
Tenlog TL-3D Pro
Es gibt im Forum einige zufriedene Besitzer eines Tenlog TL-3D Pro und so schafft es dieser Drucker auch ins Blog mit einem eigenen Beitrag. Uns interessiert, ob sich der Tenlog TL-3D Pro auch als Einsteigerdrucker im Bereich eines IDEX bewähren und was man für knapp 400 Euro von diesem Gerät in der Praxis erwarten kann.
Den Tenlog TL-3D Pro habe ich von meinem eigenen Geld bei Banggood im Blitzangebot für 390EUR aus tschechischem Lager gekauft. Montags bestellt, Freitags geliefert. Ich denke bei diesem Preis wird er sich auch langfristig einpendeln, zumindest aber am 11.11. auch woanders zu einem ähnlichen Preis zu haben sein.
Was ist im Karton
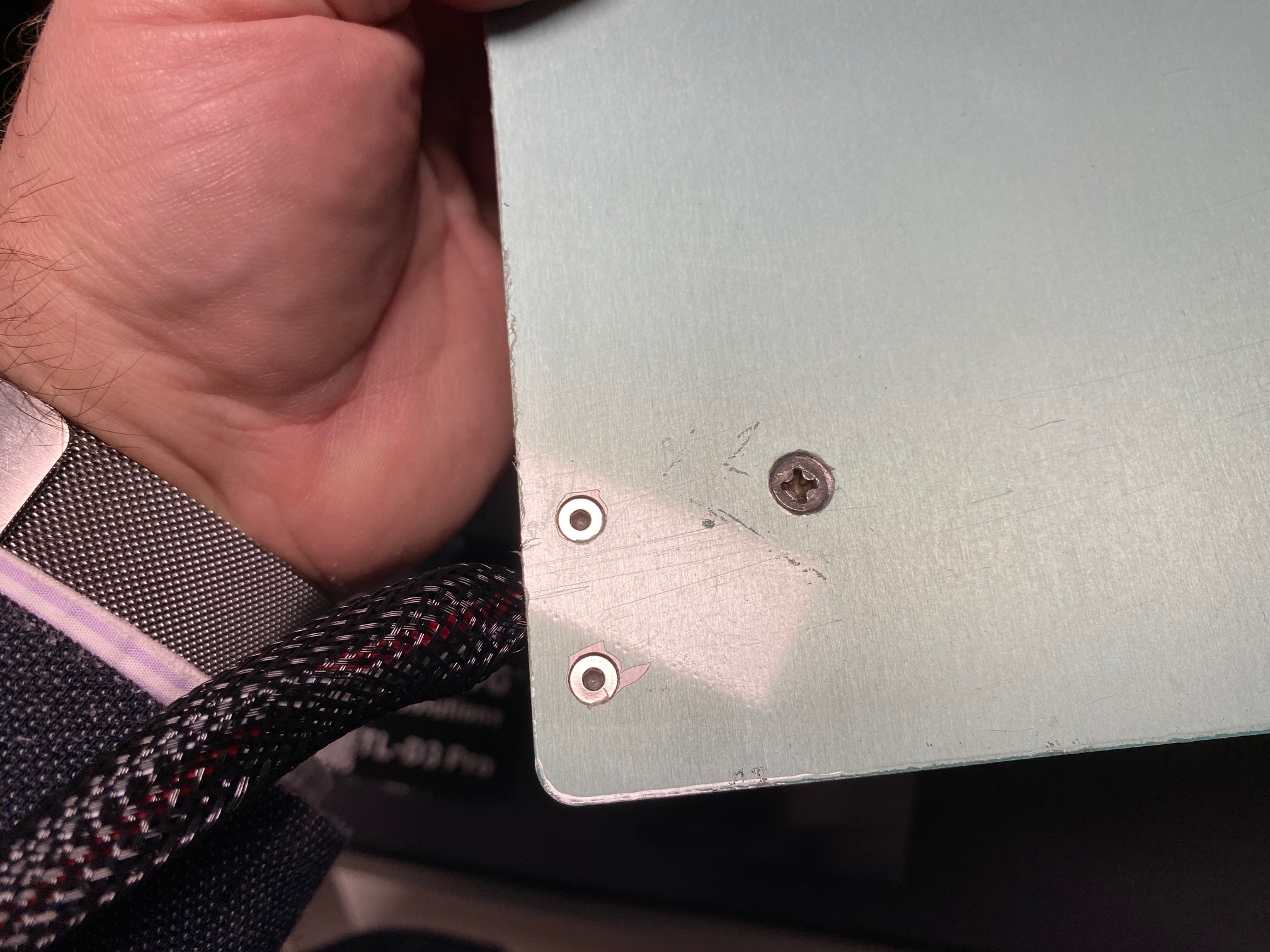
Der Drucker wird als Bausatz geliefert, wobei hier lediglich die beiden Extruder an den X-Schlitten montiert werden müssen und der ansonsten komplett fertig montierte Z-Rahmen am Druckergehäuse angebracht werden muss. Zwei Rollenhalter sind zum Schluss noch auf den Z-Rahmen zu montieren und mit der übersichtlichen Verkabelung ist der Drucker in gut 15 Minuten ausgepackt und aufgebaut. Bis auf die Filamentsensoren. Die sind ohne jegliche Motivation, Halterungen oder Schrauben einfach beigelegt und man darf sich eine passende Platzierung dazu ausdenken.
| Um den Z-Rahmen zu montieren, musste ich die X-Achse manuell ein ganzes Stück nach oben drehen um den unteren Teil zu entspannen. Ansonsten hätte ich die Schrauben nicht ins Profil schrauben können. |
 |
 |
Es ist alles sehr gut ausgepolstert und das gesamte Zubehör befindet sich geordnet in zwei separaten Kartons. Das gefällt mir sehr gut. Nichts fliegt irgendwo lose rum.
Die auf das Heizbett geklemmte Glasplatte hätte man dann allerdings doch nochmal zusätzlich sichern können. Die vier „Mauli“ Klammern haben es alleine nicht geschafft die Glasplatte während des Transports an ihrem Platz zu halten. Ebenso ist diese nicht, wie ich es bei anderen Herstellern bereits gesehen habe und für gut befinde, in einem extra Karton gelagert. Das hat viel „Gefummel“ in dem passend geschnittenen Ausschnitt erfordert, die Klammern zu entfernen um die Glasplatte unter der Spindel an der Z-Achse wieder frei zu bekommen, da diese dadurch die Entnahme des Z-Rahmens verhindert hat.
 |
 |
 |
|
Eine komplett vormontierte Basis, der Z-Rahmen und die Extruder. Daneben gibt es zwei Kistchen mit entsprechend nützlichem, wie auch fragwürdigem Inhalt.
Wir finden ein etwas umfangreicheres Werkzeugset mit zwei Schraubendrehern, den obligatorischen Inbusschlüsseln und ein Gabelschlüssel-Set für
- alle Exzenterschrauben
- die Düsen
- und auch die Justierschraube des zweiten Hotends.
In den kleinen Kartons tummelt sich das übliche Zubehör in Form von Zange, Spachtel, SD Karte und Adapter, Kabelbindern, Anschlusskabel für die Extruder, USB und Kaltgerätekabel, alle notwendigen Schrauben, zwei 250gr. Rollen Filament unterschiedlicher Farbe, aber auch einen Reiseadapter für den Stromanschluss, der für den EU Stecker vollkommen überflüssig ist, ausreichend Nutverblendung in blau und eine sehr dünn anmaßende Rolle schnöder Malerkrepp.
Erfreulicherweise haben wir hier keine MicroSD Karte. Die Standard SD Karte mit 8GB Speichergröße ist üppig gefüllt mit einer angepassten Cura Version, einigen Testdrucken, Anbauteilen für den Tenlog, wie z. B. Abstreifer für den Dual Material Druck und einigen Aufbau- und Kalibrierungsanleitungen und Videos.
Der komplette Inhalt der SD Karte steht neben anderen nützlichen Downloads wie Firmware, Profilen für Cura und S3D auch auf der Tenlog Internetseite zum Download zur Verfügung.
Die technischen Daten
| Model | TL-D3 Pro |
| Additive Manufacturing Accuracy | ±0.1mm |
| Frame Material | Aluminum Alloy & Sheet Metal |
| Platform Board | Aluminum Alloy & Glass |
| Nozzle Quantity | 2 |
| Nozzle Diameter | 0.4mm |
| Nozzle Temperature | Max 250 ℃ |
| Heatbed Temperature | MAX 80℃ |
| Working Temperature | 10-50℃ |
| Build Volume | 300mm*300mm*350mm |
| Layer Thickness | 0.1mm-0.4mm |
| Printer IO | 8G SD card/USB 2.0 |
| Screen | 4.3-inch 480*272 Resolution Full Color Capacitive Touch Screen |
| Printing Speed | 10-150mm/s, Recommended 30-60mm/s |
| Supported Filaments | TPU, PVA, PLA, ABS, HIPS, WOOD, PETG, FLEXIBLE |
| Filaments Diameter | 1.75mm |
| Language | English, Language custom accepted |
| Support Files | G-code, STL, jpg, etc. |
| XY-Axis Positioning Accuracy | 0.011mm |
| Z-Axis Positioning Accuracy | 0.0025mm |
| Input Power | 100V-240V@50/60Hz |
| Output Power | 24V, Max 15A |
| File Preparation Software | Cura, Repetier-Host |
| Operative Systems | XP, WIN7/8/10, Linux |
| Voltage Range | 110-120V / 6.8A, 200 – 240V / 3.4A, 50 / 60Hz |
| Machine Size(W*D*H) | 59cm*52cm*76cm |
| Machine Weight | 15.6Kg |
| Shipping Box Size | 66cm*58cm*25cm |
| Volumetric(Dimensional) Weight | 21Kg |
Ausstattung
Der Tenlog TL-3D Pro ist ein IDEX Drucker. Independend Dual Extruder – was bedeutet, dass er zwei voneinander unabhängige Extrudereinheiten besitzt, mit denen verschiedene Szenarien während des Drucks bewerkstelligt werden können.
