Test-Profil für Cura 4.x
Da ich vor ein paar Tagen mal wieder auf einem fremden PC auf die Schnelle einen 3D-Druck erstellen sollte, habe ich mir kurzerhand ein Basis-Profil für Cura 4.x gebastelt.
Das möchte ich Euch nicht vorenthalten, da ich denke, daß es gut zur Fehlersuche oder als Basis für eigene Profile verwendbar ist.
Ursprünglich im April 2019 veröffentlicht…
Update: 22.06.2022: Start- und Endskripte optimiert, sonst keine Änderungen
Update: 26.05.2022: keine grundlegenden Änderungen, aber mit Cura 4.13.1 neu erzeugt und getestet.
Update 02.05.2020: Keine Änderungen, aber mit Cura 4.6.1 (unter Windows 10) erfolgreich getestet.
Update 27.07.2019: Neue, einfacher zu installierende Version, mit Cura 4.1 kompatibel.
Es ist eigentlich sogar ein kompletter generischer Drucktipps3D Drucker, mit Daten nahe am kleinsten gemeinsamen Nenner:
205*205*205 mm^3 Bauraum, Bowden-Extruder, 5 mm Retraction, 1,75 mm Filament, 0,4 mm Düse, PLA, PETG, beheiztes Bett, 60 mm/s in 0,20 mm Schichtdicke
Es erhebt keine Ansprüche auf Perfektion oder universelle Verwendbarkeit. Aber es sollten damit auf vielen Druckern halbwegs vernünftige erste Druckergebnisse erzielbar sein. Es sind also alles nur Basiswerte, die bei mir bisher gut funktioniert haben. Gerade mit den Temperaturen und der Lüftungsstärke müsst Ihr ziemlich sicher rumspielen…
Die Anleitung mit Bildern ist enthalten, das führt hier zu weit…
Drucktipps3D Cura 4.x Profil herunterladen: Cura 4.x DT3D 2022.06, dann entpacken.
Bei noch nicht vorhandenem Cura 4.x:
– aktuelles Cura hier herunterladen: https://ultimaker.com/de/software/ultimaker-cura
– letztes Cura 4.x

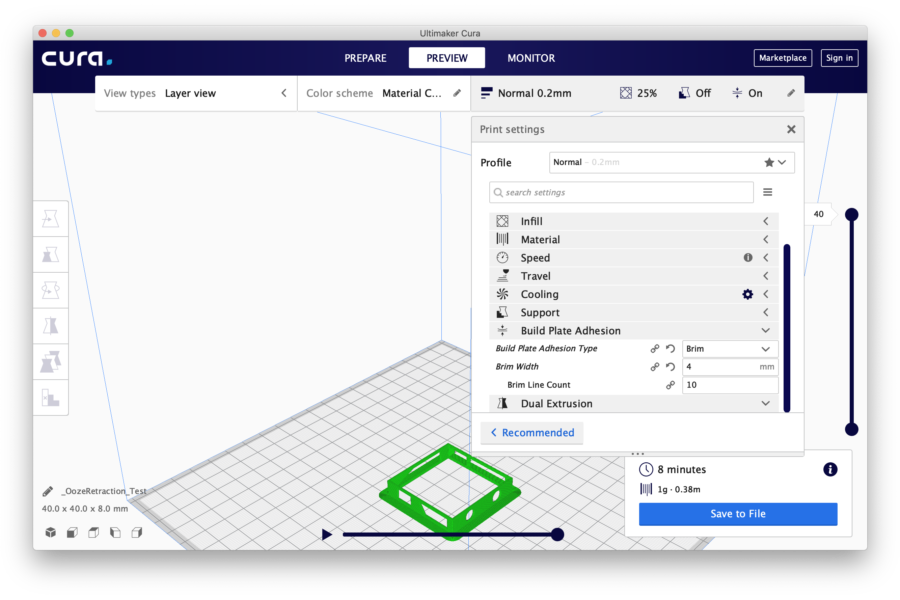
Für erste Tests nehme ich gerne den Ooze/Retraction Test von Thingiverse, da dieser in 8 Minuten gedruckt und auch recht gemein ist. https://www.thingiverse.com/thing:15087
Damit das Objekt auch auf dem Druckbett haftet, bitte einen Brim mit ca. 4 mm Breite hinzufügen, siehe Bild:
Ich bitte um Kommentare, ob es funktioniert oder Ihr irgendwelche Fragen dazu oder gar Probleme damit habt.
