
Original Prusa i3 MK2: Bettfeintuning
Das Wichtigste für einen guten Druck ist eine gute erste Schicht. Nach der Live-Z Offset Einstellung kommt das Feintuning des Betts mit Bed Level Correct.
Meine Vorgehensweise ist (sonst) immer: erst mal den Düsenabstand per Live Z-Adjust so gut es geht einstellen, damit sollte das Kästchen 5 eigentlich ok sein. Ist es hier jetzt nicht wirklich, aber ich druck das jetzt nicht nochmal neu.
Wer mag, darf gerne meine STL Vorlage 9point.stl für die 9 Kästchen benutzen, diese sind 0,2mm Dick und passend für das Druckbett des Original Prusa MK2(S) wie oben im Bild angeordnet. Sliced die Datei mit einer Dicke von 0,2mm für die erste Schicht, so dass tatsächlich nur ein einzelnes Layer gedruckt wird.
Kontrolle: mit einer (genaueren als meinen) Schieblehre oder einem Mikrometer (so heißen die Dinger glaub) kann man anhand der Dicke der gedruckten Kästchen prüfen, ob korrekt gedruckt wurde: Ist die Düse zu nah dran oder zu weit weg (bei passender bzw. gleichbleibender Extrusion) werden die Kästchen zu dick, bei korrektem Abstand wird ein 0,2 mm Layer auch nahezu gute 0,2 mm dick.
Mit meiner Schieblehre kann ich alles messen, was ich will, je nachdem, wie fest ich drücke kann ich messen, was ich gerne hätte.. Wer billig kauft.. 😉
Wir sehen relativ schnell: trotz des „magischen“ 9-Punkt-Auto-Nivellierens des Prusa MK2: wirklich „eben“ ist das Bett nicht. Mein Bett ist wellig, in sich verbogen, kann man auch mit’m Stahllineal sehen.
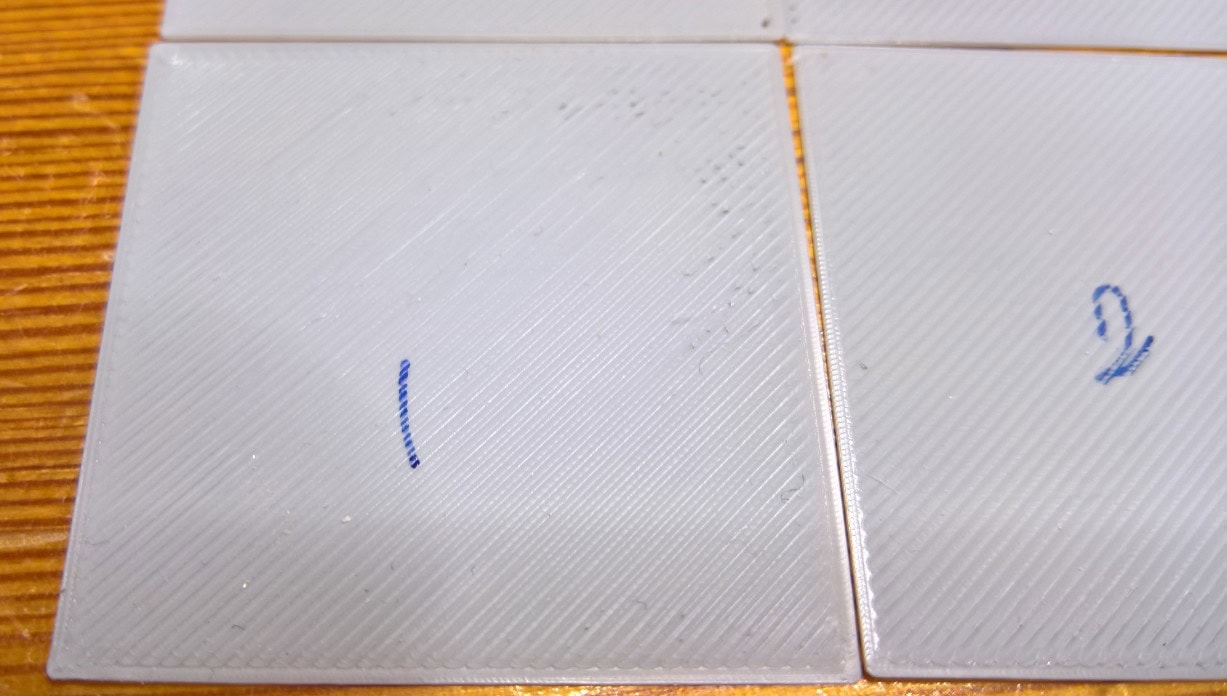
Kästchen 1 & 2: Düse deutlich zu nah dran
Die Kästchen 1 & 2 wurden mit der Düse „zu nah dran“ gedruckt. Befinden sich also sozusagen auf nem „Berg“, der Düsenabstand zum Druckbett stimmt nicht, die Düse müsste weiter hoch. Überschüssiges Material „quillt“ nach oben und wird von der Düse „mitgerissen“. Die Gesamtdicke ist dicker als die Kästchen sein sollte, die Oberfläche fühlt sich scharfkantig und rau an, in schlimmeren Fällen bilden sich auch „Wellen“..