Ausgestattet sind die Extrudereinheiten mit einem leicht modifizierten MK8 Hotend und einem herkömmlichen MK8 Feeder ohne weitere Einstellmöglichen für den Anpressdruck.
 |
 |
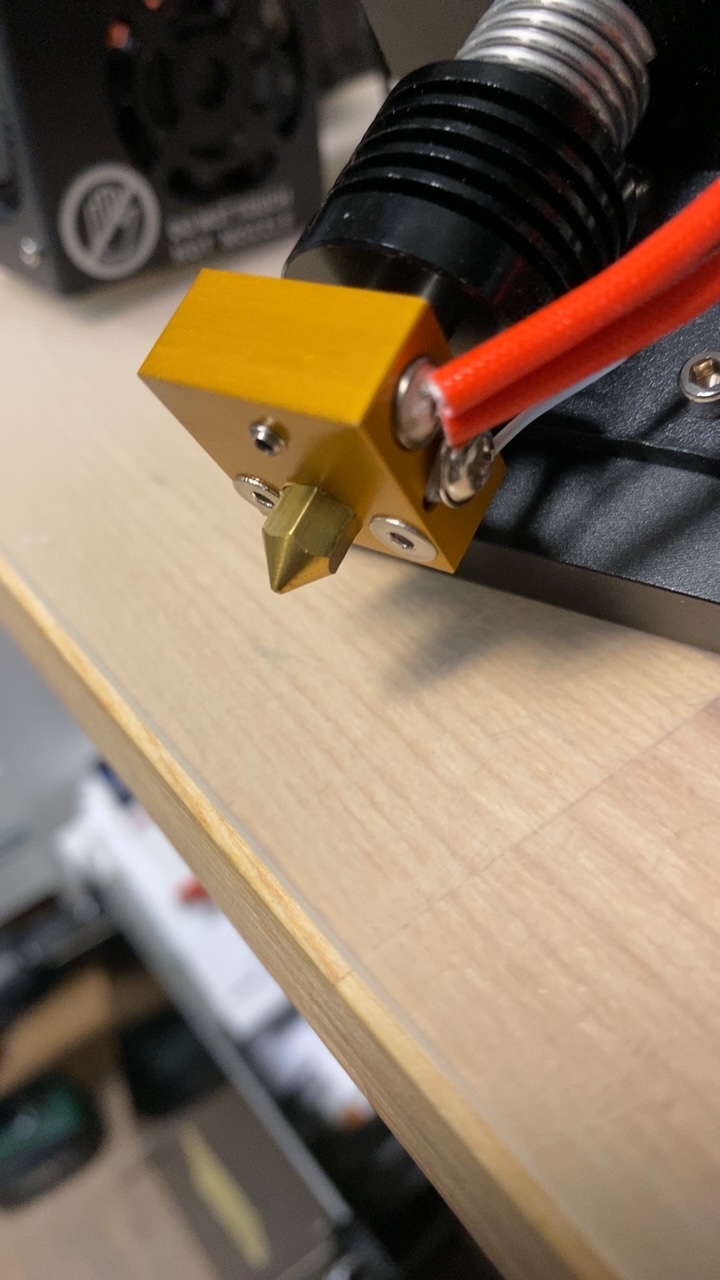
Der Aufbau der zwei Hotends unterscheidet sich von E1 zu E2, da der Drucker mit dem E1 Extruder gelevelt wird und der E2 Extruder sich dem fertigen Leveling hinterher durch Justierung der Höhe im Druckkopfgehäuse angleicht. Dazu ist dem zweiten Extruder ein wenig Kühlkörper-Fläche abhanden gekommen um dem Hebe/Senk-Mechanismus Platz zu schaffen. Vom Ausgang des Feeders bis zum Eingang am Kühlkörper des Hotends wird der innenliegende PTFE durch eine hohle Gewindestange geführt und endet schließlich am Ende des Heatbreak direkt an der Düse. Also auch hier ein klassischer Hotendaufbau mit 4.1 Bore Heatbreak, was dann den Dauereinsatz von Materialien, die eine höhere Temperatur als 240°C benötigen, ausschließt.
 |
 |
Die beiden Montageschrauben im Heatblock sind hier nicht wie bei einigen Creality-Hotends der MK8 Bauweise obsolet, sondern halten den Heatblock am Kühlkörper, da das Heatbreak nicht wie üblich mit einer Madenschraube gehalten wird.
Es lohnt sich i. Ü. die Montage des Hotends zu überprüfen. Bei mir waren die Düsen so stark angezogen, dass sie im Alu Heatblock eine Delle hinterlassen haben. Normal werden die Düsen mit etwas Abstand zum Heatblock festgezogen, was man erreicht, wenn das Heatbreak um eine oder zwei Umdrehungen tiefer in den Heizblock geschraubt wird.
 |
 |
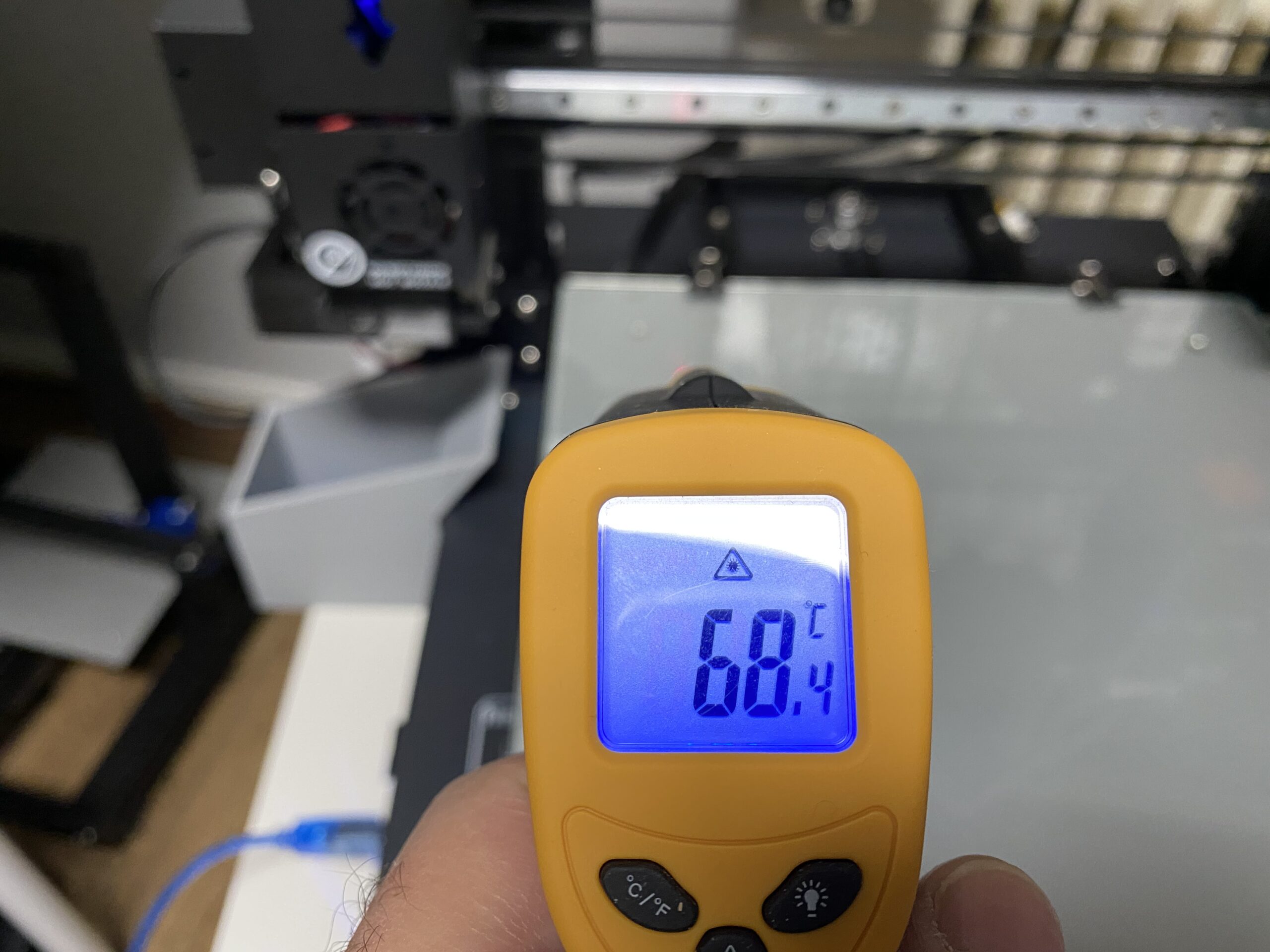
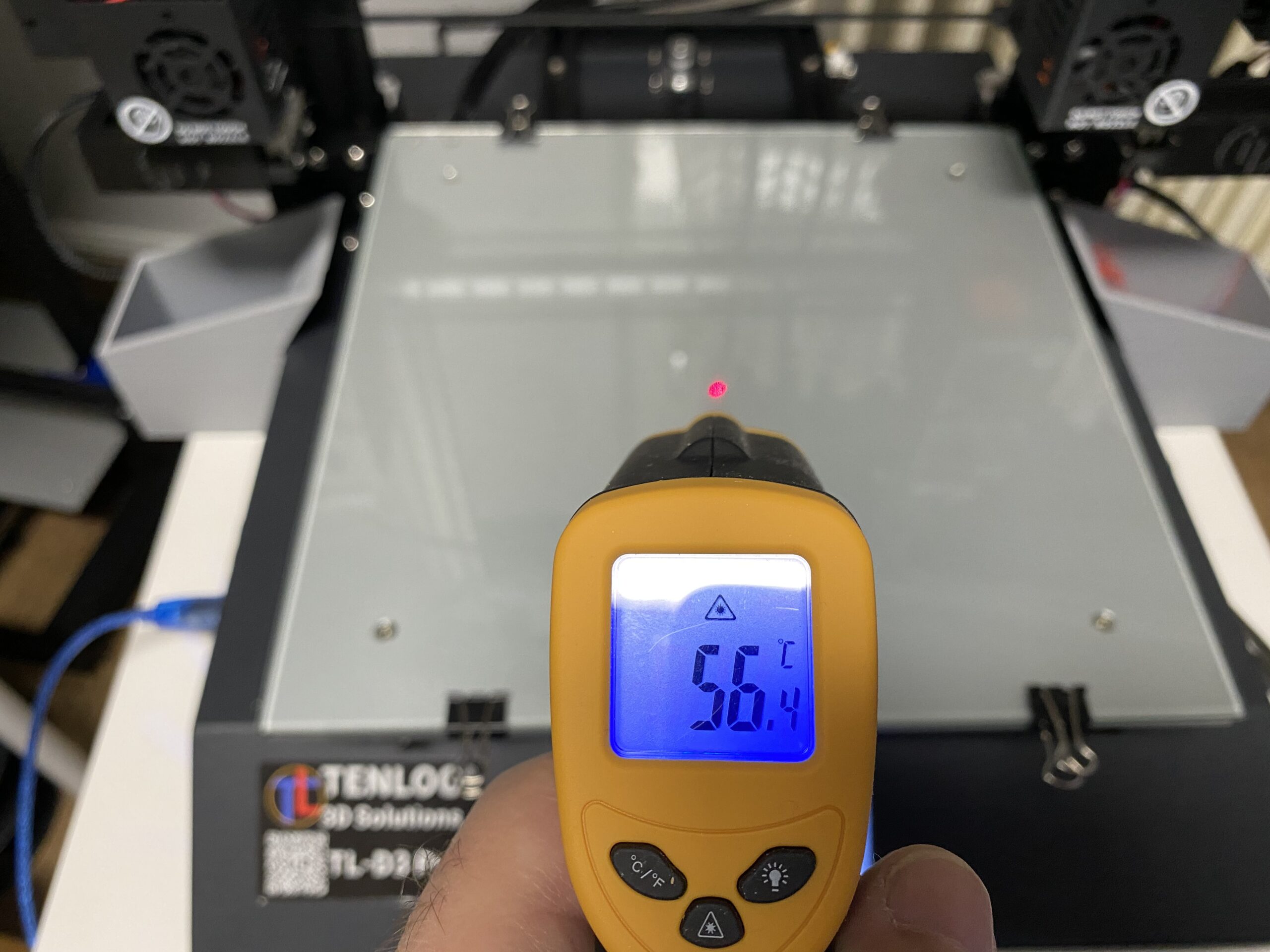
Das Heizbett des Tenlog TL-3D Pro wird trotz 24V nur gemächlich warm. Das Aufheizen auf 60°C dauert gute 7 Minuten. Das ist etwas lang. Gerade auch in Hinsicht darauf, weil es sehr ungleichmäßig aufheizt. Während der Sensor die 60°C anzeigt, sind Teile des Betts deutlich wärmer. Links hinten übersteigt die Temperatur den eingestellten Wert um fast 10°C und insbesondere die Mitte und die rechte Seite sind noch bis zu 20°C kühler. In der Mitte haben wir noch laue 56°C und an der rechten, oberen Seite lediglich 48°C.
