TronXY XY-3 SE
Ich habe bekannter Maßen eine diagnostizierte TronXY Allergie, jedoch wird der TronXY XY-3 SE als DualExtruder-Laser Kombi angepriesen und steht somit im direkt Vergleich zu dem von Uwe getesteten Lotmaxx Shark V2.0, den ich selbst auch nutzen durfte und in dem Bereich der Kombi Geräte zu schätzen gelernt habe. Grund genug also, mich selbst mit einer Dosis TronXY homöopathisch zu behandeln.
Der TronXY XY-3 SE wurde uns freundlicherweise, kostenlos von Geekmaxi für einen Testbericht zur Verfügung gestellt.
Nun ja. Die Frage nach dem Ergebnis meiner Selbstbehandlung hier lautet: Wie sag ich´s meinem Kinde? Die Antwort darauf: Am Besten gar nicht!
Ich versuche es aber mal mit einem kleinen Ausblick auf das Ende des Berichts: Wenn er druckt, druckt er wirklich gut. Wie man da allerdings hinkommt, lässt sich nur schwerlich in wohlwollende Worte packen, aber fangen wir einfach mal ganz nüchtern und unvoreingenommen an.
Technische Daten
Hier mal die wichtigsten Daten von der Homepage kopiert. Der Rest ist eh das übliche Loblied auf die Accuracy und andere Werte, die sich bei kaum einem Hersteller unterscheiden und bei den wenigsten auch den Tatsachen entsprechen.
Interessanter Weise wird er hier als Single Color Drucker deklariert. Dazu gibts aber später eine mögliche Erklärung.
 |
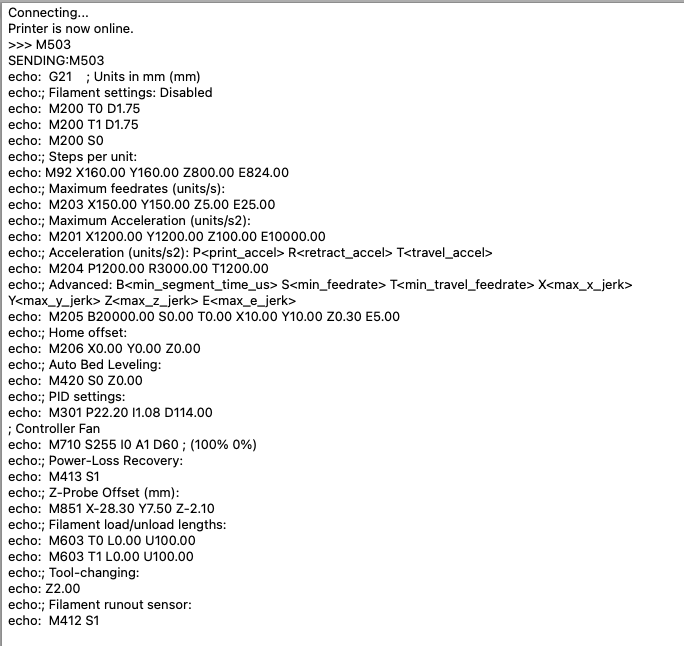
In Pronterface meldet er sich folgendermaßen:
 |
Der Lieferumfang
Der TronXY XY-3 SE kommt als Bausatz, ist aber zu gut 95% vormontiert. Es benötigt eigentlich nur 8 Schrauben um den Z-Rahmen an der Basis zu montieren und 3 Kabel, die man einfach aufstecken muss. Glück hat, wer vernünftiges Werkzeug besitzt und parat hat, denn die Schraubenlöcher sind teils zu eng gebohrt und teils einfach nicht richtig platziert, Es benötigt demnach schon Kraft und Geduld, bis man acht Schrauben eingedreht hat. Das überlebt in der Regel so ein mitgelieferter Innensechskantschlüssel nicht und die Schraubenköpfe, wenn man sie damit bearbeitet erst recht nicht.
Das Zubehör wirkt üppig, während die Schrauben alle abgezählt sind. Zumindest waren aber alle dabei. Das habe ich schon anders erlebt, wenn ich an meinen „heißgeliebten“ X5SA-400 denke.
 |
 |
| Im Karton ordentlich verpackt finden sich in wenigen übersichtlichen Fächern alle Komponenten des Bausatzes. | |
 |
 |
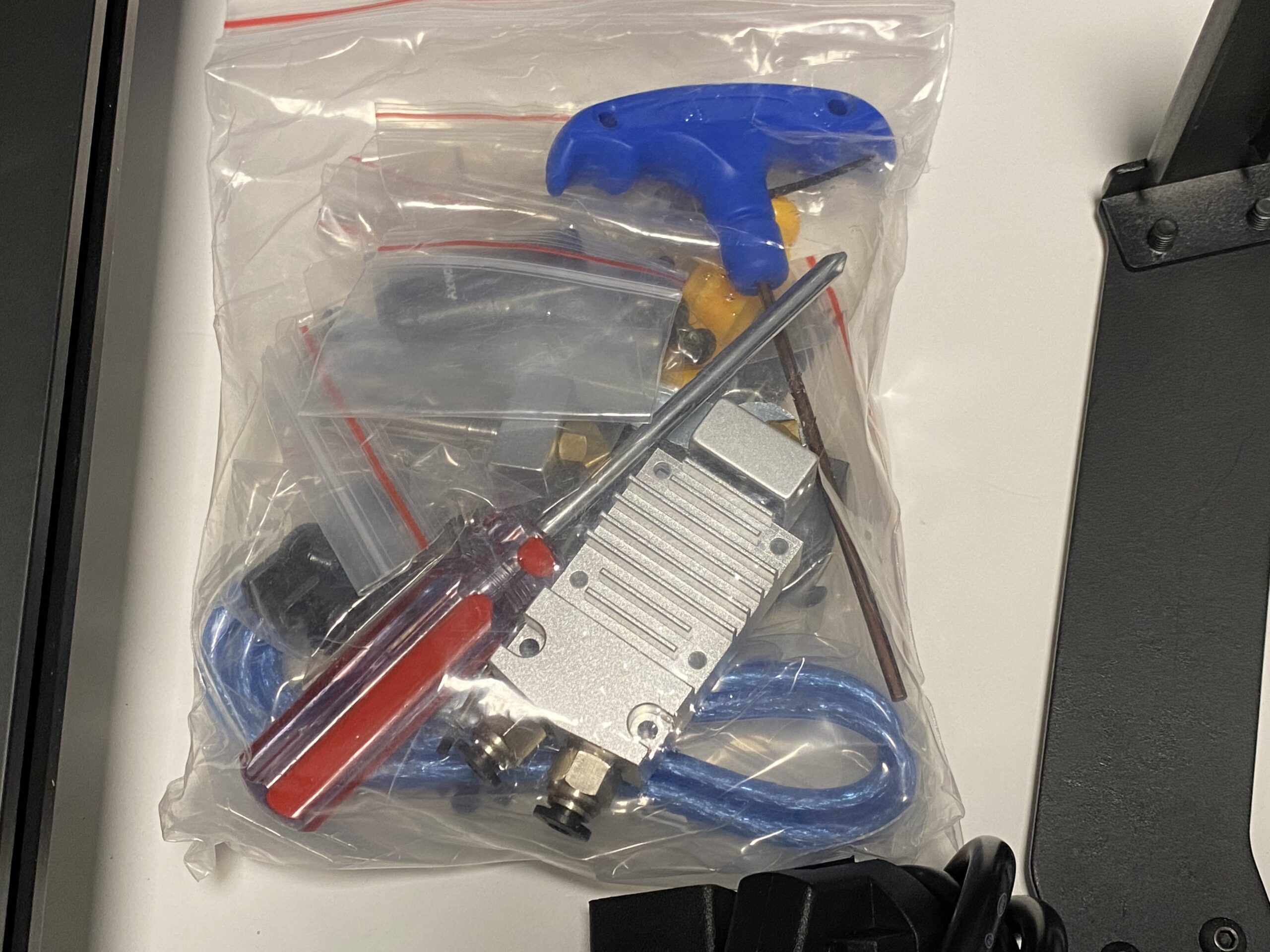
