Flashforge Creator 2 Pro IDEX Testbericht
Als ich die Ankündigung des Creator Pro 2 gesehen habe, war mir sofort klar: für diesen Drucker gebe ich auch mal wieder meine eigene Kohle aus. IDEX für 900.- Euro, komplett geschlossenes Gehäuse und kein ewiges Basteln: den muss ich haben. Warum? Das könnt Ihr hier in meinem Test lesen..
Was ist IDEX?
IDEX steht für Independent Dual EXtruders, auf deutsch: zwei komplett unabhängige Extruder, die separat bewegt, beheizt, etc. werden können. Das jeweils nicht genutzte Hotend wird dabei einfach an der Seite geparkt, da kann es nicht im Weg sein, mit der Düse über den bestehenden Druck schleifen oder unentwegt vor sich hin über den Druck suppen. Das waren so etwa die gröbsten Probleme mit den klassischen starren Dualextrudern von „anno dazumal“, wo einfach 2 Hotends starr nebeneinander auf den selben Heizblock geschraubt wurden.
IDEX, also 2 komplett unabhängige Hotends, heißt auch, dass man problemlos 2 völlig unterschiedliche Materialen gleichzeitig nutzen kann, im linken Hotend ist z.B. PLA mit einer Düsentemperatur von 200°C, im rechten PVA mit einer Düsentemperatur von 220°C, oder auch ABS mit 240°C – als Beispiel jetzt mal.
IDEX erlaubt also entweder 2 Farben, oder 2 gerne auch völlig unterschiedliche Materialen, ideal für lösliche Stützen z.B. PLA im linken Hotend und PVA im rechten Hotend gleichzeitig zu drucken. Es geht aber auch PLA und TPU, oder ABS und HIPS, oder was auch immer Sinn ergibt. PLA und PETG? Würde gehen, aber ein Nutzen will mir da grad nicht einfallen.

Synchron-Druck, 2 Benchies gleichzeitig
Eine nette Zusatzfunktion von IDEX ist z.B., dass man ein Druckteil gleich zwei mal drucken kann, das rechte Hotend druckt im Klon Modus einfach synchron eine Kopie mit. Oder es druckt eine gespiegelte Version im Mirror Modus, z.B. ein paar Schuhe. (OK, hier beim Flashforge nur sehr kleine Schuhe, das Druckbett ist bissl knapp, in Mirror oder Klon Modus kann man nur etwa die Hälfte des Druckbetts benutzen, die andere Hälfte wird für die Kopie genutzt).
Was IDEX nicht kann ist Farben mischen, wer auf Mischfarben steht, ist bei IDEX falsch, der braucht ein Mischhotend, wie man es z.B. bei Geeetech’s A10M findet. Mischhotends wiederum eigenen sich nicht wirklich für 2 unterschiedliche Materialen.
Ok, genug Theorie zur Einleitung, schauen wir uns den Flashforge Creator Pro genauer an:
Lieferumfang
- fast fixfertig aufgebauter, komplett eingehauster Drucker mit Abdeckhaube und Fronttüre.
- 2 unabhängige Druckköpfe im IDEX Prinzip auf Basis MK8 Direct Feeder mit Teflon lined Hotends bis 240°C – geeignet für PLA, PVA, PETG, ASA, ABS, HIPS und härtere Varianten von TPU. Vorsicht bei mit Carbon-, Metall- und Nachtleuchtenden Partikel versetzten Filamenten, die kann er drucken, aber der Verschleiß der Hotends wird recht hoch sein.
- IDEX Druckmodi Spiegeln und Kopie, allerdings wegen des kleinen Betts nur für sehr kleine Bauteile nutzbar.
- mit 250 x 180 x 150mm eher kleines Bauvolumen.
- Heizbett bis max. 120°C mit strukturierter Druckbettfolie beklebt, eine Federstahl-Wechselplatte kann optional nachgerüstet werden.
- 32bit Mainboard, gesockelte Treiber mit Mischbestückung TMC2100 / Allegro A4988 (?)
- Farb-Touch Display, RGB LED Streifen zur Beleuchtung des Druckerinnenraums. SD-Karte und USB Anschluss zur Steuerung über den PC mit Flashprint.
- Flashprint = eigener leistungsfähiger Slicer für Windows 32 & 64bit, Mac, Linux, auf Deutsch umschaltbar. Nutzung von Cura und Simplify3D ist möglich.
- Gedruckte Kurzanleitung, etwas ausführlichere Dokumentation auf der SD-Karte in Englisch
- Alles benötigte Werkzeug (div. Innensechskantschlüssel, ein Gabelschlüssel und kleiner Kreuzschlitz Dreher), 2 Ersatz Hotend-Liner, Klebestift, nutzlose Spachtel, eine Ersatz Folie für das Druckbett, 2 * 1 kg PLA, Folie zum Bett Leveln. SD-Karte, Netzkabel, blaues USB Kabel, ein Tütchen Schmierfett

Aufbau & erste Inbetriebnahme:
Versandschaden: Die Transportsicherung(en), die Flashforge dem Drucker beim Einpacken spendiert hatte, waren dann wohl doch nicht 100% ausreichend, auch bei mir hatte der sich der Querbalken beim Transport deutlich aus dem rechten Winkel verschoben und musste nachdem Auspacken erst mal wieder gerade gerückt werden, dabei zwingt man den Riemen zum Überspringen der Riemenscheibe, das klingt ungesund, ist aber einmalig kein Ding. Wer viel Zeit und Lust hat, löst vorher die Riemen und richtet es ganz entspannt neu aus.

Bildquelle: Flashforge
Für den absoluten Einsteiger ist das vermutlich ein Horror, dabei isses gar nicht schwer, kostet nur Überwindung. Eine Anleitung wie man sich das wieder zurechtbiegen kann, findet sich auch hier im Flashforge Hilfe-Bereich. Scheint also oft genug aufzutreten, dass es einen FAQ Eintrag wert ist. Idee: vielleicht mal das Konzept der Transportsicherung nochmal überdenken?
Von der Seite: Tragegriffe, SD-Karte, USB-Port
Davon ab gilt es vor dem ersten Druck erst mal:
- die beiden Extruderköpfe auf die Schlitten zu schrauben (jeweils 4 Schrauben)
- die 2 Abstreifbleche an die Extruder zu schrauben (jeweils 2 Schrauben)
- und die Filamentführungen einzuklippsen (der FFCP2 ist ein Direktextruder, diese 2 Schläuche sind nur dazu da, den Filamentstrang in eine geordnete Bahn zu leiten).



Dauer insgesamt sagen wir 10-15 Minuten.
Ein IDEX Drucker muss vor dem ersten Druck kalibriert werden,
und zwar in allen 3 Achsen: X, Y und Z, nur dann werden mit 2 Extrudern gedruckte Teile auch wirklich nahtlos. Eine vernünftige Kalibrierfunktion halte ich für IDEX Drucker außerordentlich wichtig. Flashforge gibt sich hier keine Blöße: X, Y und Z sind schnell und unkompliziert in einem Rutsch eingestellt, keine 10 Minuten:
- Testlinie drucken lassen, dabei druckt er eine Linie mit einem Extruder überlappend mit einer Linie aus dem anderen Extruder.
- Versatz der Linien zueinander abschätzen & Korrekturwert eintippen,
- Bett abräumen und den neuen Wert nochmal mit einem weiteren Linienpaar verifizieren.
- und dann gehts zur nächsten Achse.


Das klappt gut, und bequem, wenn ich was zum Meckern finden wollte, würde ich sagen, der Drucker hätte deutlicher drauf hinweisen können, dass vor dem Start des Assistenten erst mal Filament geladen werden sollte und die Werteingabe auf dem Touchscreen ist mit meinen Wurstfingern etwas hakelig.

3-Punkt manuelles Bett-Leveling ist mir am Liebsten,
Das Bettleveling beim Flashforge Creator Pro 2 ist sehr einfach: das Bett ist ja sowieso nicht sonderlich groß, dafür angenehm flach und die 3-Punkt Aufhängung ist mir auch am Allerliebsten. Der Bett-Level-Assistent beginnt, wir ziehen erst mal alle 3 Schrauben komplett an, fahren mit der Automatik an den ersten Messpunkt, drehen die Schraube langsam lockerer, bis die Folie, die Flashforge zum Leveln mitliefert, leicht an der Düse kratzt (hier eher etwas weiter weg, die Flashforge Druckfolie klebt extrem gut) und gehen zum nächsten Punkt. Als letzter Schritt wird dann noch ein eventuell Höhenversatz Linker & rechter Extruder ermittelt und notfalls korrigiert.