Kleiner Hinweis am Rande. Auch wenn Ultimaker bereits bei Cura 5.x angekommen ist, der Programmierer für die Raspi-Version entwickelt weiter an der 4.x und stellt diese für alle Betriebssysteme zur Verfügung. Aktuell ist er bei 4.20.1. Ob diese jetzt aktueller als 5.0 ist kann ich nicht beantworten. Link ist in der Filebase.
Hattest Du vorher schon eine andere Cura-Version installiert?
Bei der Übernahme von deren Einstellungen hat Cura gern mal Probleme.
Ich bin gerade nicht am Mac, aber Du könntest evtl. mal den ganzen Cura-Ordner im Application Support Ordner unter Deinem Benutzer-Ordner/Library löschen.
Ich schau heute Abend mal und erklär das ausführlicher.
PS: Vorhin habe ich das Profil problemlos auf einem PC mit gerade frisch installiertem Cura eingespielt.
Hallo Frank
Nein, ich habe am Montag erst mit 3D begonnen und entsprechend die SW installiert.
Es wird verm. aber nicht mehr notwendig sein, wenn ich wie du geschrieben hast, bei den standard Einstellung vür den Ulti2+ bleiben sollte.
BG
Hast Du Cura 4.0.0?
Nur damit habe ich es getestet, auf Mac und PC.
Hast Du auf die Frage vom Mac „…zusammenführen…“ geantwortet, wie ich es beschrieben habe?
Sonst lösche einfach meine Dateien wieder.
die aktuellste Version 4.0.0, am Montag gedownloaded.
ich habe es jetzt nochmal probiert, Cura gelöscht, neu installiert, die files (4 folder) vom zip auf Application/Ultimaker Cura.app/Recoures kopiert
wieder ein Crash beim Start?
BG
auch wenn ich die Files dann lösche, der Cura crashed.
Morgen, ich kenn mich bei Cura noch nicht wirklich aus, kann ich deine Einstellung nicht auch direkt eingeben?
BG
Sind die Schichthöhen für eine 0,4mm Nozzle nicht etwas gewagt klein gewählt?
Nein, absolut nicht. Wie kommst Du denn darauf?
Normale Schichthöhe ist 50% des Düsendurchmessers, maximale 75%, weniger geht immer, wobei unter 0,05 mm nicht mehr praktikabel ist.
Siehe auch in unserem Lexikon.
Danke, war schon spät, da habe ich mich wohl vertan. Aber jetzt wo ich Deine Antwort sehe mit dem Hinweis ins Lexikon, da wurde mir auch klar, das ich auf dem Holzweg war….
Update – V1.0.3:
Ein paar kleine Bugfixes, hauptsächlich: bei der Kühlung min. Layertime auf 15 s und min. Speed auf 10 mm/s gesetzt. Behebt das Problem, daß beim Benchy das Dach abfällt. 😉
ASA-Test: Kühler ab Layer 5 läuft nicht an. Woran liegt das?
Nur wenn ich von vornherein auf 100% stelle, läuft er an und gleich, nicht ab Layer 5.
Wollte eigentlich testen, wie es wird, wenn der Lüfter mit 25% ab Layer 5 anläuft. Bleibt aber aus!!!
Evtl. läuft Dein Lüfter bei 25% noch nicht an. Versuch mal etwas mehr. Oder schubse ihn mal von Hand an, wenn Du rankommst.
Cura hat auch noch eine sehr nervende Eigenart in Bezug auf die Lüftersteuerung: es setzt nicht direkt auf der eingestellten Höhe den Lüfter auf den gewählten Wert, sondern erhöht ihn schrittweise pro darunterliegendem Layer.
