
Ersteindrücke vom XYZPrinting Noble 1.0A SLA Drucker
Ich bin mit dem Noble 1.0a nicht warm geworden. Was mir gefallen hat – und was nicht, steht hier..
Ich bin sehr gespalten, was den Noble 1.0A UV Laser SLA Drucker von XYZ-Printing angeht. Letztendlich habe ich ihn zurückgeschickt. Aber Lust auf mehr, mehr Resindruck, hat er definitiv gemacht. Wird nicht mein letzter Versuch sein..

Für SLA ein durchaus großer Drucker mit verhältnismäßig großem Bauraum
Verdongelter Drucker – is mir egal..
Gleich mal vorneweg: die Tatsache, dass XYZ die Resin Flaschen per NFC Chip verdongelt hat und man so nur mit XYZ Resins drucken kann, das hat mich am Wenigsten gestört an der Sache. Das XYZ Standard Resin kostet zwischen 120 – 140 Euro pro Kilo. Das liegt preislich so im Mittelfeld, es gibt günstigere „Standard“ Resins, es gibt auch teurere „Standard“ Resins. Mit flexiblem Resin, Castable Resin für den Formenbau bietet XYZ auch die (noch teureren) Sonderformen an Resins an. Es fehlt also auch nicht an der Auswahl. Man kann durchaus mit XYZ Resin auskommen. Und: man bekommt es recht einfach in Deutschland, XYZ und Formlabs Resins gibts in mehreren Shops – die meisten günstigeren Resins musste ich aus dem Ausland importieren.

Der NFC Chip an der Flasche achtet drauf, dass nur XYZ Resin benutzt wird
Aber: das klare Resin ist nicht wirklich klar. Es wird extrem milchig beim Aushärten und wie die meisten Clear Resins auch etwas gelblich. Das hat mich ein bissl enttäuscht. Ich hatte klarer erwartet, der Gelbstich stört mich weniger.

Probedruck Schraube.. die tut sogar ,-)
Wie belastbar die fertigen Drucke sind kann ich nicht sagen, bin nicht zum Drucken eines Testdruckes für einen Bruchtest gekommen. Grundsätzlich sind die Teile aus dem Drucker noch recht weich, erst Tage später härten die komplett aus (und sind aber immer noch nicht steinhart..) Wenn man in der Software die Laserstärke erhöht, werden die Teile etwas fester. Eine günstige Alternative zu teuren Aushärt-Kammern sind billige (ab 20,00 Euro) UV Härtegeräte fürs heimische Nagelstudio.

Der Stiel nie richtig fest geworden, hässliche Layerlinien.. der Testdruck vom USB Stick ist grottig 🙁
Das Glasding war mein allererster Druck und im Grund war ich nicht grad begeistert. Das Ding liegt fertig gesliced auf dem USB Stick, keine Ahnung, warum das so schlecht geworden ist und warum XYZ sowas als Demo-Objekt nimmt. Aber der Abschuss ist der XYZ Ring, den die da noch drauf gepackt hatten, der is sowas von pottehäßlich, ich dachte zuerst das is’n Fehldruck und wollte ihn wegwerfen. Grausam 🙂 Ich hab ihn dann trotzdem weggeworfen, die Stützen waren hübscher als der Ring.

Schön hingegen dieser Ball aus verwobenen „Bändern“ auch auf dem USB Stick
Die Tanks
Ein bissl unzufrieden bin ich auch mit der Haltbarkeit der Resintanks. Bereits nach dem 3. Druck in der Mitte der Bauplattform konnte ich sichtbares „Clouding“ im Tank feststellen. Clouding entsteht, wenn nach mehrmaligem Drucken auf der selben Stelle die Silikonschicht im Tankboden trübe wird. Wird das zu trübe, macht es den Tank an der Stelle dann unbrauchbar. Bei einem Preis von 55,- Euro für einen neuen Tank, ist das ein weiterer Kostenfaktor, den man mit einrechnen muss. Tanks sind bei SLA Druckern wie das Resin Verbrauchsmaterial. Um die Lebensdauer der Tanks zu verlängern sollte man immer an einer anderen Stelle drucken.
Verschließbare Tanks mit Deckel, in denen man das Resin lagern kann, wie es Formlabs hat, wäre ebenfalls eine schöne Sache gewesen. Immerhin, wenn man regelmäßig druckt, kann man den Tank wenigstens gefüllt im Drucker stehen lassen – wenn die Haube auf dem Drucker drauf bleibt.