Das ändert sich auch nur ganz allmählich. Nach ca. 20 Minuten sind die Bereiche nachgewärmt, so dass der Unterschied zu den eingestellten 60°C oben links zwar immer noch um +8°C beträgt, an allen anderen Stellen allerdings auf weniger als -2°C sinkt.
 |
 |
 |
 |
Eine Mail diesbezüglich an den Hersteller wurde (von mir übersetzt) folgendermaßen beantwortet:
|
Die Zugentlastung am Heizbett gefällt mir indes sehr gut. Da wird „gehalten“, was versprochen…ähh….gezogen wird. Was mir nicht so gut gefällt ist, dass alle Anschlüsse am Board völlig offen liegen. Hier hätte ein wenig Kaptonband nicht geschadet.
 |
 |
Ebenfalls ist das Heizbett nicht isoliert und die Druckbettauflage besteht aus einer einfachen Glasplatte. Bisher macht sie keine Probleme bei entsprechender Gradzahl, aber das ist mir persönlich ein bisschen zu einfallslos. Eine Ultrabase wäre hier wirklich ein Plus gewesen. Andernfalls dann auch lieber eine Aluplatte und ein beliebiger Bettaufkleber.
Anstelle dessen hat man nur ein paar Zentimeter Malerkrepp mitgeliefert.
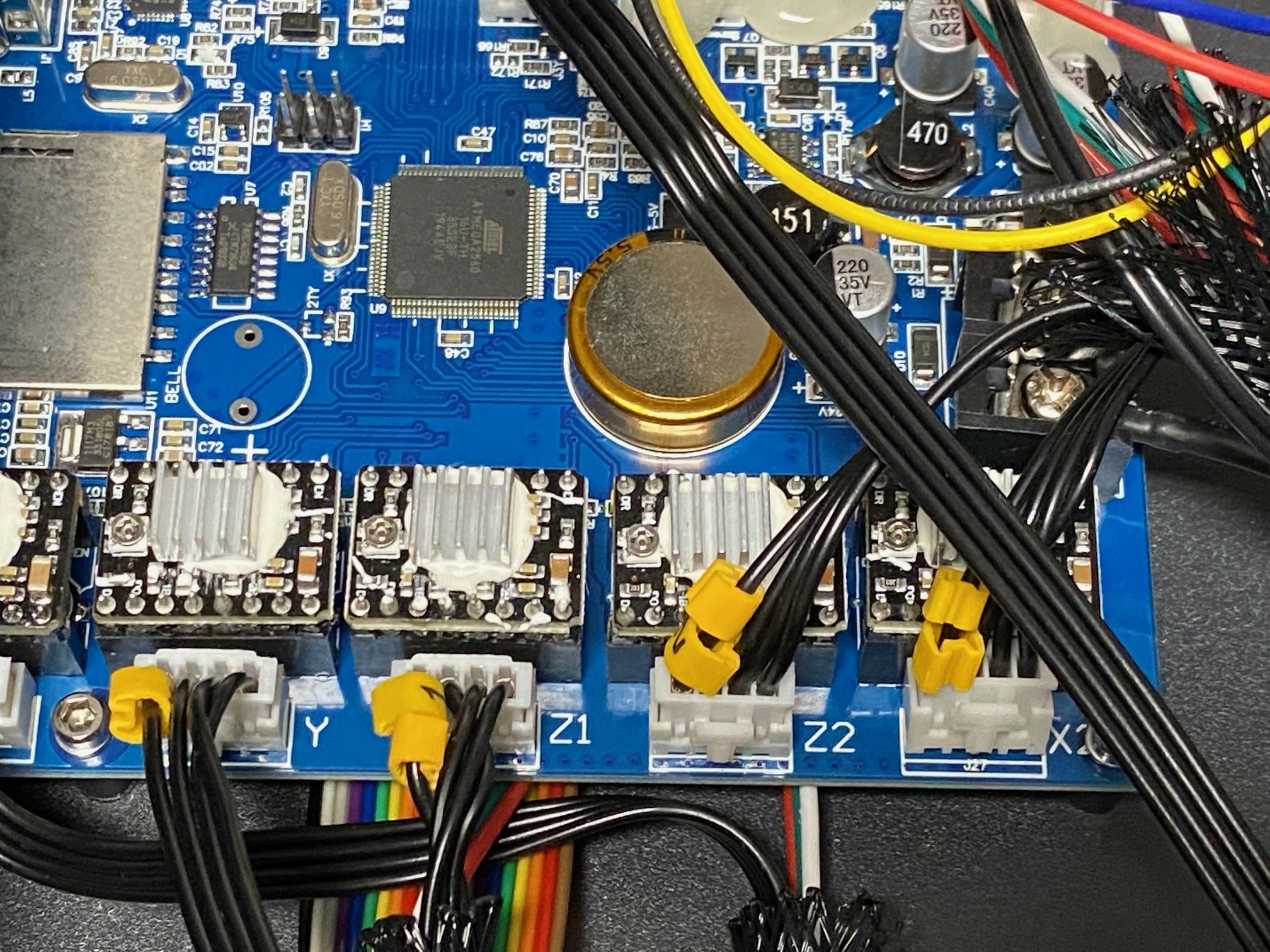
Die Elektronik wirkt aufgeräumt und es ist alles sauber verkabelt. Überall Kabelschuhe dran, wo welche hingehören und alle Verbindungen sind fest verschraubt. Der Tenlog TL-3D Pro bietet ein nicht gelabeltes 8bit Mainboard mit ATMega2560 Chip, ein 360W-24V NoName Netzteil, ein Tochterboard für die Anschlüsse der beiden Extruder, ein Stromschaltrelais und ein Touch-Display.
 |
 |
 |
|
Erfreulicherweise sind die Treibermodule gesockelt und können bei Bedarf ausgetauscht werden. Ich habe im Vorfeld meiner Bestellung gesehen, dass es durchaus auch eine Boardvariante mit gelöteten Treibermodulen gibt.
Insgesamt hat der Tenlog TL-3D Pro anhand seiner verfügbaren Firmwareversionen einige Ausstattungsvarianten zu bieten. Wie erwähnt gelötete (ausschließlich A4988) anstelle gesockelten Treibermodulen (in dem Fall entweder A4988 oder TMC2208), mechanische Endstops oder optische Endstops. Wie ich bei meiner Bestellung eine bestimmte Variante hätte auswählen können, blieb mir verborgen. Mein Modell hat gesockelte A4988 und optische Endstops. Als Firmware kommt ab Werk ein uraltes Marlin V1 zum Einsatz, welches aber erst im April 2020 kompiliert wurde. Da hängt man also ein wenig hinterher, wobei die Firmware auf dem Drucker bisher nichts hat vermissen lassen und sehr zuverlässig arbeitet.