| Ausgepackt expandiert es dann zu einem üppigen Zubehör-Haufen, der allerdings auch nicht mehr beinhaltet als unbedingt nötig ist. Hier zählt der Schein mehr, wie z. B. die schicke Hülle für die leider qualitativ nicht sonderlich herausstechende Schutzbrille | |
Die Ausstattung
Hier treffe ich auf die erste Überraschung bei dem eigentlichen DualColor Drucker. Er hat ab Werk ein Single Hotend verbaut. Ein proprietäres MK8 ähnliches Hotend. Das 2in1 Hotend wird als Zubehör mitgeliefert.
 |
 |
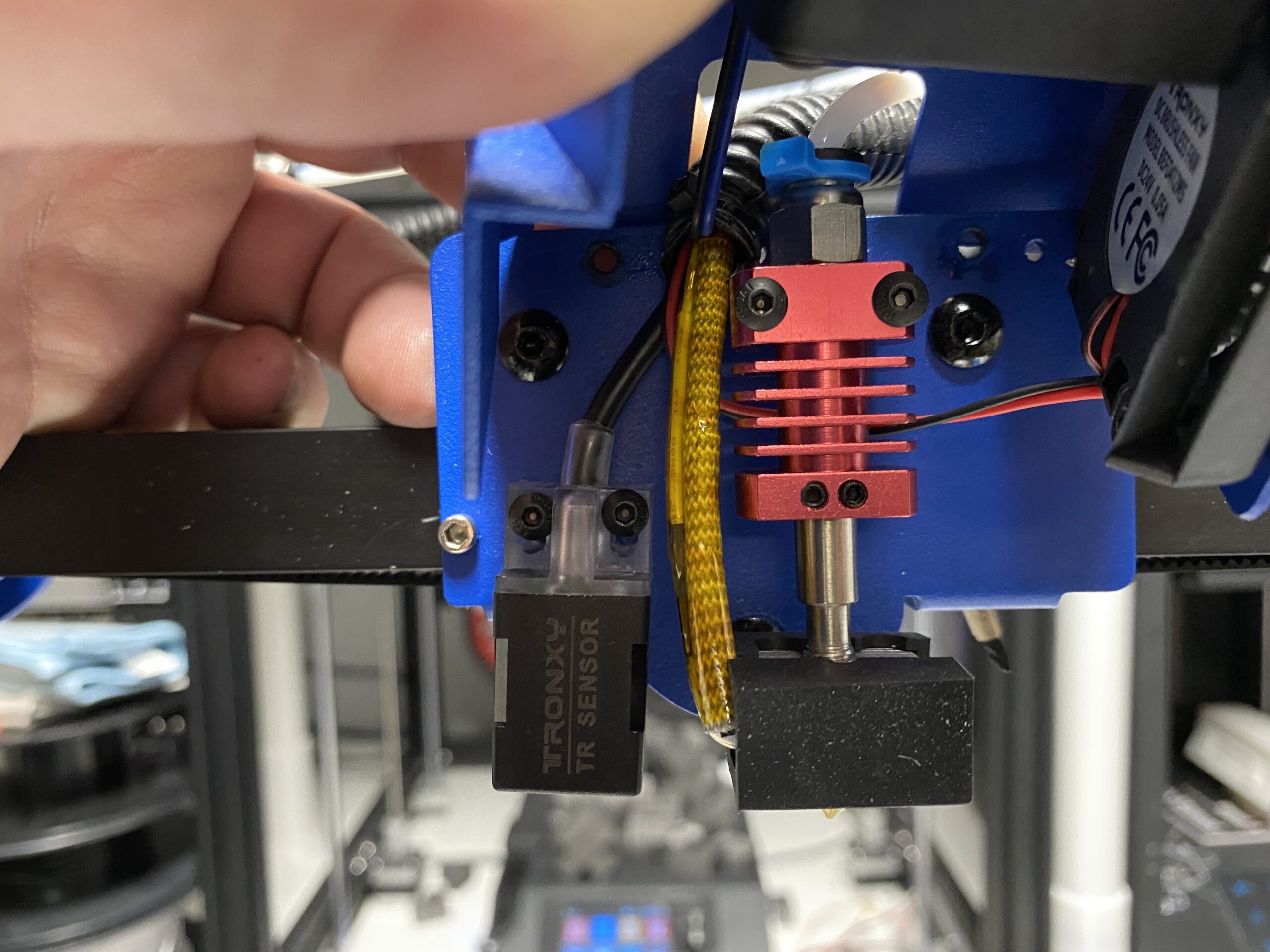
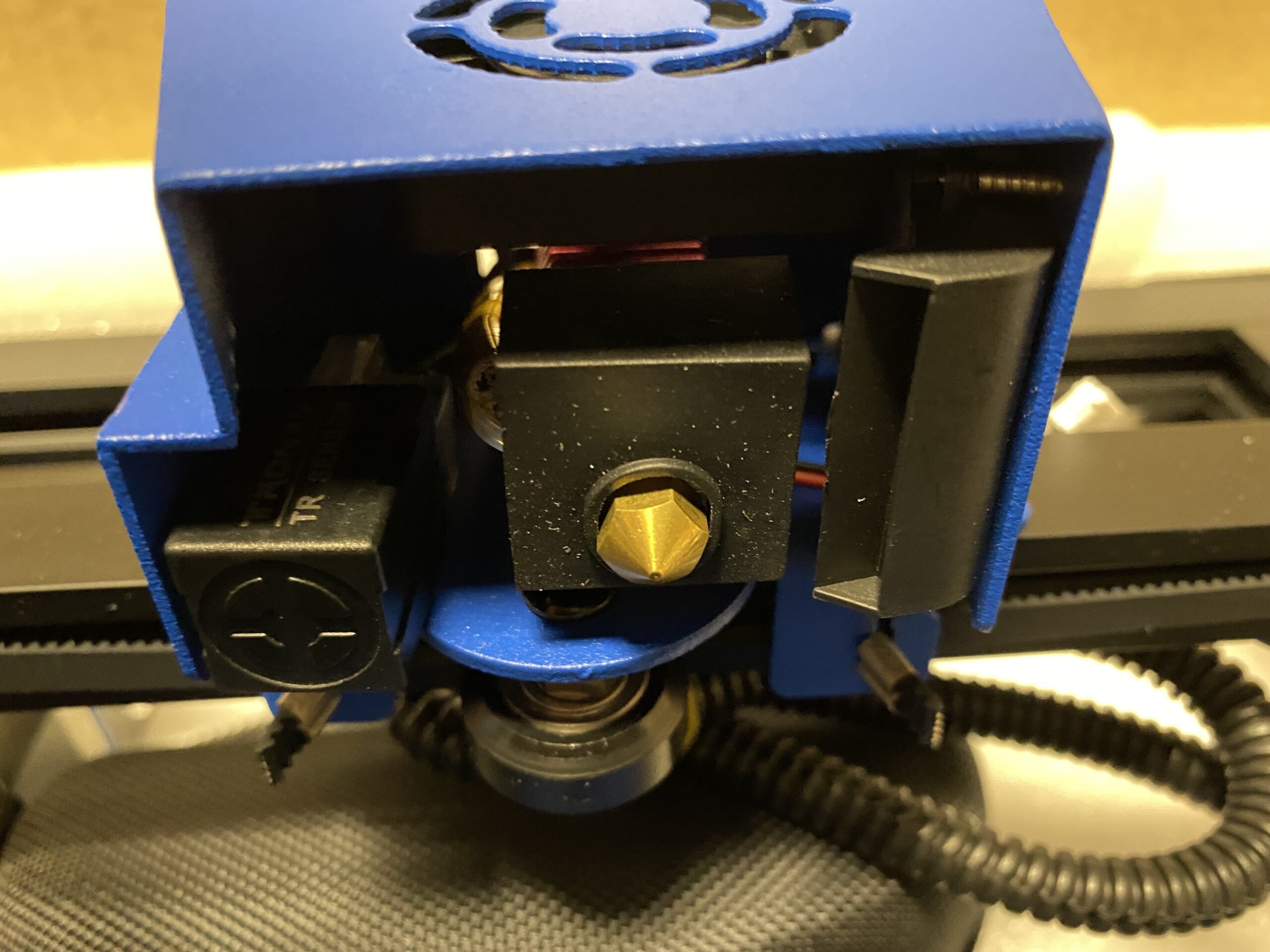
| Ich komme später noch einmal auf das Hotend zurück. Hier sieht man aber bereits, dass man den Drucker vor Inbetriebnahme besser einmal komplett durchcheckt, denn der Sensor ist schief eingebaut und macht in dieser Einbaulage doch recht viel Ärger bei der späteren Einrichtung. | Das 2in1 Hotend für DualColor Drucke liegt lose im Zubehörbeutel und muss, will man es nutzen sehr umständlich zuerst eingebaut werden. |
Zudem finden wir einen Dual Z Aufbau mit bereits verbautem Synchronriemen, was darauf schließen lässt, dass wir kein echtes Dual Z haben, sondern sich die beiden Motoren einen Treiber teilen. Die Bauteillüftung ist einseitig, wobei das eigentlich dem Standard entspricht und üblich ist. Platz genug wäre aber unter der Druckkopfabdeckung genug gewesen um sie beidseitig zu installieren.
 |
 |
Der Riemenspanner der Y-Achse ist unter einem angeschraubten Blech versteckt. Gut, so oft muss man da nicht dran, aber ab- und anschrauben muss heute nicht mehr sein. Da gibt es wesentlich bessere Lösungen um die Riemen zu spannen.
 |
 |
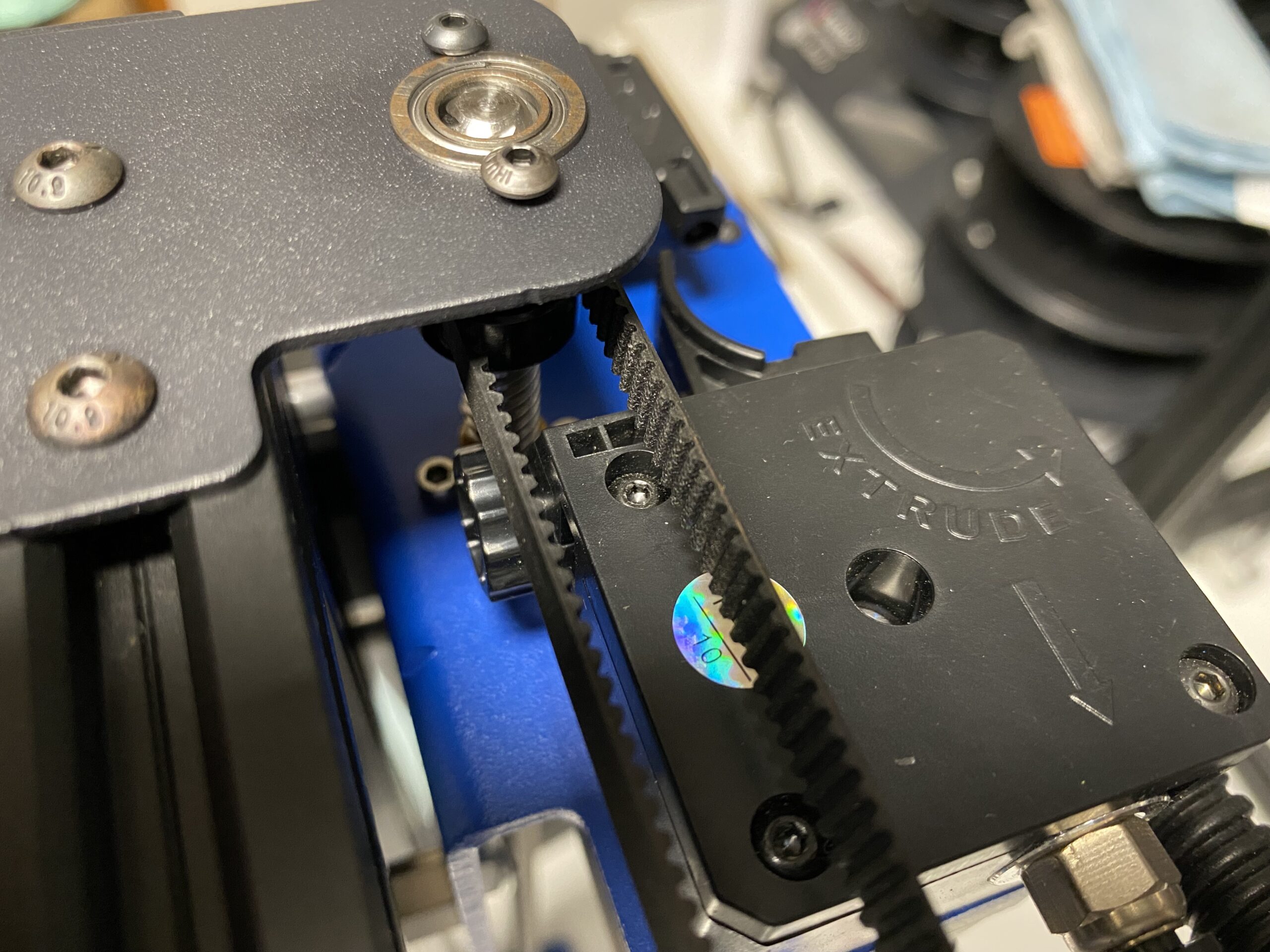
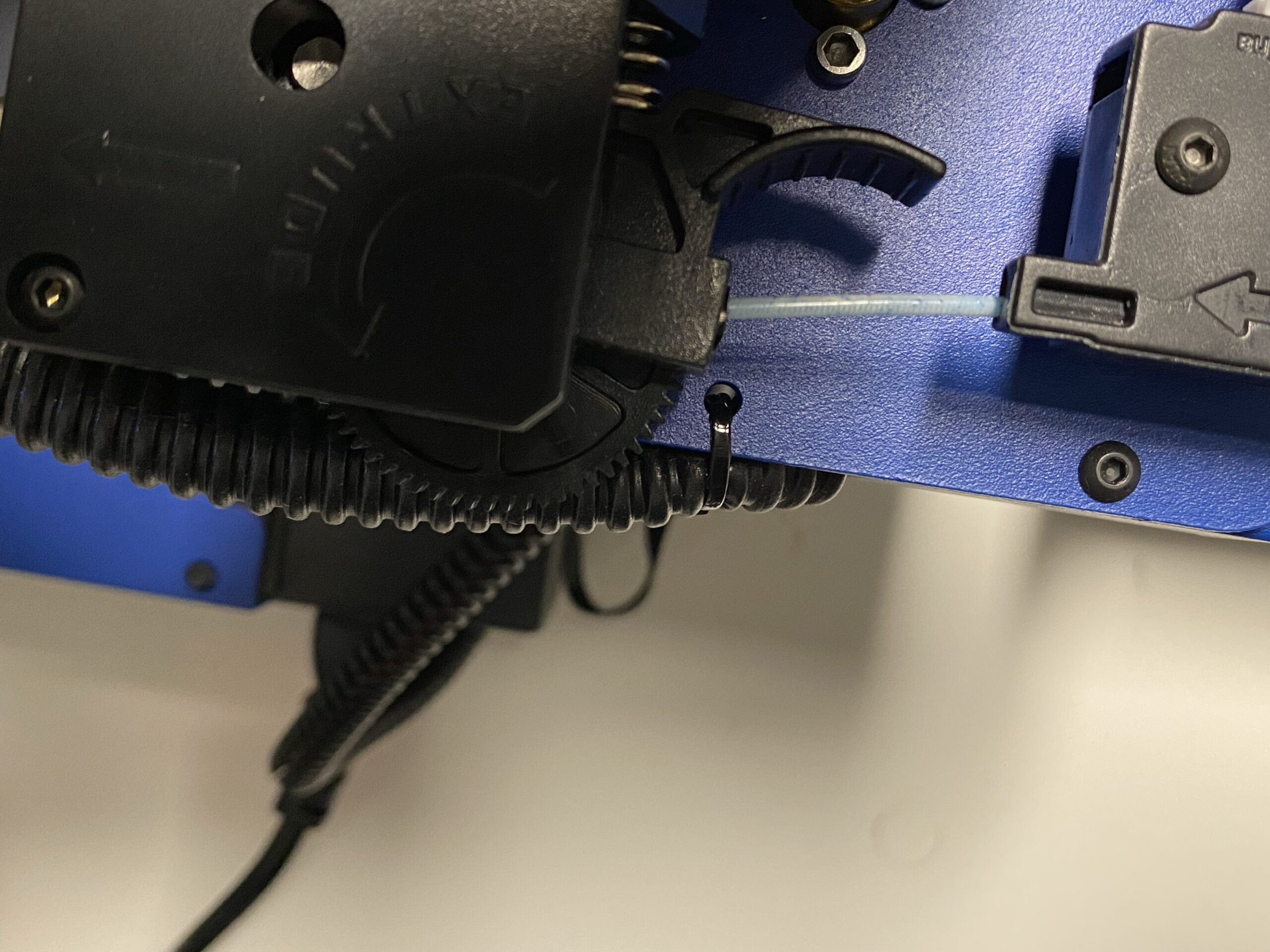
Für den Filamentantrieb sorgt ein Titan-Extruder, der auch bei den Anycubic Geräten wenig Anlass zur Kritik gibt, wenn man den Rückmeldungen zu dem Thema trauen kann. Ich selbst mag diese Extruderart nicht, wobei ich mit dem hier auch keine Probleme habe. Obwohl man das annehmen könnte, wenn man sich den Filamentverlauf vom Sensor zum Extruder so anschaut. Und apropos Filamentsensor: Hier darf man sich nicht wundern, wenn für den ersten Druck kein Filament durchgeschoben werden kann. Was man allerdings dafür nach einem Werkstest-druck tun muss, um den so dicht zu bekommen, dass nur noch eine Zange hilft, möchte ich mir nicht vorstellen.
