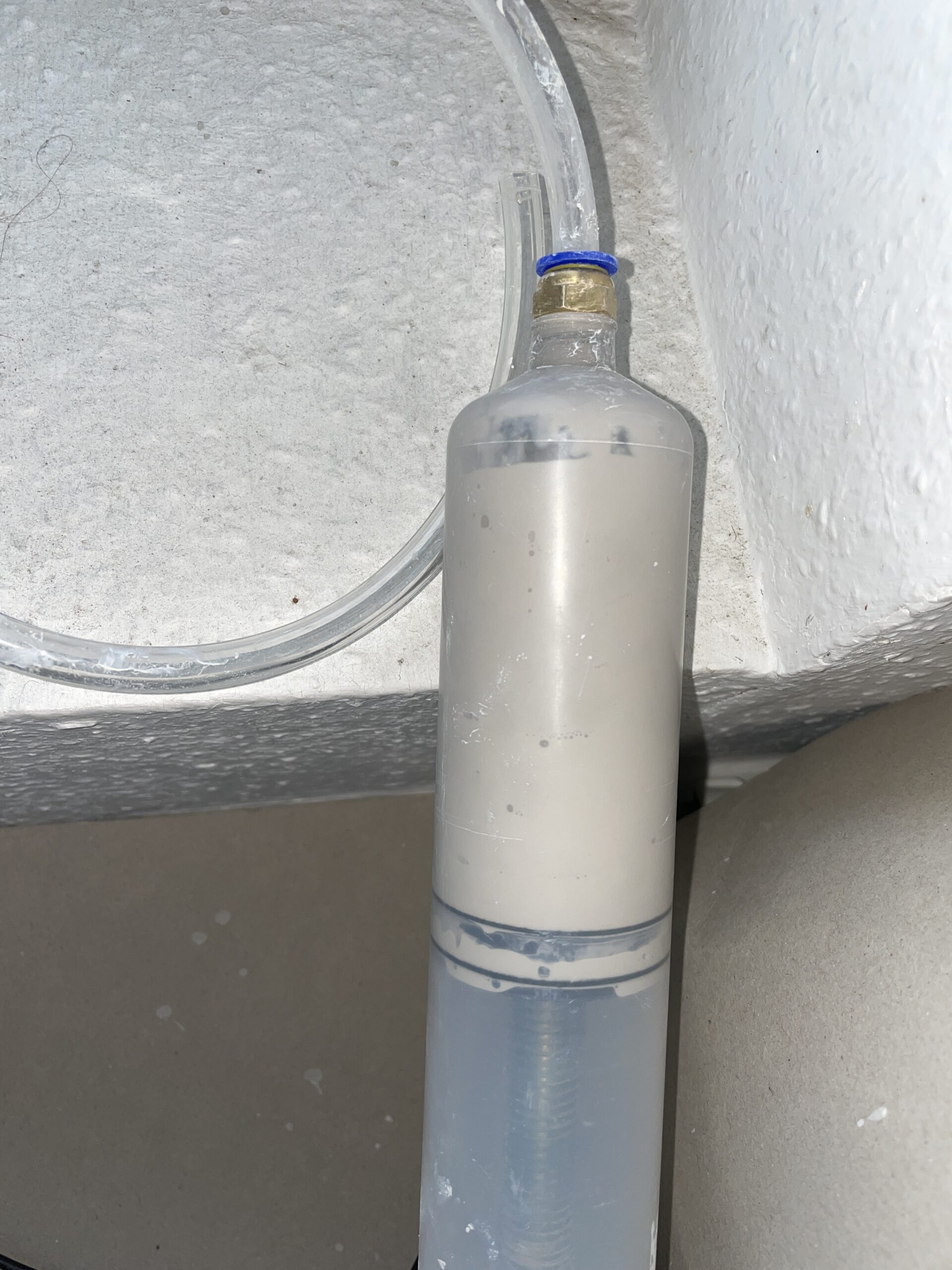
Die Kartusche muss unbedingt sorgfältig und bis zum Anschlag in die Flansch-Platte am Getriebe eingeschraubt werden, sonst braucht man gleich die zweite die netterweise beiliegt.
Auch der zweite Schlauch und die elf Ersatzdüsen sind sehr willkommene Ersatzteil-Beigaben. Warum ca. ein Dutzend Schrauben mehr als nötig dabei sind, weiß ich jetzt zwar auch nicht, aber schaden tun sie nicht.
