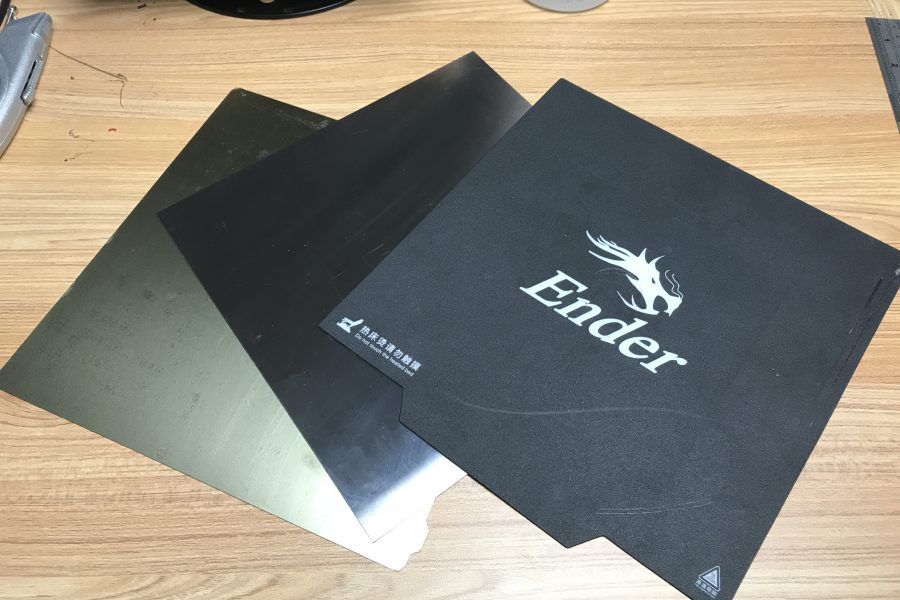
Drei Flex Plate Sets
Drei Flex Magnetplatten Systeme hier mal am Ender 3 / 5, gibts aber auch für andere Druckbettgrößen: Energetic3D, Creality Cmag & Bohrers..
Energetic3D Flex Plate
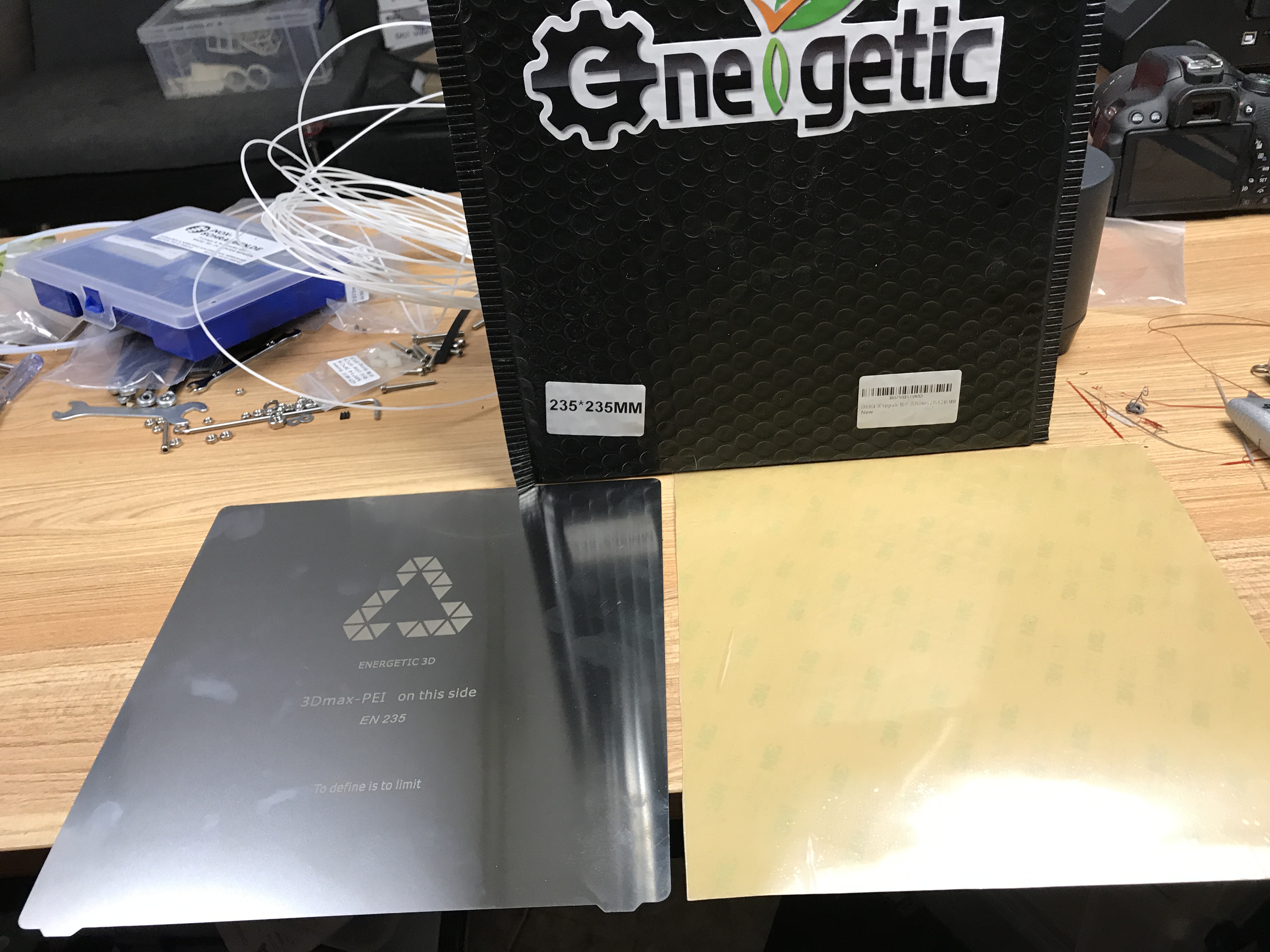
Die Federstahlplatte ist schön gearbeitet, aber auch die dünnste hier in diesem kleinen Vergleich. Zum einen war ich etwas überrascht, dass wirklich nur die Federstahlplatte und eine PEI Folie (bereits mit 3M 486MP auf der Rückseite versehen) geliefert wurde, ich hatte eigentlich zu dem Preis noch eine Magnetfolie erwartet. Funktionieren tut die Platte ordentlich, flext vielleicht etwas schneller / leichter als die anderen, sollte also eher großflächig gehalten werden. Legt sich wieder schön glatt. Kaschiert ein wenig die Unebenheiten des Druckbetts. Die mitgelieferte PEI Folie erscheint auch nochmal dünner als die Prusa Folien.. 0,125mm lt. Hersteller.
Der Hersteller empfiehlt zur Befestigung einige Neodym Magnete (nicht mitgeliefert) unters Heizbett zu kleben – oder die Platte zu „klammern“ (auch nicht mitgeliefert). Letzteres kann aber nicht Sinn einer Flexplate sein imho. Zum Glück hält die Platte