LightOff beim Resin – die Unbekannte
LightOff – Resinbenutzer kennen den Wert, sehen ihn oft bei jedem Druck und nur wenigen ist bekannt wozu dieser Wert überhaupt gedacht ist?
LightOff- Licht aus? Wieso Licht aus? Nein, das Licht muss an!
Ja was denn jetzt? Licht an oder aus? 🙂
Die Lösung ist ganz einfach: „Das Licht sollte zur passenden Zeit an und zu passender Zeit wieder ausgeschaltet werden.“
Alles klar? Noch Fragen? 😀 Wäre es doch nur so einfach……
Anders als beim Filamentdruck, wo es oft um Temperaturen und eine Fülle von weiteren Parametern geht, ist das beim Resindruck auch so, hier nennen sich die Parameter nur anders, da sich alles um das Licht, genau gesagt um das ca. 405nm UV-Licht dreht. Dabei drehen wir als Resindrucker an einigen Uhren, genauer gesagt an der Zeit.
Hier mal ein paar Einstellungen vom Elegoo Saturn:
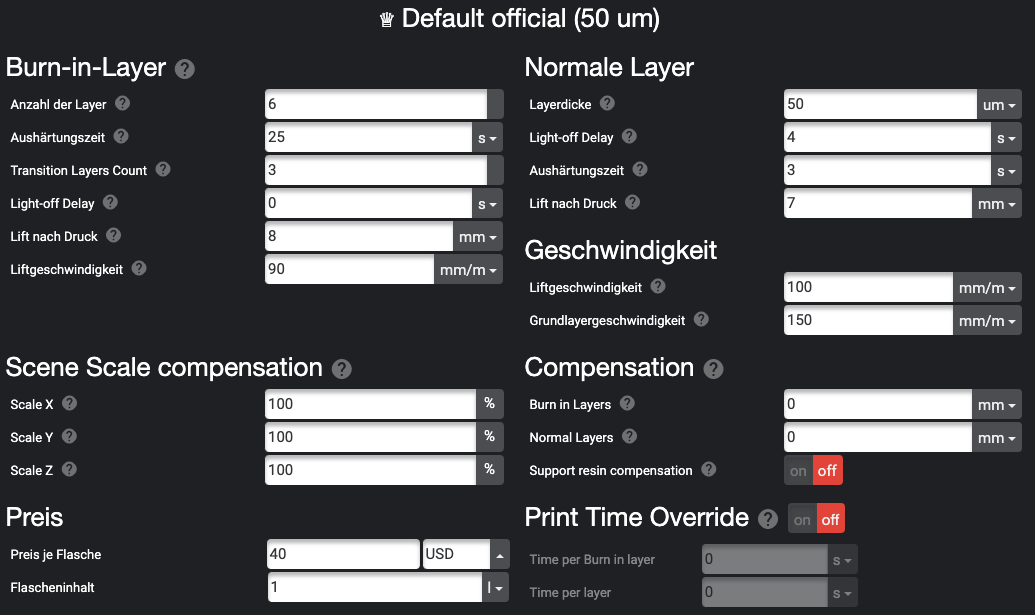 |
Gut zu erkennen sind die vielen Werte mit Zeitangaben und Geschwindigkeiten. Die Resindrucker unter uns kennen das. Da es viele Werte gibt, möchte ich hier jetzt nicht jeden einzeln erklären, es geht genau gesagt um den Wert rechts oben im Bild, dieses unscheinbare einzeilige Ding mit dem Namen Light-off-Delay.
Hmmmm? Da gibt es aber links auch einen Light-off-Delay? Wieso gibt es denn zwei Werte davon?
Für unsere Einsteiger im Resindruck und die, die es einfach lesen hier, sei es kurz erklärt.
Beim Resindruck gibt es zwei Ebenen. Einmal die ersten Schichten die so gedruckt werden, dass überhaupt etwas am Druckteller hängen bleibt. Das ist gleich den ersten Schichten beim Filamentdruck, wo mit Brim, dünneren Schichten usw. eine Grundhaftung für die ersten Schichten erzeugt wird, damit der Anfang des Drucks hält. Genau das gibt es beim Resindruck auch und dieser wird oft „Burn-in-Layer“ genannt.
Nach den ersten Halteschichten folgen dann die normalen Schichten, normale Layer, die das Druckobjekt erzeugen.
So viel dazu.