Clouding beim frisch ausgepackten Tank nach nur 3 Drucken
Viel Boden verloren dank bescheidener Software
Wesentlich schwerwiegender ist allerdings die Tatsache, dass man nur die XYZ Noble Software benutzen kann und nichts anderes. Die XYZ Software für den Noble ist.. sehr bescheiden. Bei jedem Start wird man erst mal mit Werbung zugepflastert, die man wegklicken muss. Ok, nervig, aber egal. Man solle sich mit seinem XYZ Benutzerkonto anmelden, jo, gerne. Aber leider vergisst die Software ständig das Login, so dass man sich immer wieder neu einloggen muss (es kann auch sein, dass es daran liegt, dass ich immer 2 PCs im Wechsel benutze). Auch nervig. Die XYZ Software ist enorm sperrig. Und als Software für einen SLA Drucker, bei dem es ungemein wichtig ist, dass man weiß, wie viel Fläche pro einzelnem Layer zu drucken ist, ist das Fehlen einer Layer-Vorschau schon richtig übel. Jeder Slicer da draußen hat heute eine Layer-Vorschau. XYZ hat das nicht und genau die wäre für SLA wichtig gewesen.
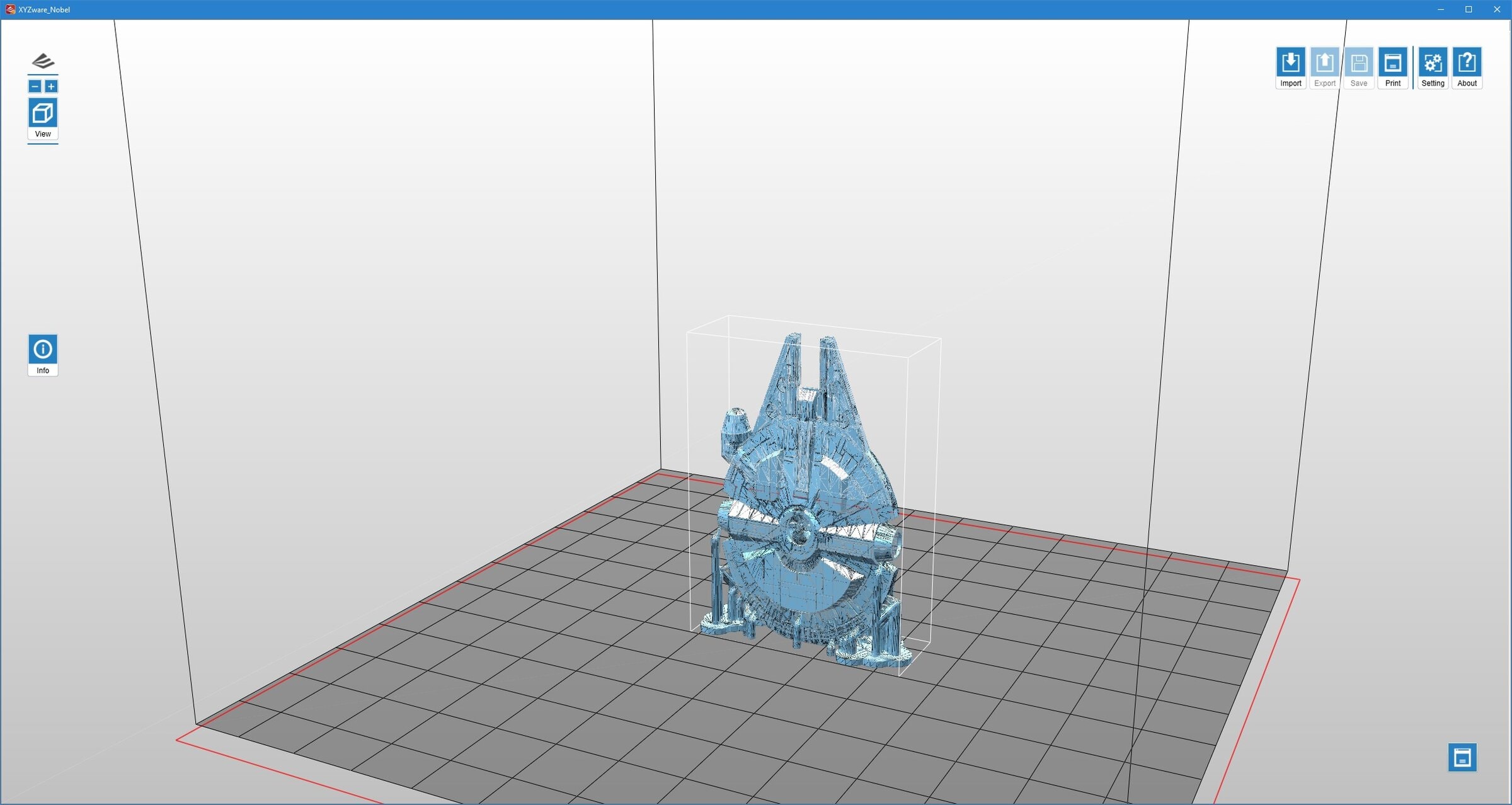
Nicht mal eine Layervorschau nach dem Slicen
Man kann mit der XYZ Software eigene Supportstrukturen platzieren (Yay!) oder automatische Supports generieren lassen. Das Problem mit dem automatischen Support: die sind hirntot – und funktionieren auch nie so richtig. Schaut man mal, wie schlau Formlabs in Preform (der Formlabs Software) das Objekt ausrichtet und dann intelligent die Supports generiert und sieht dann wie stupide dagegen XYZ da einfach X Stützen pro cm hin ballert, dann merkt man schnell, dass der Preisunterschied auch eine Softwarefrage sein kann.