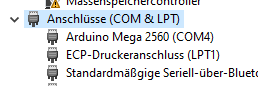
In Pronterface meldet er sich folgendermaßen:
 |
 |
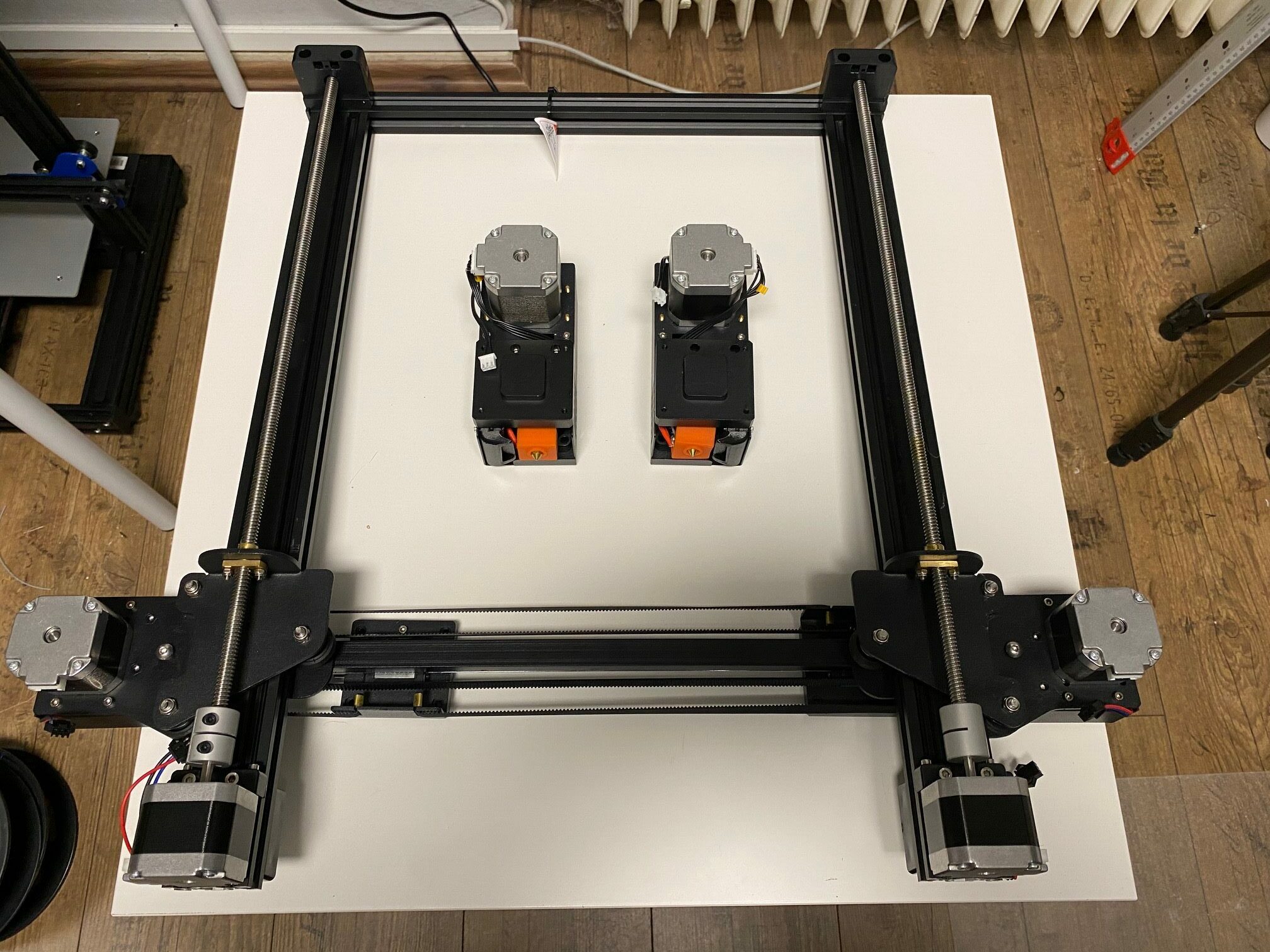
Mechanisch ist an dem Drucker, bis auf die etwas seltsam anmutende Konstruktion der Extruder, auch alles prima. Der Drucker ist stabil, die Exzenterschrauben lassen eine Justierung der Schlitten zu und die Riemen sind ab Werk ausreichend, aber nicht übermäßig gespannt. Die Dual Extruder Konstruktion bedingt auch eine etwas andere Führung der beiden Extruder auf der X-Achse. Dazu hat man die Schlitten auf eine Linearschiene gesetzt und lässt die beiden Riemen über jeweils einen Motor rechts und links versetzt laufen.
 |
Der X Riemen wird über das Versetzen des Motors gespannt. Auch der linken Seite nach oben, auf der rechten Seite folglich nach unten. |
Der Drucker verfügt über insgesamt sieben angetriebene Motoren, wovon fünf die Achsen stellen und zwei für die Extruder zuständig sind. Das bedeutet, dass es durch den IDEX Aufbau nicht nur DUAL X, sondern auch „echtes“ DUAL Z gibt. Beide Z-Motoren laufen unabhängig voneinander und werden jeweils durch ein eigenes Treibermodul bedient. Eine Synchronisation der Z-Achsen muss hier beim Aufbau nicht gemacht werden. Beim Homing fahren beide Z Motoren die Achse an die optischen Endstops und justieren sich anschließend auf eine identische Höhe. Einzige Voraussetzung dafür ist allerdings, dass die optischen Endstops in identischer Höhe montiert sind, was bei meinem Drucker aber der Fall war.
Ansonsten erinnert der gesamte Aufbau ziemlich stark an den CR10s Pro, der von den Abmessungen, der Elektronikbox und der Platzierung des Displays eigentlich identisch ist. Der Tenlog benötigt aber wegen seiner längeren X Achse für die Parkpositionen der Extruder einen etwas breiteren Aufstellort.
Was mir nicht ganz so gut gefällt ist die Filamentführung. Die Rollenhalter sind aufgrund der sehr hohen Extruder nach hinten gerichtet, damit diese auch ihre Z-Höhe erreichen können. Wie dann allerdings das Filament den Weg in den Feeder finden soll, ist mir momentan noch schleierhaft. Das Filament wird also frei über die X Strebe neben den Anschlusskabeln geführt, die ebenfalls nur über die X Strebe gelegt sind. Da hätte man sich vielleicht eine bessere Führung der Kabel und des Filaments ausdenken können. Es funktioniert, ist aber sicher nicht die beste Lösung.
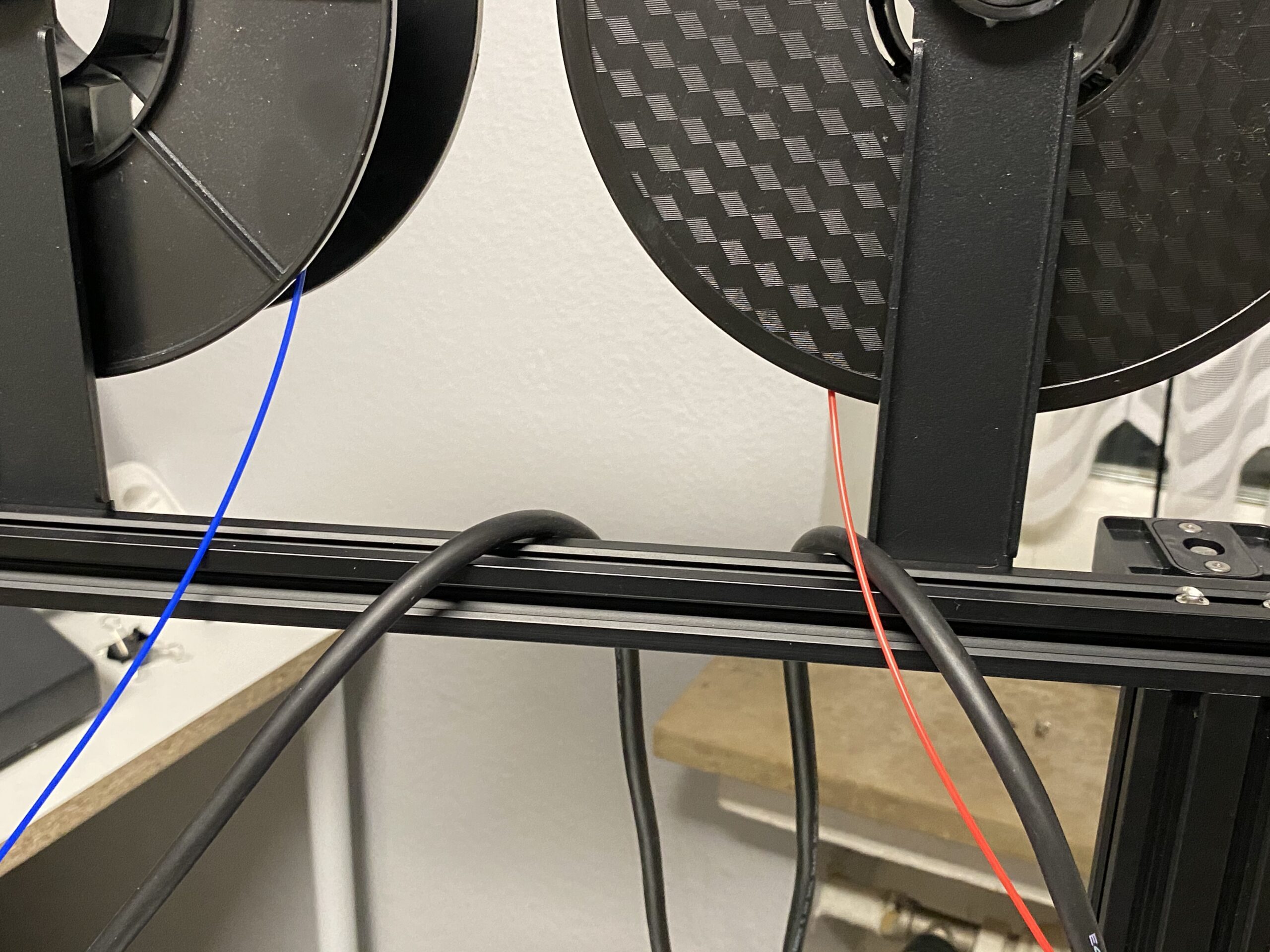 |
Die Anschlusskabel (VGA Kabel) hängen da so rum und teilen sich den Platz mit den beiden Filamentsträngen. Funktionell, aber schön ist anders. |
Die Einrichtung
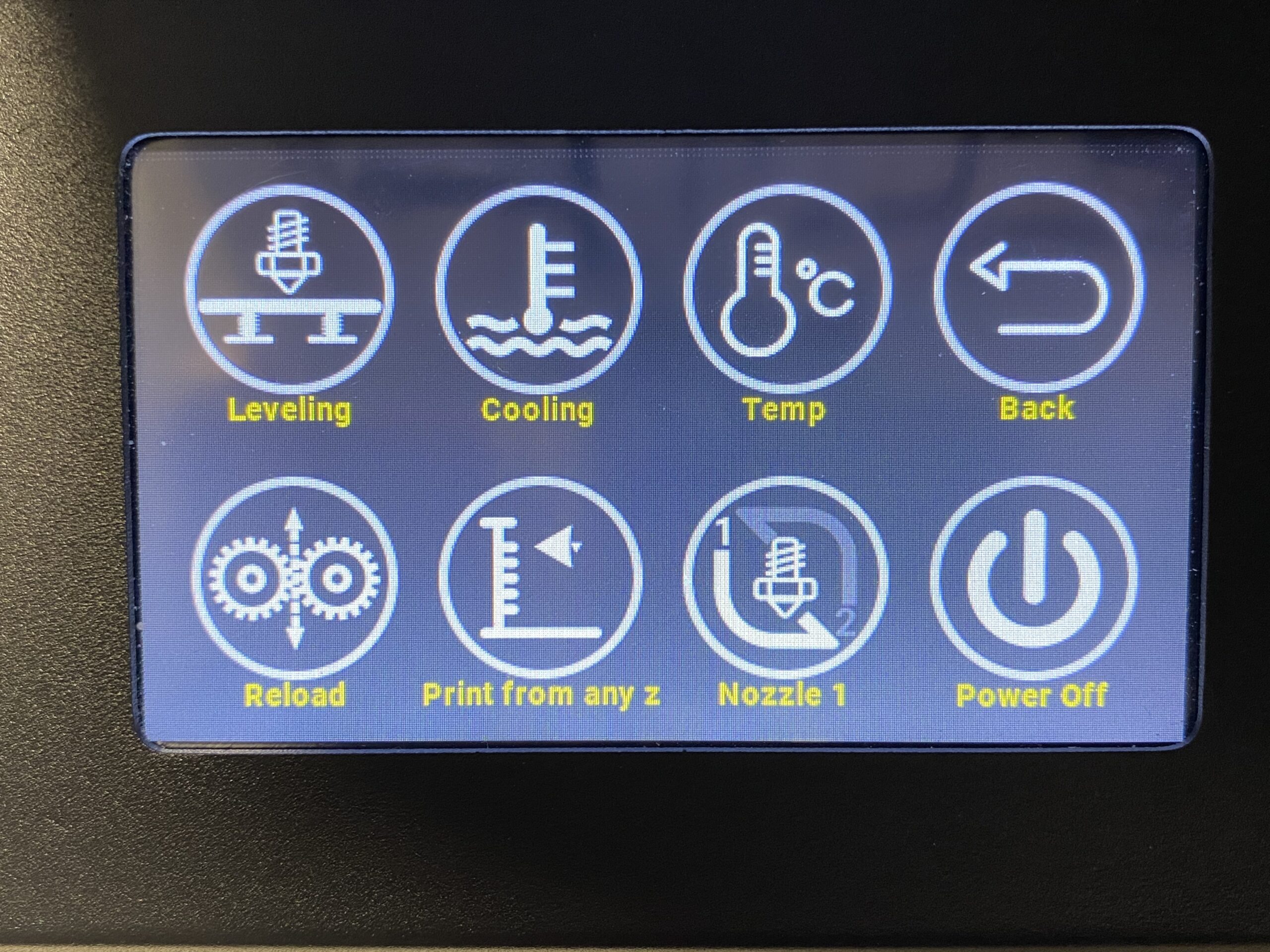
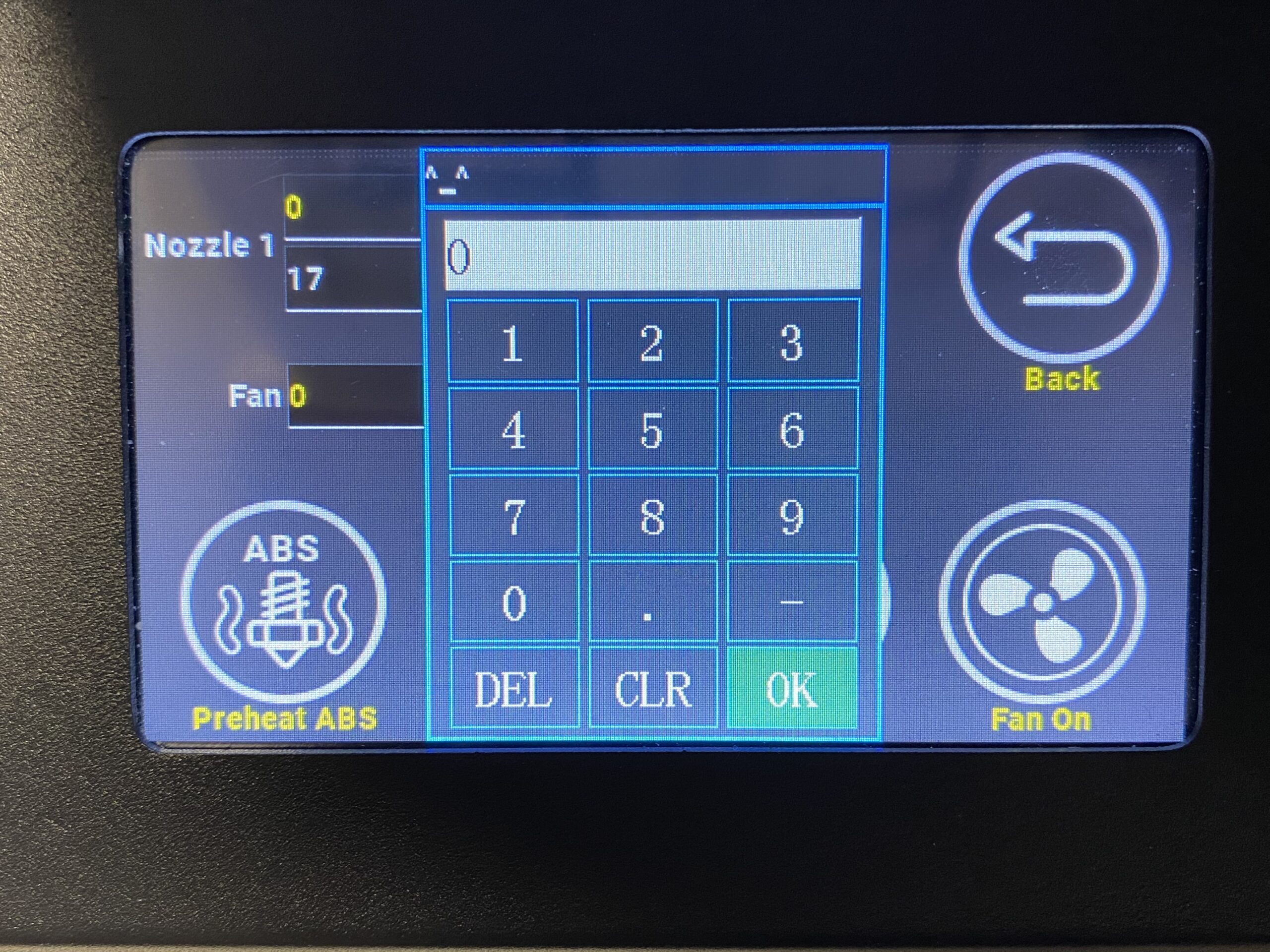
Startet man den Drucker über den Taster an der Seite des Gerätes, meldet er sich völlig lautlos am Display mit dem Startbildschirm. Die Lüfter gehen erst ab 70°C am Hotend an und der Gehäuselüfter dreht sich erst bei Achsbewegung. Das Menü ist sehr strukturiert, nicht überladen und übersichtlich aufgebaut. Die einzelnen Menüpunkte erklären sich fast von selbst. Dennoch sollte man für die Ersteinrichtung die Gebrauchsanweisung hinzuziehen, die den Vorgang zwar komplett, aber in Teilen auch eher spartanisch beschreibt.