Ab Werk werden die Drucker gerne mit einem Light-off-Delay von 0s geliefert bzw. die Slicer wie Lychee, Chitubox oder auch die eigenen Slicer der Druckerhersteller, setzen hier ab Werk gerne stumpf 0s ein.
Das ist okay, da viele Drucke auch so funktionieren. Bei einigen geht es aber schief.
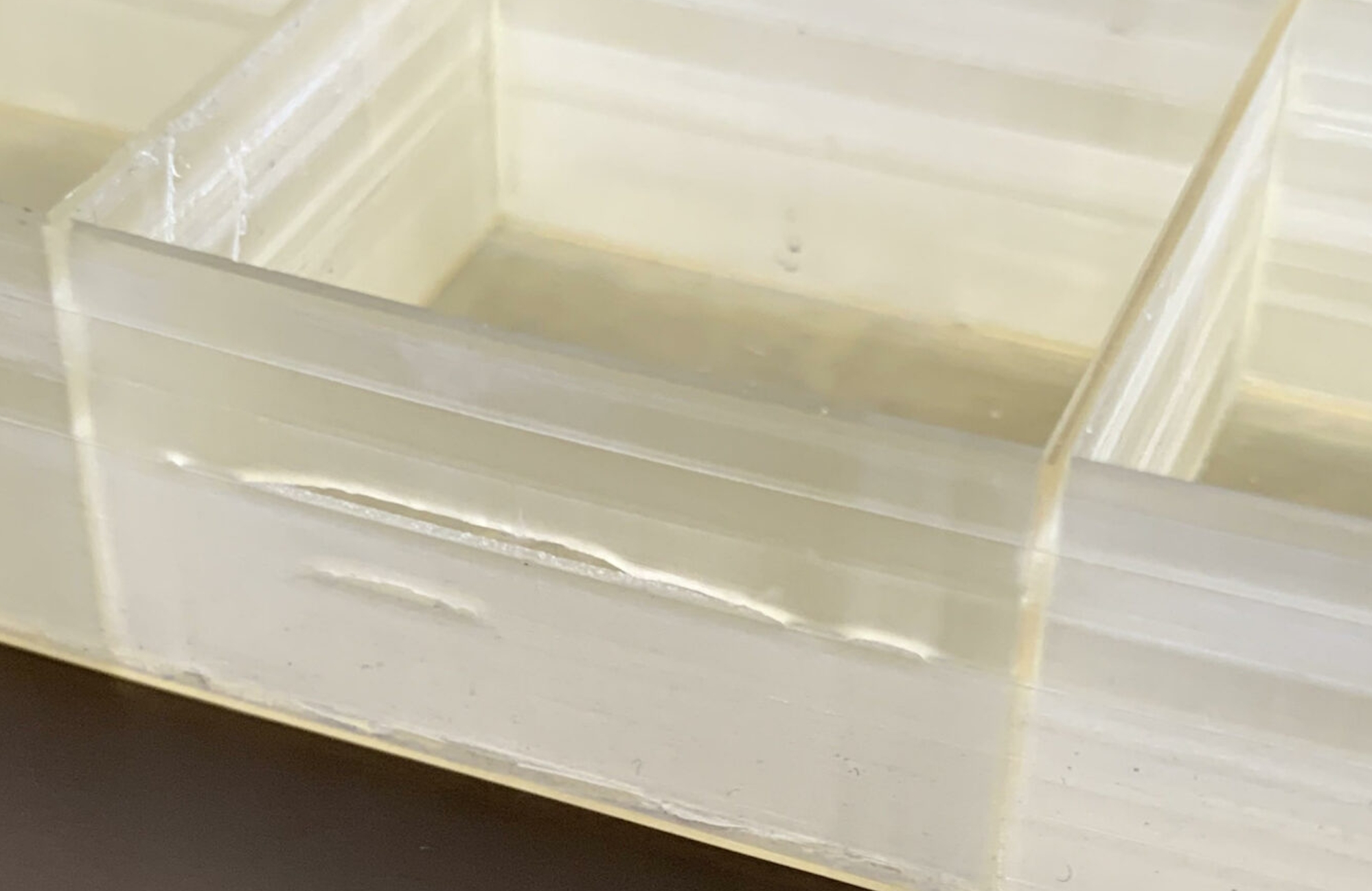
Wie hier zum Beispiel:
Quelle: https://drucktipps3d.de/forum/topic/risse-in-der-wand/
Die Box hat es beim Druck zerrissen. Woher kommt das?
