
Mingda Magician X Testbericht
Mingda hat uns freundlicherweise mal ein Exemplar der neuen „Metall-Version“ (=V3?) des Magician X zum Test rüber geschickt..
Der Drucker wurde uns direkt von Mingda kostenlos zum Test zur Verfügung gestellt. Mingda wollte, dass ich auf das ABL etwas genauer eingehe, sonst gab es keine weiteren Absprachen.
Interessant ist ja, dass Mingda den Magician X in Styropor verpackt liefert. Mir ist das lieber als die komischen Schaumverpackungen, weil ich die großen Styropor Teile auf dem Wertstoffhof abgeben kann, das Schaumzeug nehmen die nicht. Man sagt mir allerdings, dass Styropor nicht so umweltfreundlich sei wie das Schaumzeug.



Lieferumfang
- fast vollständig vormontierter FDM Drucker
- mit einem Druckvolumen von 230 x 230 x 260mm
- Hotend mit PTFE Liner bis 260°C (ich würde bei 240°C allerdings das Limit setzen), 0.4mm Düse mit Silikonsocke
- Direkt Extruder mit DualGear Feeder und Filament-Sensor
- starr montiertes, beheiztes Druckbett bis 115°C mit Ultrabase Glasplatte
- für PLA, PETG (Vorsicht mit dem Bett), TPU geeignet, bedingt ASA/ABS (offene Drucker sind da immer schwierig), keine abrasiven Filamente (Carbon, Metall, GlowIntheDark)
- ABL Sensor und ein optischer Z-Endstop
- 32bit Board mit leisen TMC 2208 Treiber, Farb-Touch-Display.
- Unterstützt SD-Karte und USB Stick & USB-C zur Verbindung zum PC
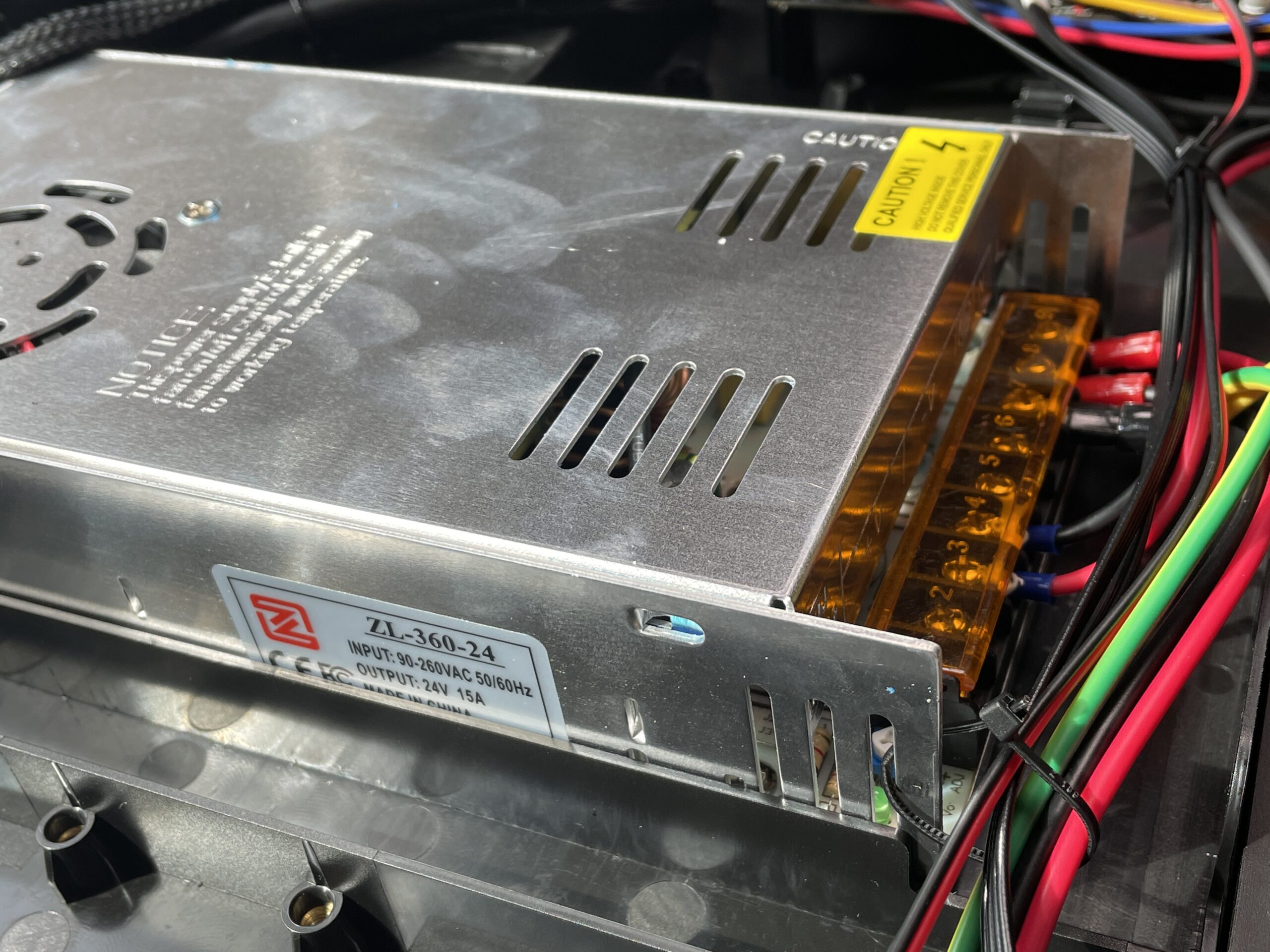
- Noname 24V 360W Netzteil
- Rollenhalter zum Anklipsen an den Querbalken oben
- Eine Ersatzdüse und ein Ersatz-PTFE Liner
- Deutsche Anleitung als PDF auf mitgelieferter SD-Karte
- 20m Filamentpröbchen, Satz Sechskantschlüssel, ein Gabelschlüssel.

Auf der SD-Karte finden wir die Kurzanleitung als PDF in mehreren Sprachen, darunter auch Deutsch, eine veraltete Cura 4.9 Version für Windows, eine .curaprofile Datei sowie 3 Testdrucke als vorgeslicter Gcode. Das mitgelieferte Curaprofile ist leider nicht wirklich gut, ich würde daher gleich selber ein Profil basierend auf dem Standards in Cura erstellen.
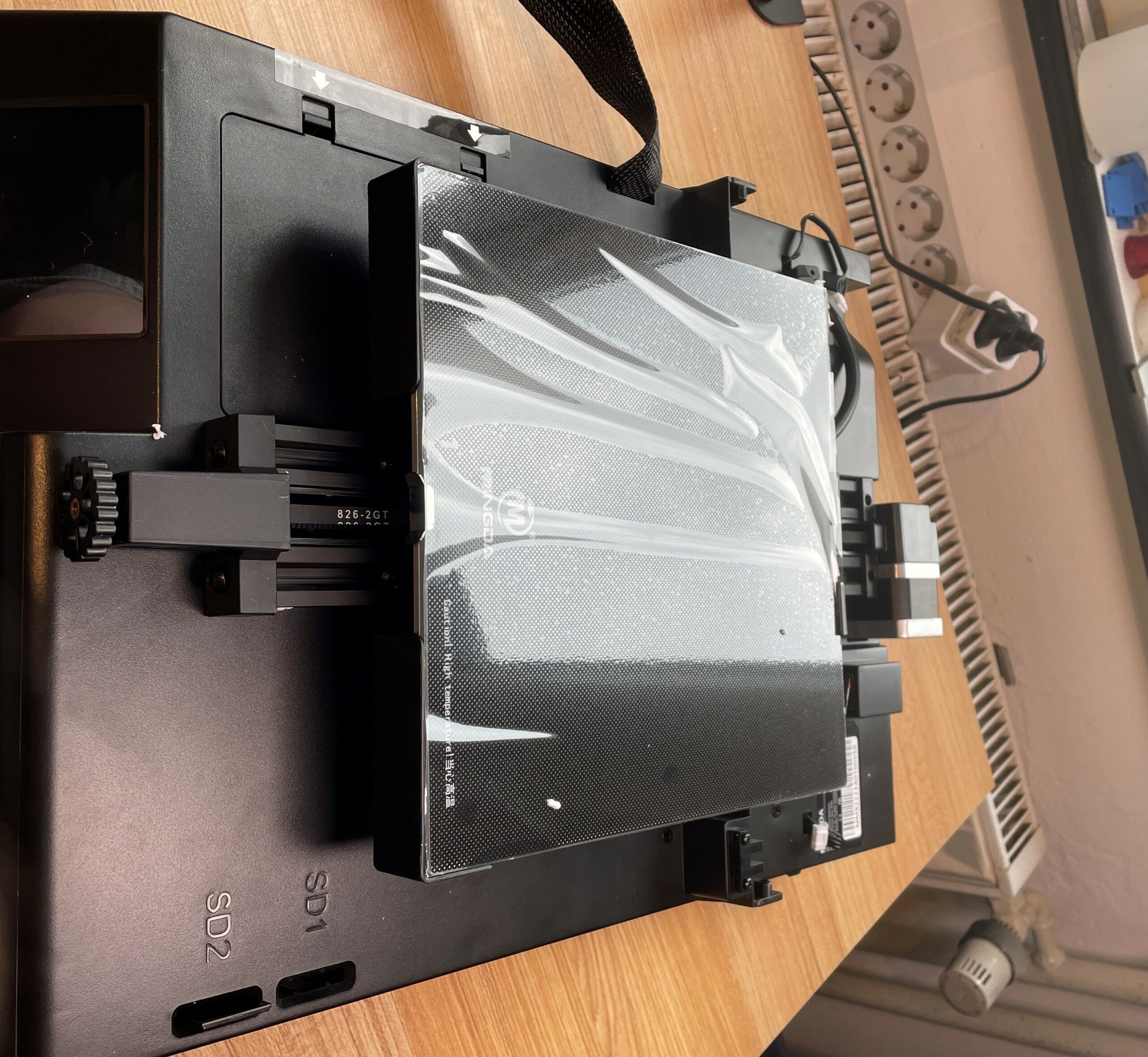
Der Mingda Magician X hat zwar keine Schublade wie die Ender, aber dafür eine kleine Klappe, wo man das Werkzeug und andere Kleinteile reinlegen kann

Rechts finden sich 2 Mulden, in die man SD-Karten reinstecken kann.. ein Kartenhalter also