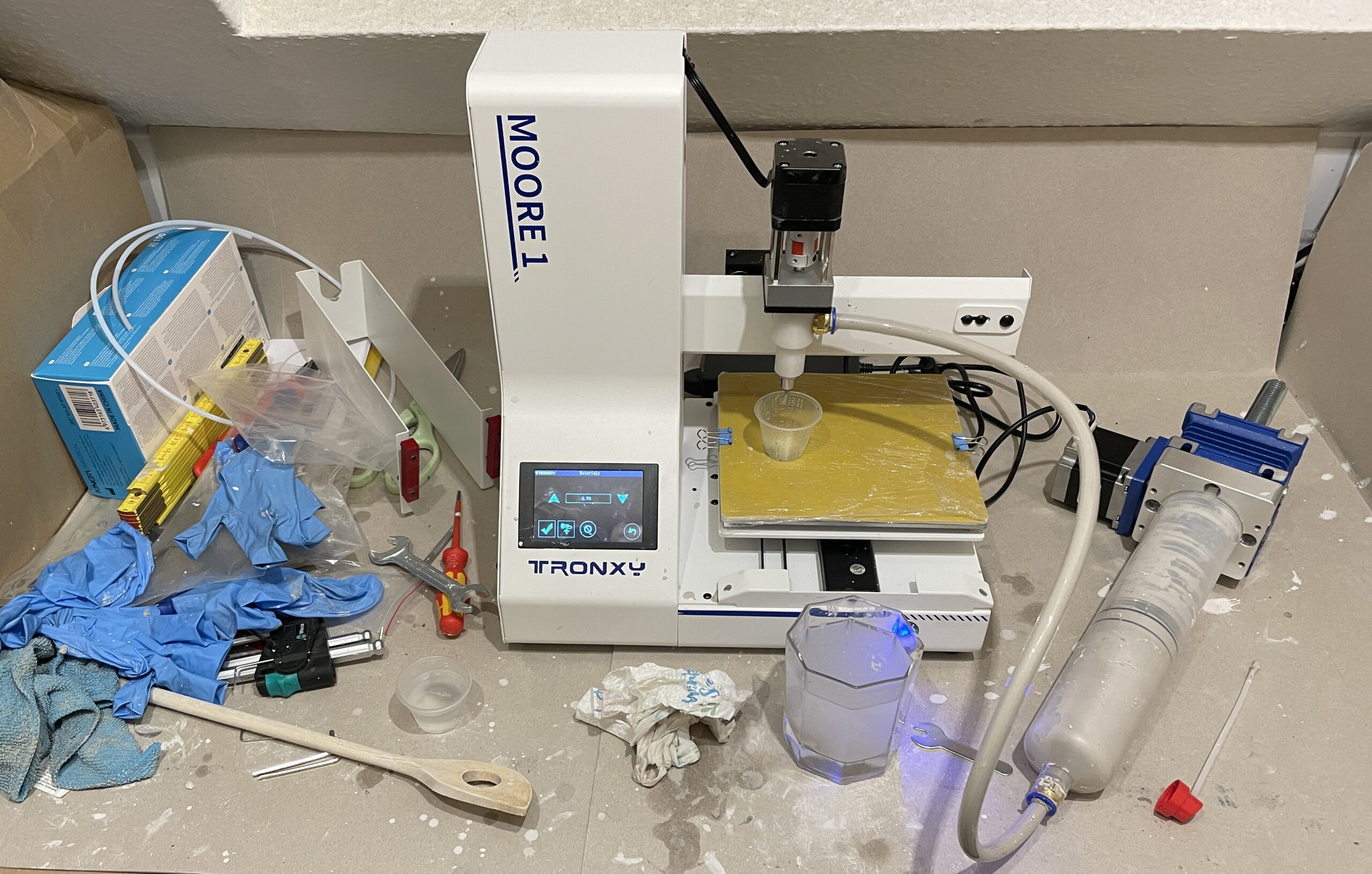
Insgesamt ist der Drucker sehr sauber aufgebaut, die Bedienung über den Touchscreen durchdacht, besonders die Möglichkeit die „Pumpe“ und den Extruder getrennt oder gemeinsam mit einstellbarer Geschwindigkeit vorwärts und rückwärts laufen zu lassen. Einzig die Info fehlt, welche Geschwindigkeiten Sinn machen und welche Einheit das sein soll, voreingestellt ist 0,7, maximal möglich ist 40.
Leider kann die Schubstange der „Pumpe“ nicht vom Getriebe entkoppelt werden, außer man baut die Flansch-Platte ab, was man anfangs zum Einbau der Stange bereits tun musste. So muss man z.B. zum Entlüften oder Entfernen der Kartusche den Kolben über das Menü fahren, was auf die vollen ca. 25 cm Länge bei Maximalgeschwindigkeit „40“ geschlagene fünf Minuten dauert.