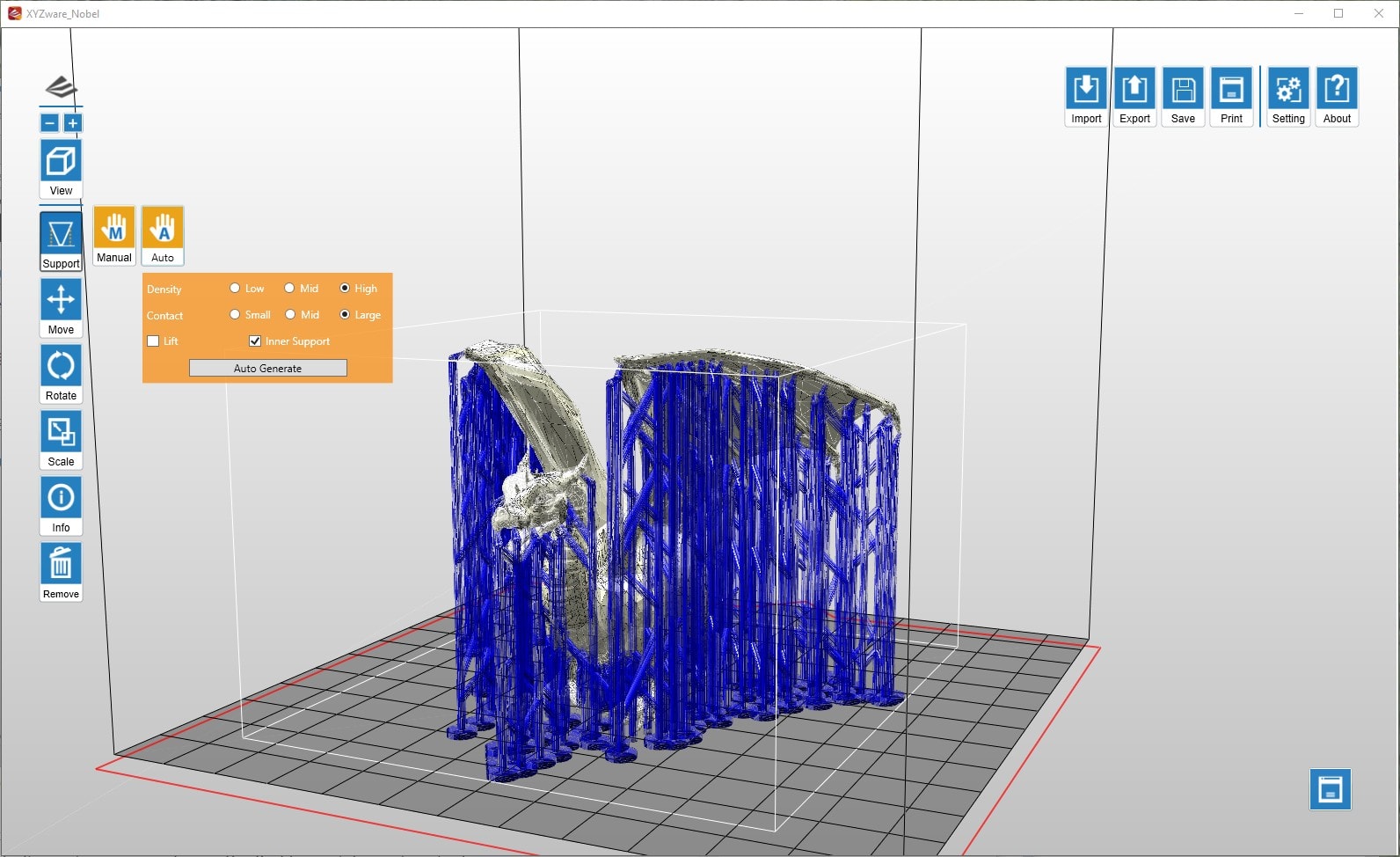
Die Software lässt zu wünschen übrig.. Dieser Druck funktioniert so nicht, der gehört gedreht..
Komischerweise hatte ich nie das Problem, dass sich das Druckstück von der Bauplattform gelöst hatte. In der Regel sind meine Drucke am Noble immer daran gescheitert, dass sich das Druckobjekt vom Support gelöst hat.
Meiner Meinung erstellt der XYZ Slicer die Haltepunkte zu klein, oder positioniert die Stützen falsch. Und da gibts leider nur 3 Einstellungen für: Klein / Mittel / Groß Haltepunkt und „Wenig, Mittel oder Dicht“ für die Anzahl der Stützen. Wenn Groß & Dicht nicht ausreicht und man schon so nen Wald da hingesetzt hat, dann steht man dumm & angeschmiert da.
Ich bin dann dazu übergegangen und habe mir in Formlabs PreForm angeschaut, wie man das Druckobjekt am besten positioniert und wo die Supports hin sollen, hab das in Autodesk Meshmixer nachgestellt, von Meshmixer funktionierende Supports hinzufügen lassen und das als STL exportiert, in XYZ wieder importiert und dann „gesliced“. Und da kommt schon der nächste Lapsus von XYZ: Hat man vor dem Slicen die Datei nicht gesichert, gibts danach kein Zurück mehr. Um zu erfahren, wie lang der Druck in etwa dauert und wieviel Material benötigt wird, muss man slicen. Will man danach nochmal ne Änderung machen, dann muss man die STL Datei wieder neu importieren. Hirnrissiger kann man einen Workflow nicht gestalten.