Aufbauen & Inbetriebnahme des Mingda Magician X
ist in wenigen Minuten erledigt, man muss nur die 2 vormontierten Komponenten Basis und den Galgen miteinander verbinden. Das sind 6 Schrauben, paar verpolungssichere Stecker in die entsprechenden Buchsen stecken, fertig. Das ist in 10 Minuten locker zu schaffen. Danach sollte man noch die Exzenterhülsen an den jeweiligen Schlitten einstellen (so gut es eben geht) und die Riemen etwas nachspannen, das war alles etwas locker ab Werk, aber Riemenspanner sind ja vorhanden.
Dann kann man schon einschalten und den Assistenten zum Bett Leveln starten. Sehr unkompliziert alles. Die recht kurz gehaltene Anleitung zeigt dann auch, wie man den Drucker in Cura einrichtet (als Custom FFF Drucker).
Mechanik des Mingda X
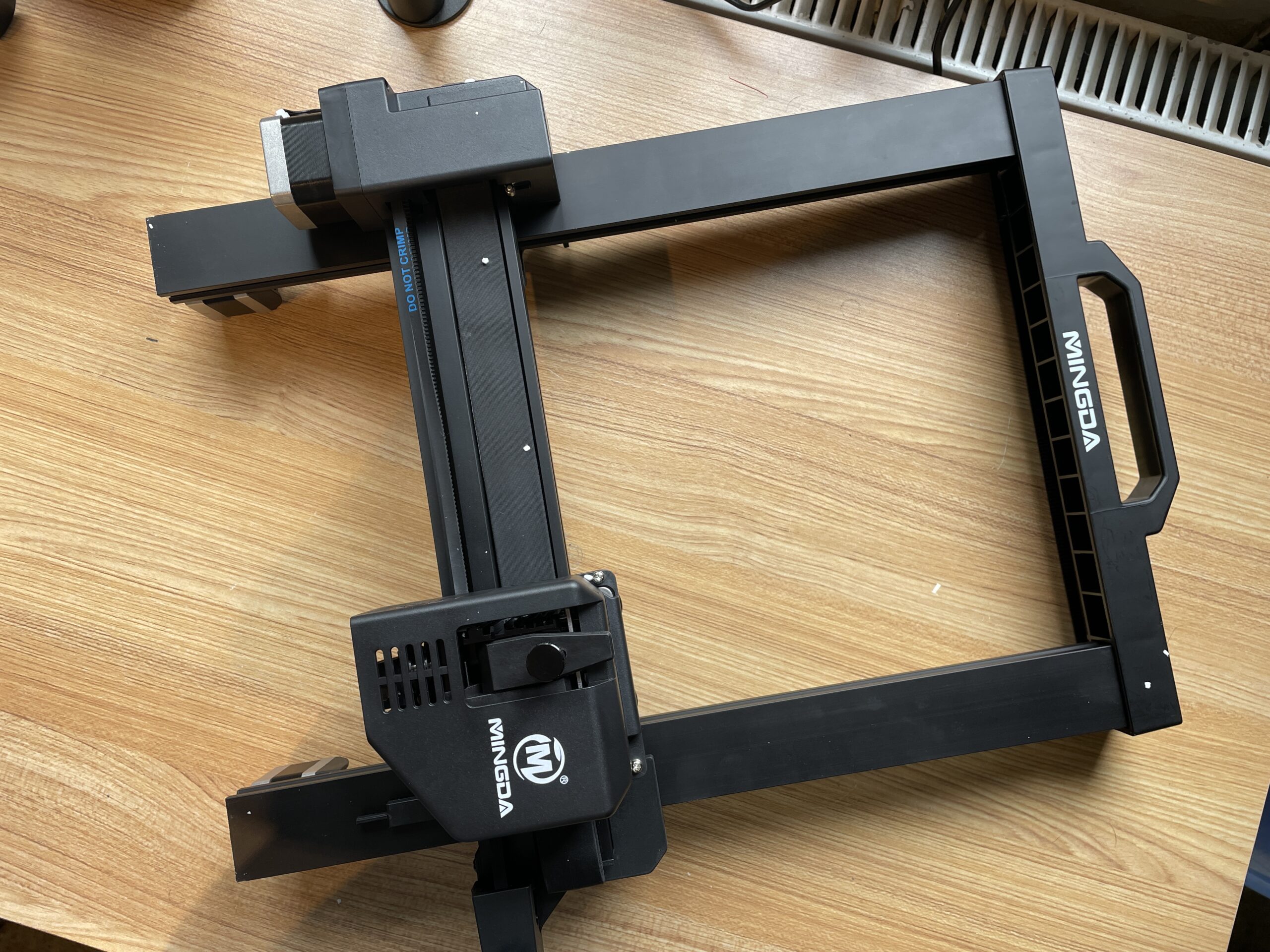
Der Mingda Magician X besteht aus extrem viel Plastik. Wirklich extrem viel. Das geht soweit, dass selbst die Basis des Rahmens nur noch aus kurzen Profilstummeln besteht. Und dabei ist das jetzt die 3. Revision des Magician X, die „Metall“ Version.

Die paar cm bilden den Grundrahmen – aber geerdet isses
Der Galgen für Z & X muss mit einer Schraube pro Seite durch diese Profilstummel auskommen, den Rest Stabilität müssen die Plastikwände im nächsten Bild bringen.
Mir gruselt bei dem Gedanken, wie das mit den ersten Versionen wohl ausgesehen haben mag, wo noch weniger Metall verbaut war. Ganz wohl ist mir aber auch bei der aktuellen Version noch nicht. Ich hab hier 2 konkrete Beispiele:
Das Druckbett, der Bett-Träger ist nicht wirklich steif zu bekommen, das Bett gibt an den Seiten etwas nach, lässt sich auch mit den Exzentern nicht beheben. Wenn man etwas stärker drückt, bewegt sich selbst das Aluprofil noch mit, auf dem der Bettschlitten läuft. Nun kennt man „weiche“ Betten auch von anderen Druckern, z.b. den einseitig aufgehängten Betten im Makerbot oder CoreXY Stil, aber schön isses halt auch nicht und ich bemängele hier eine gewisse Grundsteife nach dem Motto: Isser nicht steif, isses nicht so schön.
Die Antwort von Mingda dazu war: „Das macht nix, dafür hat er ja ABL“. Ok, sage ich jetzt nichts dazu.

Stabiles Aluheizbett – aber der komplette Träger aus Plastik
Und zum anderen habe ich ein komisches Problem mit der Riemenführung auf der X-Achse, der Riemen wird einfach nicht gleichmäßig gespannt. Irgendwas ist da schief, was genau habe ich noch nicht gefunden.
Komische Sache das mit dem Riemen, sieht hier aufm Foto schlimm aus, es ist aber nur die obere Hälfte des Riemens locker, die untere Hälfte ist gespannt. Verstehe ich nicht, aber da sonst noch niemand das Problem gemeldet hat, denke ich mal, dass das kein Serienfehler ist. Mingda hat mir angeboten mal einen neuen Riemen zu schicken.
Wir haben zudem einen doppelten Z-Antrieb, mit einem weiteren Synchronriemen gekoppelt, aber nur einen (dafür optischen) Z-Endstop.

Elektronik
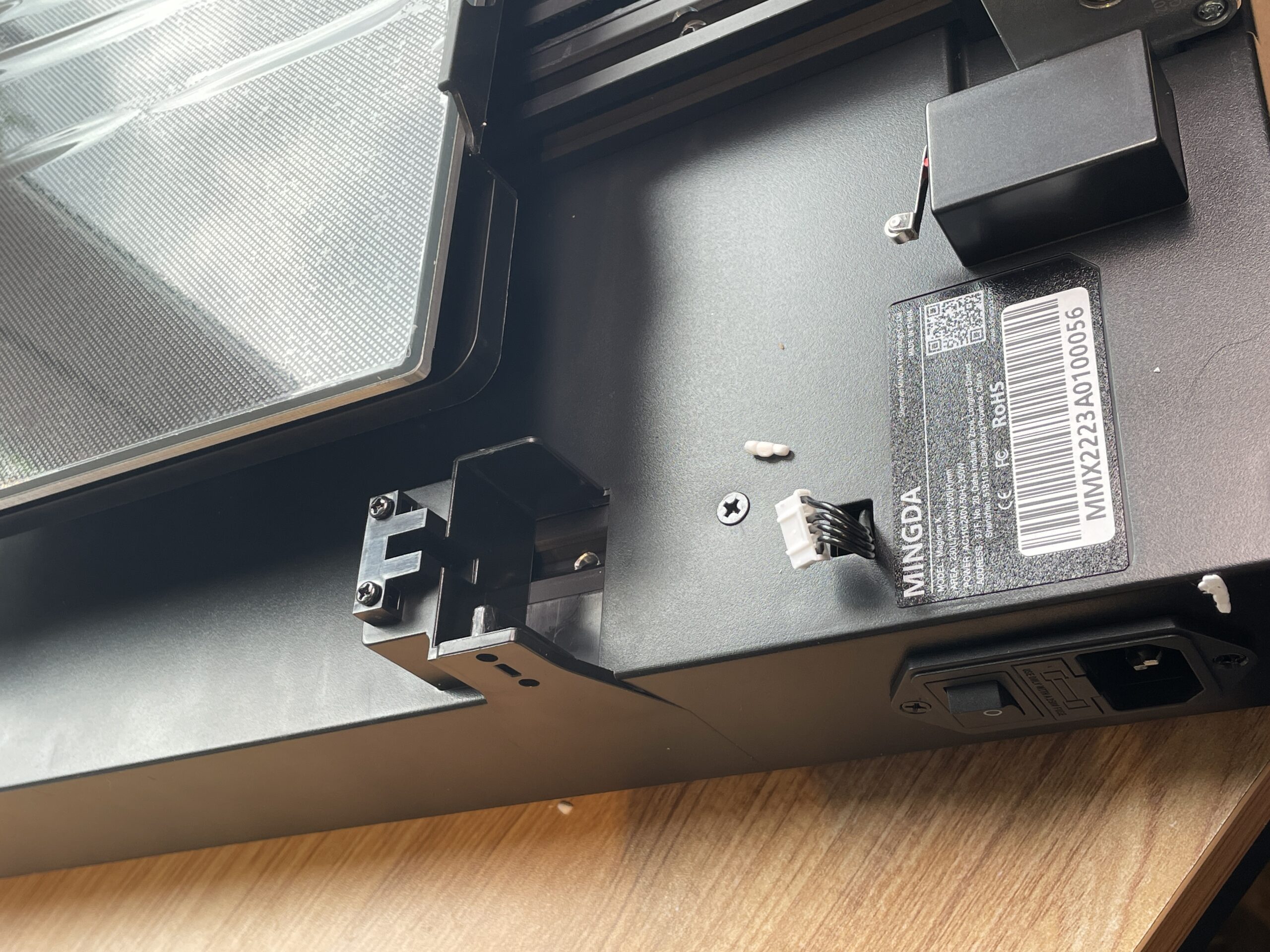
will man den Innereien des Magician X auf den Leib rücken sind erst mal drölfzig Schrauben aus der Bodenplatte zu entfernen, dabei muss ein Garantiesiegel durchbrochen werden und 4 Schrauben finden sich unter den aufgeklebten Gummifüßen. Hat man das Teil erst mal offen siehts eigentlich ganz ordentlich aus:

Schön mit Kabelschuhen, sogar Schutzleiter am Profilrahmenstummel. Das Board ist mir nicht bekannt, setzt auf eine 32 bit ARM CPU STM32F407ZETb, wir sehen einen freien Anschluss für eine Neopixel LED:
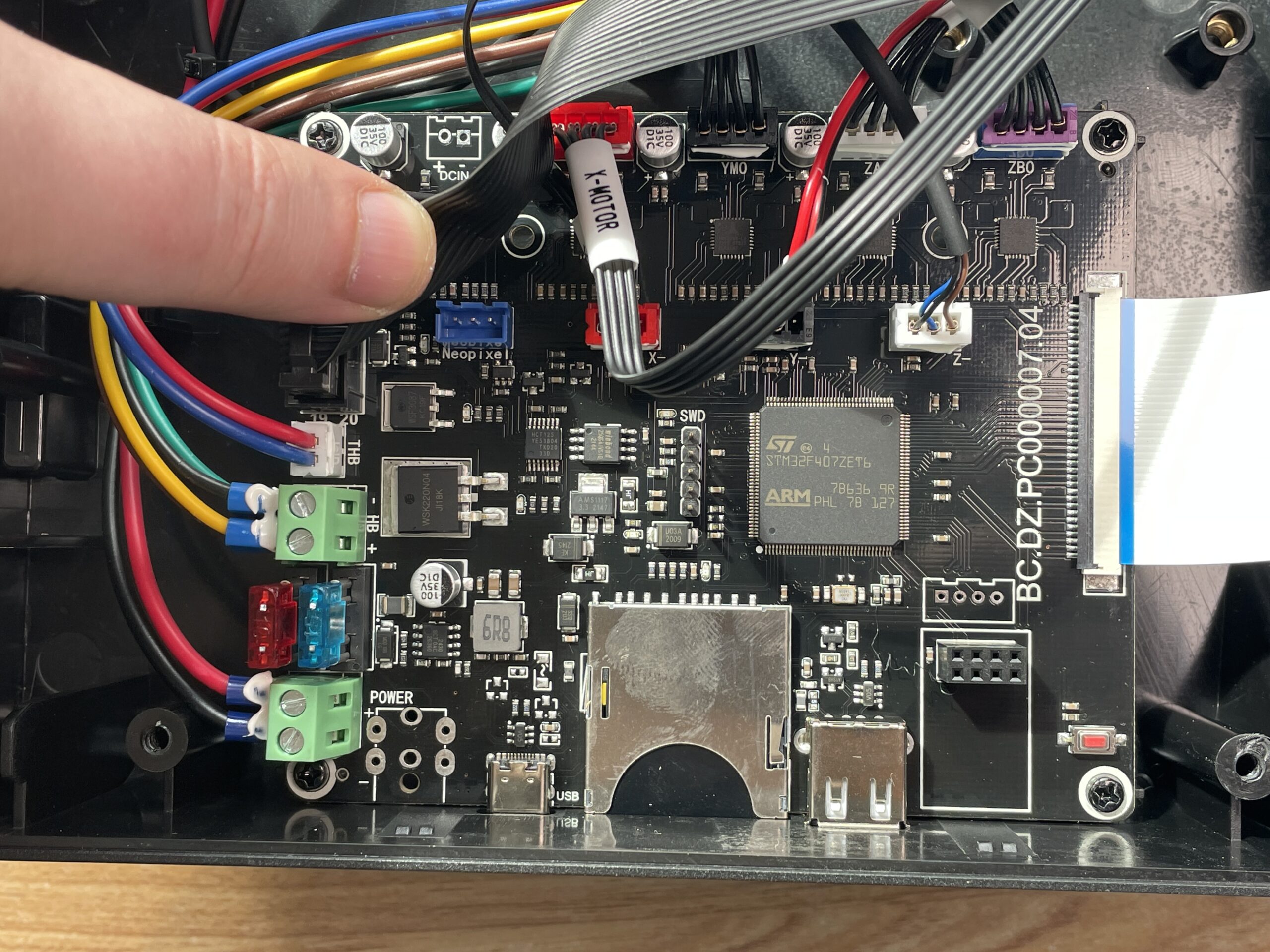
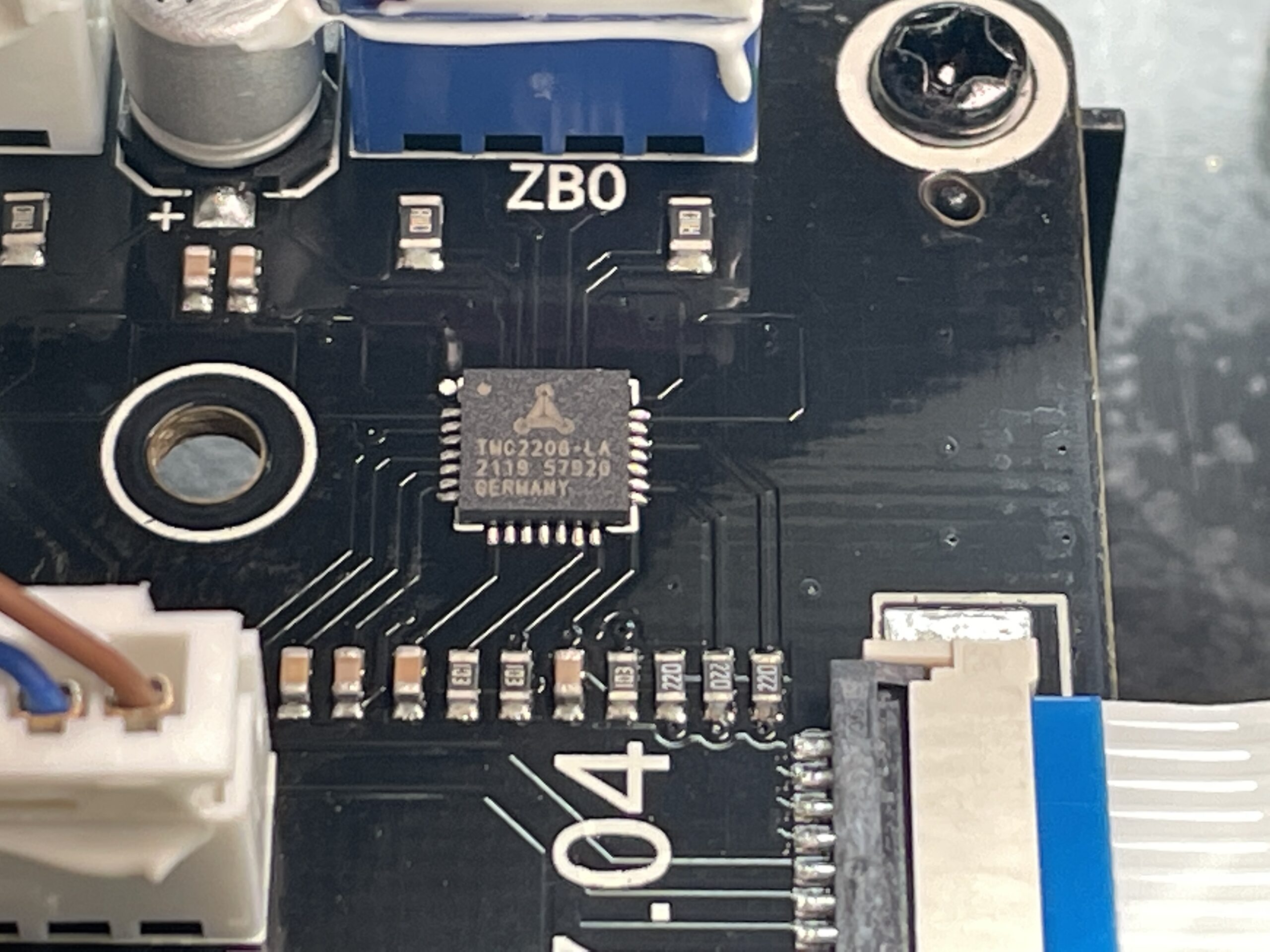
und fest eingelötete, leise TMC2208 Stepper-Treiber, diese sind aber schön zeitgemäß via UART eingebunden, Stepper Modus und Ströme können per MCode geändert werden.
Das Netzteil 24V 360W werte ich mal als Noname:
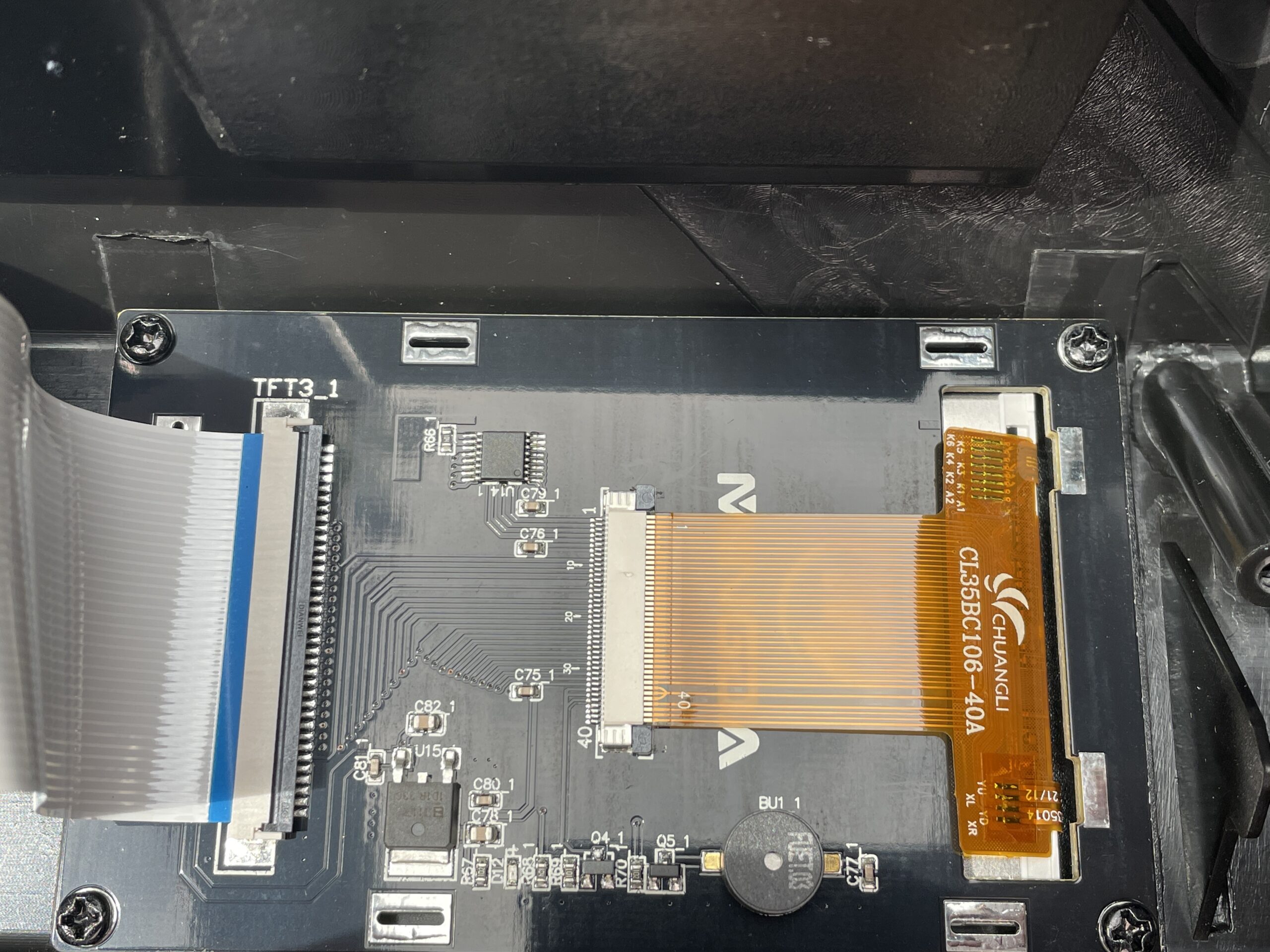
und auch zum Display weiss ich nix:
M115:
Recv:23:27:07.488: FIRMWARE_NAME:Marlin 1.6.4.0 Jan 12 2022 10:28:38) SOURCE_CODE_URL:https://github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:MD D301 F4 EXTRUDER_COUNT:1UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff SERIAL_XON_XOFF:0 BINARY_FILE_TRANSFER:0 EEPROM:1 VOLUMETRIC:1 AUTOREPORT_POS:1 AUTOREPORT_TEMP:1 PROGRESS:0 PRINT_JOB:1 AUTOLEVEL:1 RUNOUT:1 Z_PROBE:1 LEVELING_DATA:1 BUILD_PERCENT:0 SOFTWARE_POWER:1 TOGGLE_LIGHTS:0 CASE_LIGHT_BRIGHTNESS:0 EMERGENCY_PARSER:0 PROMPT_SUPPORT:0 SDCARD:1 AUTOREPORT_SD_STATUS:0 LONG_FILENAME:1 THERMAL_PROTECTION:1 MOTION_MODES:0 ARCS:1 BABYSTEPPING:1 CHAMBER_TEMPERATURE:0