Das Problem ist, beim Druck wird so eine Druckkammer gedruckt, die sich von der Folie ablösen muss. Dabei entsteht ein Unterdruck in der Box und dieser ist so groß, dass er das Resin von außen wieder in sich einsaugt und dabei die Wand zerreißt! Das habe ich schon bei 2mm dicken Wänden gesehen, die stumpf eingerissen wurden!
Das zu begrenzen ist die Aufgabe des Light-off-Delay. Durch die Wartezeit und das sich beruhigende Resin verringert sich die Kraft ein wenig an den Wänden/Schichten.
Taucht der Druckteller in den mit Resin gefüllten Tank ein, ist das wie ein Tsunami. Das Resin schaukelt und schwappt im Tank umher.
Bei massiven Drucken ist das unauffällig, dünnwandige oder hohle Objekte werden so allerdings zum Problem. Um das zu verhindern, muss das Resin beruhigt werden, bevor eine neue Schicht gedruckt wird. Der Tsunami muss sich legen, erst dann lässt es sich wieder am Strand gemütlich machen.
Mit dem LightOff wird keine Verzögerung eingestellt sondern eher eine Wartezeit. Der Begriff Verspätung/Verzögerung/Delay ist nicht so gut gewählt für die Funktion.
Einstellungen:
Was stellt man denn da ein? 1 Sekunde oder gleich 5 Stunden??
Äh nein, der Wert ist etwas komplexer und hängt auch vom Drucker ab, wie dessen Betriebssystem den Wert interpretiert. Darum kann das hier auch nur eine grobe Anleitung sein.
Empfohlen ist eine Wartezeit von ca. 2-4 Sekunden, in der sich das Resin beruhigen soll, bevor es belichtet wird. Leider bringt ein Wert von 4s, wie im Titelbild zu sehen, oft überhaupt nichts, da der Wert selbst noch etwas komplexer ist als gedacht.
Dazu muss gesagt werden, dass die Zeit, die ein kompletter Hub beim Drucken einer Schicht benötigt wird, mit in den Wert einfließen muss. Je größer die Druckplatte, je schneller sie bewegt wird, umso größer ist auch der Tsumani im Tank und umso länger braucht das Resin um sich wieder zu beruhigen.
Berechnen des Wertes:
Lift Distance: 7mm (Höhe des Hub)
Lift Geschwindigkeit: 80mm/min = 1,33mm/s
Zeitdauer: 7mm / 1,33mm = 5,26s
Rückzugsgeschwindigkeit: 200mm/min = 3,33mm/s
Zeitdauer des Rückzugs: 7mm / 3,33mm/s = 2,10s
Gesamthub = 5,26s + 2,10s = 7,36s
Die 7,36s sind somit die Zeit, die ein vollständiger Hub benötigt. Zu dieser Zeit addiert man die gewünschte Wartezeit/LightOff hinzu. Kleine Tanks(120x80mm) brauchen so 2s drauf und große Tanks (190x120mm) durchaus 4s auf den Gesamthub.
Das ergibt eine Zeit/Lightoff von:
7,36s + 2s = 9,36s (120x80mm Tank)
7,36s + 4s = 11,36s (190x120mm Tank)
Liegt der eingetragene Wert des Lightoff unterhalb der berechneten Hubzeit, so wird er einfach ignoriert. Werte unter 7,36s ,je nach Tankgröße und eingestellter Geschwindigkeit, werden somit vom Drucker nicht beachtet.
Das ist viel Theorie und jeder kann/darf aber soll/muss sich nicht daran halten.
Leider ist das etwas kompliziert umgesetzt, da bereits bei einer geänderten Hubhöhe oder bei angepassten Geschwindigkeiten gleich alles neu ausgerechnet werden muss. Besser wäre es, wenn der Drucker selbst eine Wartezeit vor dem Einschalten des UV-Lichtes abarbeiten könnte, das würde einem die Mathestunde ersparen…..
Hinweis:
Wie gesagt, es hängt vom Drucker ab ob er den Wert und wie er den Wert interpretiert. Generell erwarten, dass es umgesetzt wird, kann man leider nicht… Einige Drucker folgen bei der Bewegung einer Beschleunigungs- und Abbremskurve, die in die Berechnung nicht mit einfließt.
Um es zu testen, Tank raus, Druckplatte ab, Haube drauf und den Drucker trocken mit Stoppuhr bewaffnet drucken lassen. So lässt es sich probieren wie die Werte sind und ob sie überhaupt umgesetzt werden.