Dem Nobel unter die Haube geguckt
Noble 1.0A funktioniert autonom
Toll finde ich, dass der Noble 1.0A im Prinzip komplett Standalone funktionieren kann. Bei den DLP Druckern wird in der Regel die Grafikkarte im PC benutzt, der Drucker kommt also an den USB und gleichzeitig an den HDMI Ausgang des PCs. Ich hatte bislang mit so einem Ansatz („Mehrschirmbetrieb“) nur Ärger und wollte deshalb explizit SLA. Wer Tom3Ds Wanhao Duplicator 7 Video gesehen hat, genau so läuft das bei mir im 2-Schirm Betrieb immer.
Beim Noble 1.0A bzw. grundsätzlich bei SLA ist das anders. Der Noble ist eben kein DLP sondern ein 405-nm-UV-Laser basierter SLA Drucker. Der braucht keinen Anschluss am HDMI Ausgang des PCs. Speichert man seine fertig gesliceten Dateien auf den mitgelieferten USB Stick, dann muss der PC nicht mal mit dem Drucker verbunden sein, um zu drucken. Oder auch schön: startet man den Druck vom PC aus, wird zunächst der komplette Druckjob an den Drucker übertragen und danach kann man den PC ausschalten. Klasse. Das fand ich prima. Ich kann einen Druckjob problemlos pausieren und auch Stunden später wieder fortsetzen, da passiert nix. Oder zwischendurch mal die Haube aufmachen und gucken, ob der Druck was wird (das erkennt man im laufenden Druck bei geschlossener Haube nämlich zu Beginn erst mal gar nicht und erst später, wenn die Bauplattform etwas höher steht kann mans erahnen.)
Auch schön, der Nobel 1.0A verfügt über eine Resin Überwachung und eine Pumpe. Wenn das Resin im Tank knapp wird, pumpt er vollautomatisch Resin nach (man kann die Automatik auch abschalten).
Unschön hingegen ist, dass bei meinem Noble irgendwas komplett schief gelaufen ist: Heute wollte er Resin nachpumpen und es kamen nur noch Luftblasen. Die Resin Flasche war bis zum letzten Tropfen leer. Der Drucker (und ich übrigens auch) war jedoch der Meinung, dass da noch über 65% Resin in der Flasche sein müsste. An der Stelle hab ich mich dann echt geärgert. Ich kann mit nem verdongelten Drucker leben, der penibel auf meinen Resinverbrauch achtet und auch aufpasst, dass ich kein billiges Fremdresin heimlich reinkippe. Aber wenn diese Überwachung dann um 65% der Resinmenge daneben liegt, dann ist das nicht akzeptabel.