M503:
G21 ; Units in mm (mm) ; Filament settings: Disabled M200 S0 D1.75 ; Steps per unit: M92 X80.00 Y80.00 Z800.00 E400.00 ; Maximum feedrates (units/s): M203 X200.00 Y200.00 Z4.00 E45.00 ; Maximum Acceleration (units/s2): M201 X600.00 Y600.00 Z100.00 E700.00 ; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> M204 P600.00 R600.00 T800.00 ; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> X<max_x_jerk> Y<max_y_jerk> Z<max_z_jerk> E<max_e_jerk> M205 B20000.00 S0.00 T0.00 X10.00 Y10.00 Z10.00 E7.00 ; Home offset: M206 X0.00 Y0.00 Z0.00 ; Auto Bed Leveling: M420 S1 Z0.00 G29 W I0 J0 Z-7.34750 G29 W I1 J0 Z-7.00125 G29 W I2 J0 Z-6.66000 G29 W I3 J0 Z-6.37375 G29 W I0 J1 Z-7.37750 G29 W I1 J1 Z-7.04125 G29 W I2 J1 Z-6.67875 G29 W I3 J1 Z-6.37500 G29 W I0 J2 Z-7.41500 G29 W I1 J2 Z-7.09500 G29 W I2 J2 Z-6.75500 G29 W I3 J2 Z-6.43125 G29 W I0 J3 Z-7.60875 G29 W I1 J3 Z-7.26500 G29 W I2 J3 Z-6.89125 G29 W I3 J3 Z-6.54125 PID settings: M301 P8.00 I0.20 D100.00 ; Power-Loss Recovery: M413 S1 ; Z-Probe Offset (mm): M851 X0.00 Y0.00 Z-0.20 ; Stepper driver current: M906 X500 Y700 Z800 M906 I1 Z800 M906 T0 E500 ; Driver stepping mode: M569 S1 X Y Z M569 S1 I1 Z M569 S1 T0 E ; Filament load/unload lengths: M603 L10.00 U10.00 ; Filament runout sensor: M412 S0 ; preheat: PLA:55,210 ABS:95,255 TPU:80,220 ; The Leveling Offset: Z: 0.25
Die Einrichtung in Repetier-Server war völlig problemlos, allerdings kann ich über Repetier-Server nicht drucken, der Druck beginnt damit in der Luft. Den selben GCode über SD-Karte gedruckt funktioniert ohne Probleme. Ich hab keine Ahnung und keine Zeit, dem weiter nach zu gehen.
Extruder / Hotend
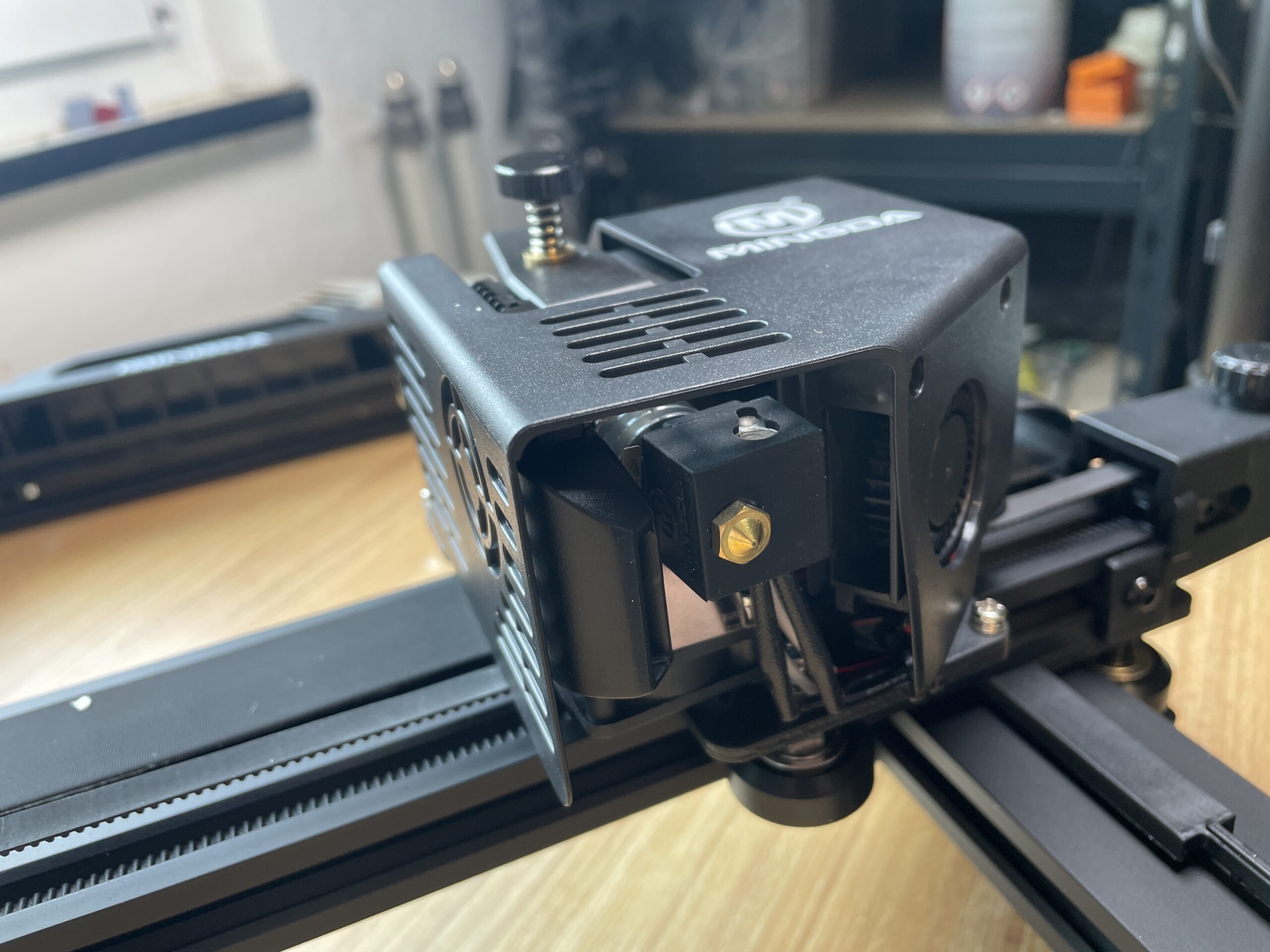
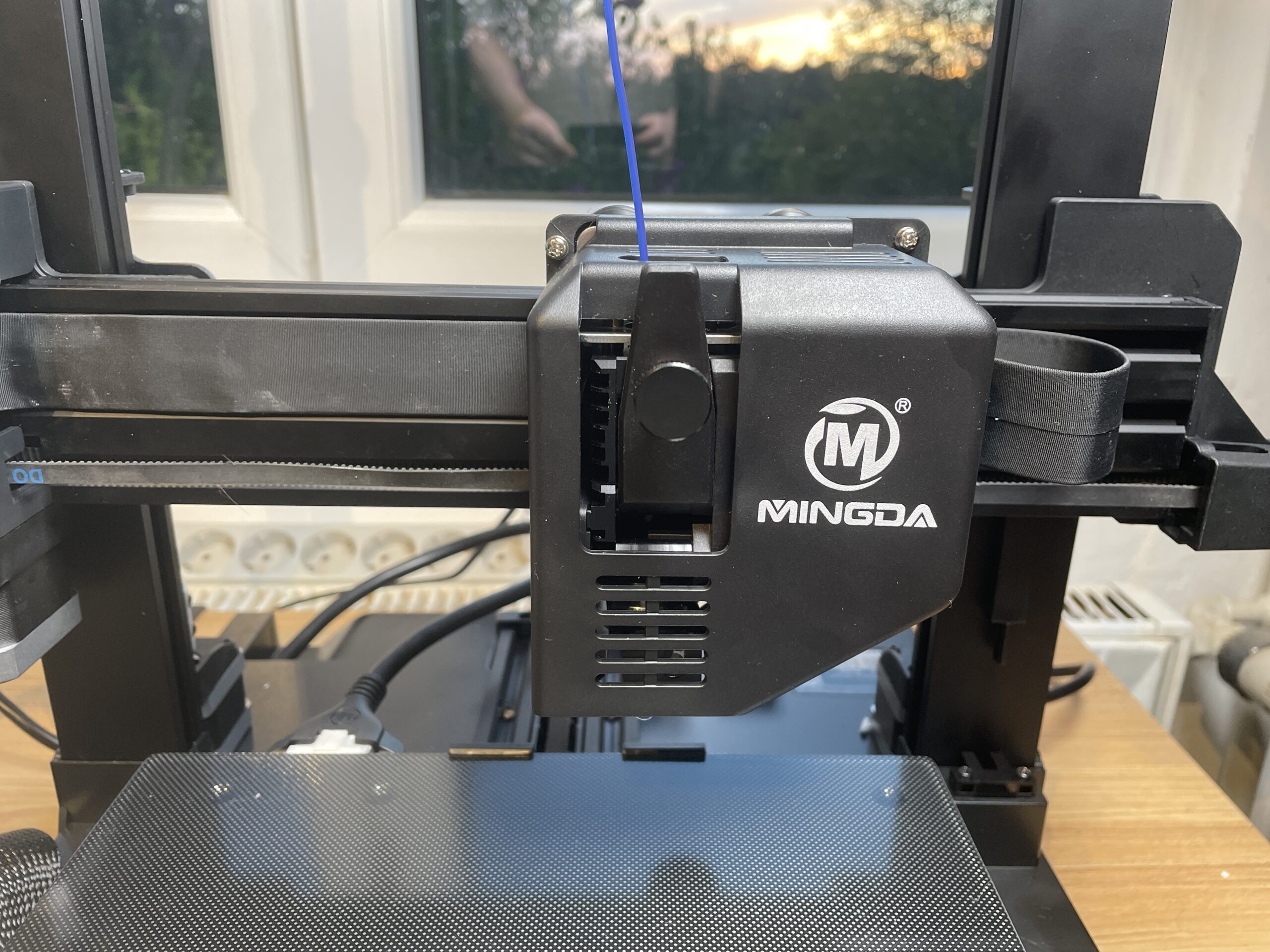
beworben wird er bis 260°C, da ein PTFE Liner und kein AllMetal Hotend verbaut ist, halte ich diese Angabe für geschönt und ziehe mein Limit bei 240°C.
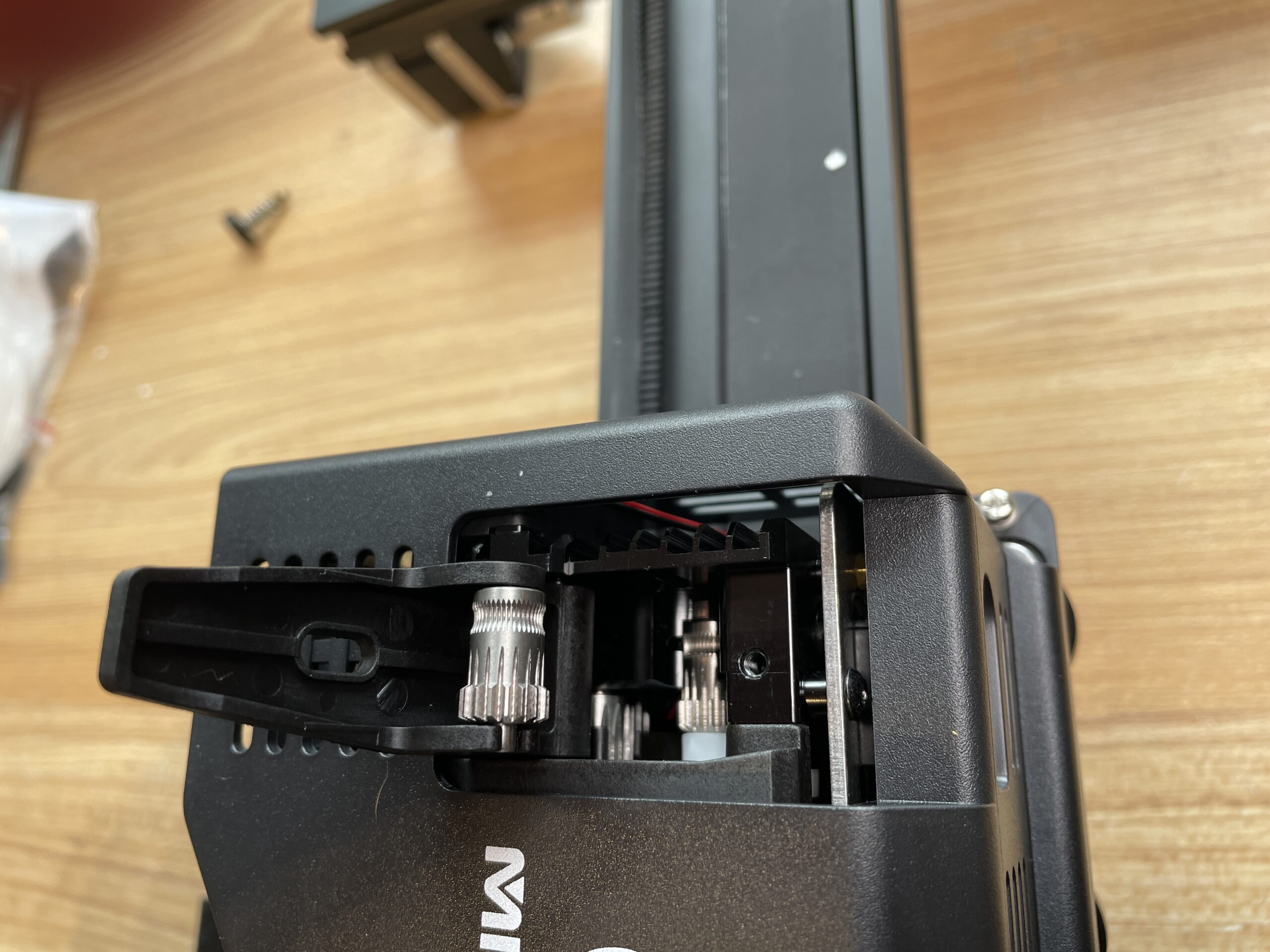
Als Feeder kommt ein solider DualGear nach B** Vorbild zum Einsatz, der Anpressdruck ist einstellbar. Meiner Meinung ist das die Beste Option aktuell für Drucker von der Stange.




