Quickie: TPU und Retraction
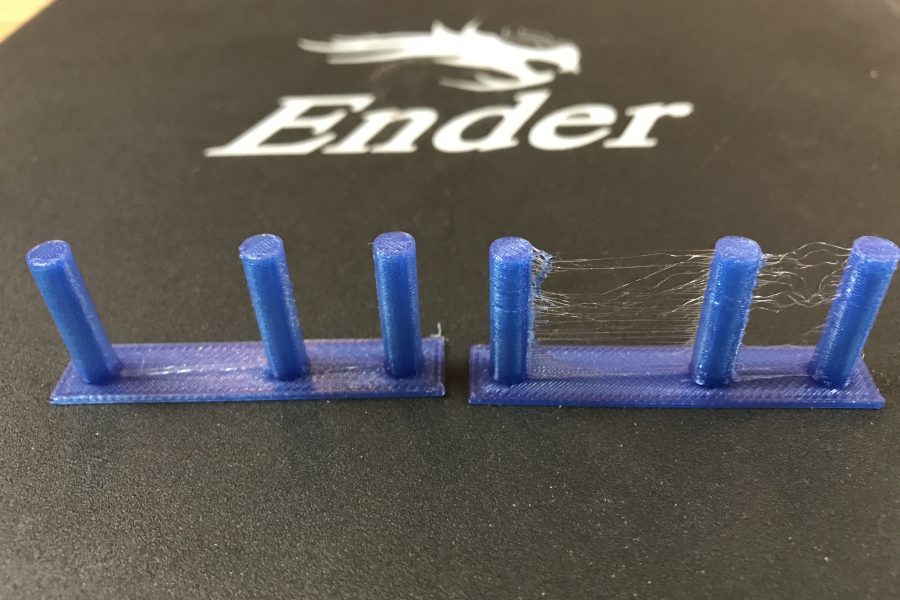
Ständig liest man: „willst Du TPU drucken, musst Du Retraction Ausschalten“. Ohne zu fragen, welcher Drucker, Feeder, etc. TPU – da kommt reflexartig: „Retract aus!“. Das Bild oben sagt was ganz anderes. Identischer gCode, identischer Drucker, identisches Filament. Links mit Retracts, rechts ohne.
Die Druckbarkeit von TPU hängt vom Feeder ab, wie gut unterstützt der Feeder das Filament im Bereich um das Zahnrad für den Vorschub und wie gut kann er es greifen ohne den Strang zu quetschen. Vom Bowden Tube und dessen Länge sowie dessen Abnutzung, generell von der Reibung im gesamten Filamentpfad. Aber Bowden oder nicht, das ist gar nicht so ausschlaggebend und lässt sich mit kleinerem ID des Bowdens spielend noch weiter optimieren (Stichwort 1.9mm blauer Wunderschlauch). Genau wie man Schwächen im Feeder Design mit simplen selbstgedruckten Teilen verbessern kann. Thingiverse ist voll davon.
Wir bewegen beim Retract das Filament nur wenige mm, selbst wenn sich das Filament dabei nicht sauber „den ganzen Weg“ zurück zieht, bei Retractlängen um 0,8mm (Direct E3D) bis vorsichtigen 3-4mm (Bowden) geht das oft ohne Verstopfung im Feeder , selbst wenn das Fila „neben die Spur“ läuft.
Unbestritten ist, das die Retraction bei TPU nicht sonderlich effektiv ist im Vergleich zu nicht dehnbaren Filament und der Bowden hilft auch nicht.

Kein perfekter Druck, links wie rechts nicht, aber es ist ein Unterschied ob Retract an oder aus
Aber pauschal zu sagen: „das bringt mix„, „das kann nicht gehen, schon gar nicht bei einem Bowden Extruder“ ist einfach nicht korrekt oder zumindest mal: „nicht allgemein gültig“.
Beim Retract geht es gar nicht so sehr darum, das Filament über weite Strecken spazieren zu fahren, es geht um einen Druckabbau. Und wenn sich das Fila dabei dehnt, was solls, der „Vorwärtsschub“ wird geringer oder geht sogar ganz weg selbst wenn sich eventuell gar nicht umkehrt. Umkehrschub vs. Bremsen vs. Ausrollen lassen – ist das ein treffendes Bild aus der Autowelt?
Solang Druck in Richtung „aus der Düse raus“ abgebaut wird, hat es schon was gebracht. Ich muss nur gucken, wie langsam und wie weit kann ich ziehen und ned wie ein Ochs dran rum reissen. Aber das is ja eh das Grundproblem mit den Retracts: in der Regel viel zu schnell und viel zu weit. Aber das ist ein anderes Thema.
Der Testdrucke da oben wurde gedruckt mit:
- Ender 5
- ein Bowden Extruder, bei dem es ja gar nicht gehen soll
- mit einem AllMetal Hotend, das für TPU ja nicht geeignet sein soll
- mit rigid.ink TPU 94 ShoreA – also doch eher weichen TPU, bei dem Retract ja nicht funktionieren kann.