Hier nur ein kleiner Ausschnitt aus dem gesamten Menübaum.
 |
 |
 |
 |
Das Leveling des Druckers gestaltet sich trotz der beiden Extruder recht einfach, da er über keinen Levelingsensor verfügt, und somit den Vorgang auf ein reines manuelles Leveling beschränkt.
Um den Drucker einzurichten und zu konfigurieren, dreht man am besten das Bett ganz nach unten und führt ein Homing aus. Anschließend heizt man das Bett auf und bedient im Leveling Menü die Pfeile um den Druckkopf (in diesem Fall E1) an die Ecken des Heizbetts zu fahren. Dort dreht man das Heizbett dann auf einen gewünschten Levelingabstand mittels Fühlerlehre, Kassenzettel oder A4 Papier. Den Vorgang so oft wiederholen, bis alles passt. Das Leveling Menü bietet keine Möglichkeit die Mitte des Betts anzufahren. Das könnt Ihr dann am Ende eines Durchgangs manuell machen. Was allerdings hierbei ein Vorteil für das manuelle Verschieben von Heizbett und Druckkopf darstellt, ist auch gleichzeitig für genaues Leveln ein Nachteil, denn unmittelbar nach Erreichen einer Levelingposition in einer Ecke schalten sich die Motoren aus. Hier passierte es mir immer wieder, dass ich beim Drehen der Bettschrauben auch gleichzeitig das Bett in der Position verschoben haben. Hier also etwas aufpassen.
 |
 |
Hat man das Bett nun mit Extruder Nr. 1 gelevelt, wechselt man im Menü auf den zweiten Extruder und positioniert ihn lt. Anleitung lediglich auf die rechte untere Ecke. Um hier nun den richtigen Abstand der Düse zum Bett einzustellen, muss man die Fixierung des Hotends mittels passendem Innensechskantschlüssel lösen und mit dem Maulschlüssel das Hotend mit der Justier-Mutter senken oder heben. Das ist leider nicht so fein einzustellen, weswegen man (zumindest ich) hier auch mehrere Versuche benötigt. Passt der Abstand, ist hier lt. Anleitung das Leveling erfolgreich beendet. Allerdings solltet Ihr tatsächlich mit beiden Druckkopfen einmal noch über das gesamte Bett fahren um eventuelle Feineinstellungen noch vorzunehmen. Mein Bett war in der Mitte höher als in den Ecken. Für das spätere Druckergebnis lohnt es sich definitiv hier nochmal ganz in Ruhe Hand anzulegen und mit den Bettschrauben für beide Extruder an möglichst vielen Punkten des Betts einen sauberen Kompromiss zu finden.
Nach der manuellen Einrichtung muss ein Ausrichtungsdruck gestartet werden, um die Offsets der beiden Düsen zueinander zu bestimmen. Hierbei wird der X Abstand und der Y Abstand der beiden Düsen justiert. Das kann von Drucker zu Drucker unterschiedlich sein. Ein grober Richtwert sind in etwa 4mm in Y Richtung und 355mm in X Richtung.
 |
 |
Der Druck findet sich unter dem Namen TD3PDE_20X20X20 auf der SD Karte. Es ist angeraten hier zwei Filamente unterschiedlicher Farbe zu laden, da man sonst die Ausrichtung in X und Y Richtung nicht bestimmen kann. Der Vorgang sollte auch so genau und gewissenhaft wie möglich erfolgen, da dies maßgeblich für die spätere Qualität von Dual Materialdrucken verantwortlich ist. Sind die Offsets nicht vernünftig eingestellt, habt Ihr später bei einem solchen Druck ein jeweils in der Farbe in X und/oder Y verschobenes Objekt.