Filament einlegen ist kein großer Akt, allerdings ist das mit den Rollen an der Geräterückseite immer etwas fummelig, man sieht nicht gut hin, was man da macht. Ungewöhnlich ist, dass Flashforge die Rolle für den linken Extruder rechts montiert haben will – das Filament läuft hinten tatsächlich einmal über Kreuz. Macht für mich wenig Sinn, aber so will es Flashforge gerne haben. Ob ich mich in Zukunft dran halte, schau mer mal.
Die Flashforge Rollenhalter sind etwas wählerisch, was die Rollen angeht, die da drauf passen. Die ganz dicken 1kg z.B. von Filament-PM passen nicht so recht. Früher in V1 waren die Halter auch noch für einen Lochdurchmesser von 70mm ausgelegt, hier beim V2 sind es nun verträglichere 55mm. Flashforge Filament (kommt eigentlich von Sunlu) ist noch in beiden Rollengrößen im Markt, sowohl die alten 70mm als auch die neuen 55mm Rollen. Wer andere Rollen nutzen will, als der Rollenhalter vorsieht, der druckt sich seine Rollenhalter selber, die dann statt der Originalhalter hinten am Drucker eingehängt werden können – gibts auf Thingiverse wie Sand am Meer – oder stellt einen beliebigen anderen Halter hinter den Drucker.
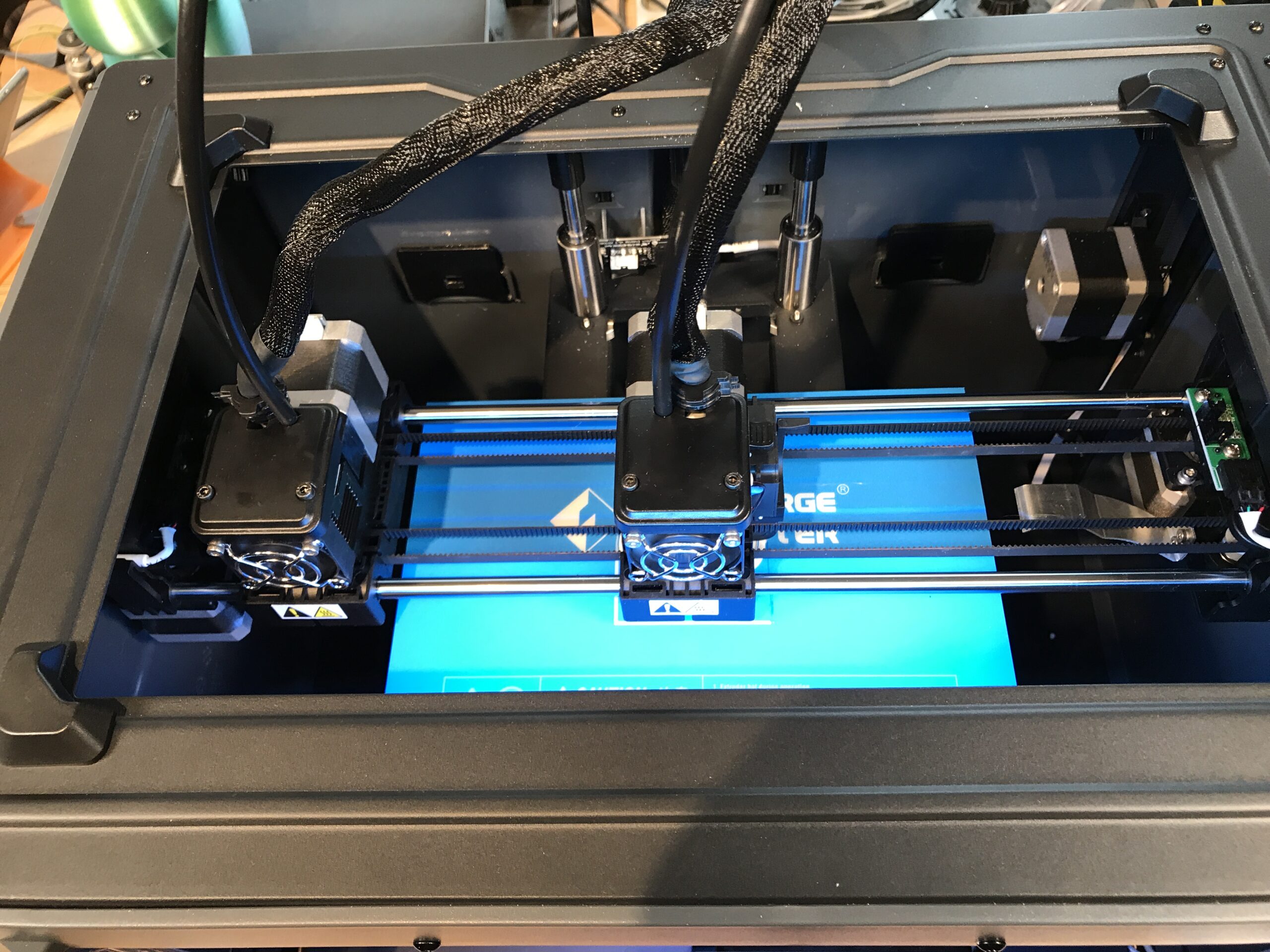
Mechanik:
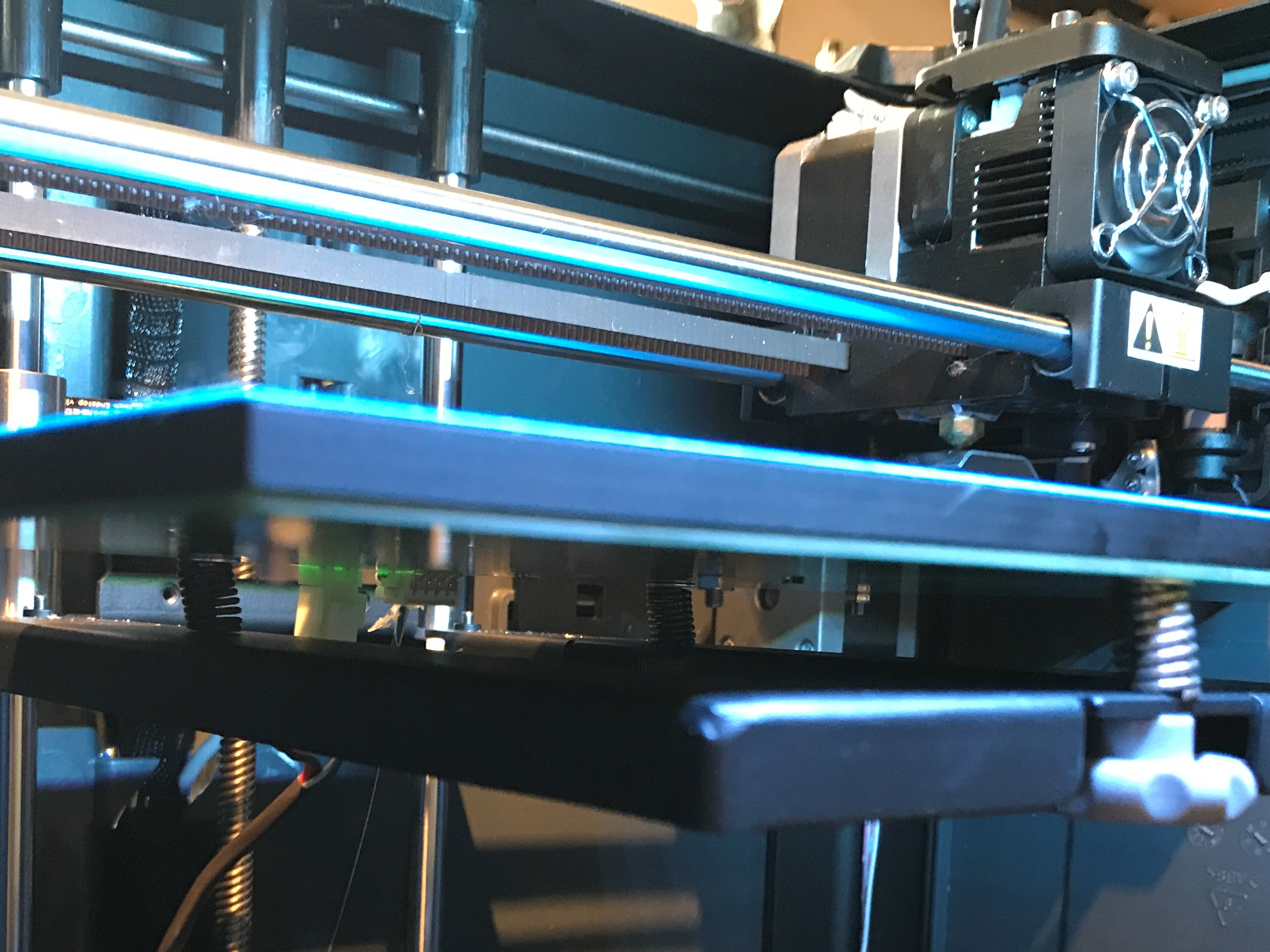
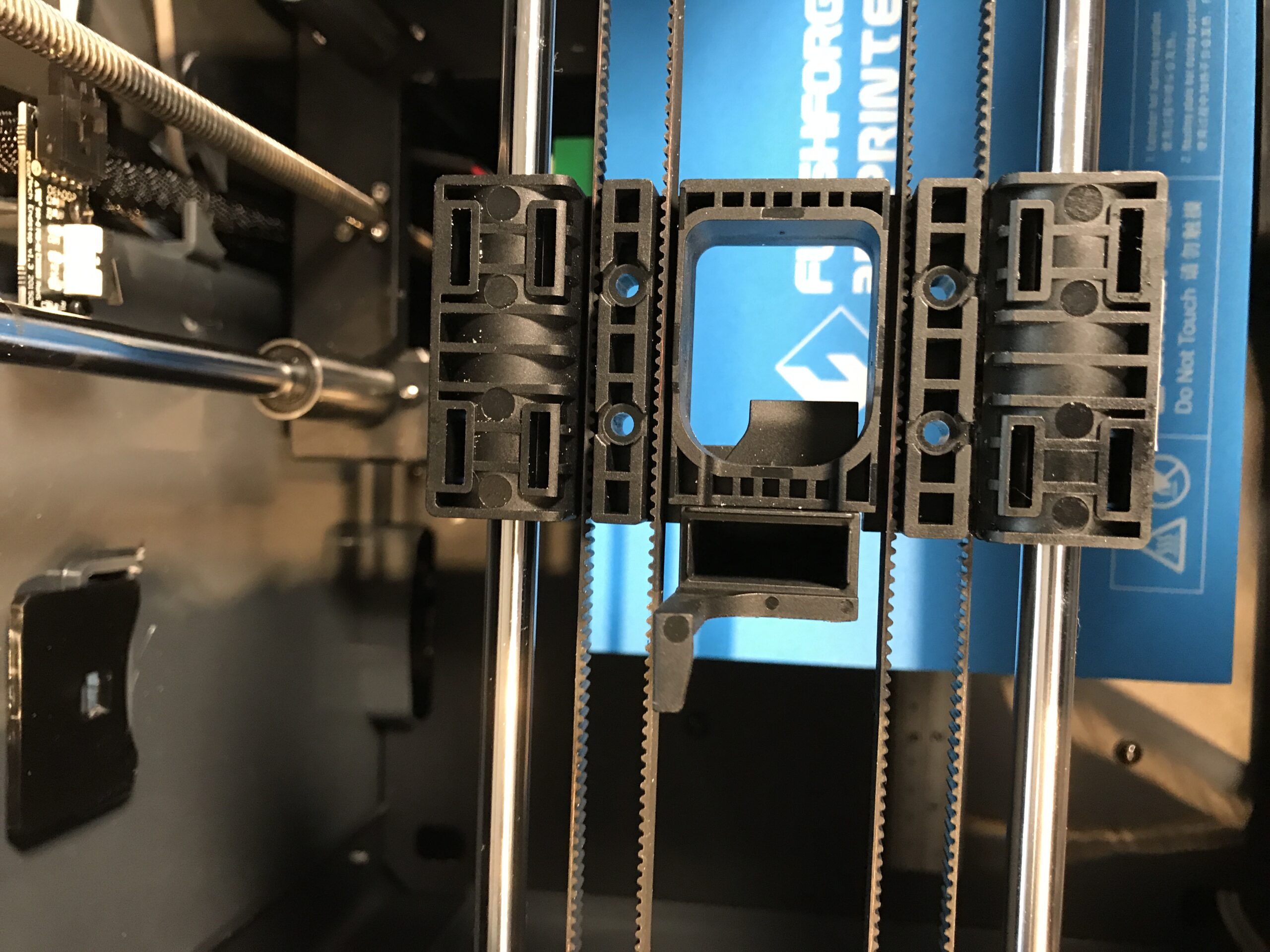
Im Grunde haben wir das klassische Makerbot Replicator Design mit einem Bett, dass sich nur in Z-Richtung bewegt, das nutze auch schon der Vorgänger Flashforge Creator Pro (v1) und der Creator Pro 2 unterscheidet sich erst Mal auch gar nicht groß von seinem Vorgänger, hier eben erweitert um einen 2. Motion-Strang für die 2. X-Achse.
Tatsächlich schleppt der FFCP2 auf dem Y-Schlitten ganze 4 Motoren mit sich herum, davon zeigt er sich letztlich nicht wirklich beeindruckt und geht trotz allem recht zügig ans Werk, ein Highspeed Drucker ist aber auch der Flashforge Creator Pro 2 nicht. Und wenn wir mit vielen Extruderwechseln arbeiten erst recht nicht, der Dualdruck dauert.
Das nur einseitig befestigte Bett des Flashforge Creator 2 Pro gibt bei Druck auf die vordere Kante, wie eigentlich alle Drucker in dieser Cantilever Bauweise, etwas nach. Ein echtes Problem hatte ich damit aber auch noch nie – nicht alles, was in der Theorie zwickt, macht in der Praxis wirklich Ärger.