auch auf der Creality Magnetfolie, die mit der CMag weichen Flexplatte oder in einigen Creality Druckern ab Werk schon verbaut ist. Ich würde aber dann doch nochmal in die Tasche greifen und noch ne richtige Magnetfolie dazu kaufen.

Ganz meine Schuld ist dagegen die katastrophale Verklebung der PEI Folie auf dem Federstahl. Nun, ich weiss, dass ich das selber verpfuscht habe, ist nicht das erste Mal, das passiert mir öfter und drum kleb ich diese Folien nicht gerne auf. Das sind wenn mans genau nimmt 10,- Euro für die PEI Folie ruiniert – durch mein Unvermögen.
Die Haftung?
PEI halt. PLA problemlos. PETG hat etwas den Hang, zu sehr zu kleben (bitte etwas größeren Düsenabstand benutzen). ABS, ASA: zuverlässig nur mit zusätzlichen Haftvermittlern. Nylon: keine Chance. TPU vorsichtig, besser was dazwischen packen.
Einschätzung
Es ist halt eine PEI Folie auf ner zwar günstigen, etwas dünnen aber dadurch auch leichten, unterm Strich glaub noch ordentlichen Federstahlplatte. Kann man machen, wenn man nicht wie ich zu doof zum Bekleben ist. Die PEI hätte ruhig etwas dicker sein können, aber nun gut. Wer mag, kann da auch was anderes draufkleben, das muss nicht PEI bleiben.