 |
 |
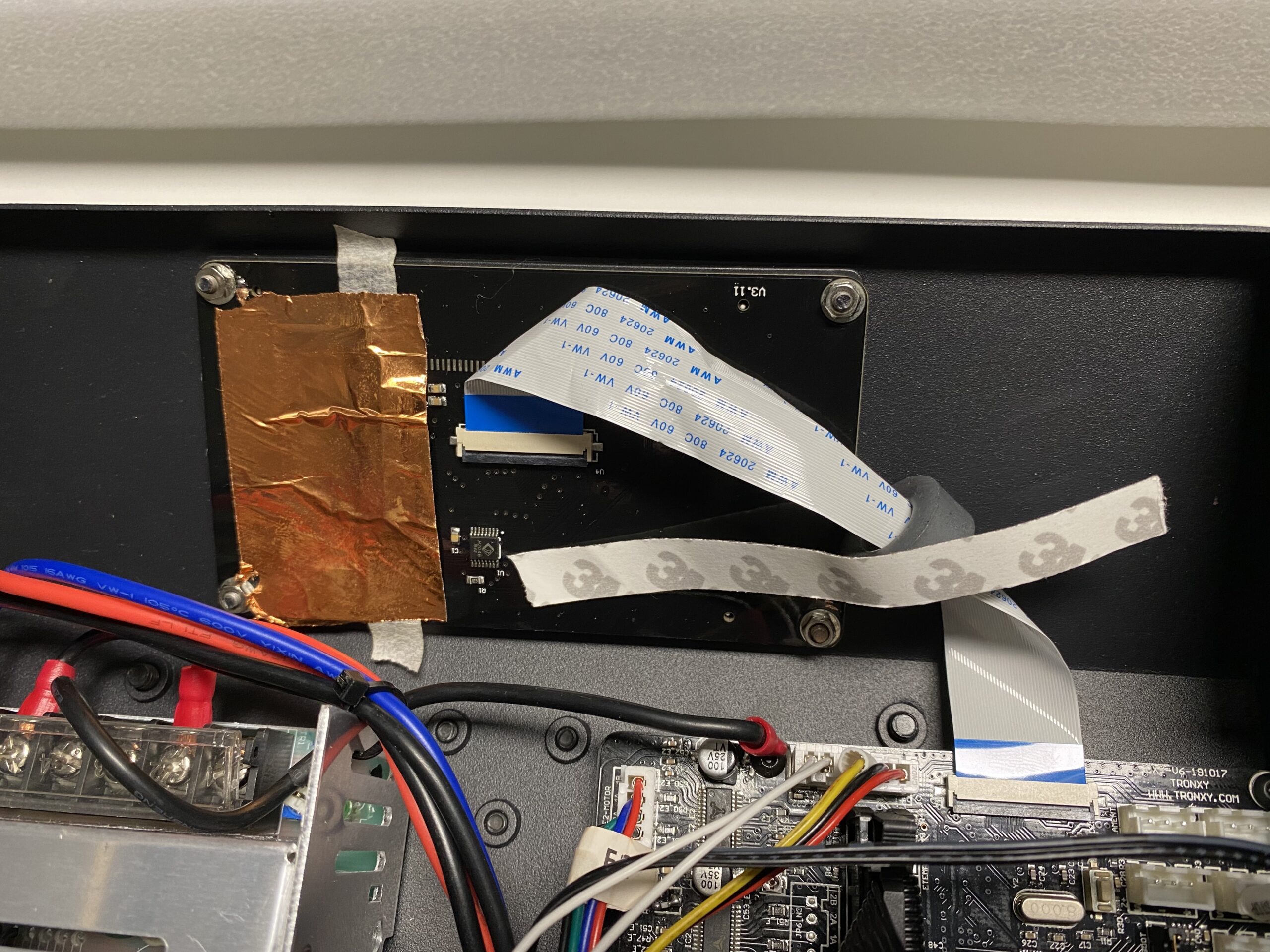
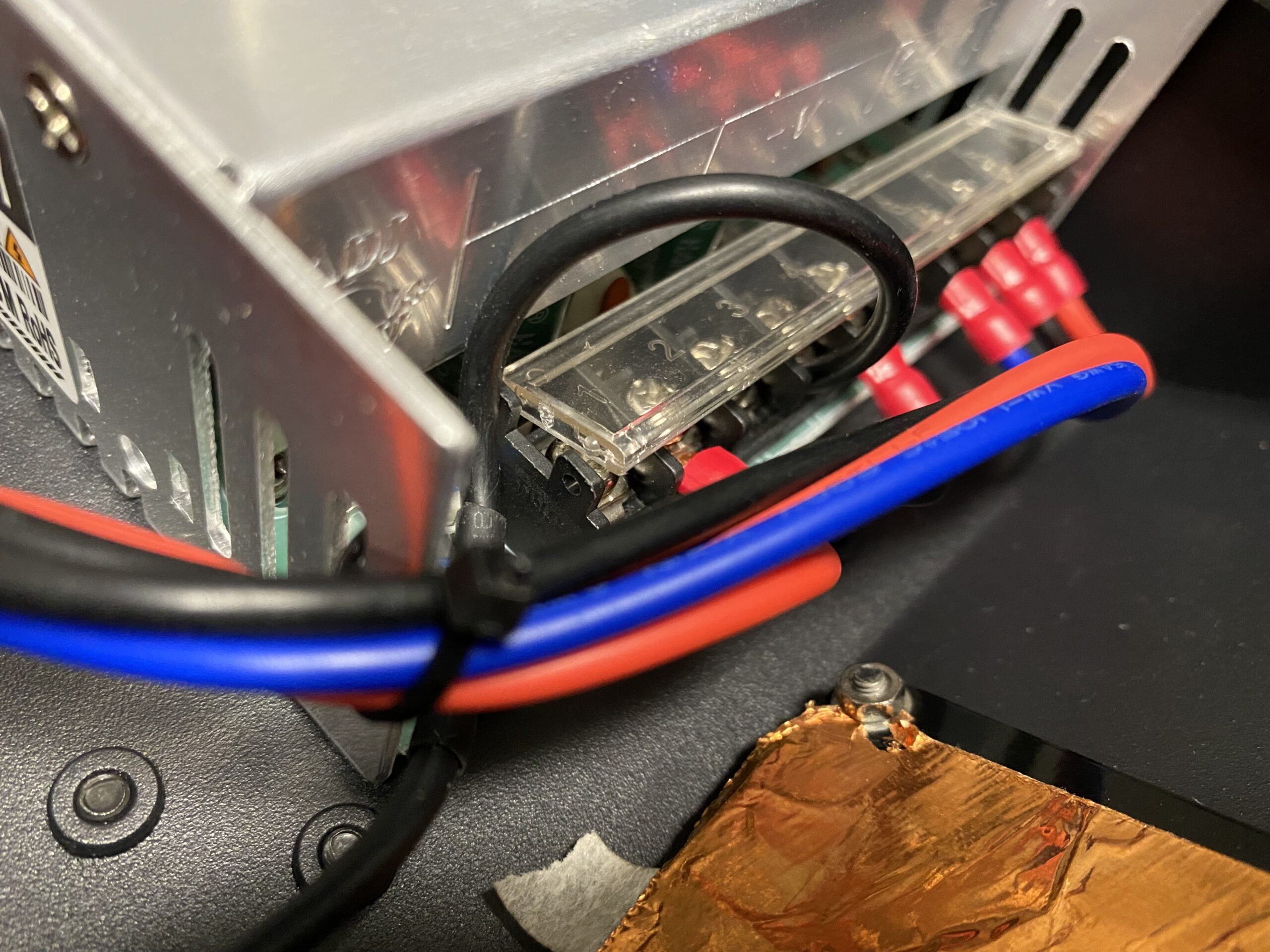
Den Blick ins Innere der Elektronikbox mache ich eigentlich aus Dokumentationsgründen fürs Blog. Beim TronXY XY-3 SE lohnt er sich allerdings auch für den gemeinen Käufer aus zweierlei Hinsicht.
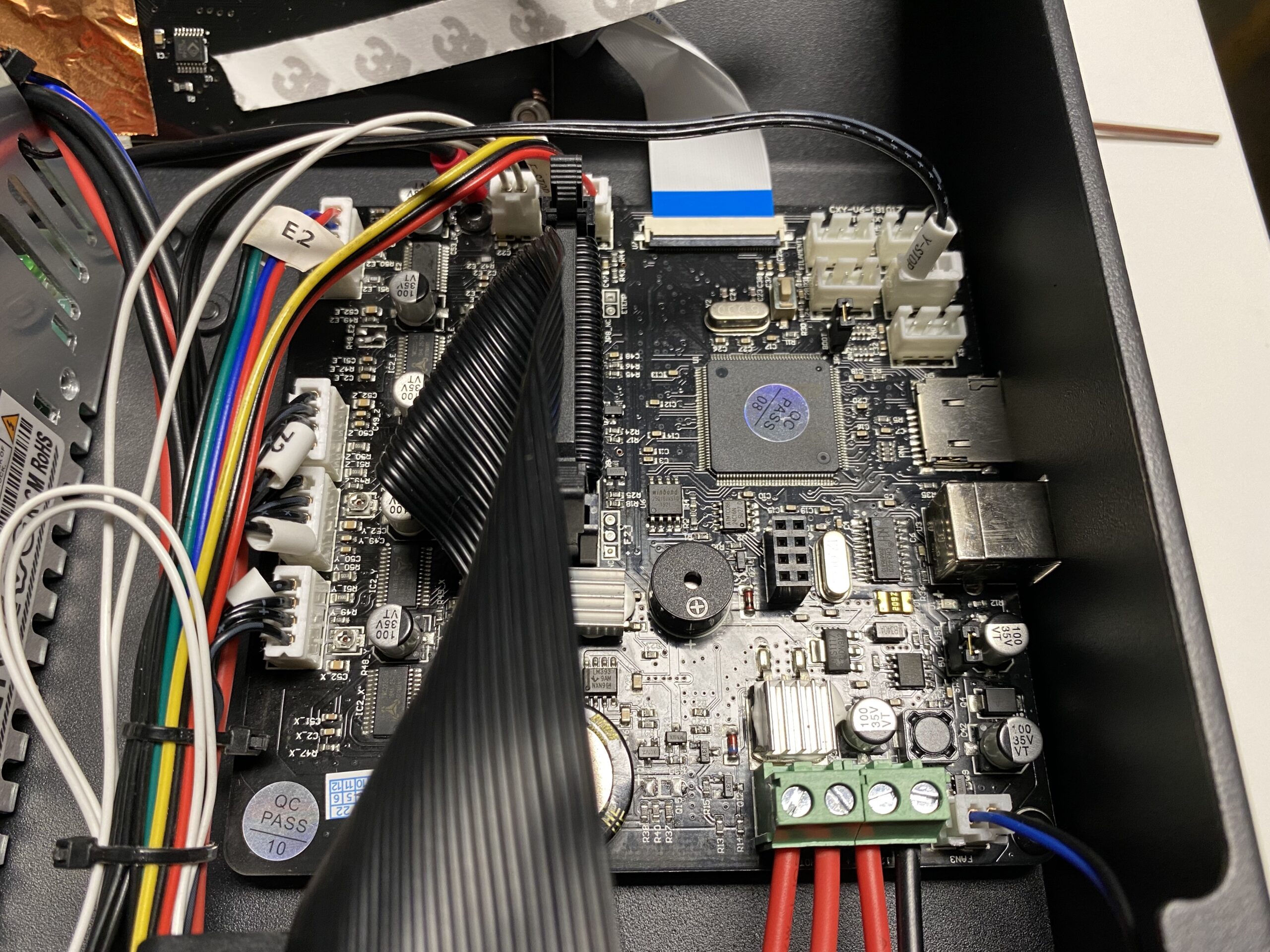
Erstens kann man sich selbst davon überzeugen, ob hier auch alles verbaut wurde, was man benötigt und zweitens kann man direkt Hand anlegen um die „sorgsame“ Endkontrolle bei sich zu Hause zu vollenden. Wir finden neben der nicht ganz so liebevoll verlegten und spärlich befestigten Verkabelung und der nicht geschlossene Schutzkappe über den Anschlüssen des Netzteils ein TronXY Mainboard mit der Bezeichnung CXY-V6-191017
 |
 |
 |
 |
Es bietet verlötete TMC2225 und wie bereits vermutet einen geteilten Treiber für Z und einen bereits verkabelten Motoranschluss für den zweiten Extruder-Motor zur Umrüstung auf DualColor.