Da kreide ich Flashforge schon eher das nicht mehr ganz so zeitgemäße nicht wechselbare Druckbett an (mit China Buildtak-ähnlicher Druckfolie) – die Magnetflex-Platte müsste man extra nachkaufen ~ 35,- Euro. Die Haftung auf der Folie ist gut, levelt man zu dicht trifft die Beschreibung „brutal“ eher zu.
Das geht durchaus in Ordnung, was Flashforge hier abliefert, sein massiver, teils gefalzter Stahlrahmen machen den Drucker nicht nur schwer (ca 21kg), sondern eben auch stabil.
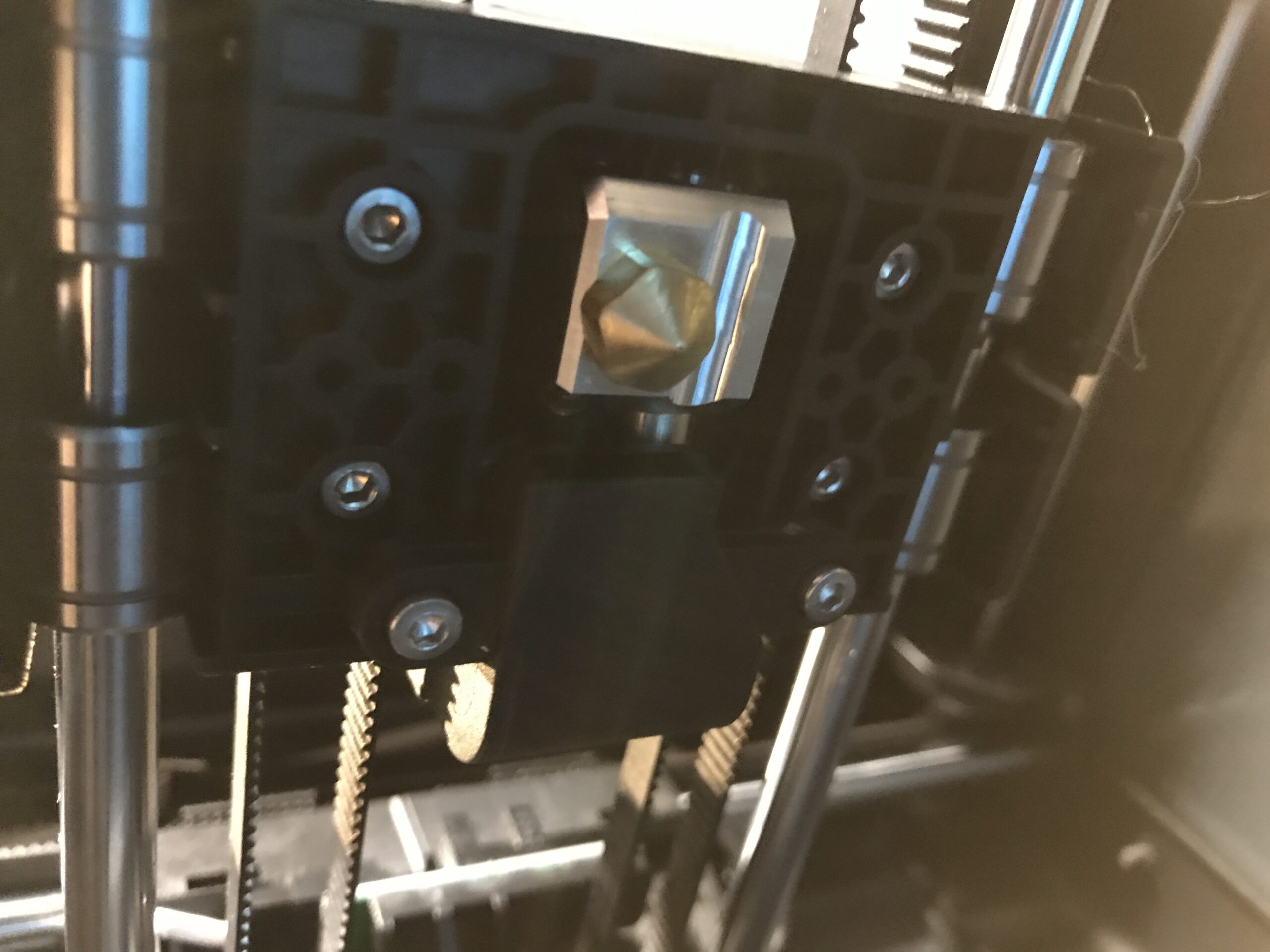
Die zwei Extruder des Creator Pro 2
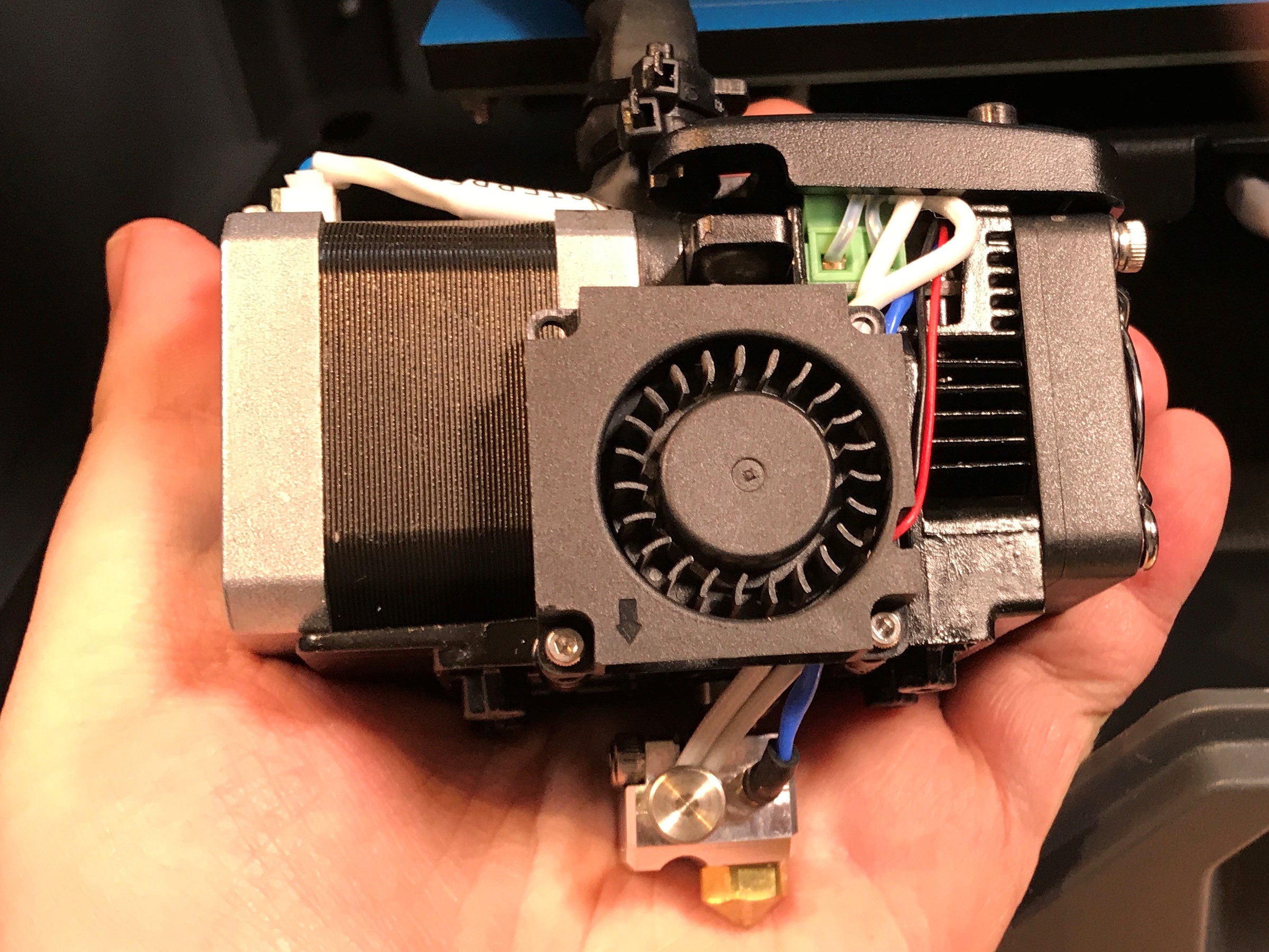
Als Kühlköper dient ein riesengroßes Alu-Gußteil, im ersten kleinen Bild unten gut zu sehen, dieses Gußteil trägt die kompletten Extruder und wird mit 4 Schrauben auf den Schlitten geschritten (2. Bild).
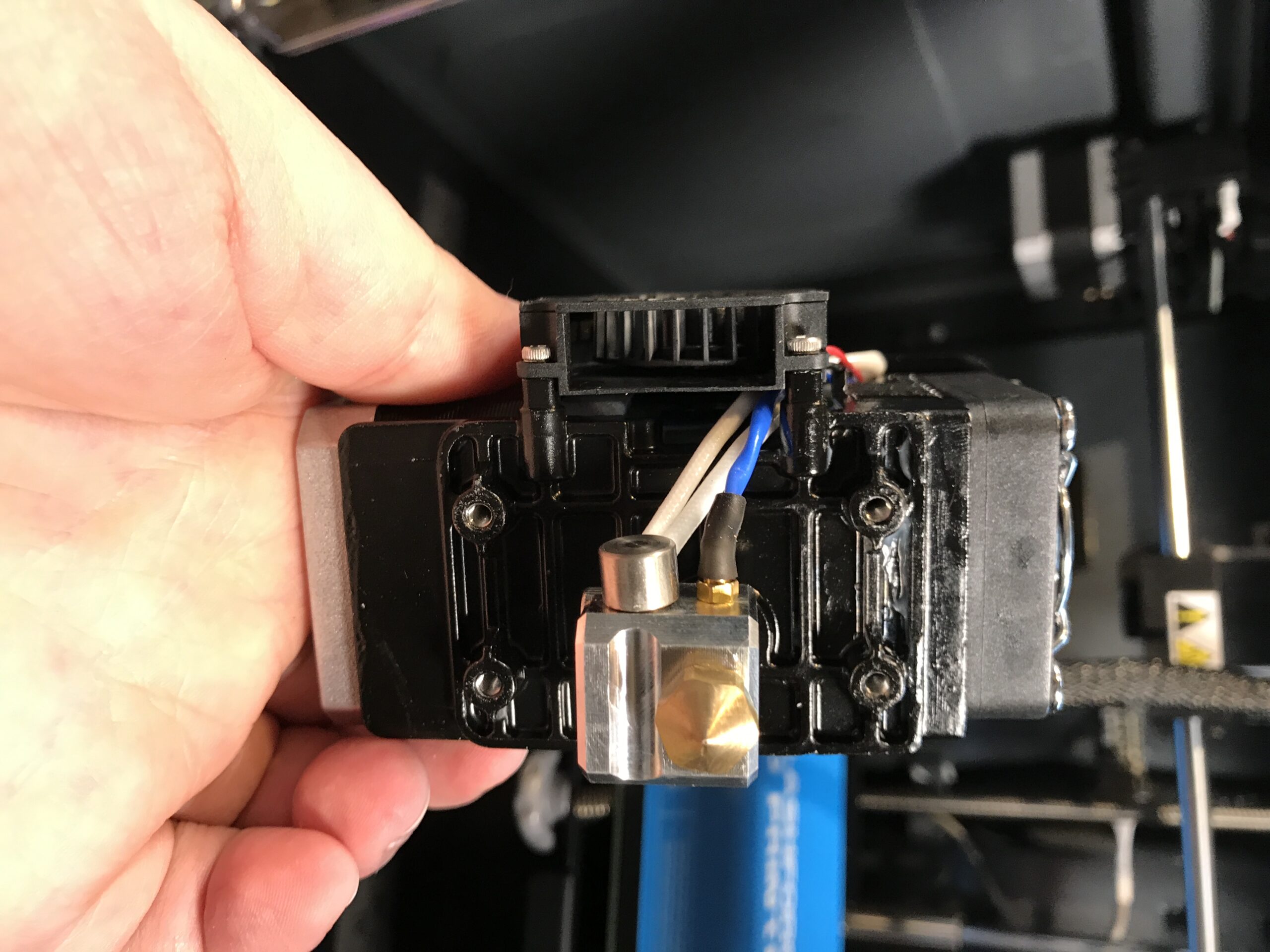
Die Hotends nutzen einen PTFE Liner bis in die MK10 „Fat“ Düse, also maximal 240°C. Hotendlüfter sind Temperaturgesteuert, schalten sich über 50°C automatisch dazu, anders als beim Creator Pro (v1), besitzen beide Extruder eine Bauteilkühlung. Als Feeder kommt leider nur ein gewöhnlicher MK8 Feeder zum Einsatz, das wird Kollege Alfrank wahrscheinlich wieder gar nicht gefallen. Auch wenn man auf den Bildern 2 schwarze Bowden sieht, hierhandelt es sich im Direkt-Extruder, der Schlauch dient nur zu Fürhrung des Filaments von der Rolle zum Druckkopf.