Generell lässt sich sagen, dass dünnwandige Objekte langsam und mit gesetzter Wartezeit gedruckt werden sollten, damit sich das aufgeschaukelte Resin beruhigen kann, bevor eine weitere Schicht belichtet wird. Ein weiterer Tip wäre, Hohlräume, die so einen Blowout erzeugen können, hoch genug anzuheben, bis sie aus dem Resin herauskommen, um den Druck zu nehmen. Bohrungen im Objekt bringen auch eine Entlastung und einen Druckausgleich, sind aber manchmal auch unerwünscht.
Anmerkung von TTx380:
Gerade zum letzten Tip (aus Resin herausheben) habe ich noch einen Hinweis. Der Hub muß dann aber deutlich über den Resinlevel, also nicht nur gerade so aus dem Resin heraus erfolgen. Dann hat das Resin eine Chance, aus dem Bauteil abzulaufen.
Zudem verdrängt das Bauteil durch die nun enthaltene Luft mehr Resinvolumen im Tank. Der Level steigt somit höher an, wenn das Bauteil wieder in den Tank eintaucht. Das eintauchen sollte auch langsam erfolgen weil das Resin die Luft im Bauteil komprimieren kann, der Druck im inneren des Bauteils steigt schnell an. Nach dem eintauchen entspannt sich die Luft dann wieder, und kann evtl. sogar unten wieder herausdrücken.
Das kann dann gerade bei großen Bauteilen, mit großem Hohlraum evtl. mehr Problem verursachen, als lösen.
Hallo
Ich habe mir gerade einen Elegoo Mars2Pro zugelegt un bei der Gelegenhaeit das neueste Chitubox 1.9.0 installiert.
Hier bin ich auf folgende Einstellung gestoßen
Waiting Mode During Printing: „Resting time“ oder „Light off delay“
Bei Resting Time gibt es folgende Pareameter:
Rest Time Before Lift
Rest Time After Lift
Rest Time After Retract
Könnte es sein , dass sich Chitu hier des Themas angenommen hat ein eine Möglichkeit zu einstellen der Zeiten ohne diese zu berechnen zu müssen geschaffen hat ?
Ja
Das mit „aus dem Resin rausheben“ funktioniert eigentlich mehr schelcht als recht, weil man damit letztlich u.U. nur die Richtung ändert, in die die Kräfte auf die Wand wirken, es entsteht in der „Druckkammer“ dann Überdruck statt Unterdruck.
In englischsprachigen Foren redet man gern von „Suction Cup“ (Saugglocke).
Was relativ gut funktioniert (besser als Light-Off bisher bei mir). sind tatsächlich Ablauflöcher. Die müssen nicht mal besonders groß sein – aber es ist wichtig, dass sie nicht durch das Druckbett „verstopft“ werden.
Ein recht gutes Beispiel dafür, wie so ein Loch ausehen sollte, ist der Elegoo-Turm, der auf dem Stick von z.B. dem Saturn mitgeliefert wird. Da die Öffnung schräg runter bis zum Boden geht, entsteht keine Sauglocke und man kann den Turm auch direkt auf dem Druckbett platzieren (-> sehr gute Oberfläche dann).
Das ist richtig, so ein Druckausgleich kann aber in einigen Fällen helfen. Ablauflöcher sind die beste Variante, allerdings sind die nicht immer setzbar. Übertrieben gesagt, machen Ablauflöcher, die nacher umständlich geschlossen werden müssen, bei einem U-Boot keinen Sinn bei bestimmten Teilen.
Man muss da abwägen. Das macht auch so einen Artikel so komplex. Er soll kurz und knapp sein, dabei kann er allerdings nicht alle Bereiche abdecken.
Sehr schön erklärt Stephan > wie war das? Wissen ist Macht 😉 🙂
Ich weiss nix. Ich war das nicht, das war der Winzer 🙂
Dankeschön, für die gute Erklärung!
Ist, wenn man einmal dahintergestiegen ist, gar nicht so kompliziert. Aber in der Tat ziemlich wichtig. Danke für ausführliche Erklärung.
Fies wirds, wenn wie schon angesprochen zB die letzten 2mm mit anderer Geschwindigkeit gefahren werden und man das erstmal nicht weiss. Sofern man aber irgendwo die Werkseinstellungen des Druckers im Format gcode auftreiben kann, lässt sich das ohne Probleme nachvollziehen (und auch ändern) .
Danke für die Aufklärung. Ist für mich noch alles kryptisch. Bin noch skeptisch, ob ich mir das alles auf Dauer will.