- bei 210°C / 30°C, 4mm Retract Länge bei 25mm/s Retract Speed, erst mal kein Coasting, kein Z-Hop, kein Wipe. 100% Bauteilkühlung ab 2. Schicht. 0,2mm Layer
- langsam gedruckt bei 30mm/s, und zwar alle Speeds auf 30mm/s – keine Slowdowns. Übrigens, wenn ich vorwärts nicht schneller als 15-20mm/s drucken kann, dürfte es rückwärts vermutlich auch nicht wesentlich schneller gehen *hint*, es ist also vermutlich beides anzupassen.
- das Ergebnis ist sicherlich noch weiter optimierbar mit Spielen an den Retract Settings bzw. den erweiterten Retract Einstellungen wie Coast / Extra Restart.
und ja, das ist hier ein Bondtech, aber die Retraction klappt im gewissem Rahmen auch mit anderen Extrudern, siehe meine Tests in letzter Zeit wie z.B.:
- beim Alfawise U30 Test (im Werkszustand)
- beim Tevo Tornado & Flash komplett Werkszustand mit Titan Clone
- oder beim Prusa MK2 oder MK3 (Direkt Extruder, Werkszustand)
- bein JGAurora A5 im Werkszustand
- und noch einigen anderen, wo ich erst nachgucken müsste, was ich mit TPU getestet hatte, bevor ich das hier aufliste. Bei mir ist im TPU Profil bei jedem Drucker die Retract erst mal an. Und an bleibt es in der Regel auch. es sei denn, es verklemmt.
Es funktioniert bei mir mit mehr Druckern als ich Drucker habe, bei denen ich Retracts für TPU zwingend abschalten muss. Ich sag nicht, dass es viel bringt. Nicht funktioniert hat es zuletzt beim Mini Delta. Der hat mich bei TPU echt vor Probleme gestellt, muss ich zugeben. Dabei druckt der toll mit PLA. Und ich muss gestehen, ich hatte zuletzt mit dem Ender3 vor allem mit dem Microswiss AllMetal und dem Standard Feeder Probleme mit TPU, aber schon vorwärts war das eher nicht gut..
Langer Rede kurzer Sinn: probiert es selber aus und tastet Euch langsam ran. Nur wenn sich beim Retract das Fila verheddert und auch mit langsamer / kürzer nix mehr zu retten ist, ja, dann schaltet die Retracts aus, dann ist es halt so.
Aber versuchts zumindest mal. Wie sagt man immer? Irgendwann kommt immer einer, der nicht wusste, dass es nicht gehen kann und.. oops.
Hallo, an meinem Mega S hab ich nun mal Retraction aktiviert… viel besser. An meinem Ender 3V2 genau das selbe, da bekomm ich richtig schlechte Drucke raus. Nun verwende ich den Mega S für TPU und den Ender3 für PLA. PLA kann der Ender viel besser als der Mega S.
Letztenendes bin aber sicher dass mann mit Millionen Einstellungen ausprobieren bei beiden sehr gute Ergebnisse hinbekommen kann….
Freut mich zu lesen, dass Du auch Probleme mit TPU und dem Mini-Delta hast *duck*.
Ich muss zugeben, ich probiere es auch erst seit 2 Stunden. Hab einen ziemlich langen Bowden dran. Retract hab ich auf 5mm, 3mm und 0mm getestet. Ich denke ich lass das mal auf einen niedrigen Wert eingestellt, macht erstmal keinen Unterschied wegen: Das Filament kippt immer hinten aus dem Spalt zwischen Vorschub und Einleitung in den Bowden raus. ca. 10mm Platz. Da baut sich der Druck natürlich ab und der Flow an der Düse reisst ab. Denke, wenn ich mir dort ein Röhrchen in das Gewinde schraube und das bis an den Vorschub fahre funktionierts. Hatte das Gefühl als müsste man bei TPU ein bisschen mehr Vordruck aufbauen wegen der Flexibilität. Hab dazu den Vorschub höher gestellt und immer wieder nachgegeben. Ich denke ich werde demnächst mal Experimente mit einer closed loop Filament-Kontrol wagen.
TPU und Flex allgemein stehen noch auf der ToDo Liste. Anet wirbt ja beim A8 Plus mit besonderen Fähigkeiten. Dann werd ich das wohl mal in Angriff nehmen müssen. Am Ende überrascht uns der 3D-Druck täglich neu mit den Fähigkeiten. Was grad noch Tabu war funktioniert plötzlich ohne Probleme. ABS und offene Drucker ist auch so ein Thema. Zur Sicherheit sagen wir erst mal geht nicht. Stimmt ja auch aber ist das so grundsätzlich richtig?
Wenn ABS nich so stinken würde… Müssmer auch mal noch was zu machen, ABS auf offenen Druckern (flache Drucke – „Mikroklima“ – Draft-/OozeShield). Da geht auch auf offenen Druckern ein bissl was.
Kleine Drucke hab ich auch schon hin bekommen. Irgendwie überschneidet sich das grad. Ich hatte zufällig gestern eine Mail an Thomas von 3DJake mit dieser Frage gesendet. Die verblüffende Antwort:
Danke für deine Mail.
Normales ABS stelle ich mir mit dem Ender-3 auch zu schwierig vor.
Was definitiv funktioniert mit dem Ender-3 und auch anderen offenen Geräten ist unser niceABS.
Das ist kein reines ABS mehr, etwas modifiziert für weniger Verzug.
Das ausgerechnet die Hausmarke an der Stelle besondere Merkmale bietet hätte ich jetzt nicht erwartet. Ich teste das jetzt mal!