Nach dieser Ausrichtung ist der Tenlog TL-3D Pro fertig eingerichtet und bereit für seine Arbeit.
| Eine Anmerkung von mir: Da es sich hier um ein Dual Material Druck handelt, arbeiten beide Extruder. Es besteht die Möglichkeit, sofern Ihr nicht bereits im Vorfeld eine Abwischvorrichtung für die Düsen gedruckt und montiert habt, keinen vernünftigen Druck zur Ausrichtung hinzukriegen. Grund hierfür sind die Filamentreste, die beim Parken der Extruder noch an der Düse hängen können. Ebenso ist dieser Druck mit einer Betttemperatur von 35°C geslict. Das reicht nicht aus um den Druck auf dem Glasbett zu halten. Stellt also das Heizbett während des Drucks auf 60°C ein und da Ihr sowieso bei dem Druck bleiben müsst um die Werte am Display von Schicht zu Schicht zu kontrollieren und anzugleichen, bewaffnet Euch mit einer Pinzette um die Filamentfäden von den Düsen zu zupfen. Dann ist auch der Teil der Einrichtung in relativ kurzer Zeit erfolgreich erledigt. |
Druckmodi
Neben dem jeweiligen Einzeldruck mit einem der beiden Extrudereinheiten, ist ein Dual-Material Druck möglich, bei dem entweder zwei verschiedene Farben einer Filamentart verwendet werden, zwei verschiedene Filamentarten gemeinsam gedruckt werden können, oder man mit zwei unterschiedlichen Düsengrößen das gleiche Material in einem Objekt verwenden kann, um somit Teilbereiche des Druckmodells feiner/gröber aufzulösen, oder einen zeitlich optimierten Druck damit anzufertigen.
Weiterhin lassen sich mit dem IDEX Drucker zwei identische Objekte zeitgleich drucken. Dies ist beim Tenlog TL-3D der Duplicate Modus. Dabei ist es nicht auf ein Objekt, sondern lediglich auf eine Matrix beschränkt, die auch aus mehreren Objekten bestehen kann. Einzige Einschränkung – das Objekt oder die Anordnung der zu duplizierenden Objekte darf nur die Hälfte des Druckbetts einnehmen, damit der zweite Extruder auf der anderen Hälfte den gleichen Platz zur Verfügung hat.
Die dritte Einstellungsmöglichkeit ist der Mirror Modus. Bei dieser Variante erstellt der zweite Extruder zeitgleich ein spiegelverkehrtes Duplikat eines Objektes.
Die einzelnen Modi sind am Drucker einzustellen, bedingen allerdings ein entsprechend geslicten GCode.
 |
Diese Einstellungen sind vor Druckbeginn zu tätigen. |
Tenlog liefert eine angepasste Cura Version für seinen Drucker mit, ebenso wie ein fertiges Profil zum Import in andere Cura Versionen. Da ich Cura nicht nutze, erfolgt der nächste Teil meines Berichts auf Basis von Simplify 3D, wobei die Eigenschaften des GCode zur Nutzung der verschiedenen Druckmodi für jeden Slicer gelten.
Für den Duplicate Modus und den Mirror Modus reicht es aus im Slicerprofil die beiden Düsen auf die jeweiligen Einstellung wie Temperatur, Materialfluss und Retract einzustellen und den Druck mit nur einem Extruder zu slicen. Achtet hier dabei aber darauf, dass das oder die Objekte, welche dupliziert oder gespiegelt werden sollen, die jeweilige Hälfte des Druckbetts für den eingestellten Extruder nicht verlassen. Danach legt Ihr am Drucker den Modus fest und beschickt ihn mit dem fertigen GCode entweder über die SD Karte oder Repetier/Octoprint.
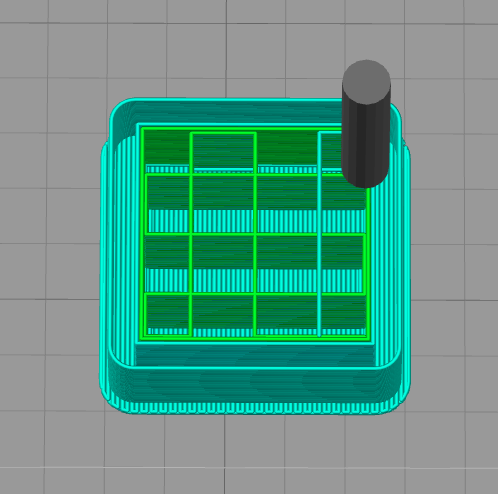
 |
Hier ein Beispiel für die Platzierung eines/mehrerer Objekte für den Duplicate- oder Mirror- Modus. Auf der anderen Hälfte des Druckbetts erstellt der Drucker mit E2 dann eine normale oder gespiegelte Kopie der Objekte, die für E1 geslict wurden |
Der Dual Materialdruck ist etwas komplizierter im Aufbau. Hierzu bedarf es mehrerer Prozesse und/oder mindestens zwei Objekten, denen dann jeweils ein Extruder zugeordnet wird. Einen fertigen GCode im Nachhinein zweifarbig oder aus zwei verschiedenen Materialien zu drucken ist nicht möglich. Eine einzelnes STL Objekt ist in diesem Fall auch nur Schichtweise in verschiedenen Farben oder mit verschiedenen Materialien zu drucken und benötigt für jeden Wechsel des Extruders einen separaten Prozess inklusive Werkzeugwechsel. Das dürfte im Endergebnis allerdings nur auf Objekt passen, wo man tatsächlich den unteren oder oberen Teil mit einer anderen Düsengröße oder Farbe drucken möchte. Aber für so ein horizontal zweifarbiges Objekt oder lediglich andere Schichthöhen ab einer bestimmten Z-Höhe, braucht man keinen IDEX Drucker und auch keinen zweiten Extruder, wobei es durchaus damit möglich ist.
Für einen echten Dual Color Druck muss die STL Datei geteilt sein. Ein Teil für die eine Farbe, der andere Teil für die andere Farbe. Die Objekte werden dann den einzelnen Extrudern zugeordnet, zueinander ausgerichtet und anschließend wird der GCode erstellt. Am Drucker wählt man den Dual Material Modus und startet den Druck entweder über SD Karte oder Repetier/Octoprint.
 |
Hier ein Beispiel eines solchen geteilten Objekts. Der linke Teil des Benchys wurde bei mir in rot und der recht Teil in blau gedruckt. |
 |
Sind beide Modelle später im Slicer ausgerichtet, unterscheidet es sich nicht mehr von einem Einzelobjekt. |
Das wirklich Schwierige an so einem Druck ist allerdings die richtige Einstellung im Slicer zu finden und den Drucker mechanisch auf zwei aktive Extruder vorzubereiten. Da hier einer der beiden Extruder immer so lange parkt, während der andere druckt, kommt es hier natürlich zu den gleichen Effekten eines Einzelextruders, der im aufgeheizten Zustand einfach nur in der Gegend rumsteht. Hier muss also für eine Möglichkeit gesorgt werden, den Extruder vor Beginn seines Einsatzes wieder zu fluten, abzuwischen und mit dem passenden Retract am Objekt anzukommen.
 |
 |
Ich habe bisher nur das FFF-Profil aus dem Tenlog Downloadbereich genutzt und hier ist sehr viel Luft nach oben vorhanden. Ebenso bei der physischen Ausstattung für eine Abwischvorrichtung am Drucker selbst. Tenlog liefert zwar eine STL für beide Extruder mit, dokumentiert allerdings nicht, wie sie praktischerweise funktionieren soll. Ich habe mir hier meinen eigenen Weg gesucht. Das lösen andere Hersteller definitiv besser. Zudem habe ich mir eine Bürste vor die Düsen montiert. Mein Kollege alfrank hat mich aber dann darauf aufmerksam gemacht, dass ich hier Stahlborsten verwendet habe, die einer Messing-Düse nicht unbedingt gut tun. Das werde ich dann bei Gelegenheit noch ändern und eine Bürste mit Messingborsten verwenden. Auch sollte das abgestriffene Filament nicht einfach neben den Drucker fallen. Dazu habe ich mir je eine Auffang-Box für die beiden Seiten gedruckt.
Den Abstreifer findet Ihr auf der mitgelieferten SD Karte vom Tenlog und die Box kann von Thingiverse heruntergeladen werden.
Link zur oben abgebildeten Auffangbox auf Thingiverse
Und wo wir gerade bei Anbauteilen sind:
Die beiden Filamentsensoren müssen nicht unbedingt einfach über den Extrudern baumeln. Dazu habe ich auch bei Thingiverse eine Halterung für die rechte und linke Seite gefunden, die mir ganz gut gefällt.