Beim Temperatursensor geht Flashforge ungewöhnliche Wege, zum Einsatz kommt ein Thermistor, der in eine Messingschraube eingearbeitet ist und in den Heizblock geschraubt wird. Also keine Glasperle und auch kein Patronentyp wie bei E3D – blaues Kabel im Foto:

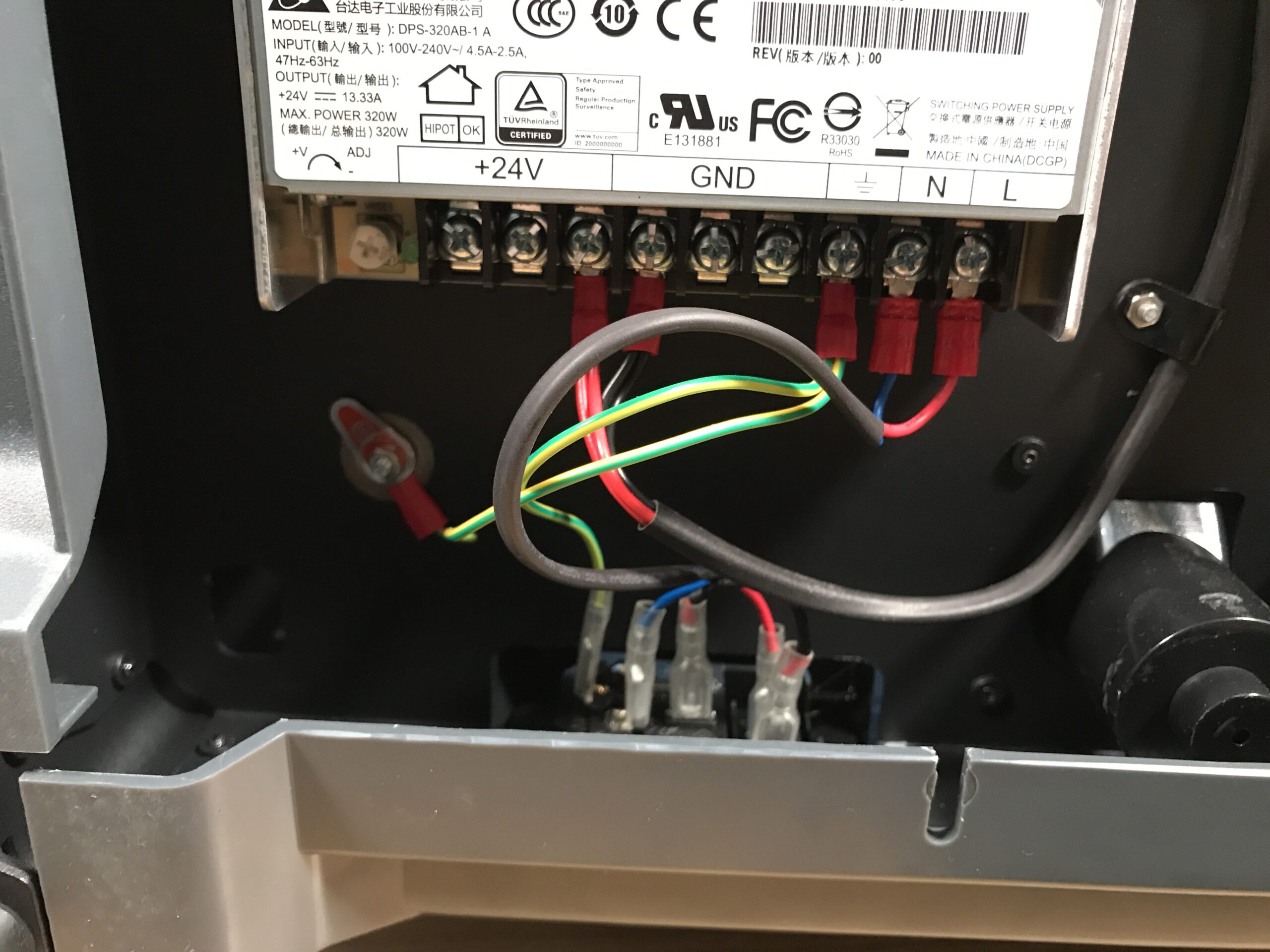
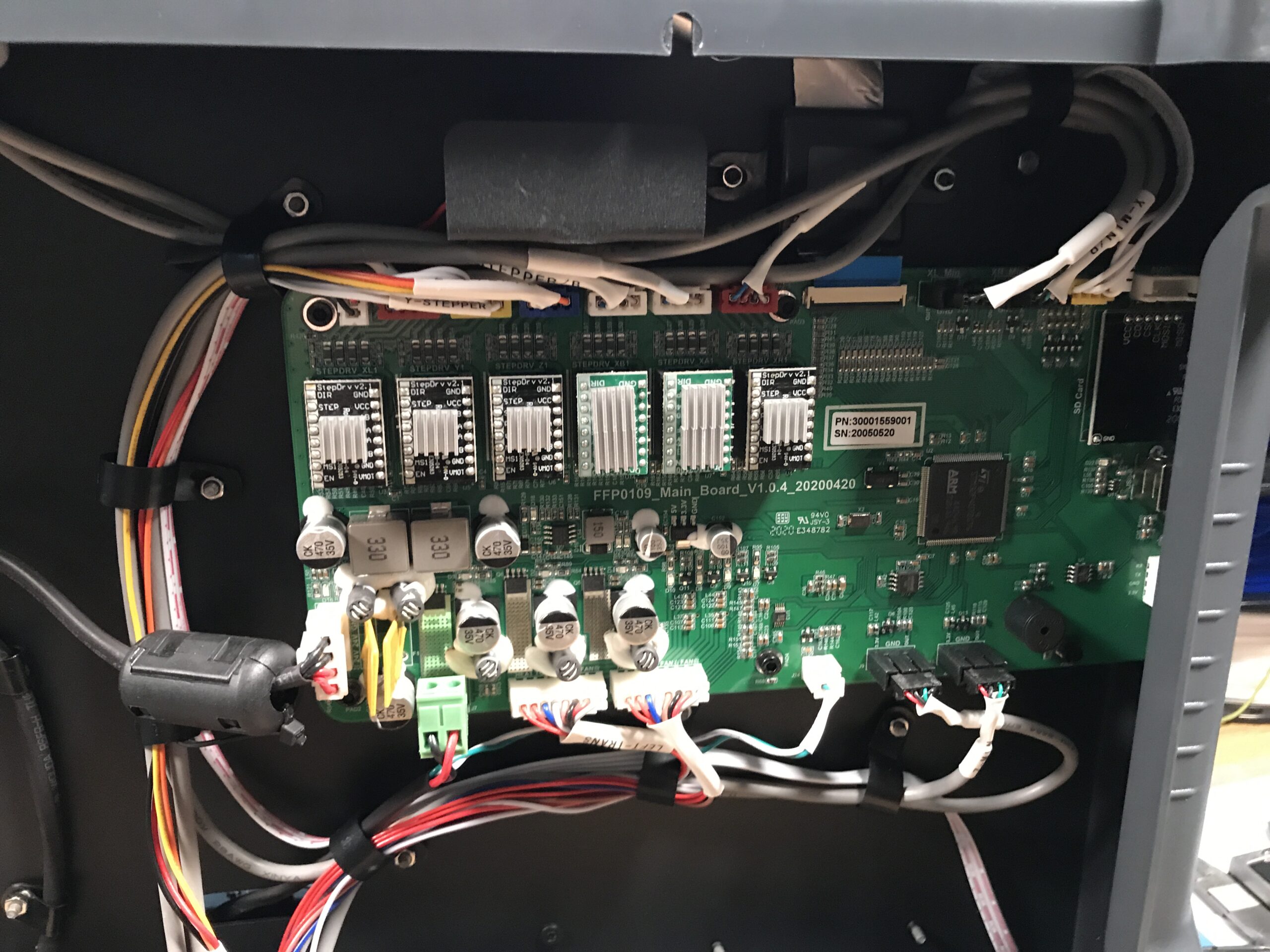
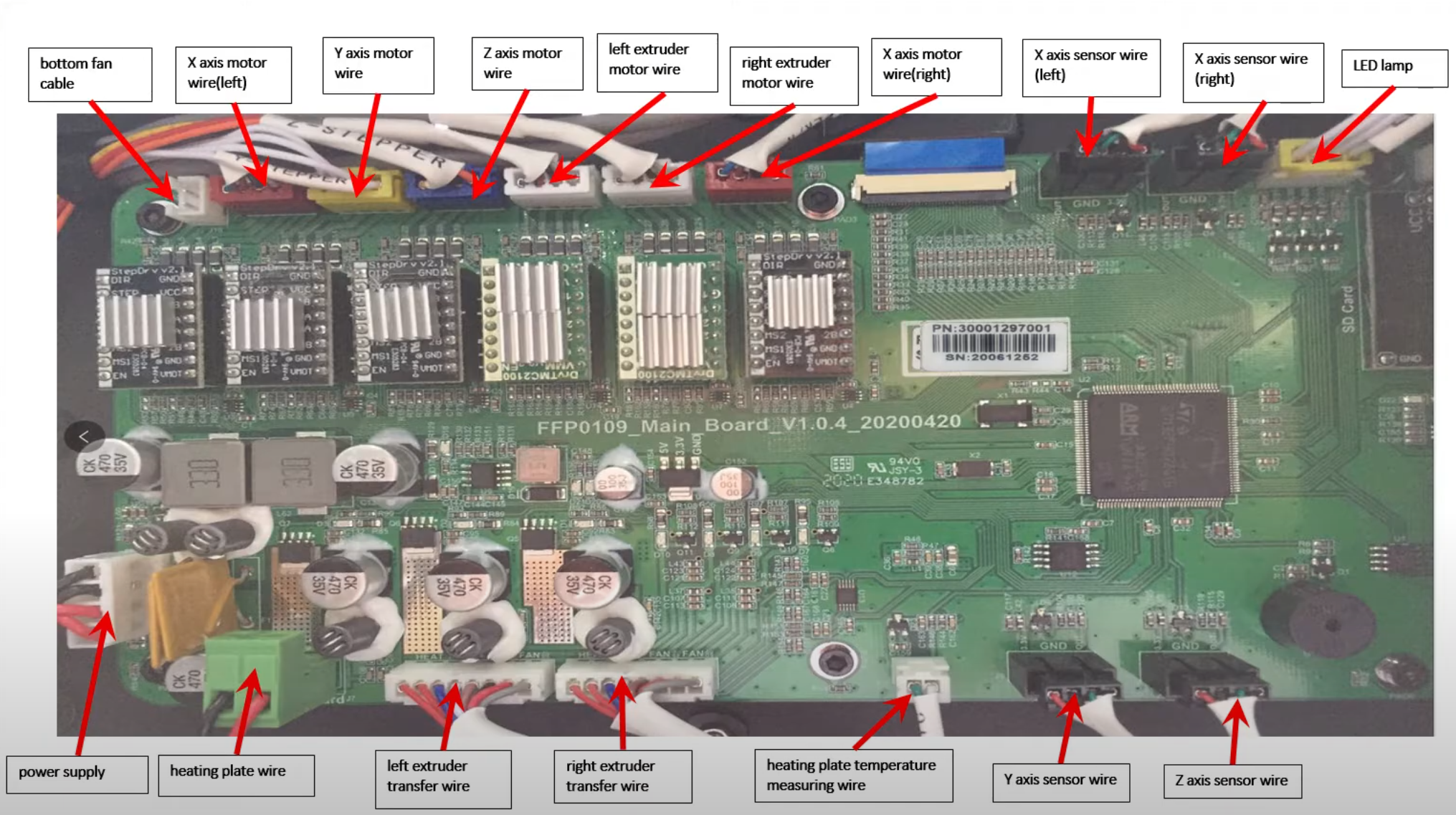
Elektronik & Mainboard des Creator Pro 2
Öffnen wir den Deckel am Boden finden wir ein recht ordentlich aufgeräumtes Innenleben..