PEI hat den Vorteil, dass man ohne Probleme zusätzliche Haftmittel oben drauf packen kann. Magigoo oder Printafix nutze ich ständig auf dem MK2 & MK3 auf PEI. Reinigen mit Isopropyl und gelegentlich mal Aceton. Aber ist das der Sinn einer Druckplatte, dass ich dann wieder pinseln muss? Immerhin kann man das auf PEI. Und PEI darf man auch abwaschen. Also schonmal pflegeleichter als manche andere Platte, die man besser nicht mal angucken – geschweige denn berühren darf.
Bei Amazon.de für 24.99
Bei AliExpress für 19,65
Creality CMag magnetisch weiche Flexfolie
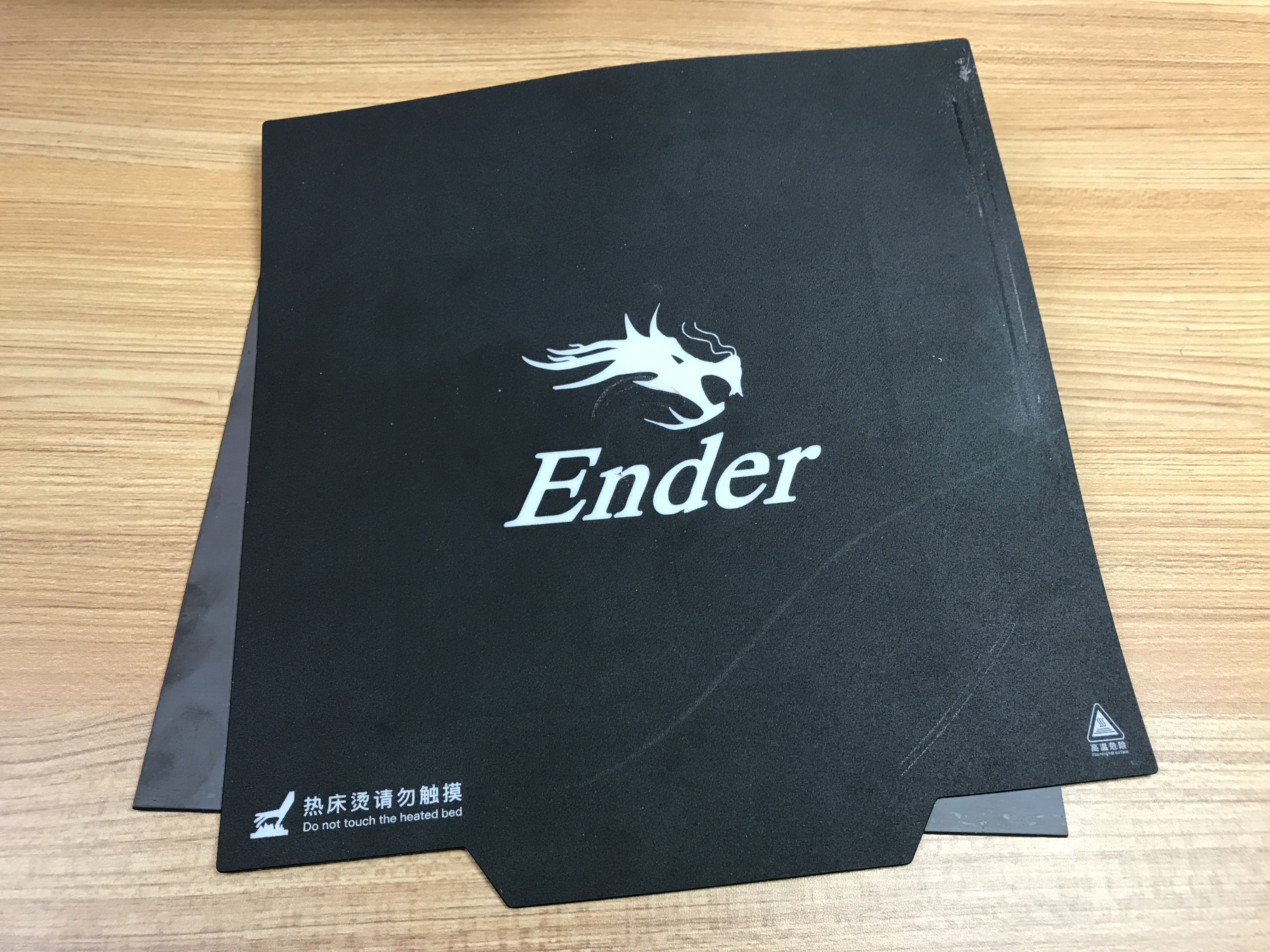
Die Cmag weiche Magnet Flex Platte hat mir trotz anfänglich sehr großer Skepsis für PLA eigentlich gut gefallen. Und nur für PLA bewirbt Creality die CMag – und nennt eine maximale Temperatur von 80°C, darüber verliert die Magnetfolie lt. Creality auf Dauer ihren Magnetismus. Wie gesagt, das sagt Creality, nicht ich, ich weiss das TeachingTech mit 100°C drauf gedruckt hatte.