Die Z-Achse: Leadscrew und Schiene
Mechanik und so
Ich finde den Noble 1.0A mechanisch gut gemacht. Das schaut alles stabil und durchdacht aus. Die Lasereinheit ist zumindest etwas geschützt, sie fährt riemengetrieben das Druckbett ab, das dauert zwar etwas länger, ist aber glaube ich damit auch nicht ganz so Staubanfällig wie so manche Konkurrenz. Also auf mich als SLA Noob wirkt das schon recht zuverlässig, was XYZ da abgeliefert hat.

Laser hinter Glas
Das Ausrichten des Druckbetts ist kinderleicht im Vergleich zu unseren Plastik-Quetschern: 4 Schrauben lösen, Plattform runter fahren lassen, leicht andrücken und die 4 Schrauben wieder festziehen. Ausgerichtet ist. Und das beste; einmal gemacht und in den 10 Tagen nicht einmal nachjustieren müssen. Bin ich sehr zufrieden mit. Und viel mehr bewegliche Teile hat der Drucker auch gross nicht.

Bauplattform mit 2 der 4 Justierschrauben
Die Druckqualität des Noble.
Nüchtern auf dem Datenblatt kann er 0,025, 0,050 und 0,100 Layer drucken. Das ist aber nicht ganz die Wahrheit: 0,025 Schichten druckt er nur, wenn das zu druckende Objekt kleiner als 50 mm (Z-Achse) ist. 0,050 Schichten nur kleiner 100 mm in der Z-Achse und alles darüber druckt er dann nur noch in 0,100 mm Schichten. Meiner Meinung gehört dieser Hinweis fett mit in die Artikelbeschreibung – ganz unabhängig davon, ob es Sinn macht, ein 100 mm Objekt mit 0,025 mm Schichten zu drucken.
Nun gemeinhin wird ja gesagt, dass man bei SLA Drucker selbst bei 0,1 mm Schichten keine Schichtlinien erkennt. Jo, Schichtlinien muss man tatsächlich suchen, was meiner aber bei 0,100 mm Schichten gemacht hat, ist „wellenförmige“ Verdickungen an vertikale Wände zu drucken. Ist jetzt auch nicht unbedingt die feine englische Art.

Wellenartefakte am ChaosCoretech Rook – https://www.thingiverse.com/thing:2259892
Beworben wird der 1.0A mit einer X/Y Auflösung von 0,137 mm. Was mich jedoch sehr verwundert hat, ist dass dies eine Angabe komplett ohne Wert ist. Drucke ich den 3DSLA Testdruck von hier, dann sind Wände (und Lücken zwischen 2 Wänden) unter 0,5 mm überhaupt nicht als solche realisierbar. Die minimale Wandstärke und Abstände zwischen 2 Wänden ist also unabhängig von der Auflösung und deutlich schlechter als erwartet.

Licht und Schatten beim SLA Torture Test: schon die 2. Lochgröße versaut, dafür „oben“ top
Lücken und Wandstärken können meine FDM Drucker besser, dort reichen mir schon 0,2 mm als Lücke. Schon komisch. Gleichzeitig kann der Nobel aber auch feinste Details drucken, die mit FDM undenkbar wären. Wie das alles zusammenpasst, hab ich leider noch nicht so ganz verstanden.

Fillenium Malcon – inkl. intergalaktischer Staubflusen. Toller Druck, mit FDM geht das nicht so gut
Recht ordentlich liest sich auch die Größe des Bauraumes: 128x128x200mm ist für einen SLA ein guter Wert. Was jedoch nicht heißt, das wir diese Größe auch so ohne weiteres ausnutzen können: je größer das Objekt, oder je größer die zu belichtende Fläche pro Layer, umso großer die Kräfte, die darauf wirken. Kurz: umso schwieriger ist es, das Druckobjekt auch tatsächlich erfolgreich über die Bühne zu bringen und nicht mit einem undefinierten Klumpen am Boden des Tanks zu enden.