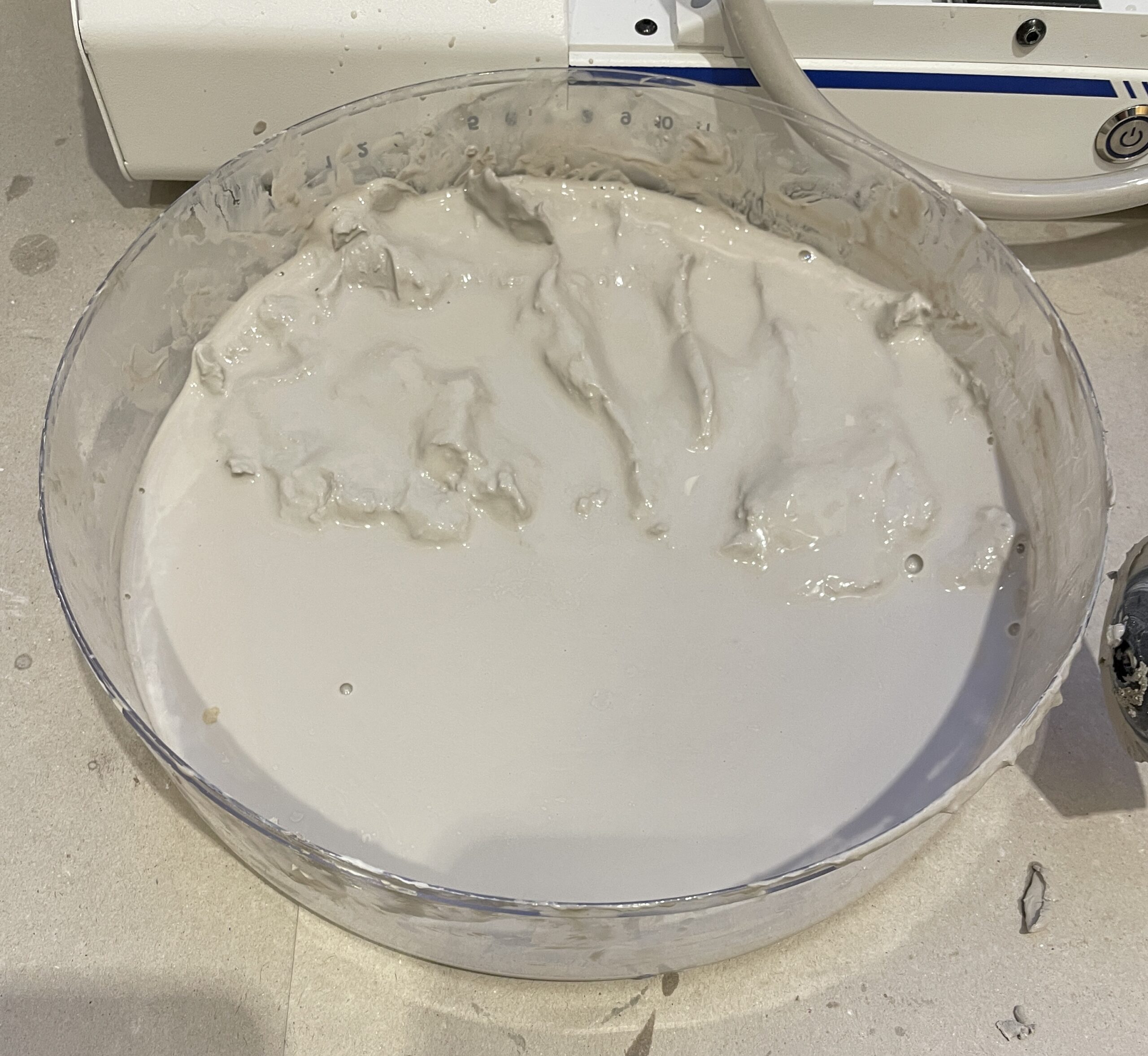
Es werden zwei 1 kg Pakete heller Ton mitgeliefert, der in Wasser eingelegt ist, zum Glück sind die Tüten dicht. Die innere ist eine (nicht luftdicht) wiederveschließbare. Auch wenn das Handbuch behauptet, man könne diesen Ton einfach so verwenden, sollte man ihn, wie es für nachgekauftes Material empfohlen wird, eine ganze Weile in Wasser einlegen und gut durchkneten, damit er deutlich flüssiger wird.
Und genau das ist das Hauptproblem: die Konsistenz der Tonmasse. Um die richtig zu treffen, muss man viel Geduld zum Ausprobieren oder viel Erfahrung mit der Verarbeitung von Ton haben.