An den notorischen verbeulten Creality Betten vermag die CMag leider keinerlei Linderung zu verschaffen, ich würde die CMag also wirklich nur auf geraden Betten benutzen. Ich habs oben im Foto versucht etwas bildlich darzustellen, die Folie ist weich, passt sich der Unterlage an, fühlt sich eher wie dickes Leder an, nicht steif wie der sonst übliche Federstahl.
Geliefert wird eine Magnetfolie an der ein doppelseitiges Klebeband zum Aufkleben auf das Heizbett klebt, dieses Klebeband hat bei mir absolut grauenhaft gestunken während der ersten Drucke, so sehr, dass ich mein Druckerkeller erst mal verlassen musste – siehe mein Ender 5 Tagebuch.
Der zweite Teil ist dann eine weiche, texturierte Auflage: die eigentliche Druckoberfläche (= ein Sandwich aus einer weiteren Magnetfolie und einer mir nicht bekannten Folie als Oberfläche – bereits fest und untrennbar miteinander verklebt). Ein bissl habe ich das Gefühl, Creality hat einfach ihre bekannte texturierte Druckfolie genommen und die auf eine Lage Magnetfole geklebt und.. Voila..
Anders als die Energetic ist das also ein komplettes Set (und kann, wenn die obere Folie verschlissen ist, auch nur wieder im Set ersetzt werden). Die Magnetfolie selber reisst sehr leicht ein.
Haftung:
PLA klappt super. Bei meinen Tests mit PETG hat der 10. oder 12. Testdruck dann plötzlich so fest auf dem Bett geklebt, dass ich beim Ablösen eine Stück des Bettes mit abgerissen habe. ABS/ASA brauch ich bei max 80°C gar nicht probieren. Angesichts der übermäßigen Haftung von PETG wollte ich TPU nicht testen, dürfte ebenfalls viel zu stark haften. Nylon habe ich vergessen, aber glaube ich nicht dran.
Einschätzung
Wer nur PLA druckt und ein gerades Bett hat, der könnte mit der Folie glaub echt zufrieden sein. Gelegentlich von mir aus auch ein bissl PETG (aber achtet auf den Bettabstand). Als Gratisbeilage zum Creality Drucker kann man das machen. Extra kaufen würde ich sie allerdings auch nicht. Da man immer das komplett Set kaufen muss, wird das bei Verschleiß dann auf Dauer recht teuer. Der ekelhafte Gestank in den ersten Druckstunden kommt noch hinzu. Positiv: die aufgeklebte Magnetfolie liess sich schön leicht entfernen. Reinigung mit Isopropylalkohol auf Zewa ist sehr unproblematisch.
Bei Amazon.de für 21,99
Bei AliExpress für 14,00
Bohrers Magnetic Flex Plate Set
gleich vorneweg, ich hab mich durch das Bild auf der Artikelseite im Bohrers Shop etwas täuschen lassen. Abgebildet ist da im ersten Bild ein komplette Set inkl. Druckplatte und ein Druck oben drauf. Wer lesen kann ist jedoch klar im Vorteil, eine Druckplatte ist nicht Bestandteil des Sets.