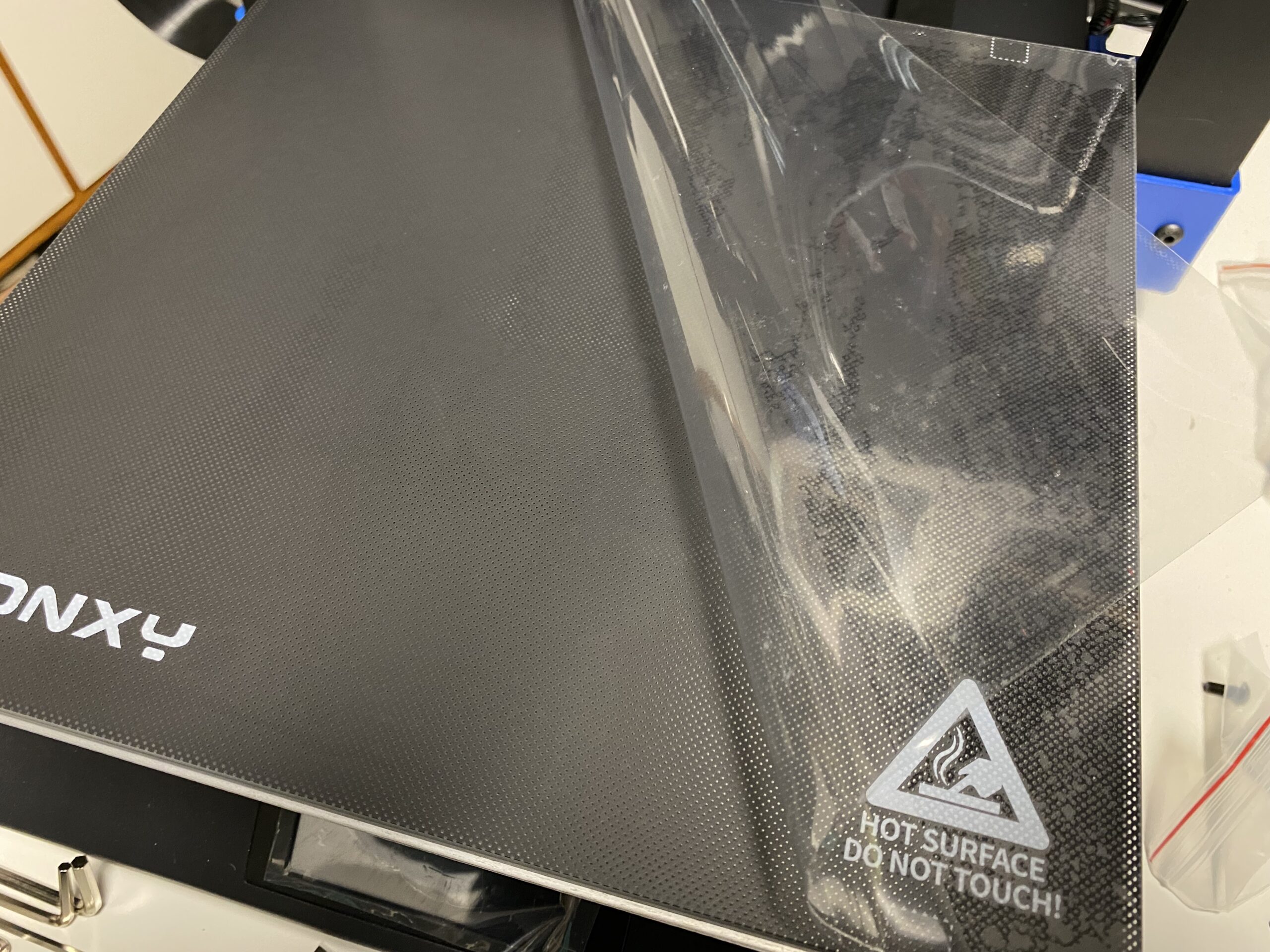
Das Druckbett stellt eine Fake-Ultrabase. Diese mutet etwas wie die neuerlichen Creality Ultrabase an (TronXY nennt sie Latice Glass), jedoch ist die Haftung hier vermeintlich etwas besser. Zumindest im späteren Verlauf des Druckertests.
 |
 |
Hier nur als Hinweis zum zweiten Bild. die Beschichtung des Heizbetts ist nur eine Schutzfolie. Ich möchte das an der Stelle erwähnen, da ich schon sehr viele gebrauchte Drucker in der Hand gehabt habe, bei denen auf dem Heizbett noch diese Folie klebte. Die gehört runter.
Aufbau und Inbetriebnahme
Zum Aufbau mache ich es kurz. Acht Schrauben und drei Stecker. Fertig. Mit der Einschränkung, dass hier die Löcher nicht ganz sauber gearbeitet sind und man eine hohe Frustgrenze und gutes Werkzeug haben sollte.
Die Inbetriebnahme habe ich mir ebenso einfach und schnell gewünscht, aber hier muss ich leider wieder ausholen.
An dieser Stelle müsst Ihr eine Entscheidung treffen, ob Ihr einen SingleExtruder Drucker mit anbaubarem Lasermodul haben wollt, oder einen DualExtruder Drucker mit 2in1 Hotend und anbaubarem Lasermodul. TronXY hat hier eine Vorgehensweise eingeschlagen, die ich nicht wirklich nachvollziehen kann. Der Drucker wird mit SingleHotend ausgeliefert. Entsprechend ist auch die Firmware dafür ausgelegt. Um mit zwei Farben drucken zu können, muss man den Drucker erst darauf umbauen und anschließend die dafür notwendige Firmware flashen. Das macht man nicht je nach Lust und Laune in beide Richtungen. Zumal der Eingriff auch nicht mal eben gemacht werden kann.
 |
 |
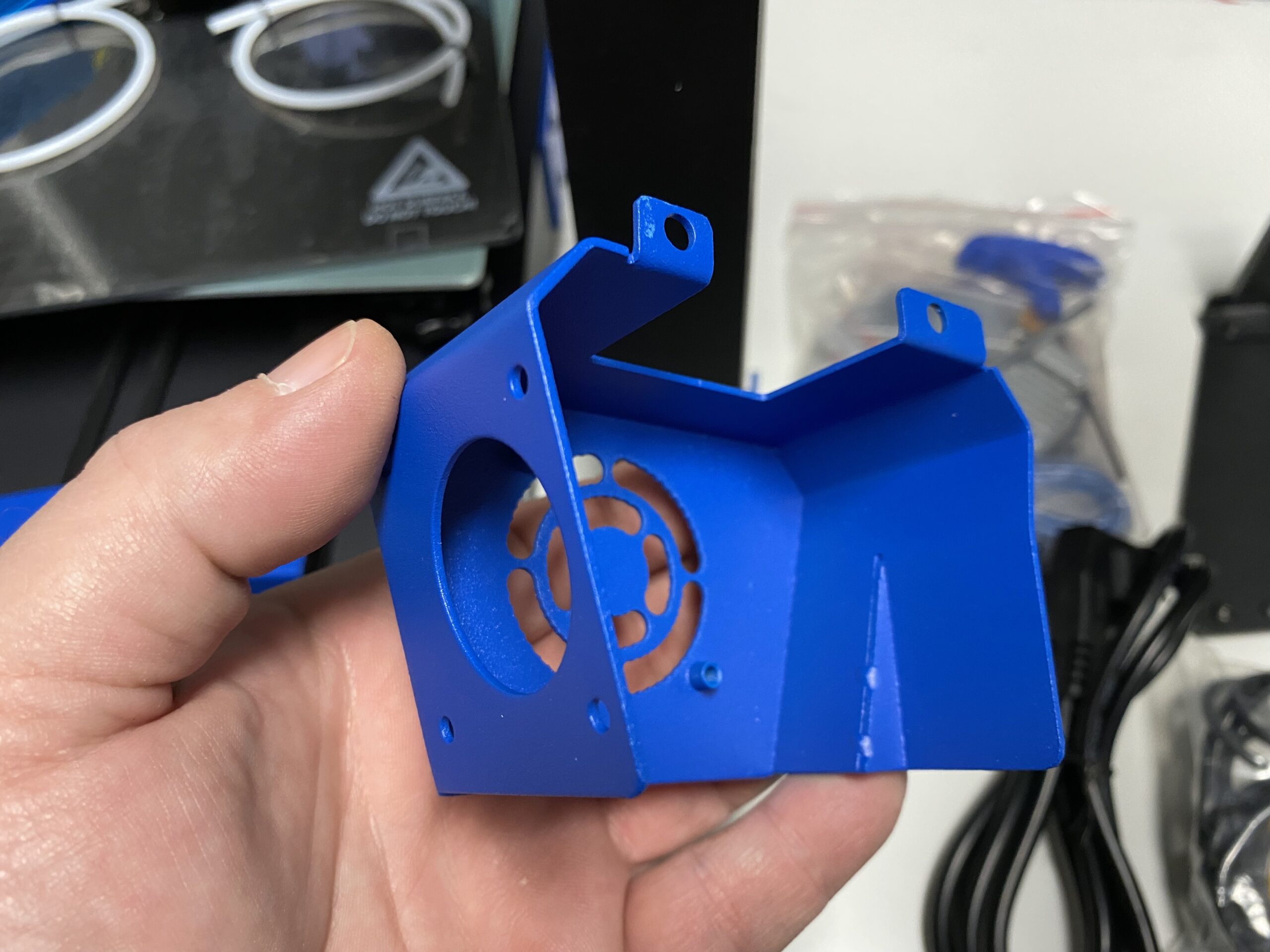
| TronXY liefert für den Umbau auf das DualHotend eine andere Druckkopfabdeckung mit. Warum? Fragt mich nicht. Das ist der größte Blödsinn in dem Karton. | Zum Einen ist der einzige Unterschied die Aussparung oben an der Abdeckung. Sie ist größer. Andererseits muss man aber die Lüfter ausbauen und in die neue Abdeckung wieder einschrauben. Da hätte man besser die mitgelieferte Abdeckung auch schon beim SingleHotend verbauen sollen und die Kabel der Lüfter etwas länger gelassen. |
 |
Denn das Hotend wird lediglich mit zwei Schrauben montiert. Hier den Benutzer den ganzen Druckkopf demontieren zu lassen entzieht sich meinem Verständnis. Noch angenehmer wäre ein mit Heizpatrone und Thermistor ausgestattetes Wechselhotend, was man nur auf eine Adapterplatte aufstecken muss. |
Ich habe den Umbau nicht getätigt. Auch nicht nur für den Test. Der Nutzen ist hier für mich nicht ersichtlich, denn besser wird das Endergebnis beim Zweifarbendruck dadurch sicherlich nicht und wenn ich einen DualExtruder Drucker anbiete, warum liefere ich den nicht auch so aus. Mit dem 2in1 Hotend lässt sich auch problemlos nur mit einer Farbe drucken. So wie es der Shark von Lotmaxx macht, hätte ich es hier auch erwartet.
Aber gut, ist die Entscheidung gefallen, geht es mit der Erstinbetriebnahme weiter.
In der Regel wird auch ein Drucker mit Sensor und ABL zuerst manuell über die Bettschrauben gelevelt. Hierzu gibt es im Menü einen Eintrag. Allerdings wird weder durch die Betriebsanleitung, noch durch die Menüführung selbst deutlich, warum die Düse während der manuellen Bettausrichtung so weit oberhalb des Betts steht, so dass der Federweg nicht ausreicht.
Ich mache es an dieser Stelle kurz, da ich keine Ahnung habe, ob das Vorgehen, welches ich mir dazu aus den Fingern saugen musste wirklich richtig ist. Am Ende funktioniert es.
Im Vorfeld allerdings auch noch einige Hinweise auf gravierende Unzulänglichkeiten, die im Vorfeld kontrolliert und gegebenenfalls korrigiert werden müssen, damit Ihr Euch den Frust erspart und nicht alle Schritte am Ende doppelt und dreifach machen müsst wie ich.