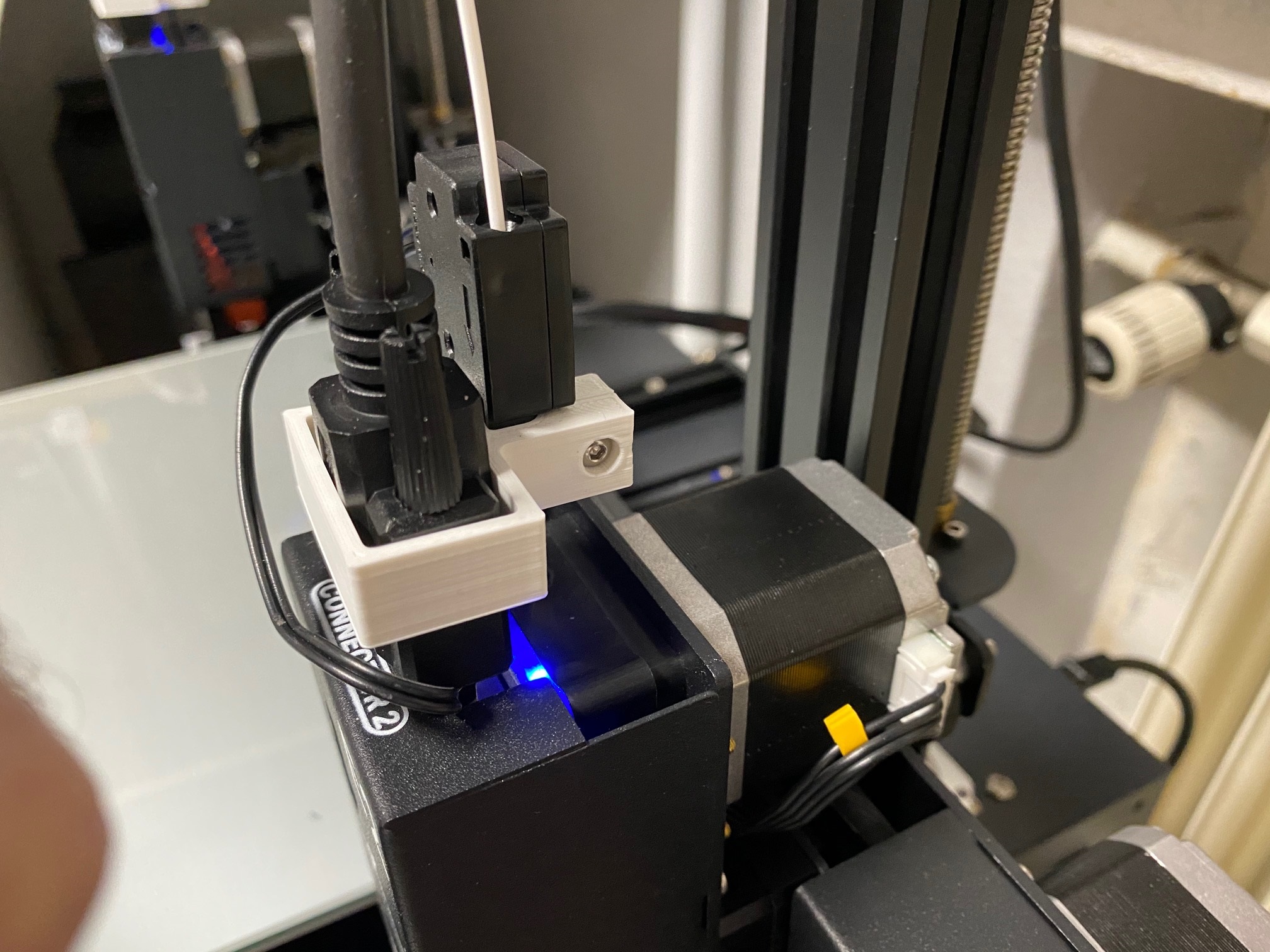 |
Link zu den Sensorhaltern |
Die Testdrucke
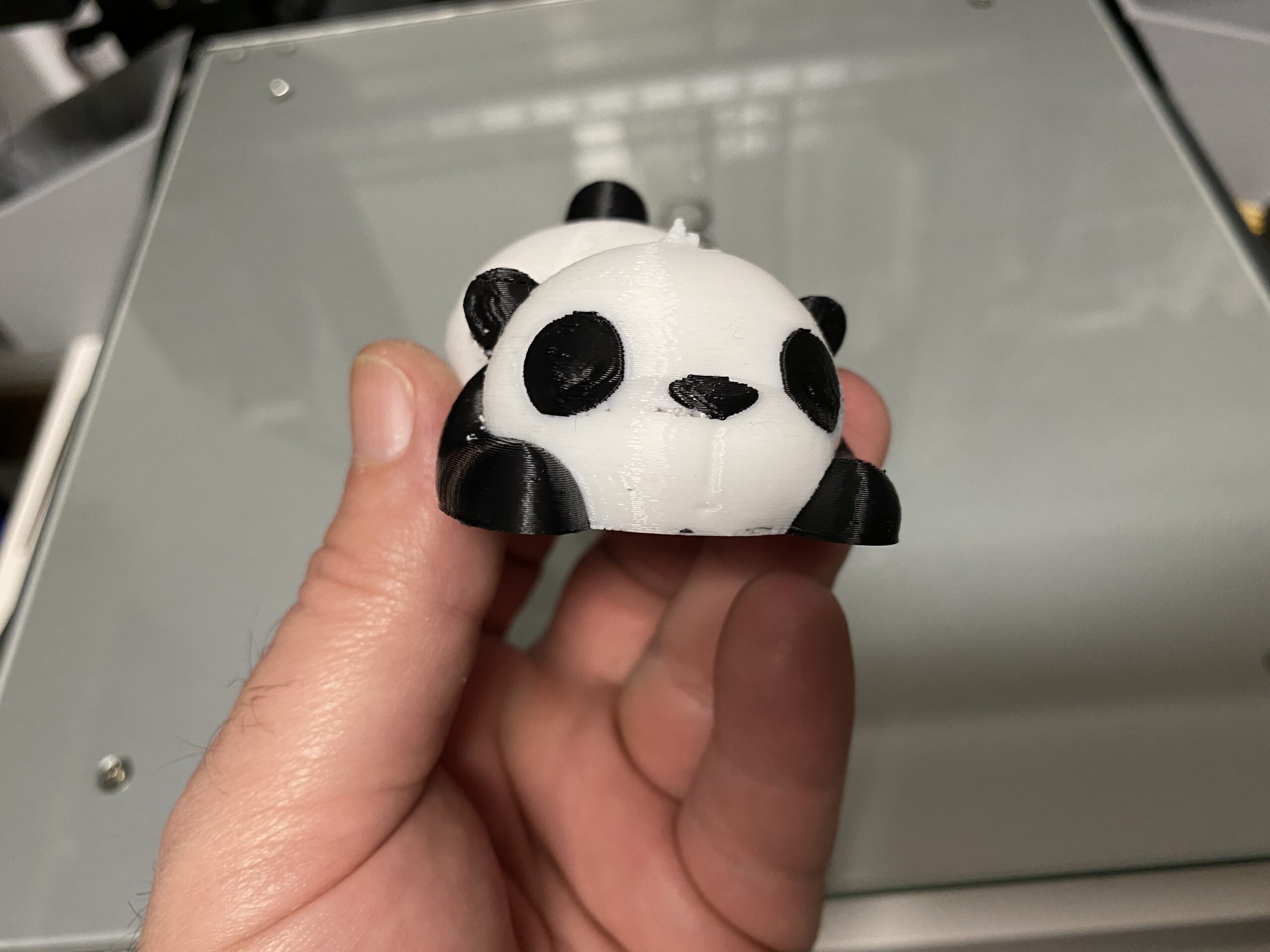
Natürlich habe ich mich sofort an einen Dualdruck gemacht, weil ich wissen wollte, was der Drucker kann. Das mitgelieferte Filament (schwarz und weiß, je 250gr.) geladen und einen Panda für den Dualdruck vorbereitet. Hier hatte ich noch keine Abstreifvorrichtung und das S3D Profil war jungfräulich.
 |
 |
 |
|
Hier wird deutlich, wie wichtig so eine Abstreifvorrichtung für den Dualdruck ist. Ich hatte zwischenzeitlich sehr damit zu kämpfen, den Druck von Filamentresten zu befreien, bevor eine der Düsen das Objekt vom Bett gefegt hätte. Dennoch ist dieser „nicht-optimierte“ erste Druck sehr gut geworden und zeigt, was der Tenlog TL-3D für ein Potential hat. Ich habe allerdings auch ohne Tropfenschutz und ohne Prime-Tower gedruckt.
Das mitgelieferte Filament hat mich i. Ü. mehr als geärgert. Zwei Minuten an der Luft bricht es an den unmöglichsten Stellen. Im Hotend, im Feeder, im Filamentsensor, direkt an der Rolle. Wenn man genau hinschaut, sieht man am Poppes vom Panda, dass sein Puschel eine klaffende Lücke von schwarzem Filament aufweist. Dort ist das Filament im Sensor gebrochen und wurde nicht ehr gefördert. Ich habe den Druck an der Stelle nicht abgebrochen, sondern dazu genutzt, den Sensor und das Filament-Wechselskript zu testen, was beides hervorragend funktioniert. Das mitgelieferte Filament ist dann umgehend in die Tonne gewandert.
Danach habe ich den Duplicate Modus ausprobiert. Das Benchy wie herkömmlich für einen Extruder geslict und mit beiden Extrudern drucken lassen. Hier treten keine Probleme mit nicht abgestriffenem Filament auf, so dass man hier die beiden Extruder im Slicer noch besser einstellen kann. Auch diese Drucke zeigen, was der Tenlog TL-3D kann. Genutzt wurden KD Essentials Filament in blau und Makeasy PLA+ in rot.
 |
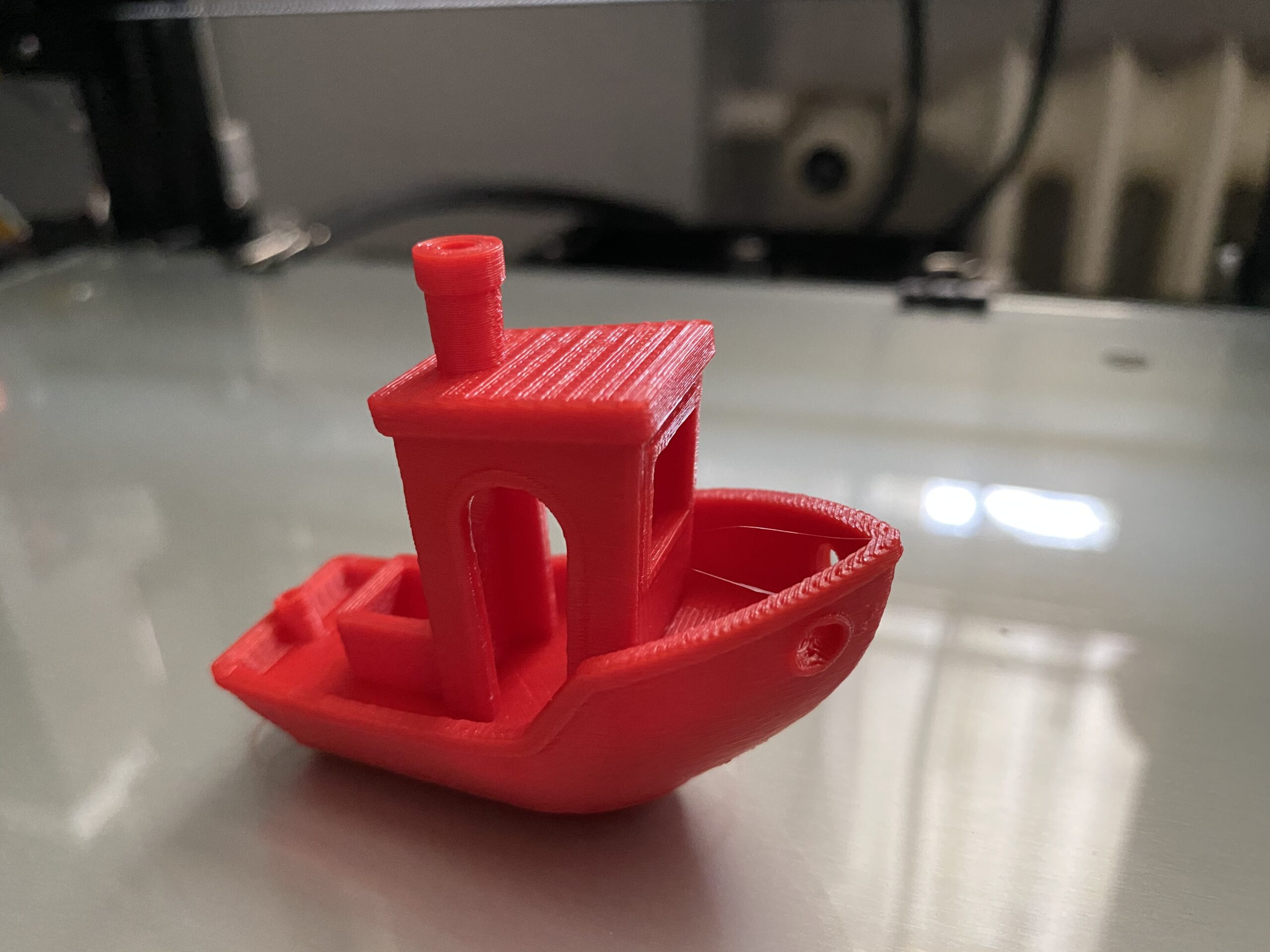 |
Wenn ich etwas genauer geschaut hätte, wäre mir auch hier beim roten PLA+ bereits aufgefallen, dass der zweite Extruder mit dem kürzeren Kühlkörper generell etwas mehr Retract benötigt als das Standard MK8 im E1. Das hat sich dann beim zweiten Dualdruck nach der Modifikation der Abstreifvorrichtung gezeigt. Ich wollte ohne Ooze Shield und ohne Prime-Tower drucken, da mir beides in vorangegangenen Drucken vom Glasbett geschoben wurde und die Drucke damit unbrauchbar waren.