Geliefert wurde letztendlich ein Filzbeklebter Rakel – ein nettes Detail, eine 3M 468MP doppelseitige Klebefolie, eine anscheinend sehr gute Magnetfolie, die bis 120°C bzw. 200°C kurzfristig erhitzt werden darf (Marke Graviflex oder so, ich habs schon wieder vergessen) und eine recht dicke Federstahlplatte, die ist glaub dicker als die Prusa Flexplatte und flext richtig toll, aber die Schnittkanten hätte man noch etwas besser entgraten und die Ecken abrunden können.
Die dicke Federstahlplatte gleicht mein Schüsselbett sichtbar besser aus.
Gesamtgewicht ohne Druckplatte um die 450g. Immer noch welten weniger als eine Ultrabase.
Haftung
erübrigt sich hier, kommt drauf an, was Ihr da dann am Ende noch oben drauf setzt.
Einschätzung
Mein einziger wirklicher Kritikpunkt, neben den etwas scharfen Kanten, ist, dass keine Lippe oder Tab existiert, mit der man die Platte dann bequem wieder von der doch ordentlich kräftigen Magnetfolie wieder runter bekommt. Das hätte die Platte im Handling noch etwas bequemer gemacht.
Allerdings ist Gewicht dann auch wieder ne Hausnummer. Gerade beim Ender3 mit dem bewegten Bett. Beim Ender 5 ist das Gewicht nicht so ausschlaggebend.
Aus dem Set ist die Magnetfolie besonders interessant. Die gibts auch einzeln.
Im Grunde ist das hier eine sehr ordentlich Magnet-Flex-Lösung zu einem attraktiven Preis – unter 60 Euro. Da jetzt noch eine Druckbettfolie oben drauf, eine Buildtak, oder eine PEI oder die normale Ender Folie und wir haben um 75,- eine sehr solide Basis.
Magnetfolie: https://shop.bohrers.de/magnetoflexplate-magnetfolie.html
Komplettes Set: https://shop.bohrers.de/magnetoflexplate-set-by-bohrers.html
Schlusswort:
Irgendwie heisst es nun bestimmt wieder: der ist auch nie mit was zufrieden. Immer hat er was zu meckern. Nun, Sorry, kann ich halt irgendwie auch nix für. Gib mir die Magnetfolie vom Bohrers, dazu eine Stahlplatte geformt wie die von Energetic, so dick wie die vom Bohrers aber fixfertig verklebt wie die bereits doppelseitig mit PEI beklebte Platte von Prusa.
Hmm.. für den Ender 5 kann ich auch einfach nur die Prusa Platte auf die Bohrers Magnetfolie legen.. Hmmm… auch nicht die dümmste Idee. Einfach paar Prusa Platten, die auf beiden Druckern funktionieren. Aber will ich wirklich PEI? (PEI ist auch nicht der Weisheit letzter Schluss – keine der Druckplatten da draussen sind der Weisheit letzter Schluss. Auch die von Harry Potters Erzrivalen nicht.)
Auf der Magnetfolie von Bohrers haftet auch der obere Teil der CMag Platte…
Achje, wieder son ein Blogpost ohne knackige Aussage..
Ich teste mal derweil weiter mit der Ultra-Creality-Base… Vielleicht komme ich da zu was Knackigem?
Hi wg. PetG ich nutze mittlerweile die ZiFlex Folie die eine ähnliche Beschichtung wie die Ender Folie hat. Auch ich hatte das Problem mit PetG, die Lösung ohne zu schmieren oder BlueTape zu kleben war ein mittelwarmer Druck. Also irgendwie der Temperaturbereich zwischen 35 und 50 Grad (mein Klebendruck waren 80 Grad)
Ich teste gerade wie hoch ich gehen kann, bis 45 Grad gings auf jedem Fall Problemlos, je höher die Temperatur geht desto höher die Haftung (Teste gerade mit 50 Grad)
Also entweder Spray/Magigoo/Blue Tape oder besser man fährt einfach mit wenig Plattentemperatur an, das braucht auch gleich weniger Strom und schont den Magneten der damit sicher nicht mehr ausleiert!
Nachtrag zum Bohrers – Set:
Ich habe aktuell ein Set 220×220 mm und zusätzlich eine Flexplatte bezogen.
Erstes Fazit, es mutet hochwertig an.
Und:
An den Flexplatten sind Tabs und es gibt keinen Grat.