- Die X-Achse auf Parallelität zur Druckerbasis prüfen. Bei mir waren es satte 5mm Unterschied von einer zur anderen Seite. das kriegt man nicht ausgeglichen mit einem ABL und auch nicht mit dem manuellen Leveling. Allerdings sind 5mm auch wieder so viel, dass man die X-Achse auch nicht einfach an einer Seite per Spindel hochdrehen kann. Also so gut wie es geht begradigen. Dafür muss der Synchronriemen abgeschraubt, die X-Achsen Befestigung gelöst und notfalls, falls man gar keine andere Wahl hat, die Motorkupplung ebenfalls gelöst werden.
- Federn und Exzenter des Betts kontrollieren. Haben alle Federn die gleiche Länge? Lässt sich das Bett gleichmäßig auf und ab drehen? Dazu kann man dann die ausgerichtete X-Achse nutzen um das Bett an den Punkten auf eine gleiche Höhe zu stellen.
- Die Druckkopf-Abdeckung abnehmen und das Hotend auf korrekte Montage prüfen. (ACHTUNG: Die Lüfterkabel sind verdammt kurz. Besser man löst den Kabelbinder an der Ummantelung des Kabelstrangs vorher) Meins war hoffnungslos ab Werk verstopft, so dass ich es direkt austauschen musste. Selbst nach mehreren Versuchen es zu reinigen ist kein vernünftiger Druck zustande gekommen.
- In dem Zusammenhang auch den Sitz des Sensors prüfen und entsprechend neu ausrichten.
Wenn man die Mängel beseitigt hat, kann man loslegen. Zuerst alle Bettschrauben eindrehen und anschließend auf einen guten Federweg wieder gleichmäßig entspannen.
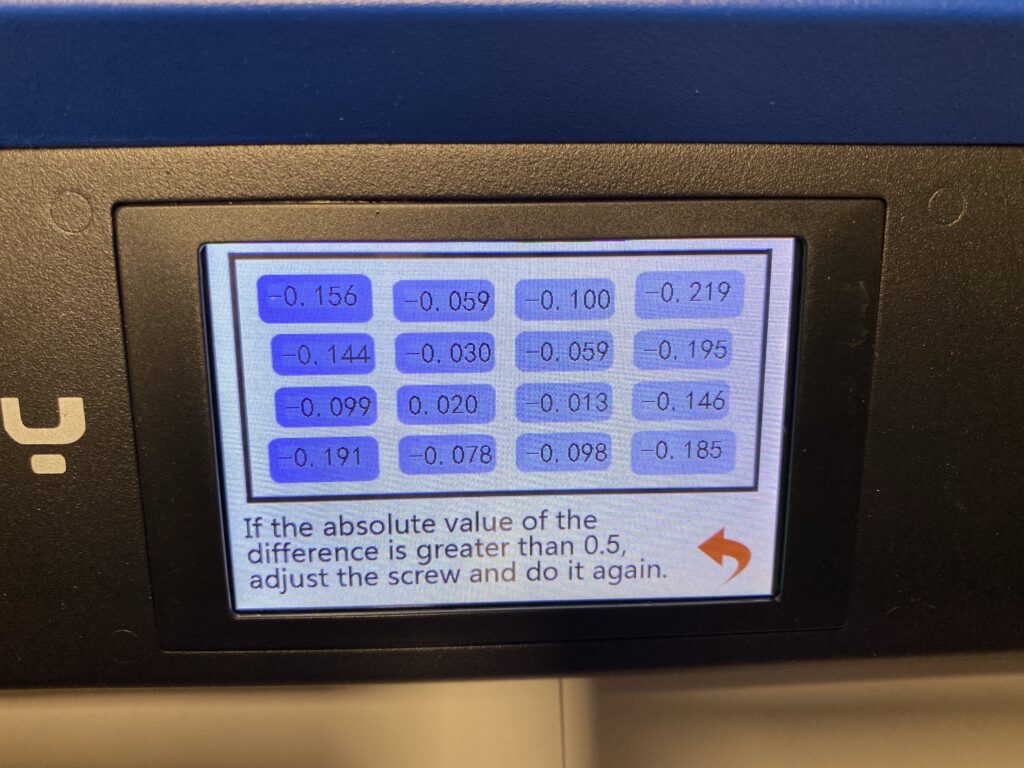
Anschließend den Drucker homen und den Z-Offset auf einen gewünschten Wert mit Papierabstand zum Bett einstellen. Das macht man eigentlich erst ganz am Schluss, aber ohne die Einstellung bleibt die Düse beim manuellen Leveling stur 2mm über dem Bett. Damit ist kein Leveln möglich. Nun kann man das Bett manuell ausrichten und auf Wunsch auch ein ABL laufen lassen. In meinem Beispiel sieht man auch noch ganz deutlich, dass die 5mm Unterschied in der Z-Achse kaum weg zu diskutieren und schon gar nicht manuell ausgeglichen werden können. Nach rechts fällt das Bett trotz mehrmaligem peniblen manuellen Ausrichten immer noch ab.
 |