Der Ton härtet ohne Brennofen nicht so weit aus, daß man die gedruckten Objekte zu mehr als Dekozwecken verwenden kann. Uwe meinte: „Kein aufwändiges Recycling der Fehldrucke ist doch ein Argument!“. Sprich: man kann die Fehlschläge einfach wieder einweichen und nochmals in die Kartusche füllen.
Leider wurden uns die von Tronxy erhältlichen „Brennöfen“, Keramik-Tiegel, mit denen in der Mikrowelle ein Brennen der Druckobjekte möglich sein soll, nicht mitgeliefert. Daher kann ich zu denen nix sagen außer daß ich jetzt eine extra für den Test gekaufte Mikrowelle habe, die ich nicht brauche.
Fazit:
Eine nette Spielerei, vielleicht sogar tatsächlich sinnvoll verwendbar von Kindergärten oder Schulen, und endlich mal ein neues Konzept im 3D-Druck.
Ich wollte recht bald aufgeben, aber daß es dann doch noch geklappt hat, hat mich durchaus gefreut. Mal schauen, ob ich mir die „Brennöfen“ noch besorge, um mehr aus der ungewöhnlichen Maschine herausholen zu können.
Reinigung und Wartung sind unproblematisch, solange man nicht alles vollständig aushärten lässt. Da hatte ich viel Schlimmeres befürchtet.
Man könnte natürlich auch mit anderen pastösen Materialien experimentieren, aber Lebensmittel würde ich damit auf keinen Fall verarbeiten. Wenn das unproblematisch wäre, hätte Tronxy sicher damit geworben.
Hier gibt es einen Forenthread, um anständig über die Maschine oder diesen Testbericht diskutieren zu können.
Werbung:
Hier bei Geekbuying ist der Tronxy Moore 1 aktuell zum Preis von ca. 496,- € mit Code: NNNTRONXYMOORE erhältlich.
Spannend! Wo habt ihr denn 3d Daten dafür her? Nur die welche auf dem mitgelieferten Stick sind oder gibt es auch irgendwo für Moore 1 passende weitere Datensätze
Der Moore benutzt Gcode und einen ganz normalen Slicer.. von selber mit einem CAD Programm Modelle erstellen bis auf einem der unzähligen Downloadplattformen für 3D-Druck-Modelle was runterladen, steht da alles offen.
Solche Vasen gibt es doch zum Abwinken auf thingiverse und Co. Aber man darf natürlich auch selber…
Hallo,
das größte Problem dürfte die Blasenfreie Befüllung der Kartusche sein. Wenn da Luft mit eingeschlossen ist wirkt das wie eine Feder und es drückt nach. Ich kenne diese Probleme von Dosierautomaten für Klebstoffe oder Lotpasten, diese werden normalerweise unter Vakuum abgefüllt. Bei allen Geräten die ich kenne stehen die Kartuschen und es wird pneumatisch ein wenig Druck auf die Kartusche gegeben das der Materialfluss zum Druckkopf gewährleistet ist mehr aber nicht die eigentliche Dosierung wird von der Förderschnecke über Steigung und Drehzahl bestimmt. Bei manchen Anwendungen ist es sinnvoll die Förderschnecke am Ende ein Stück zurück zu drehen was ein nach fließen minimiert .
Ein schönes Spielzeug wo bestimmt noch die ein oder andere Idee einfließen wird.
Frohes Pfingsten wünscht Frank
Endlich mal etwas Neues und kein Ender mit neuem Namen…
Hehe,
das gepansche ist ja noch schlimmer als bei Resin.
Aber warum nicht, mit Beton funktioniert das ja auch.
Nur das Brennen ist ein Problem…obwohl die ja solche
„Brennbehälter“ für..ah..Mikrowelle..oder war es Backofen..anbieten.
War ja im Stream vom XRControl zu sehen.
Interessant, aber nix für mich.
Bis da etwas Brauchbares heraus kommt, habe ich in der Zwischenzeit wahrscheinlich 10 Vasen getöpfert.
OK, vielleicht nicht ganz so schön.
Aber Mal ehrlich, für das Geld kann man sich doch so einiges an Töpferwaren kaufen. Zumal das aus der Maschine ja auch irgendwie lasiert und gebrannt werden muss, oder?
Da das Material beim Druck nicht so schnell härtet, sind dem eigenen Design zudem Grenzen gesetzt.
Aber trotzdem sehr interessant dieser Test. Er beantwortet viele Fragen.
Cool! Was es alles gibt! 🙂
🙂 Töpferscheibe ist einfacher O.O
Aber viel weniger spannend 😉