 |
 |
 |
Man sieht deutlich das Stringing des roten Filaments und die dadurch entstehenden „Windpocken“, die das Benchy bekommen hat. |
Bis der Tenlog TL-3D Pro bei mir unbeaufsichtigt auch einwandfreie Dual-Material Drucke hinlegt, ist es noch ein bisschen hin. Hierzu muss ich das Profil für den Slicer weiter optimieren, dort auch die beiden Extruder vernünftig einstellen und ein wenig an der Abstreifvorrichtung basteln. Im ersten Schritt bin ich aber bereits sehr zufrieden, was der IDEX hier leistet.
Mein Fazit
Es ist nicht so, dass Tenlog hier einen Überflieger abliefern würde. Dafür gibt es aus meiner Sicht zu viele Verbesserungen, die hier einfliessen müssten. Angefangen vom lahmen Heizbett, was lediglich bis 80°C aufheizt, der fehlenden Abstreifvorrichtung und der nicht optimalen Filament- und Kabelführung zum Hotend. Die Glasplatte lass ich mir noch gefallen, aber die eigenwillige Konstruktion der beiden Extruder trägt dann Ihr übriges dazu. Im Grunde wäre man hier mit einem Bowden System besser beraten gewesen, denn die Extruder sind aus meiner Sicht nicht als DirectDrive zu sehen. Ein Standard MK8 ist nicht das Problem, aber dazu auch ein MK8 Feeder ohne jegliche Einstellmöglichkeit und dem viel zu langen Weg zum Hotend dürfte hier die Materialwahl stark einschränken.
Letztlich sind das aber alles keine Defekte oder mangelnde Qualität an den (wenn auch) sehr einfach gehaltenen Anbauteilen, sondern Grundsatzentscheidungen in der Ausstattungswahl. Der Drucker läuft und das tut er auch gut.
Ist er günstig? Nein! Auch nicht für den Blitzpreis von 390EUR. In seiner Konfiguration dürfte er auf, oder knapp unter dem Level eines i3 Mega sein. Der zweite Extruder besteht aus Pfennigartikeln für den Hersteller und sonst sind auch keine „Highlights“ in der Komponentenauswahl vorhanden.
Ist er seinen Preis wert? Ja! Auch wenn er in seiner Materialkonfiguration recht spartanisch daher kommt, tut er was er soll. Er ist stabil aufgebaut, kam ohne Mängel bei mir an, es gibt keine defekten Teile und er druckt gut. Wenn ich mir den Ender 5 anschaue, habe ich hier schon mehr Geld für weniger Drucker bezahlt. Einen besonderen Vorteil hat der Tenlog TL-3D Pro aber gegenüber seinen Vergleichspartnern. Er kann aus quantitativer Sicht zwei Drucker ersetzen.
Ist er für Einsteiger geeignet? Ja! Trotz des speziellen IDEX-Aufbau gibt es an dem Drucker keinen Schnick Schnack, der einen Einsteiger überfordern könnte. Alles was einzustellen ist, wird mechanisch getätigt. Ausnahme sind die Düsen-Offsets.
Ist er zu empfehlen? Ja! Wir empfehlen den Ender 3 oder auch den i3 Mega ohne mit der Wimper zu zucken. 8bit Systeme (im Falle vom i3 Mega sogar mit 12V), einfachste Ausstattung im Bereich Hotend und Feeder beim Ender 3, bei beiden eine alte Marlinbasis bei der Firmware und dennoch liefern sie ab. Ich kategorisiere den Tenlog TL-3D Pro in genau diese Druckersparte. Möglicherweise ist er der einfachste IDEX Drucker, der zu kaufen ist. Dafür ist er aber eine stabile und leistungsbereite Minna, mit der man sich gerne beschäftigt.
Ich denke, das zeigt aber auch sein Stand innerhalb der Forengemeinde. Bisher ist der TL-3D sehr gut weggekommen in den Themen um diesen Drucker.
Einen wirklichen Kritikpunkt habe ich allerdings: Das Laden des Filaments ist mir ein absoluter Dorn im Auge. Um das Filament (zumindest bin ich es so gewohnt) am Gear vorbei bis ins Heatbreak zu schieben, muss man den Feeder am Arm entspannen. Dieser sitzt aber im Druckgehäuse, welches so groß bzw. lang ausfällt, dass man für den notwendigen Druck auf den Feeder-Arm keinen Konter mit dem Daumen oder den anderen Fingern erzeugen kann. Das bedeutet, dass man jedesmal einfach nur oben auf den Feeder-Arm presst und so auch jedesmal den gesamten Extruder an der Linearschiene unnötig belastet und ebenfalls die X-Achse nach unten drückt. Das kann auf Dauer dem Leveling, aber auch der Extruderaufnahme nicht gut tun. Hier sollte sich Tenlog dringend etwas einfallen lassen, den Feeder-Arm entspannen zu können und gleichzeitig den Druck vom gesamten Druckkopf zu nehmen.
Hallo hat jemand Erfahrung mit dem „E1 & E2 of BMG Extruder Upgrade Kit for All Tenlog IDEX Printer“ (Neue Version mit rotem Stellrad beim Ex2?
Ex1 druckt ok aber Ex2 will keine sauberen Ausdrucke bringen.
Ist wahrlich ein schöner Drucker. Meiner hat ein stärkeres Bett, und ein 600W Netzteil mit lautem Dauerlüfte. Das gute Teil hat bei mir aber nicht lang gehalten, da nach einem Haftungsproblem das Hotend total mit Filament zu gepappt war. Bei dem reinigen, geht ja nur mit heißem Nozzle, habe ich mit der Pinzette wahrscheinlich einen Kurzschluß an den frei liegenden Heizungsdrähten verursacht, welcher nun wiederum, aus welchen Gründen auch immer, das Display zerschossen hat. Banggood sendet mir nun nach 14 Tagen Diskussion eins zu, ich hoffe nur, das da nix anderes noch defekt ist.
Kann man auf den TL-D3 Pro V2 mit Pronterface zugreifen bzw. steuern? das geht nämlich bei mir nicht, glaube nicht das es an dem nicht angeschlossenen Display liegt, währe schön wenn das mahl jmd. testen könnte, bevor ich das Display wieder abschieße beim anschließen.
Danke und Gruß EckJ
Hallo danke für den ausführlichen Test
hab mir den Drucker auch bestellt und im Vorfeld im Netz gesucht da habe ich die folgenden Extruder bei Amazon gefunden
https://www.amazon.de/Titan-Extruder-f%C3%BCr-HICTOP-Hero/dp/B087GLGYG7/
aber da ich des englischen nicht so mächtig bin habe ich noch nicht gefunden wo man die neue Firmware herunterladen kann vielleicht kriegt das jemand hier im Forum heraus. wäre ganz toll.
schon bestellt denke steps im Menu einstellen und Anschlusskabel drehen wegen Laufrichtung weiteres dann im Forum
Hi Felsi-3D
da sind gedrehte kabel dabei Anleitungen für den Einbau bei YouTube nur das mit den Steps einstellen da bin ich noch zu neu im 3d Druck.
Gruß Peter
Eigenwilliges Angebot. 51,00 € (5,10 € / Stück), Anzahl der Artikel: 10, Produktbeschreibungen: Sie müssen 2 Stück zusammen kaufen, wenn Sie es mit dem Original-Extruder wechseln möchten.
Klingt schon etwas seltsam, aber das sind wir ja von Fernost gewohnt.
Danke, für den ausführlichen Test.
Ich hab mir mal die verlinkte Internetseite von Tenlog angesehen, und war positiv überrascht. Hab bisher noch keine Herstellerseite gesehen, wo alles was man braucht findet, und auch verständlich erklärt wird. Gerade bei Firmware wird oft einfachnur hingeschmissen, falls es überhaupt was gibt. Hier wird kurz und klar erklärt welche FW für welche Druckerausstattung ist. Da können andere Hersteller sich mal eine Scheibe abschneiden.
toller ausführlicher Bericht der alle Ecken und Kanten des Druckers beleuchtet.
Warum habe ich mich für den tenlog entschieden ?
ich war es leid auf meinen beiden A10M immer riesige primtower zu drucken um wieder reine Farbe an den Nozzle zu erhalten
mechanisch finde ich die Linearführung gut und die optischen End Schalter sowie das Leveln der beiden z Motoren (schon krass wie sich das Ding verbiegt 😉 )
Die Extruder Aufnahme Schlitten schreien förmlich nach einem wechsle Umbau auf Bowden oder einer anderen Kombi das habe ich mir auch schon überlegt. dann könnte man locker doppelt so schnell beschleunigen
Ungewöhnlich finde ich die VGA Kabel die die Extruder Einheiten versorgen ok die sind im falle eines defektes schnell und günstig zu ersetzen
Bin gespannt was daraus noch so wird
Auf jeden Fall hat er mein Drucker Park positiv erweitert
Solltest du auf die Idee kommen ein anderes Kabel zu nutzen drauf achten das es ein komplett belegtes sein muss.Ich habe noch keins gefunden .
Beim Druck Bett gebe ich dir recht .Das habe ich nach den ersten Drucken gegen 6mm Alu u. 230V getauscht .(Heizmatte vom CR10 passt genau)
Zum den Extrudern muss ich sagen das ich den Knopf noch nie benutzt habe ,weder bei PLA noch TPU .Ich stecke das Filament ins Löschlein und er zieht es ein .
Was ich gut finde ist das er beim Filament wechseln erst etwas Material extrudiert damit sich das erwärmte Material leichter heraus befördern lässt.