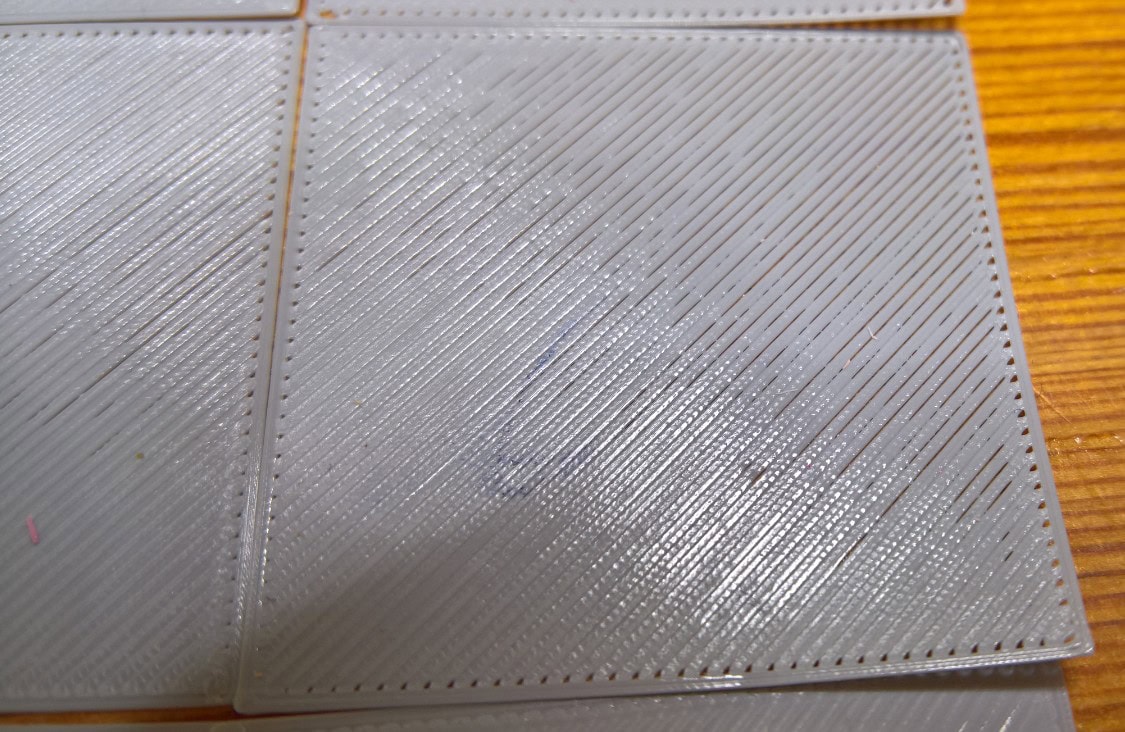
Kästchen 5 & 6 Düse zuweit weg
Gleichzeitig liegen Kästchen 5 und 6 recht deutlich in einem Tal. Hier hätte die Düse näher ran gemusst. Ist die Düse zu weit weg, kommt es zu solch einzelnen Fäden, die einzelnen Linien sind nicht miteinander verbunden. Der Druck haftet nicht gut auf dem Bett. Würde ich in dem Bereich jetzt feine Strukturen drucken wollen, dann kann ich mich geistig draufg einstellen, dass mir das nicht halten wird. Das resultierende Kästchen ist ebenfalls zu dick, weil nicht „ins Bett gedrückt“.
In Kurz: die 9 Punkte Messungen hat nicht ausgereicht, das Druckbett komplett „eben“ zu rechnen.
Was tun wenns Druckbett nicht in der Waage ist?
Im Calibration Menü findet sich ein Punkt „Bed Level Correct“, damit können wir nun die 4 Seiten des Druckbetts „vorne / hinten / links / rechts“ nochmal weiter anpassen und so versuchen, das nun von Hand weiter zu verbessern. Eine positive Zahl erhöht den Abstand von der Düse zum Druckbett, eine negative Zahl verringert den Abstand von Düse zu Bett.