Den Teil mit verstopftem Filamentsensor und Hotend, X-Achse und mehrmaliges Leveln habe ich oben erwähnt und gehe davon aus, dass man nun die ersten Drucke tätigen will.
Das Menü ist spärlich, weshalb man sich aber auch ganz gut zurecht findet.
 |
 |
 |
|
Also SD Karte rein und mal die Testdrucke starten.
Nun, was TronXY hier macht, beschert einem Nutzer den nächsten Dämpfer.
 |
 |
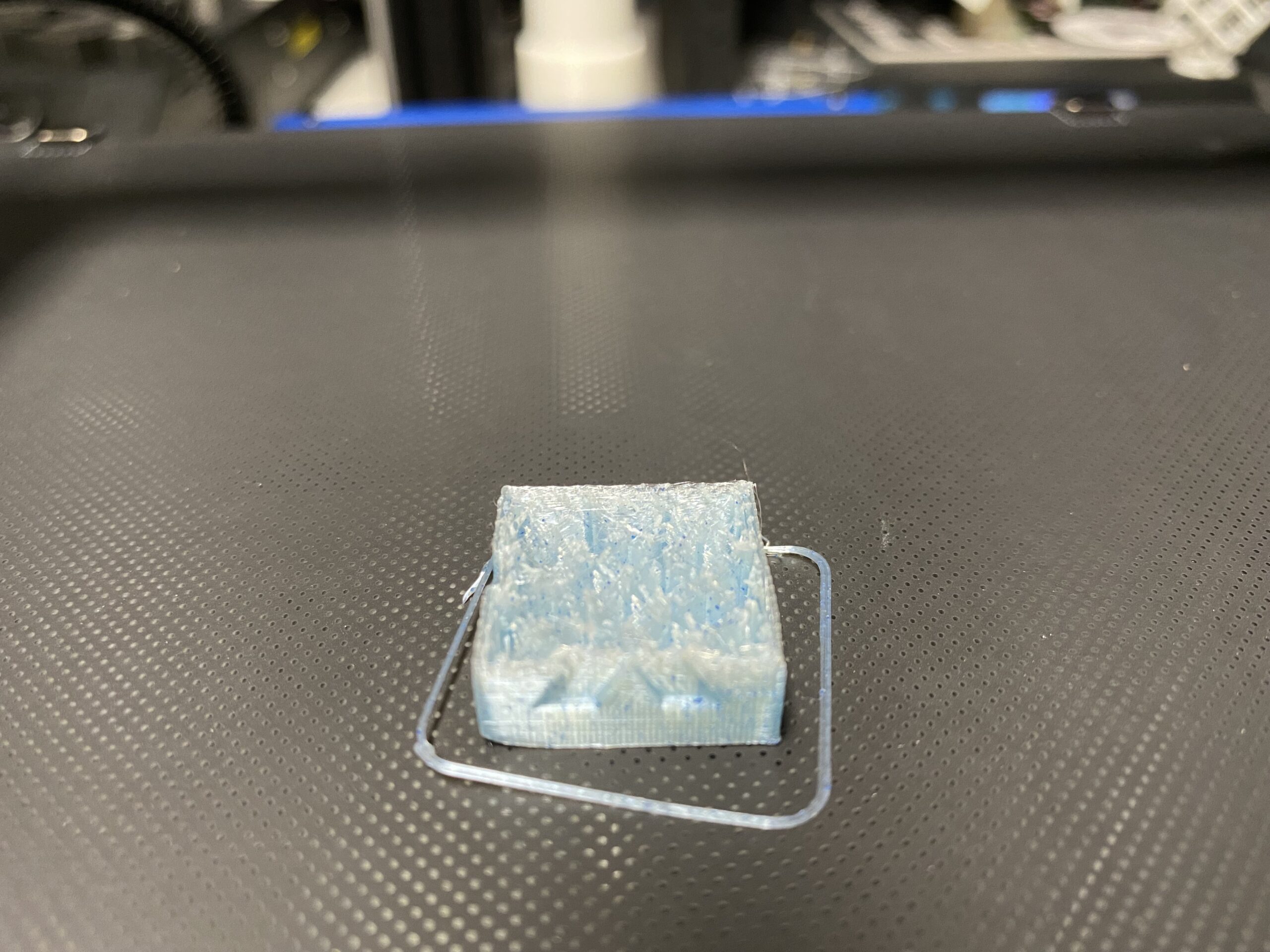
| Während der Würfel von der SD Karte nur mit völlig überraschendem Warping zu kämpfen hat… | passiert bei der Echse dies. WTF? |
 |
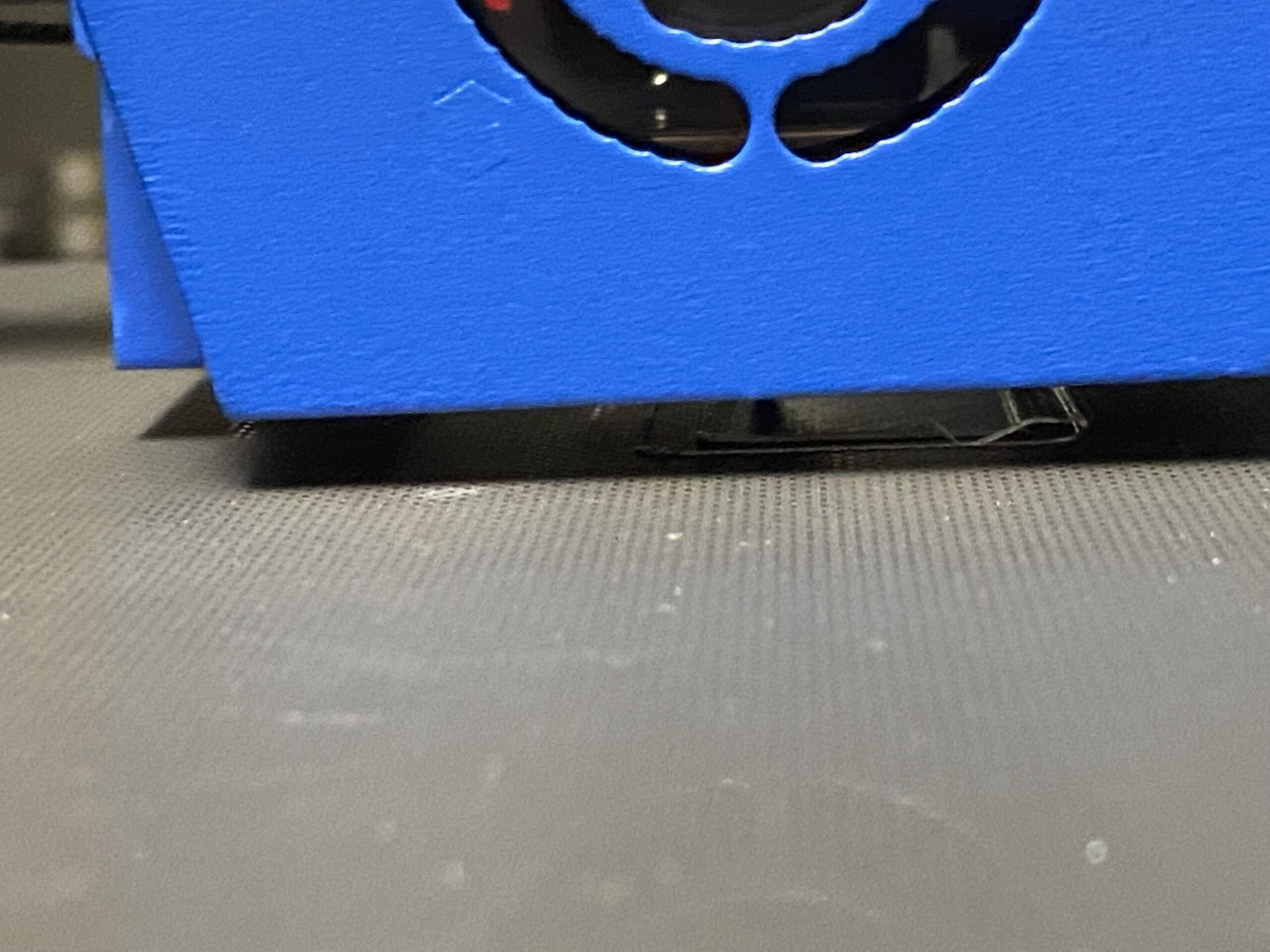 |
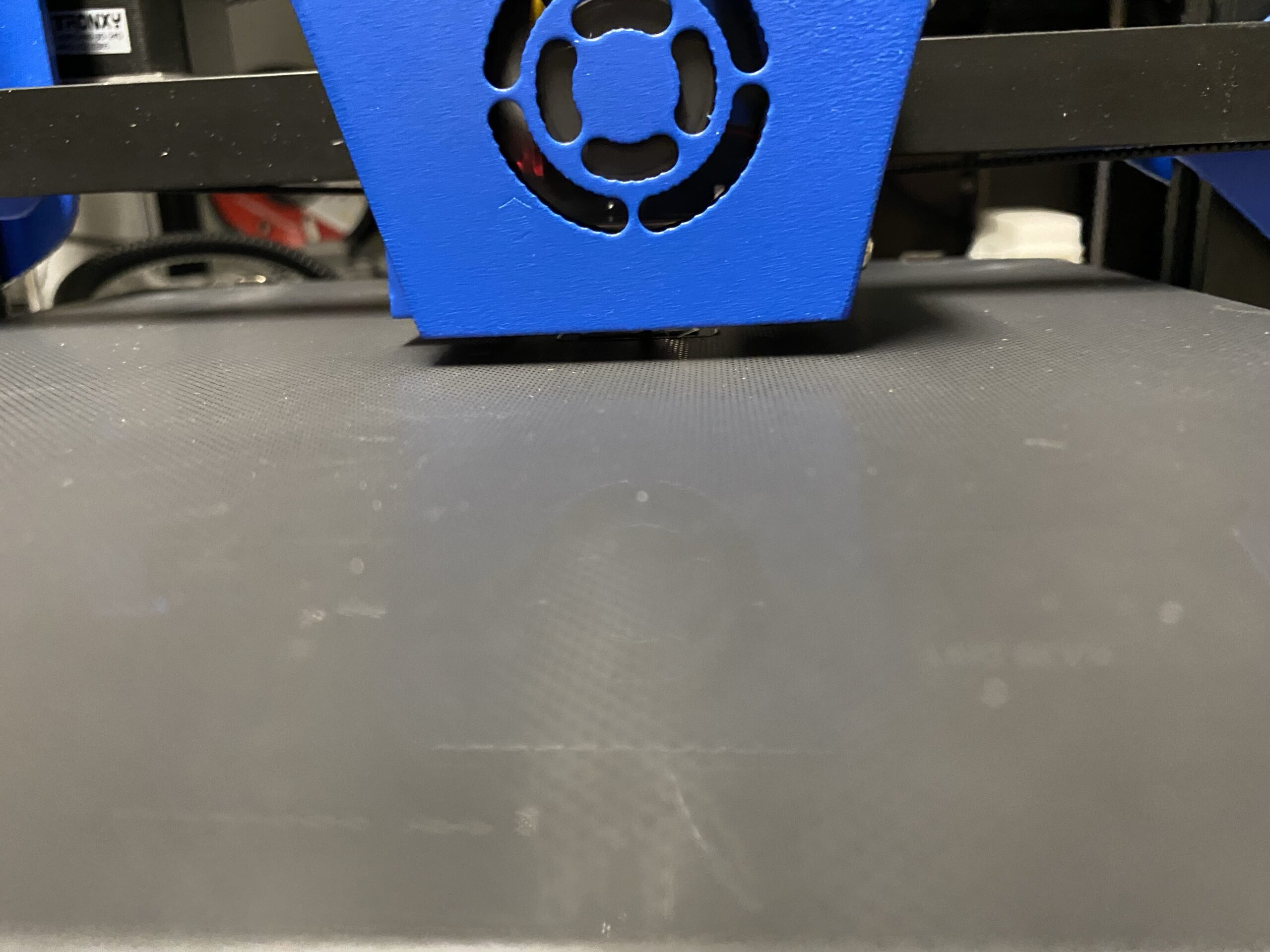
Die Frage ist nun berechtigt, warum man nicht sofort den Druck abbricht, wenn man das sieht. Naja…man sieht es nicht. Die Abdeckung des Druckkopfs ist so nah am Bett, dass man schlicht nicht da drunter schauen kann. Man kann an den Fotos erahnen, dass ein Blick ohne Kamerahilfe hier aber auch wirklich gar nichts preisgibt. Man druckt also die ersten 50qmm blind. Genau die, welche so wichtig für die Feineinstellung des Z-Offset sind, oder noch den ein oder anderen Dreh an den Bettschrauben benötigt.
Aber das ist nicht der maßgebliche Grund für das Warping des Würfels und die Dauertätowierung des Echsenkopfs auf dem Bett.
Der Grund ist viel banaler und daher so unglaublich ärgerlich. Die Beispiel-GCodes auf der SD Karte sind gar nicht für diesen Drucker geslict.
Der XY-3 SE ist ein Drucker mit Sensor und folglich auch höchstwahrscheinlich mit aktiven ABL, demnach mit einem Mesh im Eeprom. Dazu hat er ein Druckvolumen von 255 x 255.
Die TestGCodes beinhalten allerdings weder ein G29, noch ein M420 im Startcode. Sie sind also für einen Drucker ohne Sensor und ohne ABL geslict. Und dazu noch für ein Druckvolumen von mindestens 300 x 300. Ich vermute, dass einfach die Testdrucke des XY-3 Pro hier auf die SD Karte kopiert wurden.
Ehrlich TronXY. Das geht gar nicht. Ihr lasst den Nutzer lt. Handbuch ein ABL machen und gebt ihm dann Drucke an die Hand, welche das Mesh komplett ignorieren? Folge ist ein beim ersten Druck zerstörtes Druckbett.
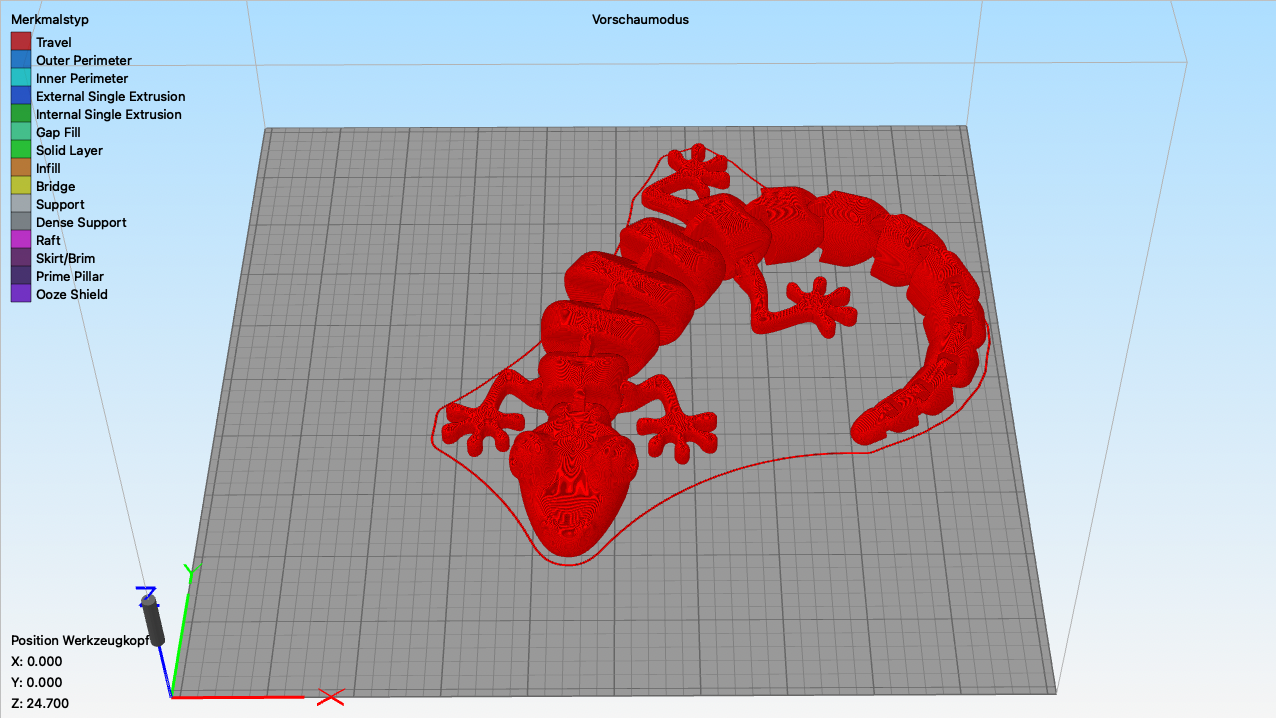
An den beiden Platzierungen in S3D des original GCode wird es deutlich.