Ham die jetzt Tabs dran? Das wäre prima, ich fand deren Platte sehr gut, nur hätte ich gerne nen Tab dran gehabt.
Ja, Tab ist dran. Kann hier leider kein Photo einstellen. 😉
Nachdem ich nun auch mal eine Flexplate, 30 € Modell Eryone, auf dem Ender 5, der schon eine Magnetmatte hat, ausprobiert habe, steht für mich fest: ich bleibe bei meinen fest aufgeklebten Ultrabase Glasplatten.
Dir Flexplate an sich ist sicher in Ordnung, besonders für den Preis als Komplettset bestehend aus einer Magnetmatte und einer schönen Federstahlplatte mit PEI-Folie.
Aber:
Kleine PETG-Objekte bekommt man durch Biegen nicht ab.
Das Ding ist heiß, man muss es anfassen, um das Objekt zu entfernen.
Das Positionieren beim Zurücklegen nervt.
Ultrabase:
Objekt wird in heißem Zustand mit Spachtel entfernt, ohne das Glas anzufassen.
Oder es löst sich nach dem Abkühlen von alleine ab.
Die Ultrabase ist festgeklebt.
Hohe Betttemperaturen sind kein Problem.
mal ganz im Ernst… Vielfach steht auf dem Druckbett, dass es heiß ist und dass man es nicht anfassen soll. Und wenn etwas heiß ist muss man es nicht anfassen. Da hilft i.d.R.:
– warten oder
– pusten
Beim Abkühlen lockern sich auch viele Objekte von den diversen Druckplatten, wie Du es selber von der Ultrabase beschreibst.
Ich bin äußerst ungeduldig.
Wenn ich ein Objekt in heißem Zustand entfernen will, ist mir eine Glasplatte lieber, um hart mit der Spachtel drunter zu stechen.
Nicht hart mit dem Spachtel stechen – Spachtel unten am Objekt bündig ansetzen und mit Hammer oder was Schwerem hinten draufklopfen – geht besser. 😉
Wie sieht es mit der Klebeleistung des Klebers (auf der Platte) aus?
Aktuell probiere ich meine ersten Schritte mit PETG und soll eine Temperatur von 80 Grad einstellen. Leider beginnt sich scheinbar genau bei dieser Temperatur die Matte vom Ender 3 von der Grundplatte (Epoxid?) zu lösen. Mit dem Fingernagel kann ich sie wieder (für 5 Minuten) „feststreichen“. Mit einer gelösten Matte brauche ich mich über Warping nicht wundern und da hilft auch kein noch so breiter Brim, um das Bauteil an der Matte zu halten, wenn gleich die ganze Matte hoch kommt.
Mit 75 Grad kann ich das Problem gerade noch einhegen. „Sicher gedruckt“ ist aber auch etwas anderes!
Vielleicht nehme ich 1. die schwarze Matte ab, und schleife 3. das Expoxid vorsichtig an, um eine rauhe Oberfläche zu bekommen. Als 2. Schritt kann ich noch direkt auf das Expoxid drucken, bevor ich mit dem Schleifen beginne.
–
Als Stichwort für die Matte hatte ich noch was über Klebstoff aus dem Auto- und Motorbereich gelesen. Da gibt es – immerhin nachweisbar – höhere Temperaturen.
Welche? Die Creality Cmag wird laut Aussagen von Creality nur bis 80°C empfohlen. Die Magentfolie von Bohrers deutlich höher, der Kleber 3M 486MP soll bis 200°C nutzbar sein..
ich spreche von der Original-Matte (wie sie im Dezember mitgeliefert wurde). Alles ohne Magnet. Alles mit Clips.
Zusatzfrage Clips
===============
die Clips schränken die nutzbare Fläche ein, weil entweder die Düse oder der Fanduct mit dem Clip kollidieren.
In Cura wird zunächst eine Linie Filament links parallel gedruckt. Da könnte man den Clip NICHT an der linken Seite platzieren…. Irgendwie muss ich zwischenzeitlich eine Version gehabt haben, wo die Linie parallel zur Vorderkante gedruckt wurde. Mit dieser Konstelletation sind die Klammern an der Vorderkante aber im Weg.