Ich habe jetzt den Z-Offset per Live Z-Adjust nochmal einen Tick tiefer gestellt, dann bei Bettkanten Links und Vorne den Abstand manuell erhöht und rechts den Abstand manuell etwas verringert. Das Ergebnis schaut nun so aus:

Besser..
Istimmer noch nicht perfekt, vorne muss nochmal ein Eckchen weiter weg, rechts könnte noch ein „Müh“ näher dran… aber die Richtung ist schonmal gut..
Hi,
ich arbeite derzeit an einem Artikel für einen Drucker-Eigenbau ala Haribo/Zaribo/MK3s-Mod. Nachdem der Drucker fertig kalibriert war, haben wir erste Testdrucke gestartet. Dabei sind uns die unregelmäßigen Wände der Objekte aufgefallen, die einem Z-Wobble ähneln. Da es nur sehr unregelmäßig vorkommt, kann man eine fehlerhafte Spindel ausschließen. Eine Über- oder Unterextrusion ist ebenfalls nicht gegeben. Der Filamentdurchmesser schwankt zwar zwischen 1.72 mm und 1.795 mm, aber das ist noch völlig im Rahmen. Also habe ich beschlossen, die Mesh bed level corection zurückzusetzen und siehe da, der Effekt ist nicht mehr gegeben und die Wände sind schön glatt.
Das Ganze habe ich nicht nur mit weißen ABS, sondern auch mit rotem PLA getestet. Beim PLA war dieser Effekt kaum zu beobachten. Möglicherweise wird dieser Effekt außerdem verstärkert, sobald der Perimeterwert von 2 mm auf 3 oder 4mm angehoben wird. Zumindest konnte ich das beobachten.
Hat jemand von euch ähnliche Erfahrung gemacht? Wäre interessant zu erfahren, ob sich jemand damit beschäftigt hat.
Hallo Stephan,
Hab die Probleme mit dem Bett auch. Selbst mehrfache nachjustierung aller Achsen (hab die Gewindestangen alle nach Maß eingestellt), komplette Ausnutzung der Bed Level Correction und was weiß ich reichen nicht aus um das Bett korrekt zu leveln.
Was bis jetzt geholfen hat, waren die 2 Rundstähle an der Y Achse nach unten zu „schlagen“(Prusa Support gab den Tip). Scheinbar liegt da irgendwo auch die Ursache. Konnte es aber wie gesagt nur ca. zur Hälfte richten.
Hat da noch jemand einen Lösungsansatz?
Grüße,
Florian
Bei mir wäre schon viel gewonnen, wenn mein Bett keine Badewanne wäre. Wie lange hast du Deinen schon? Wenn noch nicht so lange, würde ich das Mal nochmal separat prüfen und ggbfls. reklamieren.
Ich bin mir nicht ganz sicher, aber so ein bissl klingt es danach, als ob die 2 Gewindestangen nicht richtig im Rahmen hängen, da könnte eventuell am Rahmen was nicht ganz stimmen, evtl. auch von der Beschichtung her oder ein Grat, dass es deshalb schief wird beim festziehen?
Im Prusa Forum gibt es einen Firmware Hack, Ultra fine Bed Leveling oder so, damit könnte man es auch nochmal probieren.
Oder, zusammen mit nem geraden Bett dann der Haribo Umbau. Der ist zwar teuer, aber mechanisch brennt dann nix mehr an. JP hats ja inzwischen selber zugegeben, dass der alte Rahmen nix ist, drum ist der MK3 jetzt auch vernünftiger konstruiert.
Hallo Stephan,
der Beitrag kommt genau im richtigen Moment! Danke! Der Kommentar zu den Meßschiebern könnte von einem Lehrling (neudeutsch Azubie) stammen und bringt mich zum schmunzeln. Also: Laut DIN-Norm beträgt die Genauigkeit eines Meßschiebers 0,1 mm. Zu erkennen an der Römischen Zahl auf dem Meßinstrument. Im nicht digitalen Zeitalter gab es teure Meßschieber mit 0,05 mm Auflösung. Den Herstellern von Meßschiebern fällt es heute nicht schwer da noch 20 Stellen hinter dem Komma aufblitzen zu lassen und sie meinen das sieht toll aus hat mit der Realität aber rein Garnichts zu tun. Wenn man das weis mißt der Meßschieber genau. Ach ja! Ein guter Meßschieber hat ein gerändeltes Rädchen am Schieber und ermöglicht damit einen definierten Anpreßdruck beim Messen. Da die digitalen Meßschieber aber die Möglichkeit zum Nullen haben ist das nicht mehr so entscheidend. Anpreßdruck beim Nullen gleich dem beim Messen. Noch Fragen?
Gruß Uwe