 |
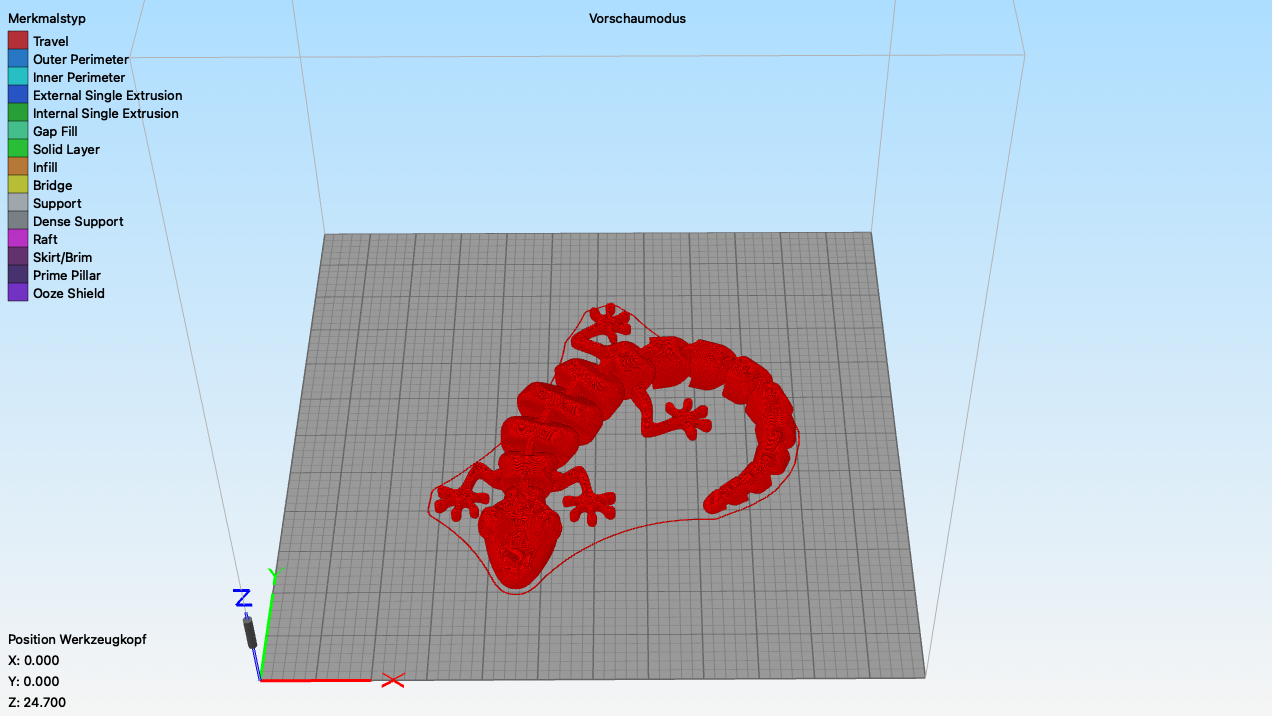 |
| 255 x 255 | 300 x 300 |
 |
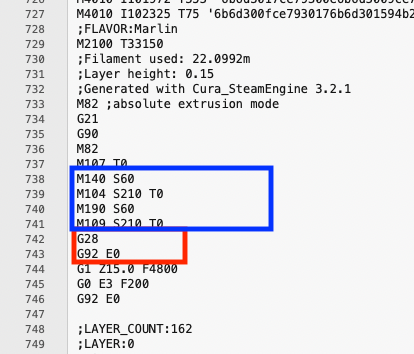 |
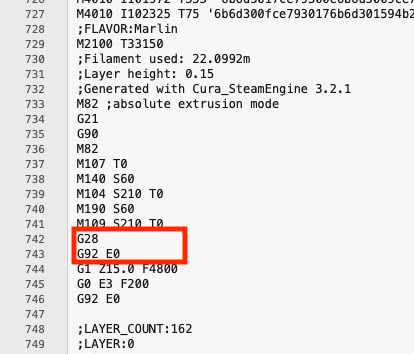
| Und im GCode wird es auch deutlich. Nach G28 fehlt ein G29 oder aber die Aufforderung mit M420 das Mesh aus dem Eeprom zu benutzen. | Und auch M109 wird von der Firmware konsequent ignoriert. Bei den Test GCodes, ebenso wie bei selbst geslicten Objekten. Der Druck fängt unmittelbar nach dem Aufheizen des Betts an und warten nicht auf die Hotend Solltemperatur. Demnach ist es im Auslieferungszustand notwendig den Drucker manuell vorzuheizen, damit nicht mit kalter Düse gedruckt wird. Den Fehler habe ich aber zu dem Zeitpunkt mangels weiterem Interesse nicht weiter verfolgt und kenne somit hier auch keine Lösung. |
Nun noch kurz zum Rest vom Schützenfest
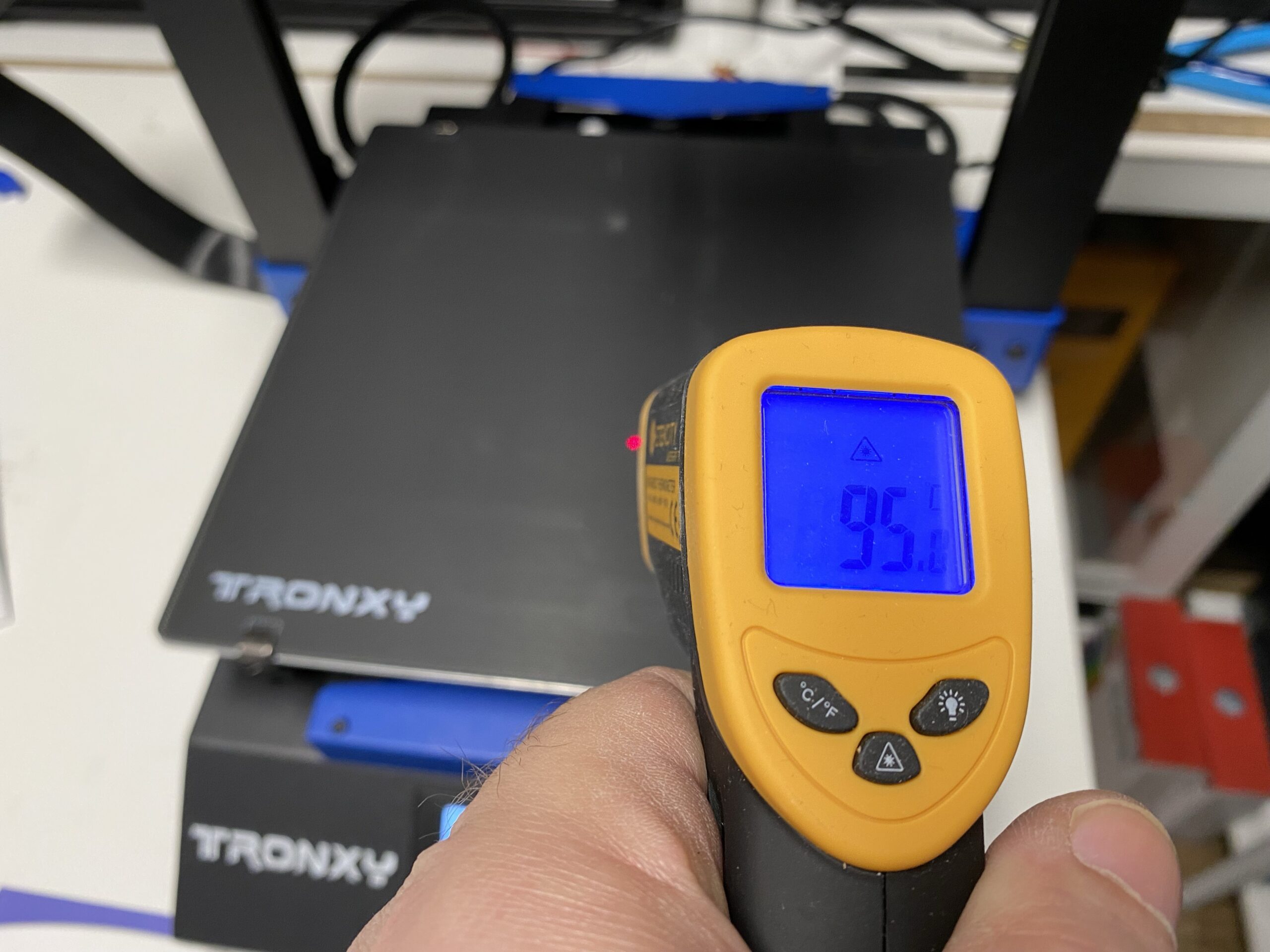
Das Druckbett lässt sich lt. Anzeige bis 100°C aufheizen.
In Abstufungen von 2 Minuten bis 60°C, plus weitere 1,5 Minuten bis 80°C und weitere 2,5 Minuten später mit einer angezeigten Temperatur von 100°C heizt es schnell, aber erreicht konsequent etwa 5°C bis 7°C weniger als es haben sollte. Die aber schon gleichmäßig ohne große Schwankungen über das ganze Bett verteilt.
 |
 |
 |
 |
| Bei 80°C das gleiche Ergebnis, deshalb hier nur ein Foto aus der Mitte | Ebenso bei 100°C |
 |
 |
 |
 |
Die Druckergebnisse im SingleExtruder Mode
Nach Änderungen am GCode, der Nutzung des Mesh und nach all den anderen Mängelbeseitigungen entsteht dann dann der bisher und endgültige einzige Pluspunkt des Druckers. Wobei man zugeben muss, dass es der wichtigste Pluspunkt ist. Der Drucker kann ja noch so furchtbar im Aufbau und in der Einrichtung gezickt haben. Wenn am Ende ein guter Druck dabei rauskommt, ist das aus meiner Sicht die Haupteigenschaft.
Aus solchen anfänglichen Ergebnissen:
 |
 |
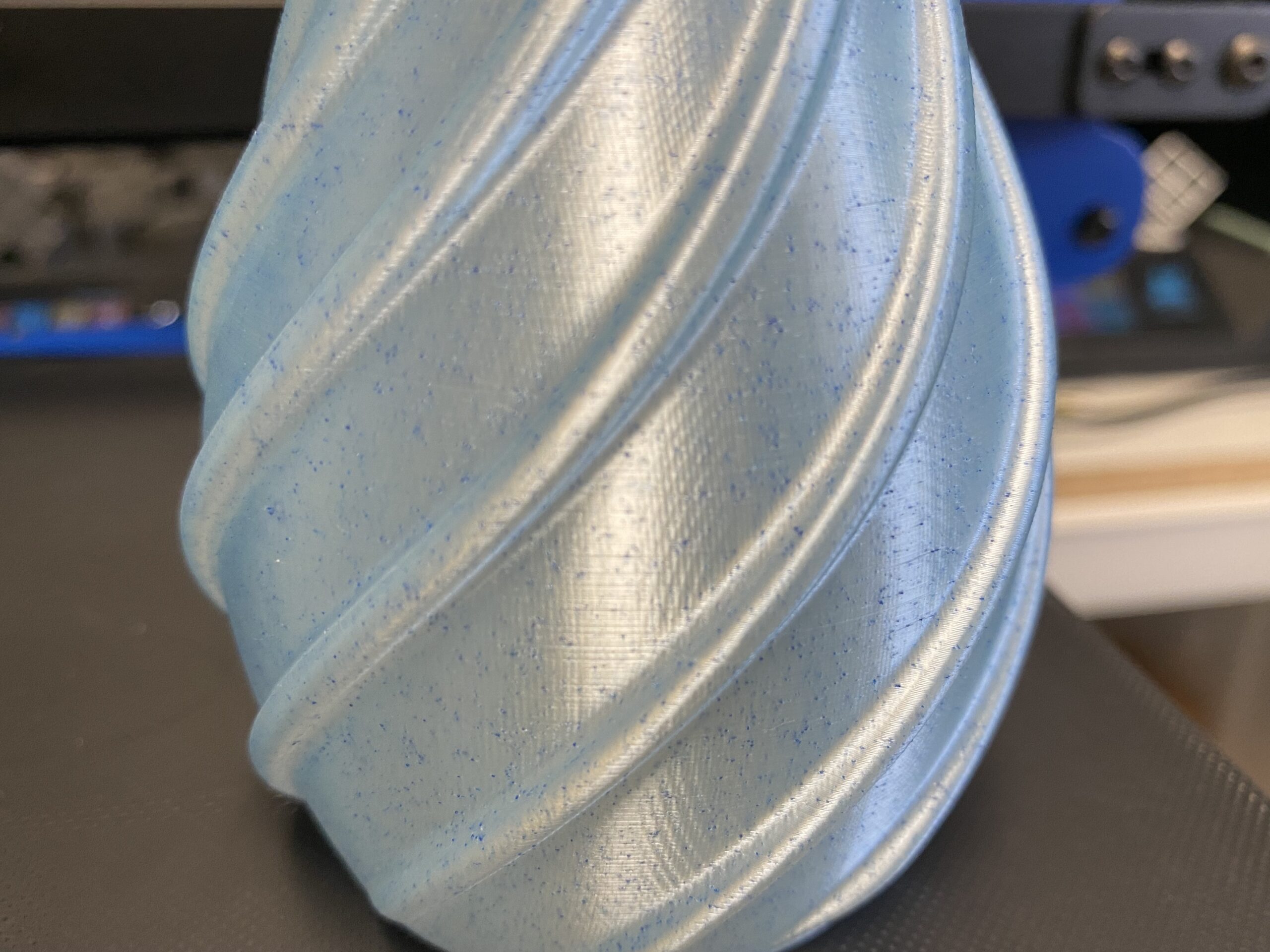
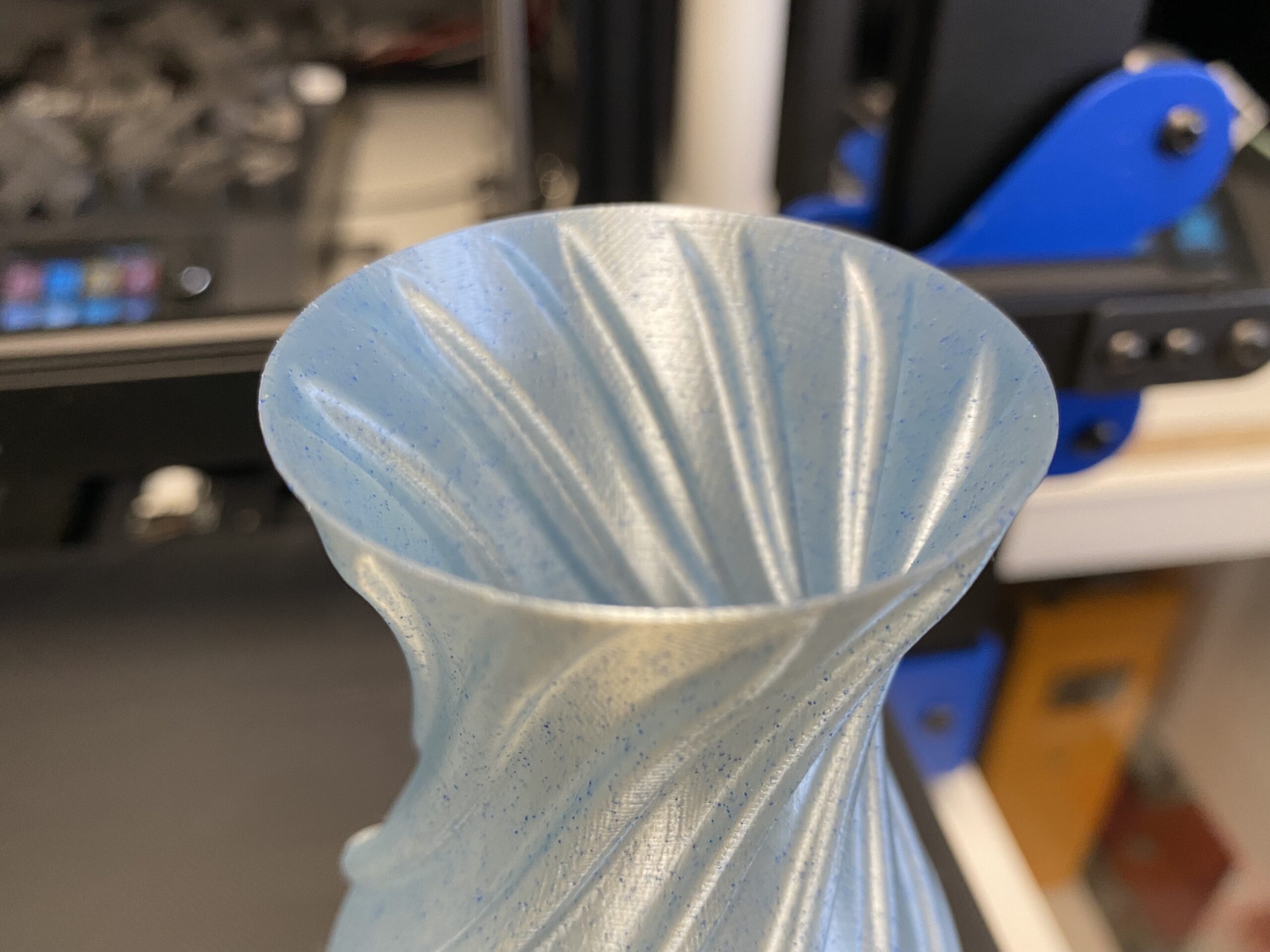
Kommt dann erstaunlicherweise so etwas heraus. An den Drucken ist ganz ehrlich gesprochen (außer dem Würfel, den ich nicht neu gedruckt habe) rein gar nichts auszusetzen.