Frage also: (Unabhängig davon, dass ich in der Startsequenz das Drucken der Linie „einschalten“, modifizieren aber auch auskommentieren kann…)
Hat jemand eine Idee, wie ich den Bereich um die Klammern herum in Cura (oder einem anderen Programm) schon als verbotene Fläche definieren kann? Mit den Clips ist die Druckfläche ja nicht mehr rechteckig…. Dann könnte man das Druckstück unbesorgt(er) platzieren und muss sich nicht um die Clips kümmern.
Ein magnetisches Druckbett hilft natürlich auch…. aber auch nur bis zu der (Curie)-Temperatur, wo die Magneten aussteigen…. Für höhere Druckbetttemperaturen also eine sinnvolle Lösung. … Sicherlich ist das ein Feature-Request für Ultimaker
Nach 486Multiprozessor werde ich mal gucken…. Früher war sowas mal von Intel 😀
486MP:
Herstellertext: „…von -40°C bis +150°C (kurzfristig bis +200°C)…“
Für uns wäre also wohl die Angabe von 150 Grad relevant.
Ah, diese Platte hast Du.. Ich hatte die auch mal in der Hand, das ist die normale Creallity „Faketak“ Folie auf ne dünne Plastikplatte aufgeklebt und dann ge-clippst. Das mit dem Anschleifen und mal drauf drucken klingt nach nem spannenden Versuch, mach das mal und berichte bitte 🙂
Zum Cura, das Anlegen gesperrter Bereiche ist in Cura möglich, in Ultimaker Profilen sind exakt auch die Klammern als gesperrte Bereiche definiert. Aber wie das geht, weiss ich nicht 🙁 Ich weiss nur dass es geht, mit nem Texteditor in der Datei des Druckprofils..
die epoxidplatte habe ich mit brennspriritus (bio alkohol) gereinigt. waschbenzin hat nicht gut funktioniert. aceton war gerade weg. – reinigungszeit (nach dem aufwärmen) ca. 20 min.
486mp habe ich als rolle mit 50 metern erstanden 31 € und in streifen aufgeklebt.
die fertigen 11×11 zoll folien sind nicht „geeignet“, weil versandkosten von 11 euro dazu kommen.
der 1. druck war gut, aber leider kein großflächiges objekt, mit dem ich vorher schwierigkeiten hatte. muss also das nächste große objekt abwarten.
das schleifen der epxidplatte fällt erst einmal aus.
Zwischenmeldung für 486MP…
=========================
Ich hatte die Rolle 486MP zunächst ringsrum aufgeklebt, dann das innere Quadrat in parallelen Streifen, also mit 2 cm Lücke zwischen den anderen Streifen,
Fazit:
Schlechte Idee! Die Haftung war zwar ausreichend, aber an den Stellen, wo KEIN Klebeband war, haben sich an zwei Stellen, schon nach dem 2. Druck, komische Erhebungen an der Folie gebildet, die sich nicht glattstreichen lassen.
Auch nachträgliches Festkleben fiel aus. Wieso bloß? 😀
Also: Alles wieder ab…
————————–
Der beschriebene Brennspritus (Bio-Alkohol Jahrgang 1999, Südhang, kräftig im Abgang) tat gute Dienste. Allerdings sollte man nicht nur einen Lappen damit „nass“ machen, sondern der Klebstoff sollte fast im Waschbenzin schwimmen, damit er sich löst. Ein nur leicht mit Waschbenzin getränkter Lappen erhöht die Arbeitszeit erheblich. Ich habe min. 45 Min gebraucht und zwischendurch zwei Podcasts gehört.
Handschuhe wären bei solchen Arbeits- und Einwirkzeiten sinnvoll…. beim nächsten Mal! Die Haut regeneriert sich nach ca. 2 Tagen. :O
.
Die Folie ist so stabil, dass man sie mehrfach kleben könnte. Allerdings wurde dieses Mal beim Abziehen so viel Kraft in die Folie gebracht, dass sie sich zu einer kleinen Rolle aufwickelte. Das war nach dem 1. Mal nicht so, weil der Kleber geschwächt war..
Lt. Hersteller entwickelt sich die Klebekraft innerhalb der ersten 2 Tage voll aus und man soll den Kleber mit einem Fön erhitzen, während man die Folie im Winkel von 90 Grad abzieht. Eine Temperaturangabe gibt es hier lustigerweise nicht. Vermutlich müsste man oberhalb von 150 aufheizen.