Mingda setzt den nach eigenen Angaben selbst konstruierten Filamentsensor direkt über den DualGear Feeder (mittleres kleines Bild), das Filament wird zwischen Sensor und Zahnrad des Feeder noch gut gestützt und es verhakt sich nicht beim Rücktransport. Gute Idee, gefällt mir. Ist aber auch nur ein Microschalter, nur eben sinnvoller platziert als bei so mancher Konkurrenz.
Etwas kurios finde ich ja den Einsatz von 2 Hotendlüftern (siehe letztes kleines Bild), ob das damit zu tun hat, dass man denen fast kein Raum zum Atmen gelassen hat?
Lobend erwähnen möchte ich hier die Verkabelung des Extruders, das schaut stabil und haltbar aus, trotz immer noch flacher Kabel.. da sollte Artillery mal genauer hinschauen.
Heizbett
bis 110°C, 230x230mm. Das Bett lässt sich nicht manuell leveln und steht bei mir arg schief – siehe Meshdaten. Auf einem Plaste & Elaste Träger, den ich nicht so recht fest bekomme und der immer etwas nachgibt, wird mit Klammern eine Ultrabase geklemmt.
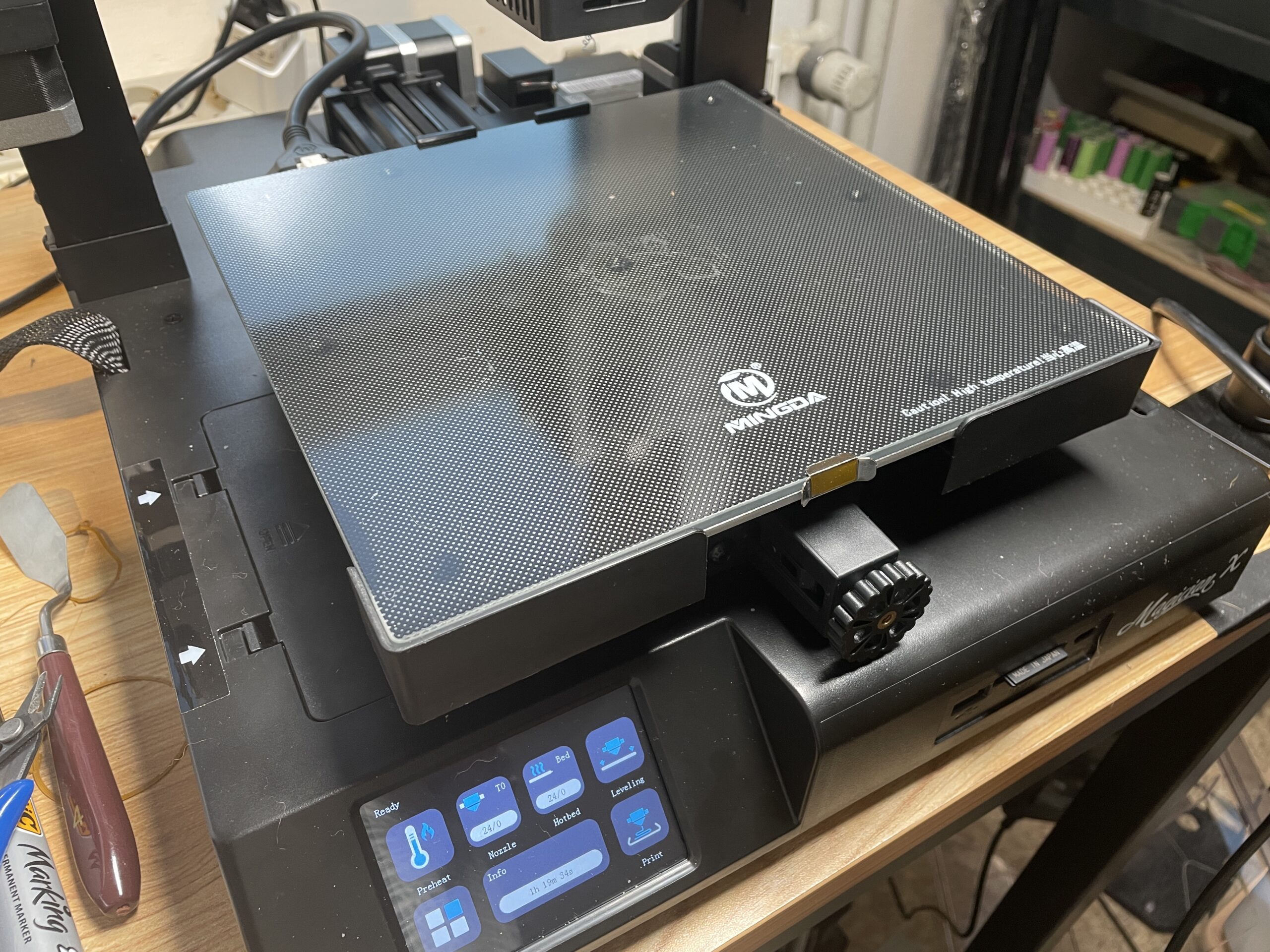
Ich weiss nicht, was für eine Ultrabase Variante Mingda hier nutzt, aber die Haftung am Bett ist brutal, den typischen „Selbstlöse-Effekt“ anderer Ultrabases kann ich hier nicht feststellen, ich schlage zeitweise die Drucke mit dem Hammer runter. Ja, ich kann mit dem Offset höher, ich geh so hoch, dass die erste Schicht halb in der Luft hängt, die Haftung ist immer noch extrem. Ich hab die Wahl: lückenhafte erste Schicht oder aber ich krieg die Drucke nicht runter. Nun bekanntlich legt sich die extreme Haftung mit der Zeit, vielleicht löst sich das Problem ja von selber.
Vorsicht mit PETG auf diesem Bett, wenn schon PLA so extrem dran klebt, dürfte es bei PETG zu Glasausbrüchen kommen, wohl deshalb listet Mingda kein PETG in den empfohlenen Filamenten.
Das ABL des Mingda Magician X:
Mingda war es sehr wichtig, dass ich in meinem Test das ABL des Mingda Magician X genauer anschaue. Das ist angesichts der Tatsache, dass man das Bett des Mingda Magician X nicht manuell leveln kann, tatsächlich extrem wichtig, denn sonderlich eben ist das Bett nicht, wie man oben an den Meshdaten deutlich sehen kann.
Wie auch Anycubic Vyper und Creality CR6SE setzt Mingda hier auf einen Dehnmessstreifen für die Erstellung des Korreturnetzes. Als Endstop ist allerdings weiterhin ein (optischer) Z-Endstop verbaut und wird zum Homing auch genutzt. Da ich aber nicht manuell nachleveln kann, ist das mit dem echtem Endstop dann auch wieder verzichtbar, immerhin kann mir auf diese Weise kein Klumpen Filament an der Düsenspitze das Homing versauen. Also unterm Strich werte ich das immer noch positiv so. Jetzt noch 4 Schrauben zum manuell leveln dazu… jaja, ich träume weiter..
Zum Erstellen des Meshes tippt der Magician X das Bett an 4×4 Messpunkten leicht mit der Düse an, Düse und Bett werden zuvor auf 150°C/50°C aufgeheizt. Das erstellte Mesh wird gespeichert und automatisch aktiviert, ein M420 S1 ist im Startcode des Slicers nicht notwendig. Die Einstellung des Z-Offsets wird nicht separat abgefragt. Wird wohl einen Grund haben.
Das ist zugegeben eine der unkompliziertesten Umsetzungen eines ABL, dass mir bisher in die Finger kam, bietet aber bei der Suche des korrekten Z-Offsets keine Hilfe. Aus einem mir unbekannten Grund war ab Werk ein Z-Offset von +0,6mm gesetzt, das war für die vorgesliceten Testdrucke in Ordnung, ist aber für normale Drucke ohne überextrudiertes Raft viel zu viel. Tendenziell muss ich aber ein viel zu hohes Offset nutzen, sonst bekomme ich die Druck nicht runter. Mit diesem viel zu hohen Offset sieht die erste Schicht eher streifig aus.
Der Z-Offset selbst lässt sich leicht korrigieren, im Menü kann der Z-Offset manuell in feinen 0,01mm Schritten korrigiert werden, ohne dabei die ganze Mesh-Prozedur neu zu starten. Auch Babystepping während des Drucks der ersten Schicht ist möglich. Die BabyStepping Einstellung wird nach dem Speichern automatisch mit dem Z-Offset verrechnet und das Resultat als neuer Z-Offset gespeichert. Das scheint mir sinnig gelöst – besser als Offset & Babystepping separat weiter zu führen oder gar BabyStepping Werte nach Druckende wieder zu verwerfen.
Was man noch besser machen könnte und was andere Hersteller inzwischen anbieten ist eine Anzeige des entstandenen Meshes nach dem Einmessvorgang. Das hilft durchaus bei der Bewertung, wie es um das Bett bestellt ist.
Alles in allem scheint das ABL des Mingda Magician X erst mal zu funktionieren und ist mit einem Klick erledigt, die Suche nach dem korrekten Offset erspart uns Mingda allerdings auch nicht, das bleibt Gefummel nach Trial & Error.
Dass das nicht so problemfrei bleiben muss, haben wir allerdings sowohl mit dem Anycubic Vyper als auch mit dem CR6SE auch schon erlebt, man möge mir meine gewisse Grundskepsis verzeihen. Die Zeit wirds zeigen. Ansonsten ist mein genereller Standpunkt zu ABL bekannt, das muss ich nicht weiter durchkauen. Im Moment kann ich mit der Umsetzung hier beim Mingda Magician X leben.
Im Betrieb
ist der Mingda Magician X sehr leise, der kann es mit der Lautstärke durchaus mit einem Artillery Drucker, die ich als die leisesten empfinde, aufnehmen. Mein Schätzeisen misst im Schnitt 46 dbA / 1m, ausser bei sehr schnellen Leerfahrten 140mm/s, da steigt der Pegel kurz über 53 dbA. Wers leise mag, versucht die Leerfahrt etwas langsamer zu machen, wenn Oozing es zulässt.
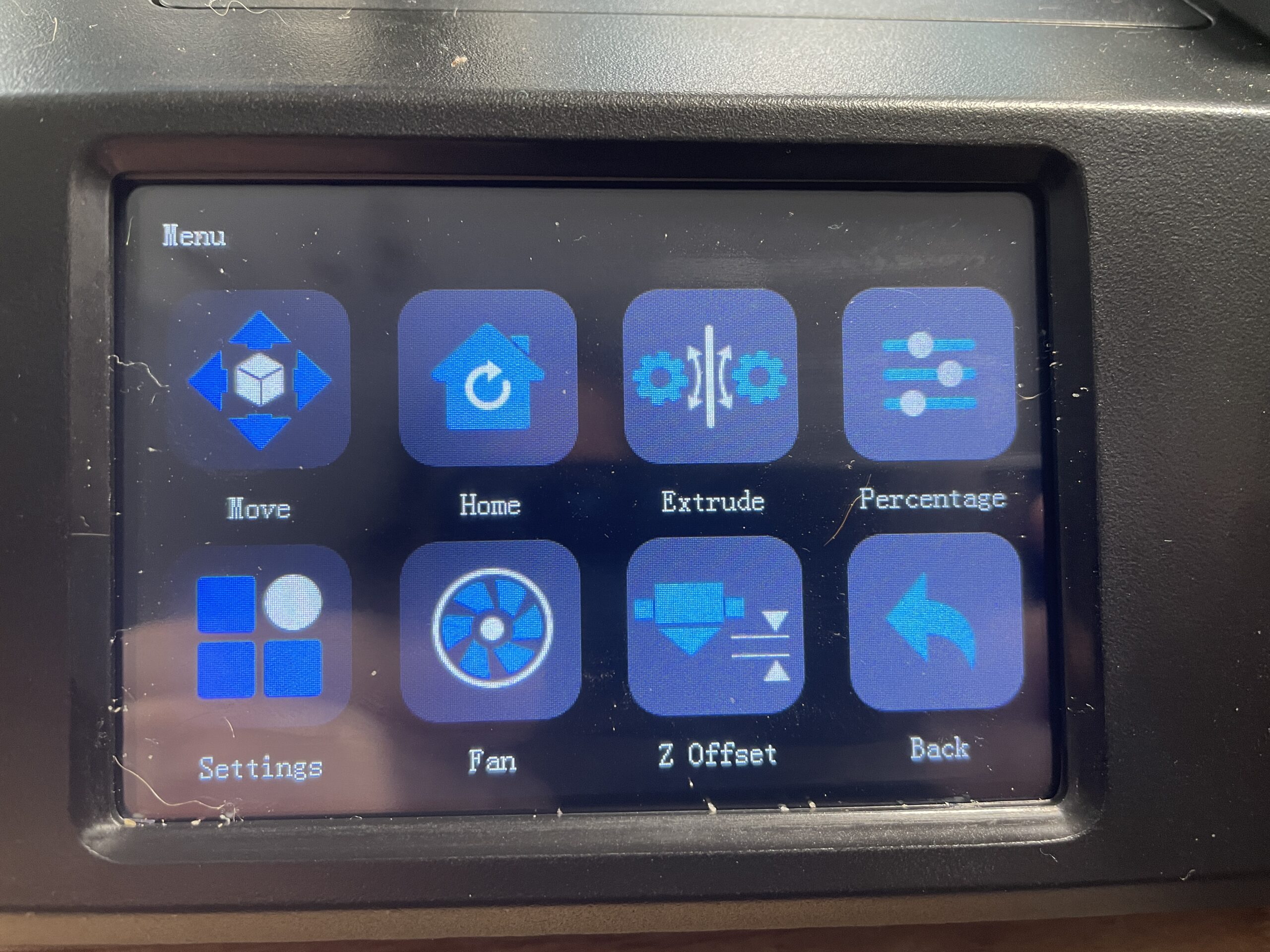
Das Menü des Touchdisplays bietet wie immer nur die Grundfunktionen, keine Konfigs. Dazu einen Assistenten fürs „automatische“ Bed Levelling, bei der Suche des richtigen Düsenabstandes hilft der allerdings nicht.