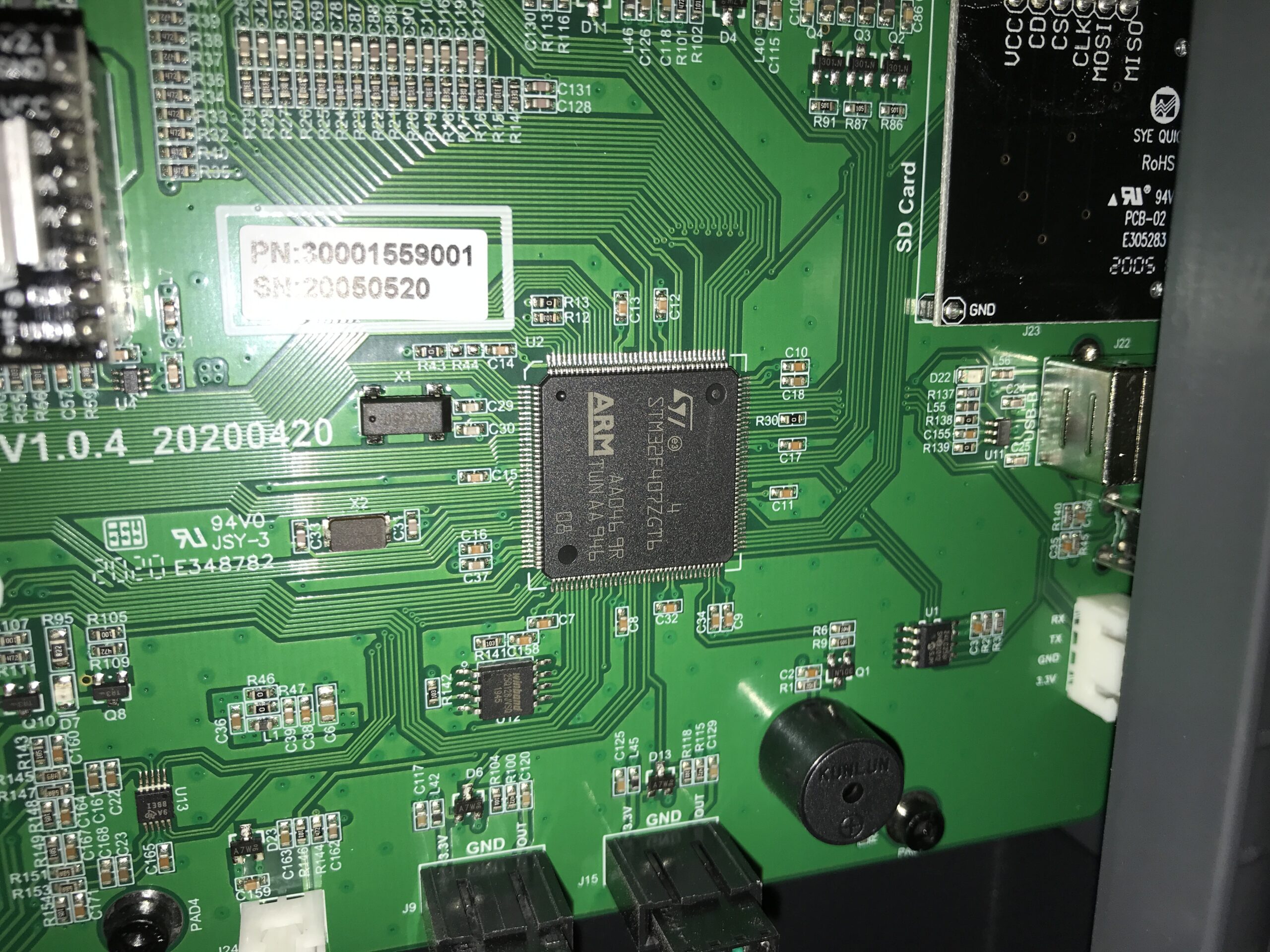
Auffällig ist auch schonmal das sehr gute Delta Netzteil (24 V, 420 W) und der geerdete Rahmen. Gesockelte Treiber (2x TMC21000 und 4x was? Allegro? Huh?) auf dem Flashforge eigenen 32bit (STM32F407ZGT6) Board. Und viel mehr gibts da schon nimmer zu sehen.

Bildquelle: Flashforge
Firmware Updates (Flashforge stellt fertig kompilierte .bin bereit) können entweder mit Flashforges eigenem Slicer Flashprint per USB an den Drucker übertragen werden oder aus dem Support Bereich von Flashforge herunter und dann per SD-Karte auf den Drucker geladen werden. Letzteres habe ich hier getestet, die auf dem Drucker vorinstallierte Firmware Version war dann schon etwas angegraut.
Im Betrieb
ist der Flashforge Creator Pro 2 leider eher laut. Netzteil- und Mainboard Lüfter laufen auch im Wartezustand, sobald der Drucker eingeschaltet ist, non stop durch. Die Hotendlüfter sind temperaturgesteuert und starten erst ab 50°C Hotendtemperatur, so sollte das sein, das ist gut, aber das macht wegen des Lärms der anderen Lüfter keinen großen Unterschied.
Bei den Angaben zum Board wird nicht ganz klar, welche Treiber tatsächlich verbaut sind, aber egal was drin steckt, das ist kein Silent Board. Die Motoren sind laut.
Das Farb-Touch Display kennt man von den anderen aktuellen Flashforge und auch Dremel Modellen, man merkt allerdings, dass Flashforge hier beim Creator Pro 2 den Rotstift angesetzt hat: es fehlt der interne Speicher, LAN & WLAN und damit auch der Cloudzugang. Die Sprache ist am Drucker (und im Slicer auch) auf Deutsch umstellbar.




