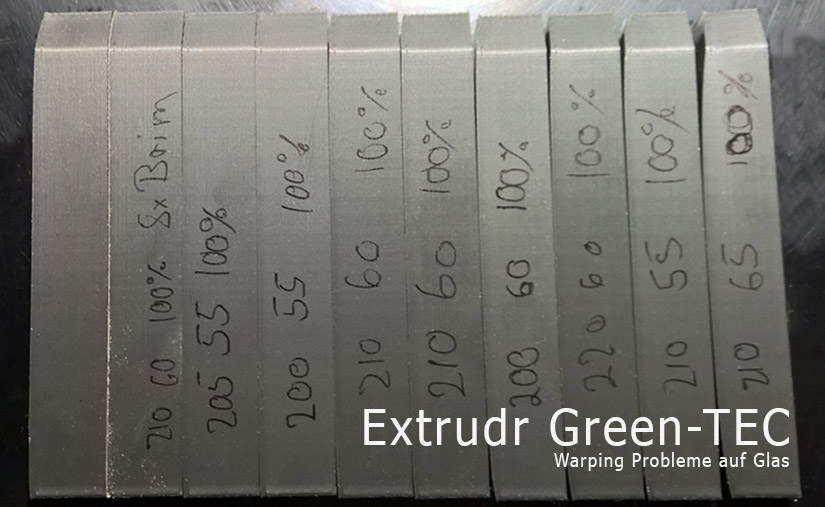
Extrudr Greentec auf dem Glasbett des Ultimaker2+
Da habe ich im letzten Post das Extrudr Green-Tec im Dremel so gelobt und jetzt klemmts im Ultimaker 2+. Da sieht man mal wieder, das mit den Filament Tests kann von Drucker zu Drucker komplett anders ausfallen.
Während im Dremel 3D20 mit seinem unbeheizten aber mit BuildTak überzogenen Druckbett das Extrudr GreenTEC auf Anhieb gute Ergebnisse brachte, war auf dem beheizten Glasbett des Ultimaker 2+ erst mal Land unter, der erste Test mehr als bescheiden. (Spricht für die Tauglichkeit des original BuildTak meiner Meinung).
Ich hab eine gewisse Abneigung gegen Kleberschmiere oder Rumsprayen, wenn es sich irgendwie vermeiden lässt. Also habe ich mich ein paar Stunden hingesetzt und Warping Tests gedruckt. (Auszug aus den gesammelte Werken siehe oben).
Auf der Suche nach gut funktionierenden Druckeinstellungen mit möglichst wenig Warping bin ich dann nach und nach bei folgenden Einstellungen gelandet:
- 0,2 mm Schichten
- erst 0%, dann 100% Lüfter nach der ersten Schicht
- die erste Schicht ebenfalls 0,2 mm.
- 0,4 mm Düse
- beheiztes Glas Druckbett des Ultimaker 2+
Bei 210°C an der Düse und 60°C war das Ergebnis zwar ausreichend, aber auch nicht wirklich gut. Ein Rand (englisch: „Brim“) mit 8 Linien Breite hielt das Teststück dann zwar zuverlässig auf der Platte, aber Brim mag ich halt grad auch nicht unbedingt, vor allem weil das Abschleifen oder Abkratzen mit dem Entgrater hier beim schwarzen Green-Tec hässliche weiße Ränder gibt:

Geschliffene Kanten werden weiß – darum mag ich kein Brim
Die ersten guten Ergebnisse hatte ich dann bei 205°C Düsentemperatur und 55°C Betttemperatur (nacktes Glas):

Immer noch bissl Warping, aber damit kann ich Leben
Leider sah es bei 0,1 mm Schichten dann wieder anders aus. Fortsetzung folgt …?
Zwischenfazit:
Mir scheint, als ob das GreenTec mit den Temperaturen schon sehr pingelig ist, der Margin of Error erscheint mir bei normalen PLA doch deutlich höher und und die Neigung zum Warping ist bei PLA merklich geringer. Der Griff zu Haftverbesserern, zumindest ein Brim, würde also durchaus Sinn machen, mit Uhu Klebestift oder Haarspray oder eben BuildTak etc. sollte das Problem dann gegessen sein.
Langer Rede kurzer Sinn: einfach mal mit den Settings spielen, einen ersten Anhaltspunkt konnte ich hier ja vielleicht schon mal geben. Aber ich muss ehrlich sagen: Ich glaub ich drucke das künftig auf BuildTak und damit im Dremel, so oft brauch das eh nicht.
Aber mal von all dem Genörgel abgesehen: der eher matte Glanz und die schönen Oberflächen von Green-Tec haben es mir durchaus angetan, die Hitzebeständigkeit bis 120°C und zähe Stabilität noch viel mehr. Nur der Preis ist mit 56 Euro pro 1 kg Rolle GreenTEC (in Schwarz, Weiss, Blau oder Rot erhältlich) immer noch eine große Spaßbremse. Aber für Sonderfälle, wo man eben diese Spezial-Eigenschaften für seine Druckstücke braucht, ist Extrudr GreenTEC eine sehr sinnvolle Ergänzung im Regal eines 3D-Druck Fans und gefällt mir zumindest besser als das noch viel pingeligere Stinke-ABS.

Benchy gedruckt mit Extrudr Greentec in 0,1 mm Schichten – bissl Stringing
Alles zum Benchy gibts auf der 3DBenchy Homepage
Extrudr GreenTec wo kaufen?
Die Filamente des österreichischen Herstellers Extrudr gibts auf der Extrudr Homepage, bei 3DJake.de oder auch bei Amazon.de, teilweise auch im Prime Angebot.
Hallo,
es gibt ein Update bei den Green-Tec Farben.
Neu hinzu gekommen sind
– Anthrazit
– Natur
– Silber
Auf Anfrage verschickt eXtrudr auch Proben Ihrer Filamente.
Gruß
Gregor