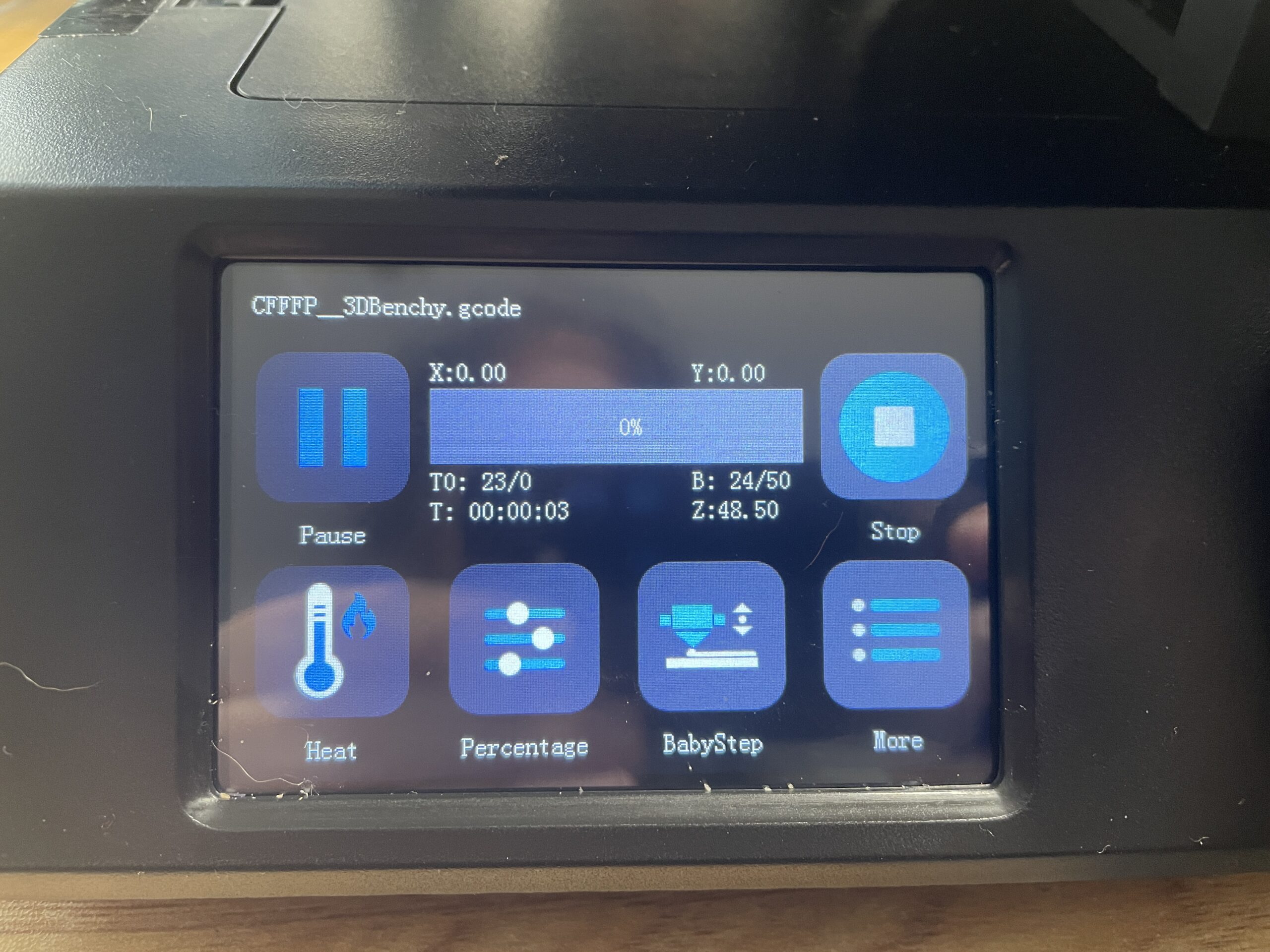
Pause Funktion fährt ordentlich vom Druckstück weg und erlaubt dann den Filamentwechsel. Passt soweit.
Während dem Druck können wir Temperaturen, Geschwindigkeit, Lüfter und Fluss variieren. BabyStepping, Pause & Filamentwechsel hatte ich ja schon erwähnt.
Der Drucker kann nach Stromausfall den Druck wieder fortsetzen, angesichts der extremen Haftung und der nicht vorhandenen Selbstablösung nach Erkalten funktioniert das hier bei mir tatsächlich.
Testdrucke:
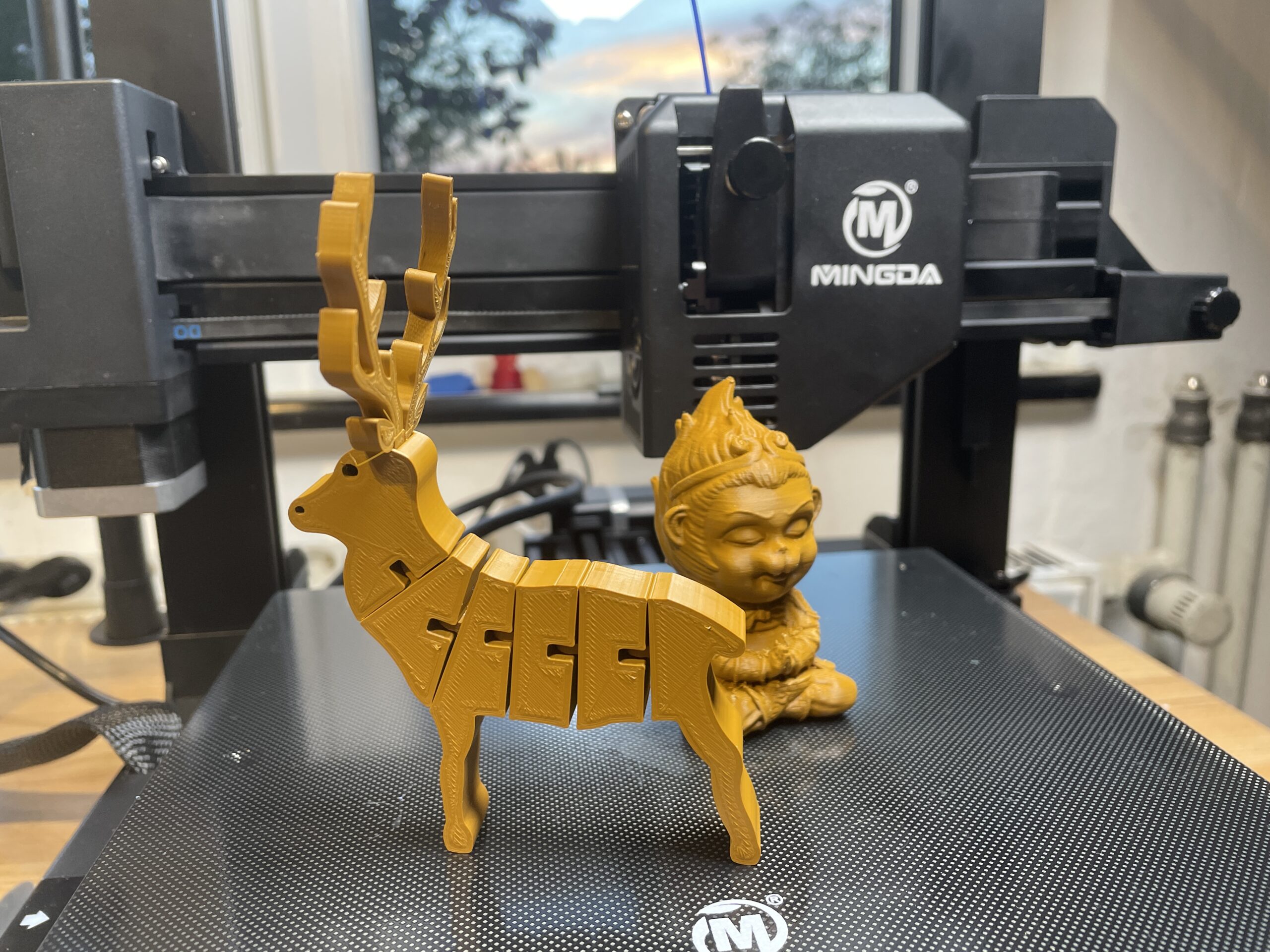
Ich hab mal zwei der vorgesliceten Testdrucke gedruckt, die sind ordentlich gedruckt worden, der Hirsch ist beweglich, das hat also funktioniert. Beim „Monkey“ hatte ich dann allerdings recht schnell keine Lust mehr den Wald an Stützen weg zu machen – ich halte das für keine gute Beispieldruckdatei, die dritte Testdatei habe ich dann nimmer gedruckt.
Mein erster selbstgesliceter Druck war dann das Makerbot Hundi, es ist stellenweise etwas überextrudiert im Standardprofil. Und der Infill drückt sich durch wegen der Einstellung Infill vor Wänden, aber ansonsten passt das schon. Das ist ja schnell im Slicer umgestellt.