Dem Flashforge Creator Pro 2 fehlt jeglicher „Luxus“, es gibt keine Filamentende Sensoren, kein Bettlevel-Sensor. Powerloss Resume wird zumindest mal nicht beworben, fehlt also vermutlich auch. Es gibt immerhin die farbige Innenbeleuchtung.
Statt Luxus und Spielkram bietet er gut durchdachte Assistenten zum manuellen Leveln des Betts und zur Justierung der IDEX Köpfe, das gefällt mir persönlich recht gut, ich mag keine Drucker, die mit Sensorik-Spielereien vollgestopft sind. Lieber das „bare Minimum“ und das dann zuverlässig.
Pause im Druck funktioniert manuell oder vom Slicer Flashprint in Höhe X, der Drucker arbeitet nach Druck auf Pause dann noch seinen Puffer ab und fährt dann das Bett nach unten. Beim Fortsetzen macht er dann nahtlos weiter.
Der Filament Laden/Entladen Assistent ist auch schön, er heizt die Düse auf, extrudiert ein klein wenig und fordert dann den Anwender auf, das Filament selber noch ganz raus zu ziehen. Laden geht genauso: Düse wird geheizt und die Köpfe vom Bett gefahren, dann wird man aufgefordert das Filament einzulegen und bis nach vorne zu schieben und bestätigt mit Klick, wenn das neue Filament sauber aus der Düse austritt.
Gut und bequem umgesetzt, da haben sich so manche Hersteller schon einen abgebrochen bei der Umsetzung solcher Assistenten, bei Flashforge merkt man immer wieder: die haben sich schon was gedacht dabei, wie ihre Drucker funktionieren sollen.
Testdrucke
Zwei Benchy
im Clone Modus also auf beiden Extrudern gleichzeitig gedruckt. Beides mal Flashforge (Sunlu) PLA, 0,2mm Schichten, Standardvorgaben im Flashprint.
Kann ich absolut nicht meckern, der FFCP2 druckt IDEX sei Dank so gut und problemfrei wie meine „Single“-Drucker.
ABS Testgehäuse
Material4print ABS
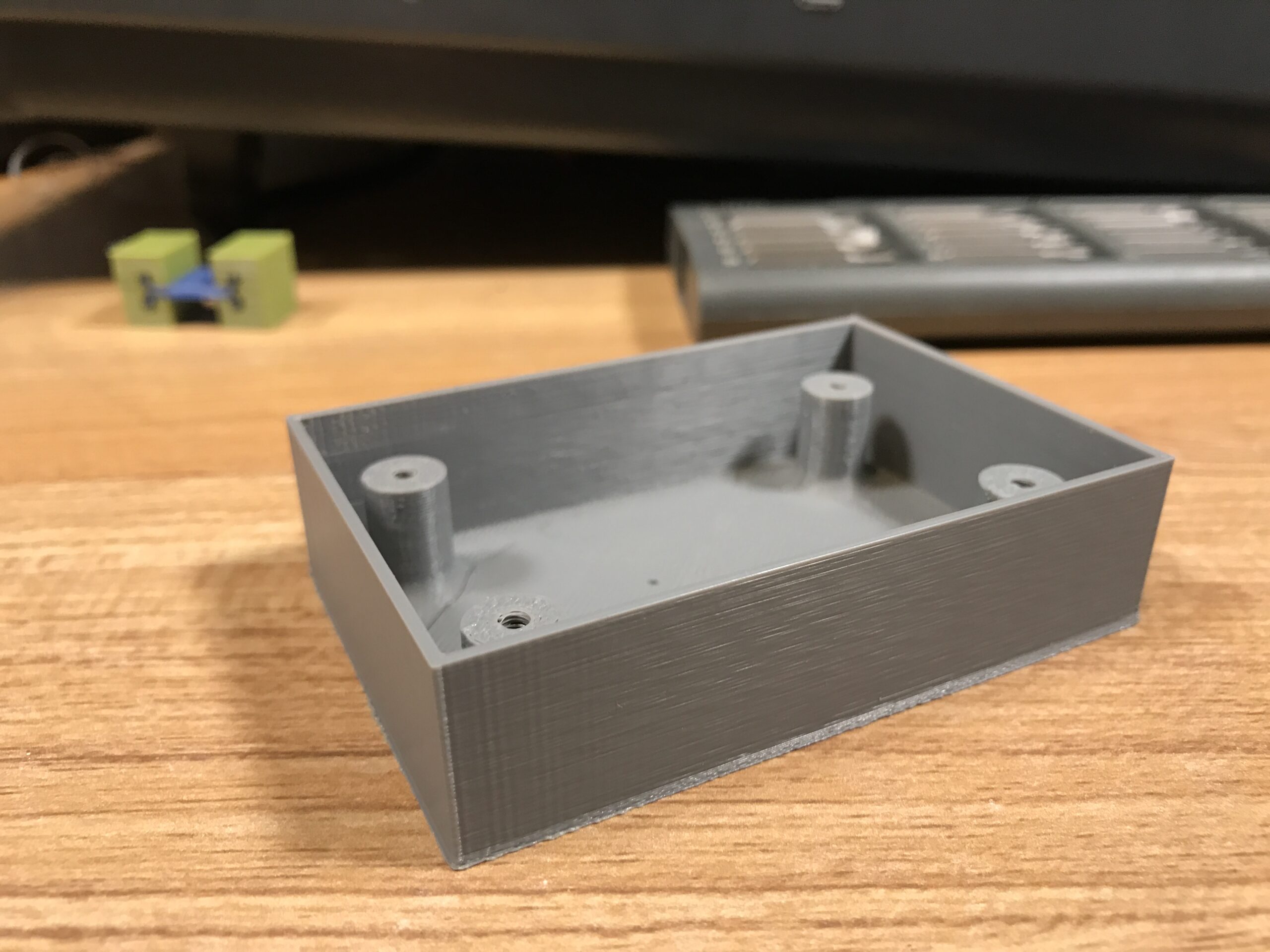
Die Ecken sind genau da, wo sie sein sollen. Kein Warp. Der Innenraum erreicht nach ca. 15 Minuten um die 33°C, nach Ende des Drucks waren wir bei etwas überraschenden 44°C. Auf jeden Fall warm genug. Und ausreichend Haftung auf dem Druckbett für einen absolut problemlosen Druck von ABS ohne irgendwelche Hilfsmittel haben wir auch.
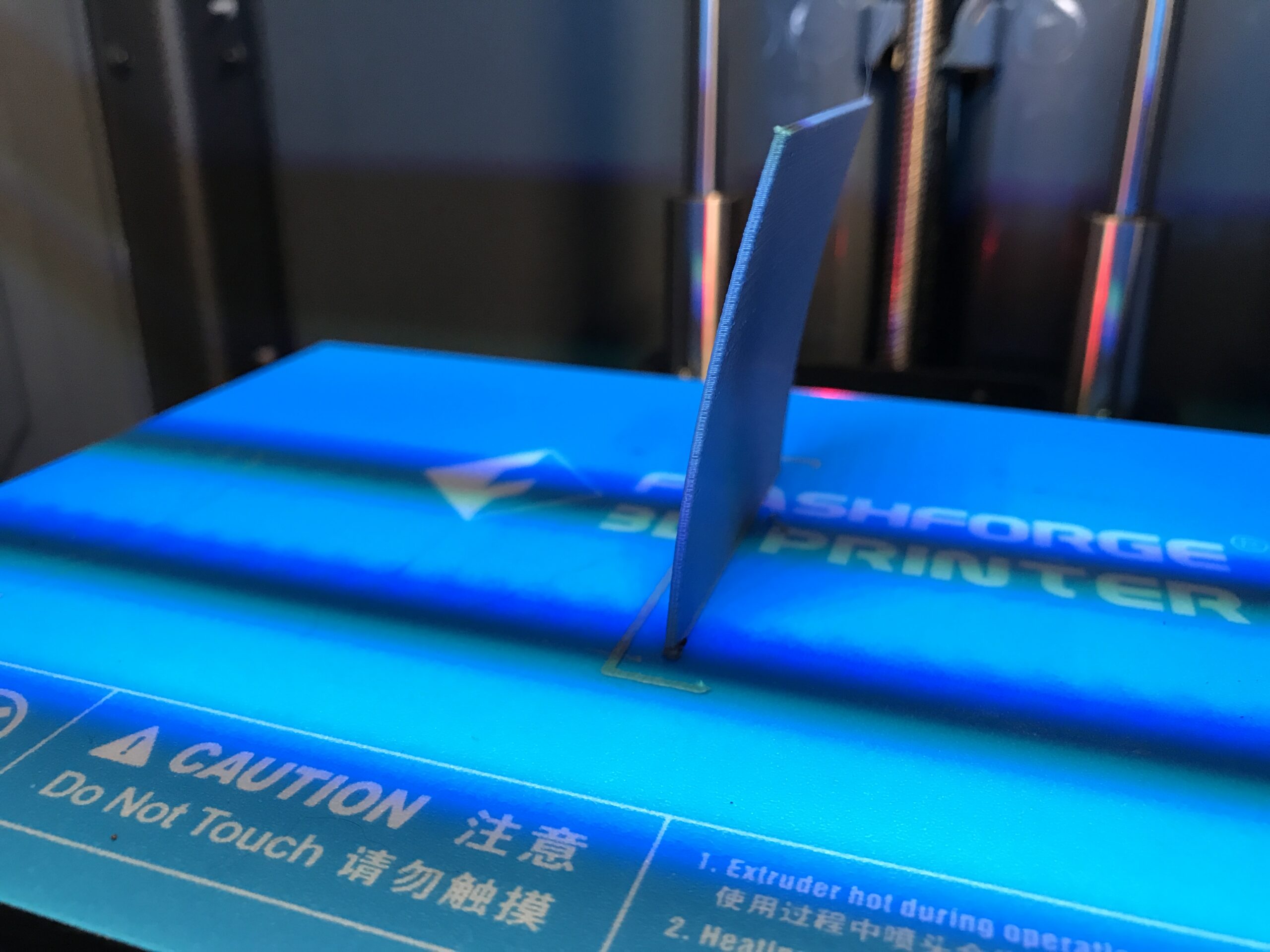
Weils ichs grad brauchte: eine gewölbte Abdeckplatte 1,2mm dick einfach mal ohne Brim/Skirt auf die Kante gedruckt. Sieht im Foto wieder komisch aus, der Druck ist jedoch 100% in Ordnung passte exakt an seinem neuen Einsatzort.
ABS ist mit dem Creator Pro 2 völlig problemlos druckbar.
Hilbert Cube (Beispiel STL aus Flashprint)
in Rigid.ink PLA

Sehr guter Dual-Color Druck. Ok, hier haben wir eine „Manipulation durch den Reviewer“ – weil: das Filament für diesen Druck ist „handverlesen“, es ist sehr unempfindlich was Farbverschmutzung angeht.
Wie es mit weniger gutmütigem Filament klappt, seht ihr im nächsten Testdruck.
Anstatt Wipe-Tower favorisiert Flashforge für den Dual-Druck die Nutzung der Draft-Shield Funktion, also eine zusätzlich gedruckte Wand rings um das Druckteil, bestehend aus je einer Linie pro Farbe/Material. Normalerweise dient es als Schutz vor Zugluft bzw. zum Wärmeerhalt im ABS Druck, hier wird es jedoch als „Tropfenfänger“ genutzt, damit austretendes Filament des inaktiven Extruder nicht auf das Druckteil eingeschleppt wird. Der Vorteil? Ich meine, weniger Materialvergeudung und näher am Objekt als die üblichen Wipe-Tower. Wer mag, kann aber auch den Tower nutzen oder sein Glück ganz ohne versuchen. Ganz ohne gelingt mir zumindest in den Standardeinstellungen des Slicers Flashprint der Dual-Druck noch nicht 100% sauber. Hier hat der 3,5 mal so teure Ultimaker die Nase vorne, der das ganz ohne Shield oder Tower schafft – wie Ultimaker das macht, verstehe ich bis heute nicht.
2-farb Moai
Hier wieder in Flashforge (Sunlu) PLA:

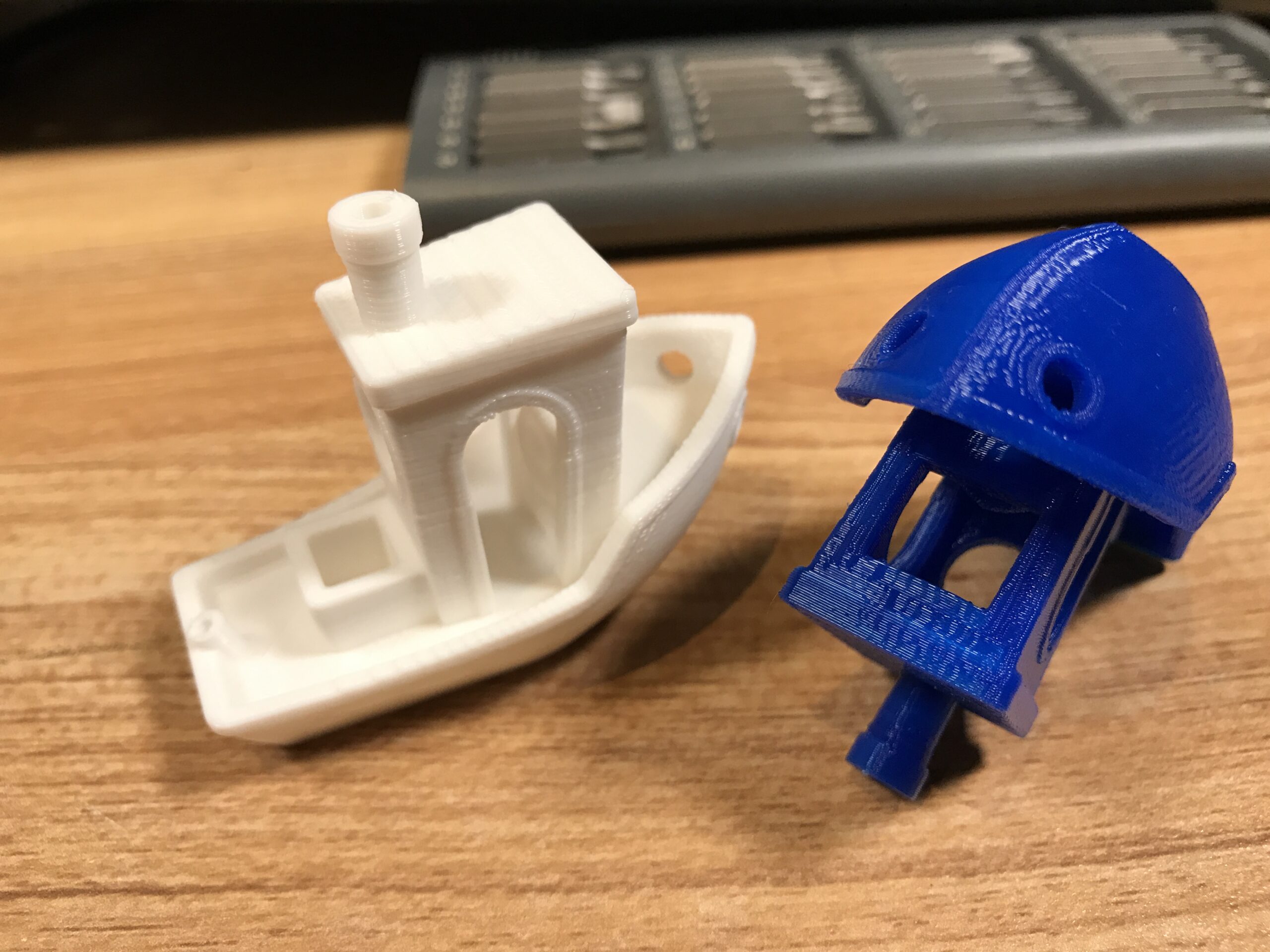
Das Ergebnis ist nicht so schlecht, aber schon aufgrund der Farbverunreinigung für mich faktisch nicht nutzbar, ich bin da sehr pingelig. Mit dem Druck bin ich noch nicht zufrieden. Dass es besser geht, zeigt der Hilbert Cube mit meinem favorisierten und augenscheinlich auch besser eingestellten rigid.ink PLA.
Die Rückseite stimmt schon wieder versöhnlicher:

Aber Weiss ist auch extrem anfällig für Verunreinigungen in der Farbe, der Härtetest quasi. Bei unserem Moai sieht man in den weißen Teilen dann leider auch blaue Verunreinigungen. Meine Vermutung, wir haben noch ein bissl Stringing und das Blau mogelt sich so ins Weiss – hier müsste also noch etwas weiter optimiert werden, damit das sauber bleibt.
Ich denke mal, mit optimierten Settings, hier krankt es noch am Fluss und am Stringing wird das Ergebnis hier noch besser werden. Ich halte fest: so ganz passt das Flashforge Profil nicht zum hauseigenen Flashforge Filament, das geht besser. Ein bissl Rumprobieren für einen sauberen Dualdruck bleibt einem also trotz allem nicht erspart.
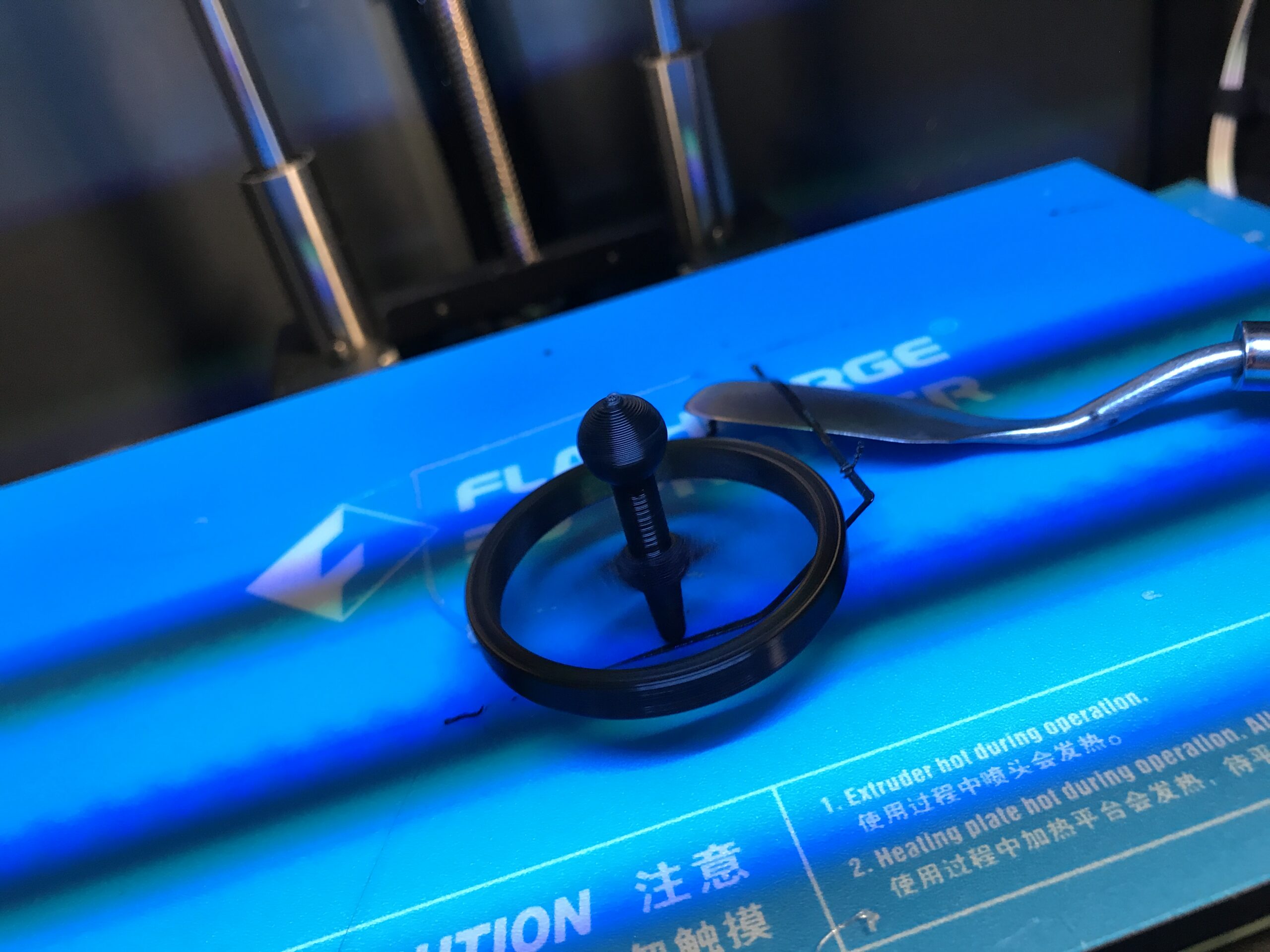
Kreisel
in Rigid.ink PLA mit Flashforge PVA Stützen


Am Ergebnis gibts nichts auszusetzen, die Unterseite (linkes Bild) ist einwandfrei glatt geworden.
Ich druck PVA gar nicht gerne, das Flashforge PVA ist da keine Ausnahme. Teuer ist es dazu noch (1KG PVA kostet gut und gerne 60+ Euro) und ungeschützt an der feuchten Raumlauft ist es in Stunden kaputt. Noch teurer, aber ein bissl besser druckbar ist BVOH z.B. von Verbatim. Hatte ich grad in 1.75mm nicht zur Hand.
In Sachen lösliche Supports hinkt FlashPrint den anderen Slicern noch etwas hinterher: dem Flashprint fehlt die „Support Interface“ Funktion (oder ich bin zu doof, die zu finden). Damit wird möglichst viel der Supportstruktur mit dem (billigen) Primärfilament – hier PLA gedruckt, und nur die Kontaktflächen aus dem (teuren) PVA, das spart bares Geld und PLA lässt sich leichter drucken. Das wäre also Grund, statt mit Flashprint in Cura oder Simplify zu slicen. Da Flashprint jedoch aktiv und ständig weiterentwickelt wird, IDEX Drucker bei Flashforge noch relativ jung sind, kann da schon mal noch was kommen.
Meine kleine Spule
Rigid.ink PLA und Flashforge PVA Stützen


Das, worauf es ankommt, die mit PVA gestützte Überhänge, sind wieder einwandfrei. Gekämpft habe ich allerdings, das hier genutzte Brim wieder weg zu bekommen. Der Boden sieht also schlimmer aus als die eigentliche Problemzone.
Flashforge empfiehlt Brim oder Raft für PVA, weil das PVA nicht so wahnsinnig toll auf dem Druckbett haftet. Ich mag weder das eine noch das andere und werd mein Glück weiterhin ohne versuchen, hat beim Kreisel ja auch geklappt.
Egal, die Flächen über dem PVA Support sind wieder einwandfrei, so muss das sein dazu machen wir den Spaß.
Teststück: Gelenk oder sowas..
rigid.ink PLA und rigid.ink TPU (92 ShoreA)