Hier würden Epoxyd und Folie mittelfristig schwächeln.
Neukauf der Folie (schon mit Kleber)
——————————————-
die bei der amazone angebotene Folie (von Creality – Bestseller) wird im Dreierpack (schon fertig mit Klebefolie 3M „300 LSE“) zu ca. 18 Euro verkauft. Da lohnt es sich kaum den Kleber zum gleichen Preis zu kaufen, dazu Porto aus den USA und dann noch mal die Folie extra.
Montage der Folie
———————
Ich habe mir aus drei Holzleisten eine Fassung gebastelt, die innen die Folie aufnehmen konnte. Dann habe ich die Epxoydplatte am Rahmen ausgerichtet, in einer Längskante angesetzt und dann auf die Folie abgelassen. – Bei der 1. freihändigen Verklebung waren die Kanten nicht parallel geworden.
Anschließend: Festreiben mit Holzstift. Nicht über die Folienseite, sondern ausschließlich durch die Epoxydseite hindurch. Wo der Kleber schon Kontakt hat (dunkel), kann man ja durch das transparente Epoxyd gut sehen.
ACHTUNG
————-
Der Kleber bei Creality ist der 300LSE, nicht der 486MP. Auch der 300LSE soll laut 3M bis 140 Grad halten.
Ich weiß nicht welchen Kleber Creality im letzten Dezember auf die Folie geklebt hat. Ansonsten ist mittelfristig wieder mit einer Ablösung zu rechnen.
Der 486MP von der 2 cm breiten Rolle muss jedenfalls vollflächig geklebt werden, damit die Temperaturübertragung gleichmäßig stattfindet. Selbst die 0,13 mm scheinen da schon Folgen zu haben.
ACHTUNG 2
—————
Ich habe eine Schale mit 150×200 Grundfläche gedruckt. Das Warping hat sich massiv verbessert. Nun muss ich aber feststellen, dass die 4 Clips die Epoxydplatte nicht so gut festhalten können und sich nicht mehr die Folie hebt, sondern die ganze Epoxydplatte MIT Folie.
Das Bauteil hat EXTREM gut an der Folie gehalten und einen so guten 1. Layer habe ich bei mir selten gesehen. Das Warping mit den Clips muss ich aber lösen.
Vielleicht eine 4-5 mm Glasscheibe mit Folie? Das Aufheizen des Betts wird sich natürlich extrem verlängern und die Masse für den Stepper erhöht sich ebenfalls..
Zukunft
———
Vielleicht doch noch einen Umbau mit:
– 2., paralleler Extrusion 2020 und 2. Y Motor? – Die Kraft wird erhöht, die Stabilität der Achse ebenfalls.
Mit dem Post schliesst Du eine Lücke, Stephan. Super!
Warum ist die Befestigun einer Flexplate mit Aktenklemmen nicht Sinn der Sache? Das sollte doch genauso gehen wie mit Glas, und die Flex-Funktion habe ich dann doch.
Naja, meine Denkweise ist: eine Flex Plate bau ich mir doch primär auf meinen Drucker, um die schnell und problemlos wieder abzunehmen. Da will ich persönlich jetzt nicht wirklich immer erst die 4 Klammern vom Bett puhlen müssen. Ok, kann man machen, aber da bin ich dann irgendwie zu faul. Scheint also vielleicht ein persönliches Problem zu sein 😉
Eine weitere Frage ist dann eventuell, ob sich eine sehr dünne Platte nicht vielleicht verbiegt, wenn diese nicht „vollflächig“ (oder zumindest mit mehr Punkten über die gesamte Fläche, also auch im Inneren, nochmal fixiert ist?
Ja! So hab ich mir das auch gebastelt: Noch eine Bettauflage!Das Original von BuidTake war mir doch etwas zu teuer also hab ich mir das von TriangleLab passend gemacht. Ob dann BuildTak-Folie oder PEI kann jeder selber entscheiden. Aber mit der PEI auf dem CR-10 bin ich auch sehr zufrieden. Klammern sind keine Option. Die magnetische Matte zieht das Blech immer schön glatt.