Der Testdruck mit dem M8 Bolzen und der Mutter passt grundsätzlich ineinander, sitzt aber sehr stramm und es war doch mühsam, die Mutter aufzuschrauben, auch da war wohl der Fluss noch etwas hoch. Im Bild auch gut zu sehen, die Z-Naht der Schraube:

Den Lüftertest geht in Ordnung, nur am äußersten Rand hat er Probleme gemacht, das Ergebnis ist damit gut.. Der Druck war wie im Bild angeordnet, was im Bild vorne ist, war auch im Druck vorne

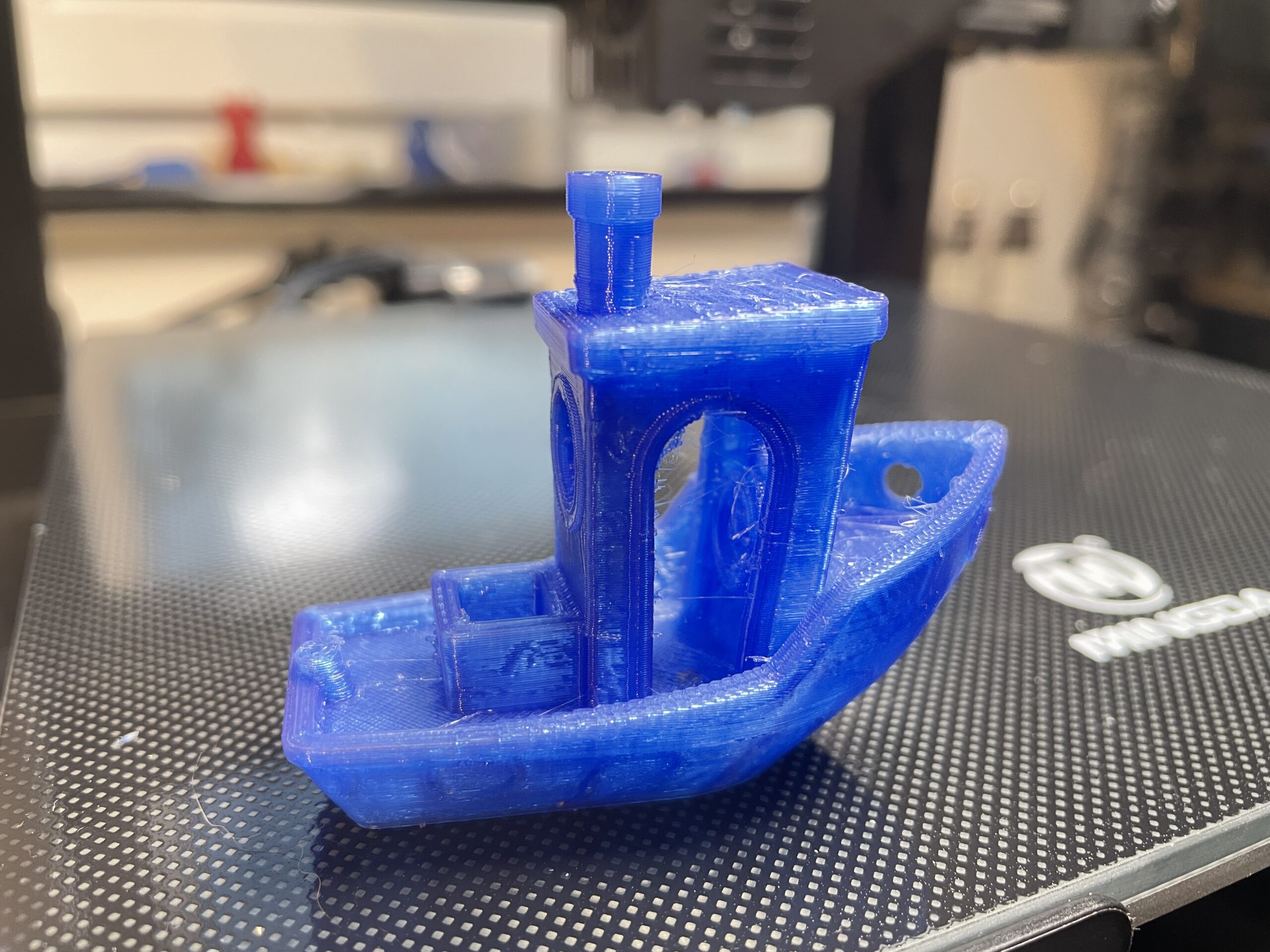
Und dann haben wir hier noch ein Druck mit TPU um Shore A94: das Benchy, das ich aus versehen mit dem PLA Profil und damit „80mm/s“ gedruckt habe. Ist jetzt vielleicht nicht das schönste Benchy, aber dass es mit 80mm/s gedruckt werden konnte, zeigt dass der Magician X keine Probleme mit TPU auch mit höheren Geschwindigkeiten hat. Sehr schön. Die Kombi DualGear mit Teflon Liner im Hotend ist für TPU gut geeignet. Und auch die Ultrabase mag ich für TPU sehr gerne.. im Vergleich zu Buildtak und PEI habe ich mir mit TPU auf Ultrabase noch kein Bett kaputt gemacht.
Etwas angepasstes Profil und das Benchy nun in PLA kommt dann ordentlich:

und weils grad noch rumlag, hier der Moai:

Mein Ersteindruck:
So, also dann mal Butter bei die Fische. Mingdas Plastikfetish hinterlässt bei mir im Detail Zweifel, auch ohne dass ich die anhand von Testdrucken belegen kann.
Die Testdrucke mit einem nicht optimierten Profil sind gut genug, mit ein bissl Experimentieren mit den Einstellungen kann man hier bestimmt auch sehr gute Resultate erzielen.
Die Drucke sind soweit in also in Ordnung, bis auf die erste Schicht, die ich aufgrund der übertriebenen Betthaftung mit viel zuviel Offset drucken muss. Nun sage ich sonst immer, zuviel Haftung sei ein Luxusproblem, hier hätte ich dann aber freiwillig auf etwas Luxus verzichtet.
Das ABL funktioniert ansonsten bisher und ist bequem in der Nutzung. Zu mehr Lob kann ich mich aber auch nicht überwinden, wenns denn unbedingt sein muss, mit dem ABL, dann scheint Mingdas Ansatz nicht verkehrt zu sein.
Ich finde den Mingda Magician X durchaus für Anfänger geeignet. Nicht nur wegen der einfachen Inbetriebnahme. Positiv werte ich den sinnvoll angebrachten Filamentsensor, den DualGear Feeder, das leise Betriebsgeräusch. Ich seh den Mingda als Alternative zum Artillery Genius Pro und behaupte, dass Mingda die Verkabelung besser und zuverlässiger gelöst hat als Artillery. Insgesamt meine ich das ganze Thema Verkabelung macht Mingda hier im Magician X sehr schön, bis hin zum Schutzleiter und den Kabelschuhen.
Für mich wäre der erste Schritt allerdings die Ultrabase zu entsorgen und hier auf Magnetfolie mit PEI oder Buildtak auf Federstahl umzurüsten. Das Aluheizbett ist stabil genug, um da mitzuspielen. Oder vielleicht dreh ich die Ultrabase auch einfach nur um und drucke auf der glatten Seite.
Mit einem Preis um ca. 320,- bis 350,- Euro liegt der Magician X auch etwa auf dem selben Preisniveau wie der Genius Pro.
Werbung:
Erhältlich ist der Mingda Magician X z.b. bei Amazon.de derzeit zu 339,- oder bei Geekbuying für 317,- mit Code: 6XTNHIQC oder auf der Homepage des Herstellers inkl. Lieferung aus einem EU Lager.
Juhuuu! Endlich mal ein Bettschubser, welcher die 3D Druckwelt revolutioniert! Das stellt alles bisher dagewesene auf den Kopf! Mit derartigen Neuerungen hätte ich niemals gerechnet! Wär hätte DAS gedacht!
Was mache ich nur mit meinen alten Druckern? Die sind jetzt ja komplett wertlos…
Das Board sieht von der Machart her nach einem MKS OEM aus: Bunte JST Buchsen, WLAN Modulstecker, Flachbandkabel zum Display.
Danke für den Test der „Metall Kiste“ 😀 😀
Der „Sehertest“ von Youtube hat wohl den ein oder anderen Mingda und berichtet selten negativ, eher überwiegend positiv und werkelt/rüstet/experimentiert da auch immer dran rum…machen wohl nicht den schlechtesten Job die Leute bei Mingda?!?
Vielleicht bin ich etwas verwöhnt und sehe nicht immer alles so klar aber für mich persönlich sehe ich diesen Drucker eher im 200,-€ Bereich und drunter.
Allerdings hab ich auch bei der allgemeinen Preisgestaltung immer wieder so meine Probleme. Auf der einen Seite sieht man wo Geld steckt und warum Drucker a) oder b) mehr kostet als Drucker c) …geht ja schon bei der Wertigkeit und verwendeten Materialien los und hört bei besonderen Ausstattungsmerkmalen (wie zB schon von Werk montierte Federstahl/PEI etc) nicht auf, auf der anderen Seite gibt uns der Markt auch Drucker für deutlich unter 200,-€ (und ich meine nicht den S8 Pro aus dem Sale 😉 ) die einen guten bis prima Job machen + Potential nach oben durch Modding.
„Minga war es sehr wichtig, dass ich in meinem Test das ABL des Mingda Magician X genauer anschaue.“ DAS haben die nur gesagt weil die dich kennen 😉 😀
Klärt mich mal auf… Wenn das Mesh von links nach rechts ca. 1mm unterschied hat, wie druckt der dann ein Teil das über die ganze Breite geht?
Wir hoffen darauf, dass die Mesh Korrektur es rettet.. Komplette Breite habe ich nicht probiert, das Breiteste waren etwas weniger als 3/4 davon, das ging.
Das es geht glaub ich gerne, aber was kommt dann am Ende raus? In der Theorie müsste bei einem 20mm hohen Teil über die ganze Breite entweder ein „Paralellogram“ oder etwas „Keil artiges“ dabei rauskommen, oder?
Zumindest der Boden wird dann genauso schief sein, wie das Bett schief hängt, ja. Was weiter oben passiert kommt dann drauf an, ob Z Fade Height aktiv ist oder nicht. Ist die an, dann wird die Oberseite dann gerade, ist sie aus, ist auch die Oberseite schief.
Letztendlich sollte man das aber so nicht lassen, mein erster Ansatz wäre, das Bett mal vom Träger abzuschrauben und gucken, ob man da was gerade rücken kann oder aber pfuschen und mal versuchen, den Synchro Riemen für Z zu lösen und die Achse mal testweise so schief zu stellen, dass es paralleler zum Bett wird.