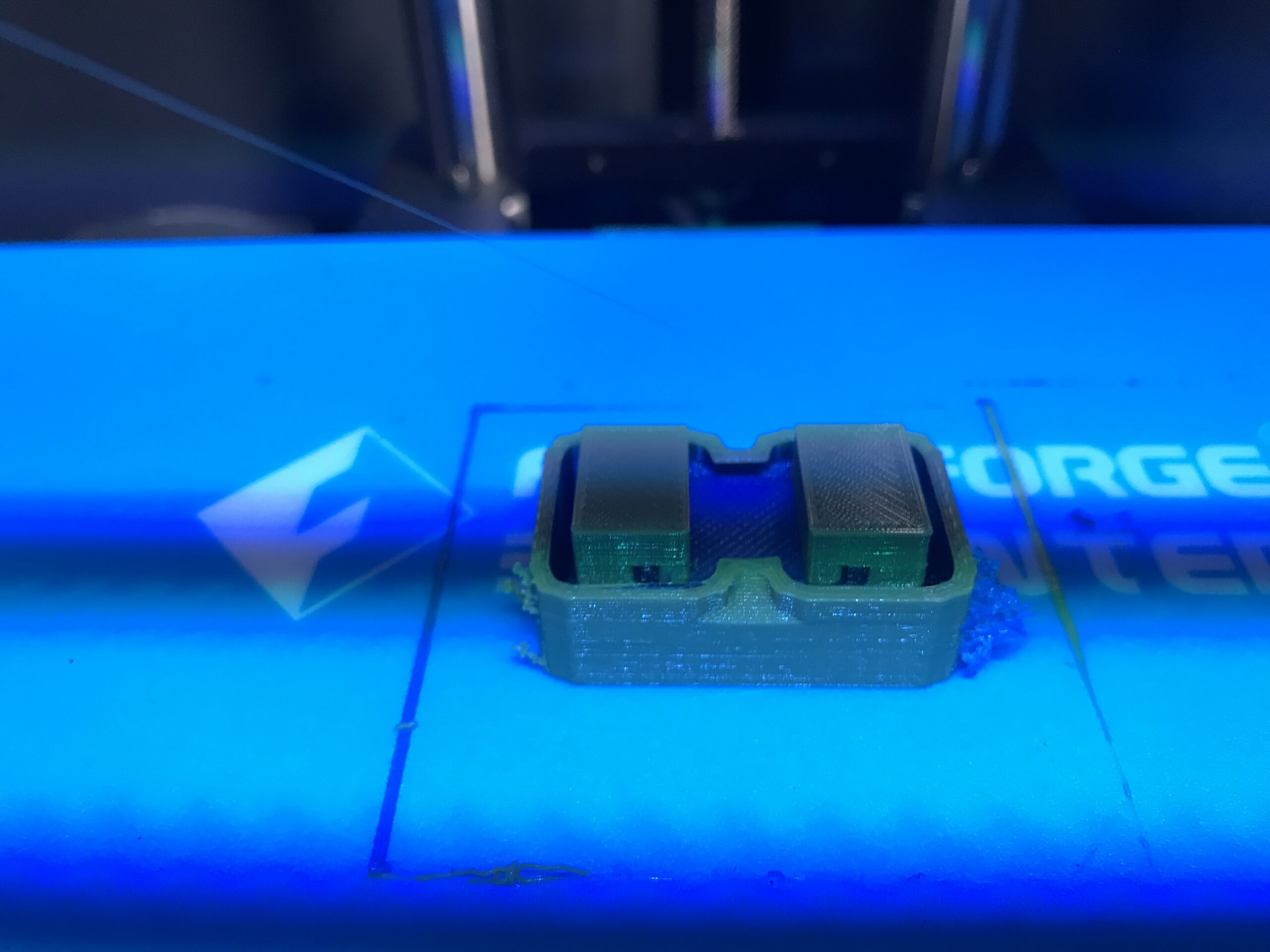
Das biegbare TPU fest eingebettet im PLA.. Wozu, nun, vielleicht irgendwo als Gelenk oder Federung? Egal. Ist gut rausgekommen, obwohl ich etwas Sorge hatte, ob das PLA auf dem TPU hält. Gedruckt recht langsam wegen dem TPU mit 20mm/s.
Mein Fazit
Mit dem Creator Pro 2 gelang Flashforge ein toller Neustart des inzwischen zwar in Ehren aber trotzdem ergrauten Creator Pro (v1) Modells. Das meiner Meinung obsolete Konzept zweier starr nebeneinander montierter Düsen wurde nun in der Version 2 durch ein IDEX System ersetzt, das macht den Creator Pro 2 universeller einsetzbar, denn es hat im Single Druck keine Nachteile und vereinfacht die Nutzung unterschiedlicher Materialien und löslichen Stützmaterial deutlich.
Für mich ist das ein echt toller Drucker, der angefangen von gewöhnlichen Einfarbdrucken inklusive ABS, 2-Farb Drucke, 2 unterschiedliche Materialien bis hin zu Drucken mit löslichen Stützen die meisten denkbaren Anwendungsfälle gut abdeckt, ohne dabei die Portokasse komplett zu sprengen.
Und das Ganze auch noch komplett eingehaust, ideal auch für ABS (und ABS mit HIPS löslichen Stützen), ohne Basteln, aus der Box raus – wieder ein Drucker für Leute, die ein Werkzeug und kein neues Hobby „am Drucker basteln“ suchen. Ganz mein Beuteschema.
Ich hab nur einen Kritikpunkt: das Druckbett könnte größer sein. Will man einen der 2 IDEX Modi Klonen oder Spiegeln nutzen, gehen nur noch sehr kleine Druckteile. Ok, zwei: er ist auch sehr laut.
Trotz all der Begeisterung über diesen tollen neuen Drucker: einen Dual Extruder und insbesondere den Zirkus mit PVA tut man sich nur an, wenn man es wirklich braucht. In der Praxis vermeide ich Drucke mit PVA wie der Teufel das Weihwasser. Aber hin und wieder gibt es einen Druck, da gehts nicht anders. Und dann ist, wenn das Druckbett ausreicht, der FFCP2 eine gute Wahl.
Werbung:
Ich hab mir den Drucker von eigenem Geld bei 3djake.de bestellt. Der Drucker kostet da regulär 899,- Euro, ajtuell nur noch 750,- und ist sein Geld angesichts der breiten Anwendungsmöglichkeiten wert. Lieferung wie immer super schnell und zuverlässig, ich kaufe da gerne ein.
Ich nutze das Programm FlashPrint. Was muss ich dort auswählen bei Material für das TPU bzw. das flexible Filament von flashforge???
Mein Flashprint hat kein Eintrag für TPU, ich nehme PLA, dann die Temperatur eventuell etwas höher und die Geschwindigkeit erst mal drastisch runter (20mm/s?). Danach einfach als eigenes Profil abspeichern.
ja, das habe ich probiert … aber irgendwie druckt das nicht so richtrig. es druckt etwas und dann nach ein paar min oder manchmal nach sekunden kommt kein material nach -.-
Schalte mal testweise den Einzug (Retract) aus. Hilft das was?
wo kann ich das denn einstellen?
Expertenmodus -> Allgemein, dort bei Rückzug.. Aus geht anscheinend nicht, dann setz ihn mal ganz kurz: 0,1mm oder so.
okay ich schaue mal
dort steht noch extruder geschwindigkeit… das auf 35mm/s lassen?
Ist bei mir auch auf 35mm/s.. Mach doch am Besten mal ein Forenthema dazu auf
https://drucktipps3d.de/forum/topic/flexible-filament-drucken/#postid-149813
Ich nutze das Programm FlashPrint. Was muss ich dort auswählen bei Material für das TPU bzw. das flexible Filament von flashforge???
Muss ich das flexible Filament mit Tür zu und Haube drauf drucken??
Ich druck TPU komplett offen. Und nicht zu schnell. Es sind nur MK8 Feeder.
alles klar, beim hertseller steht 180 – 220 grad und 20-40 mm/s
Danke Stephan für den ausführlichen Bericht.
Inzwischen kostet er bei 3Djake nur noch 749,- 🙂
Den Bresser Rex2, der nahezu baugleich zu sein scheint, hab ich bei Amazon um 660,- gesehen.. (Achtung Rex 1 ist DualExtruder, nicht Idex)
Ähm, meinst du eher den T-Rex2? Der Rex2 sieht eher nach dem Guider aus
Ja, stimmt.. Bresser T-Rex / T-Rex 2.. nicht Rex.
(der Sonderpreis hat sich inzwischen auch erledigt bei Amazon sehe ich grad)
Schöner Bericht. Habe gestern meine Crator pro 2 bekommen. Die Transportsicherung haben Sie verbessert. Die beweglichen Teile waren mit 8 riesigen Kabelbindern gesichert. Für den Fall, das sich die Querträger doch verschieben, war auch gleich das richtige Werkzeug dabei um das Problem zu lösen. Bis jetzt bin ich sehr zufrieden mit meinem neuen Drucker. Muss mich halt noch ein wenig umgewöhnen mit den GX Dateien und weg von der Ender Denke.
Ja super Bericht. Danke. Ich bekomme demnächst den BRESSER T-Rex2 = FFCP2 und TENLOG TL-3d pro zum testen. Und werde mich für einen der beiden entscheiden müssen. Der TENLOG lockt mit seinem grossen Bett. Hat jemand aktuelle Praxis mit den beiden bzw. Empfehlungen. Sind die beiden ansonsten überhaupt vergleichbar ?
Danke, josef
Vielen Dank , Stephan für den interessanten und hilfreichen Test und Bericht.
Da ich nun, nach einiger Zeit mit positiven Erfahrungen mit den Adventurer 3 und auch dem Anycubic I3 Mega S nach einem Zweifarbendrucker nun schiele, überlege ich nun den Creator zu kaufen.
Es wäre schön, zu erfahren, ob in den letzten drei Monaten seit Deinem Test, gravierende Erfahrungen hinzu gekommen sind.
Herzlichen Dank!
Ich hab leider in letzter Zeit nichts weiter mit dem FF gedruckt, kann also derzeit nichts neues ergänzen.
Hey, schicker Bericht, muss ich meinen nicht aufschrauben. Kann man die Stepper driver denn tauschen? Ich hab mal gehört die sind beim Vorgänger FFCP zumindest falschrum im Vergleich tu den TMC 2209 oder sowas?
Weil dieses gedudel ist tatsächlich etwas nervig, mit Lüftern kann ich leben.
Sonst teile ich deine Ansichten denk ich auch, hab den Creator 3 hier stehen, der natürlich mehr kann, aber „die Mikrowelle“ hat find ich nicht an der falschen Ecke gespart im Vergleich.
Also gesteckt sind die ja schonmal, damit müsste man auch 2209 nutzen können, was die Richtung angeht, einfach nach dem DIR Pin schauen und entsprechend das neue Modul ausrichten. was ich nicht weiss, ist wie es mit der Anbindung selbst aussieht, ich vermute mal jetzt einfach mal, dass die wahrscheinlich nur im Legacy Mode laufen, aber das ist ist frei geraten und nicht geprüpft.
Moin Tilman,
kannst du deine Erfahrungen mit dem Creator 3 mit mir teilen?
Bin am überlegen mir den zu zulegen. Ggf den 3 pro. Kommt im August in China.
Die Ergebnisse sind ganz okay für „Plug and Play“. Aber sicher noch nicht das Optimum. Schade finde ich bei dem Preis, dass kein Filamentende Sensor, kein Bettlevel-Sensor, kein Powerloss Resume verbaut ist und stattdessen die unnötige RGB Innenbeleuchtung wie beim Vorgänger. All diese Funktionen bieten aber 3D-Drucker, die im Preissegment sehr sehr deutlich unter dem FFC2P liegen. Zwar oftmals ohne geschlossenes Gehäuse, aber da ist ja schnell ein Gehäuse für günsties Geld selbst gebaut. Normalerweise scheuen sich 3D-Druck-Fans auch nicht vor einem DIY-Gehäuse.
Interessant ist natürlich der zweite unabhängige Extruder. Ich nutze momentan einen FFCP, also den Vorgänger, mit Dual-Extruder, bei dem der zweifarbige Druck bisher noch nie so wirklich sauber funktioniert hat. Wäre interessant, ob da also noch was rauszuholen wäre. Wäre mir persönlich den Preis aber dennoch nicht wert.
sehr guter Bericht Stephan,
vor allem da es so wenig über IDEX gibt echt Top
die Sache mit dem Querbalken gabs bei mir ein Flashback das hatte ich bei meinem x-plus auch musste erst eine Leiter nehmen um das genau von oben zu sehen 😉 beherzt eigegriffen ratter ratter und dann ok
Warum erinnert mich da so viel an den guten alten Dremel? Ahja! War ja auch „nur“ ein Flashforge! OK! Der hier hat schon deutlich mehr zu bieten aber der Bauraum… Sonst kann man wohl nicht viel meckern. Leider scheppern diese Kisten schon recht hörbar. War beim Dremel nicht anders als beim 4Max. Da könnte doch mal einer für ein wenig Abhilfe sorgen und paar Dämmmatten einsetzen. MK-8… naja! Gewiß gibt es bessere, ob die nun unbedingt untersetzt sein müssen, das Teil von Creality ist auch ohne Untersetzung sehr gut, es gibt auch brauchbare MK-8 und ich hoffe mal, der ist besser als am alten Dremel. Den hab ich zu oft auseinander nehmen müssen. Idex ist schon ne feine Sache! Da läßt sich auch ordentlich mit Stützmaterial drucken. Danke für den Testbericht!
Danke, für Deinen Einsatz und Test!
Wer eine Druckmaschine haben möchte, bei der die Lautstärke relativ egal ist, wird hier mit einem guten Drucker bedient. Schön, das es auch sowas gibt.
Danke Stephan für den ausführlichen Testbericht. Ist ein feiner Drucker.
Für mich genügt aber schon Kritikpunkt 2 (sehr laut)
Das geht in meiner kleinen Welt nicht. 🙁
Und irgendwann werde ich müde, Treiber und Lüfter komplett zu tauschen. Manchmal geht das auch nicht ohne großen Aufwand.
Wieder ein absolutes Qualitätsprodukt aus dem Hause FlashForge.
Danke für den ausführlichen Test und viel Spaß mit dem neuen Drucker!
Sagt unser Flashforge Fanboy. 😉
Nein, die Flashforge sind schon klasse, wenn man einfach drauflos drucken und nix basteln will.
Ich bastel auch gern-aber eben mit den Druckerzeugnissen und nicht am Drucker. 😉
Schöner Drucker und sehr informativer Bericht, Stephan, Danke!
Aber Du hast recht, ich finde diese simplen Mk8 Extruder einfach nicht mehr zeitgemäß.
Für mich gibt es nur noch untersetzte Dual Drive wie die BMG (Klone). Die sind auch nicht größer, kaum teurer, aber viel zuverlässiger beim Vorschub auch von problematischen Filament.
Scheint ja eine Antwort auf die Frage zu sein, was diejenigen kaufen, die nicht basteln aber für die Zukunft alle Optionen offen haben wollen.
Schöner Überlick, Stephan!
Interessanter Drucker.
Danke für den Bericht.