 |
|
 |
 |
 |
 |
Laser
Ach ja. Da war noch was.
Ich sag mal: Geht irgendwie, ist umständlich und nicht mit schönen Ergebnissen gesegnet. Punkt!
 |
Na gut. Ich quäle ich Euch noch ein bisschen.
Die Umsetzung für den Laser ist ebenso umständlich gelöst wie der Umbau zum DualExtruder. Man schraubt zwar nur das Modul an (auch hier wieder auf das „gute“ Werkzeug zurückgreifen…man erinnere sich an die zu engen Gewinde) und steckt ein Steuermodul zwischen den PWM Fan Anschluss an der X-Achse des Druckers und das Lasermodul, aber auch hier muss man wieder ein Blech abschrauben und im eng verlegten Kabelstrang rumfuhrwerken. Das ist keine einfache Lösung um mal zwischendurch etwas zu lasern.
Darüber hinaus konnte ich den Laser erst gar nicht mit meinen erzeugten GCodes aus Lightburn ansprechen. Das liegt aber an der Firmware des Druckers, die für das Lasermodul bestimmte GCode Befehle benötigt. Da sich das Handbuch darüber ausschweigt, die SD Karte keine Beispiel-Laser-Dateien oder GCodes enthält, und TronXY auch keinerlei Testmaterial mitlieferte und man sich aus seinem eigenen Fundus bedienen muss, verging mir hier recht schnell die Lust.
Das wiederum läuft beim Shark auch anders. Der versteht GRBL problemlos und die Montage des Moduls ist dort auch um einiges einfacher und so ausgelegt, dass man den Umbau problemlos auch mehrfach am Tag machen kann und möchte.
Am Ende hat mir Uwe ein aus Inkscape generierten GCode für Marlin erstellt, mit dem ich zumindest ein Ergebnis hier präsentieren kann.
 |
Voila. Schön ist definitiv anders.
Entscheidet selbst, ob die Qualität ausreicht. Besser wurden meine späteren Versuche auch nicht (ja, ich habe mich noch weitere zwei Tage durch Lightburn und die Firmware des TronXY gequält um auch nur irgendwas brauchbares zu bekommen).
 |
Das aufs Brett zu bekommen war trotz der Vorarbeit von Uwe auch nicht einfach. Wenn das Lasermodul montiert ist, kann der Drucker Z nicht homen, da das Lasermodul einfach länger als der Druckkopf ist.
Ohne Z zu homen, lässt die Firmware allerdings auch keine Fahrwege in Z zu. Wie nennt man das dann? Katze beißt sich in den Schwanz? Genau das ist es. Das Modul muss auf 7-8cm in Z Höhe gebracht werden. Hat man das geschafft, entweder tatsächlich mit viel Glück übers Menü oder dann nach grobmotoriger Art wie ich durch drehen der Spindeln, hat man am Ende des Laservorgangs das gleiche Problem wieder, da X und Y homen und Z die obligatorischen 2cm nach oben fährt.
Also ja, wer sich damit auseinandersetzen will, der kann bestimmt auch was richtig schönes mit einem 0.5Watt Lasermodul anfangen, welches über den PWM Ausgang des Bauteillüfters mit Strom und Impulsen beschickt wird. Ich persönlich belasse das bei diesem einem und auch schon viel zu intensiv betrachteten Versuch.
Fazit
Der erfahrene 3D-Druck Anwender denkt sich hier seinen Teil.
Dem Anfänger kann ich unter der Voraussetzung, er möchte höchst ambitioniert und unter Ausnutzung aller Fertigkeitsressourcen mit dem 3D druck und diesem Gerät beginnen, nur alles Gute wünschen. Seine Lernkurve wird in kürzester Zeit so steil ansteigen, dass es keine Kurve, sondern ein vertikaler Strich gen Himmel sein wird.
Am Ende druckt der TronXY XY-3 SE als SingelExtruder Gerät ordentlich. Ob es den Aufwand im Vorfeld immer nötig hat, weiß ich nicht, kann mir aber nicht vorstellen, dass wir hier so starke Qualitätsschwankungen in der Produktion zu erwarten haben.
Und ob man beim angepriesenen DualColor-Laser-Kombigerät auf den Single Color Druck setzen will, mag jeder auch für sich selbst beurteilen. Ich zumindest würde in beiden, bzw. allen drei Szenarien auf die von mir bereits getesteten Geräte für den jeweiligen Bedarf ausweichen.
Werbung:
Der TronXY XY-3 SE ist aktuell im Angebot bei Geekmaxi für 320,- EUR mit den Code: XXY3D
Das erklärt wieso ich keine / kaum Erfolge mit meinem xy-3 se erzielen kann. Nach Stunden im Keller habe ich endlich einigermaße gute Ergebnisse erzielt. Jetzt habe ich wieder was geändert und schon fange ich bei 0 wieder an. 🙁
Meine Lernkurve ist mittlerweile durch die Decke gegangen, morgen packe ich den Drucker ein und verkaufe ihn auf Ebay.
Schon wieder ein Reinfall bei Tronxy. Ich stelle mir keinen mehr zu Hause auf. Einer meiner ersten DruckersR ein Tronxy X-Y2 und der ging nach ca. 2-3 Wochen in Qualm auf. Seitdem lasse ich die Finger von deren Druckern.. @mehrwiedu : Du hast übrigens Post
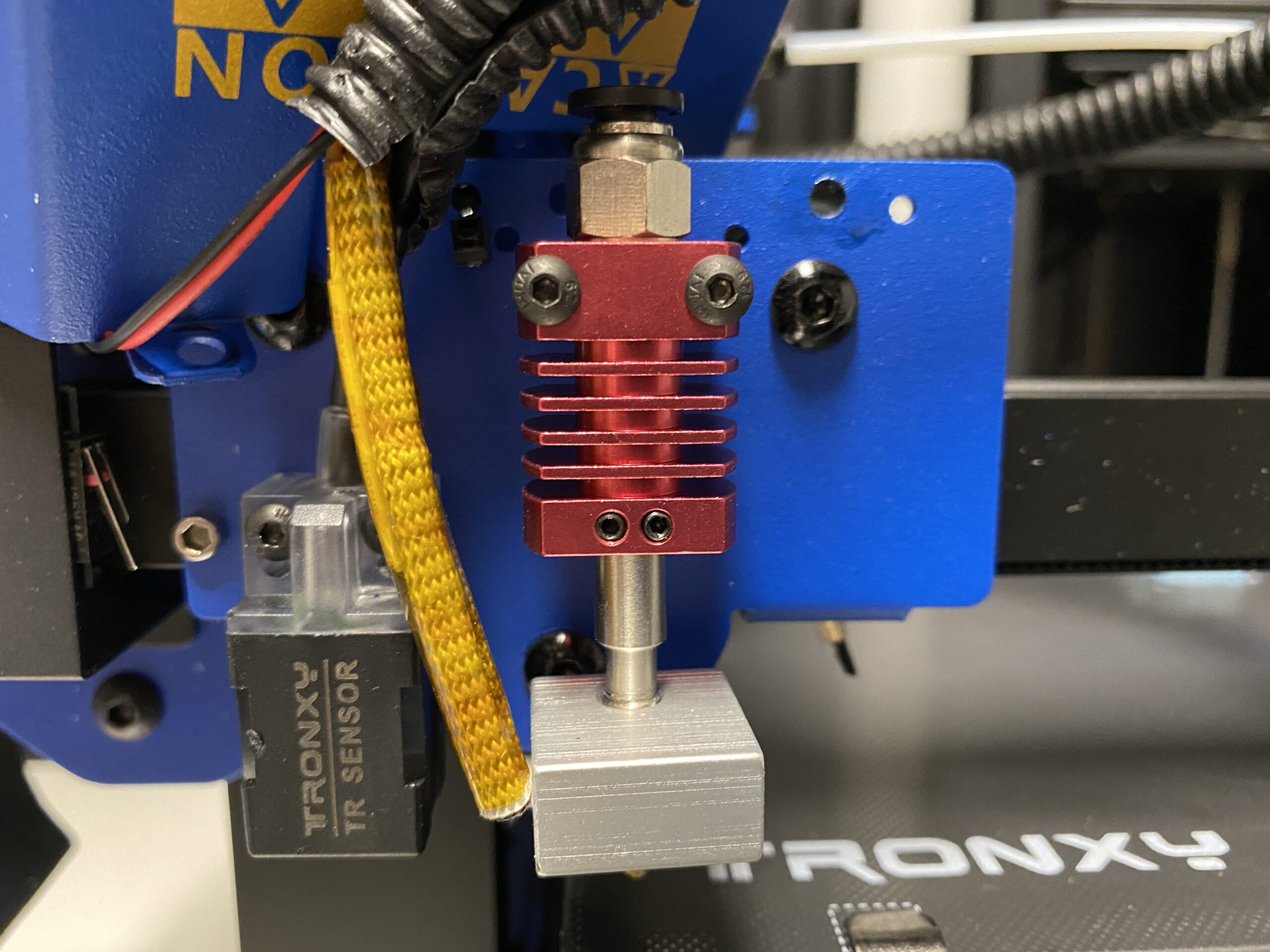
Ist die Position des hotends zu hoch vorgesehen?
Ich finde das heatbreak steht ganz schön weit aus dem Kühlkörper heraus so das mir eine Verstopfung durch heatcreap vorprogrammiert erscheint.
Ich freue mich ja schon seit Jahren, wenn ich mal irgendwo einen Testbericht zu einem Tronxy sehe. Da kommen immer wieder schöne Geschichten zusammen 🙂
Aber ich ziehe auch meinen Hut vor den Leuten bei Tronxy: Die ziehen ihr Ding seit Jahren konsequent durch. Von daher freue ich mich auch auf die nächsten Anekdoten, die bestimmt kommen und hoffentlich nicht lange auf sich warten lassen.
Und solange die Leute Tronxy-Drucker kaufen machen sie ja auch alles richtig 🙂
Wat ne Qual….das einzig vllt erfreuliche scheint das Filament zu sein, ich habs noch nicht gesehn. Wo hast das bitte her ?
Das Filament heißt Blue Marmor und ist bei Amazon erhältlich. Der Hersteller ist Xingtongzhillian. Kein Witz. 😉
Ich mag es, denn es druckt sich bisher an allen meinen Druckern sehr gut. Auch die anderen Marmor und Silk Farben.
Scheint wohl grad aus zu sein, ich finde nur Kaffee-Marble, das Blue Marble fehlt
https://amzn.to/34nK7P4
Ja, ist leider aktuell nicht verfügbar.
Lohnt sich aber immer mal wieder zu schauen, denn ich habe nach einer Bestellung oft vom Händler einen 15% oder 20% Rabatt Code bekommen.
Hier noch der Link zum Marmor Blau.
https://amzn.to/3HPUXep