Wieder Wellen und die Kantenlängen passen nicht
Ein weiterer Kritikpunkt für mich war jedoch der Druck mehrerer Testwürfel, diese Ergaben deutliche Abweichung unter Sollmaß. Bei einem 20 mm Würfel in der vorderen Ecke gedruckt hatte ich 0,3 mm Abweichung. Und zwar in Abhängigkeit davon, wo das Objekt auf dem Druckbett positioniert war. Lässt sich damit also auch nicht mit der Software kompensieren. da der Faktor ja je nach Position ein anderer ist. Generell ist immer wieder mal zu sehen, dass eigentlich vertikale Wände eine leichte Wölbung aufweisen. Ob sich nun das Druckteil aufgrund der einwirkenden Kräfte und unzureichendem Support biegt, oder ob der Drucker ansich ein Problem mit der Genauigkeit hat, kann ich nicht sagen. Ich fands allerdings nicht wirklich toll. Auch dies können meine FDM Plastikverformer besser.

Richtig gut geworden: der Make Rook – https://thingiverse.com/thing:533652
Meine Meinung nach 10 Tagen Noble 1.0A:
Fast 2.000,- Euro soll der Noble 1.0A kosten. Das ist in Zeiten, wo man für brauchbare FDM Drucker keine 300,- Euro bezahlt ein Haufen Kohle. Aber es ist halt auch 2.000,- Euro günstiger als die SLA Referenz Formlabs Form 2. Ein Form 2 kann oder will ich mir nicht leisten.
Im Grunde erhält man mit dem Noble 1.0A eine durchaus solide wirkende Maschine, die einige sehr nette Funktion bringt (Standalone Betrieb, Automatisches Nachfüllen des Resin), aber die von einer unzureichenden Software behindert wird und deren Genauigkeit zumindest in den Händen eines Noobs wie mich zu wünschen übrig lässt. Was durchaus auch Bedienfehler sein kann. Denn eines muss man ganz klar sagen: das sind schon komplett andere Baustellen hier und das Wissen, was man sich beim FDM Druck angeeignet hat, kann man bei SLA mal getrost in die Tonne kloppen.
Meine Befürchtung, dass der Umgang mit Resin in eine Riesensauerei ausarten würde, hat sich so nicht bestätigt. Das lässt sich doch recht gut managen, wenn man die Abläufe etwas eingeübt und alles zum Säubern bereit liegen hat. Ein dedizierter „Putzplatz“ ist definitiv kein Fehler.
Mein Verbrauch an Isopropyl Alkhol ist zwar gigantisch angestiegen, ich hab gut 3 Liter verbraucht in einer Woche, meine ganzen Vorräte für den Polysher sind drauf gegangen. Auch der Staub und die Hundehaare waren zumindest in der kurzen Zeit kein Problem, was sich langfristig im Druckerinnern angesammelt hätte und wie sich das weiter auf die Druckqualität hätte ausgewirkt, werde ich wohl nimmer erfahren.
Super, dass ich Deinen Bericht gefunden habe. Du hast ziemlich genau meine Fragen beantwortet und mir die Entscheidung noch etwas schwerer gemacht. 😉
Ich möchte hohle Zylinder drucken, die innen einen drehbaren Ring haben sollen – alles in einem Druck hergestellt, nicht herausnehmbar und eng anliegend. Die 0,1 mm Spaltmaß kann ich wohl schon mal vergessen.
Vom DLP bin ich wegen der möglichen vertikalen Streifenbildung abgerückt und dachte, dass ich mit dem Laser besser liege. Obwohl er so langsam und für Seriendrucke schlechter geeignet ist.
Dass er keine 6 gleichen Teile auf einer Platte exakt gleich drucken kann und die Präzision für technische Teile fehlt, lässt mich an meinem Projekt zweifeln. Zumal ich nicht einfach ein fremdes Resin nehmen kann, welches speziell für meine Teile passend ist. Ärgerlich.
Ich kann leider nicht erkennen, wann Du den Bericht geschrieben hast – wir haben jetzt Februar 2018 – vielleicht hat sich etwas zwischenzeitlich geändert?
Gruß, Eddy
Gerade gesehen – von Juni 2017. Sorry.
Hi Eddy,
Ich würde mir mal den ‚Peopoly Moai anschauen, der ist mir irgendwie sympatischer.. https://peopoly.net/products/moai
und billiger müsste er auch kommen.