Wenn ich aber in dem kommerziellen Slicer Simplify3D festlege Layer 1: 0%, Layer 5: 25%, dann setzt es genau diese zwei Werte, Cura setzt noch drei Zwischenwerte. Wozu?
Außerdem setzt Cura die Werte in Dezimalzahlen, z.B. 127.5 für 50%, obwohl die Drucker-Firmware eine Ganzzahl zwischen 0 und 255 erwartet. Die Marlin-Doku sagt:
„Speed, from 0 to 255. S255 provides 100% duty cycle; S128 produces 50%.“
Ein kleiner work around wäre im post processing gcode bearbeiten mit change at heigt.
Da könntest du zb ab layer5 den lüfter auf Wunschwert stellen.
Entweder durchgängig ab da, oder auch nur für einen layer.
So kann man sich für nen stringing tower auch schön statt verschiedener Temps verschiedene Lüfterstellungen testen.
Hallo,
also ich habe deine Profile verwendet. PLA und ABS, wobei ich das ABS-Profil für PETG verwendet habe und dort lediglich Lüfter ausgeschaltet habe. Ging auf Anhieb zielich gut.
Falls du auch ein Profil für PETG hast, würde ich das auch mal testen. Da bin ich gerade dran.
Gruß
Markus
ups, wollte eigentlich schreiben: falls du ein Profil für ASA hast, nicht PETG 🙂
Bisher leider nicht, da ich ASA selbst noch nicht im Griff habe.
Das braucht eigentlich zwingend einen komplett geschlossenen und beheizten Bauraum.
Ich habe zwar in der Richtung schon etwas rumgebastelt, aber noch nix wirklich dauerhaftes erfunden. Aber irgendwann werde ich meinen Anyubic 4Max schon noch so hinbiegen…
Hallo alfrank,
ich habe hier auch den 4Max. Und ich muss sagen, das ASA lässt sich bei mir echt gut drucken, auch mit offenem Bauraum nach oben. Ich verwende ASA grau von filamentworld. Die gedruckte Oberfläche ist schön matt und sauber gedruckt. Aber ganz im Griff habe ich es noch nicht. An manchen Stellen/Schichten bleibt es zu weich und hier würde ich gerne dezent eine Kühlung (layerabhängig) testen wollen, was aber wie oben geschildert noch nicht geht.
Warping habe ich kaum. Drucke aber auch mit Brim. Demnächst werde ich mir aber eine Haube für den 4Max erstellen und testen. Auf dem 4Max habe ich Marlin und steuere ihn über OctoPi.
Schön wird ASA bei mir auch, aber nicht stabil. Die Schichten halten nicht sehr gut aufeinander. Es zerfällt zwar nicht von selbst, aber ich kann eine 2,5 mm starke Wand ganz leicht abbrechen. Ich bin da aber von PETG auch sehr verwöhnt.
Ich habe mir extra dafür mal einen Tester gebaut: https://drucktipps3d.de/forum/topic/diy-test-fuer-biegefestigkeit/
Auch von mir ein Dankeschön, werd das Profil am Wochenende mal testen.
Zeigt schon jetzt eine Zeitersparnis von 40min beim Benchy an, obwohl die Druckgeschwindigkeit bei mir 10mm/s höher ist als im Test Profil. Bei der Kühlung muss ich mal testen, ob 50% zu wenig sind, bisher war bei mir 100% und bei der ersten Schicht die 0.
Hab am Wochenende mal das Benchy gedruckt, war soweit gut, was mir aufgefallen ist, die letzten Schichten hatten hier und da kleine Lücken, hier muss ich noch etwas feilen.
Was aber störend ist, das er jetzt vor dem aufheizen in die Home Position fährt. Da muss ich dann die Änderung im Start vornehmen, das er zum aufheizen 20-30mm über dem Bed bleibt, damit man das austretende filament vorm Start entfernen kann.
Aber sonst sehr gut, besonders die kürzer Druckdauer. 🙂
Bitte unbedingt die neueste Version von meinem Profil nehmen, da ist ein Fehler behoben, siehe oben am Ende des Artikels.
Also von mir ein dickes Dankeschön für dein Test-Profil. Es erleichtert es wirklich ungemein, wenn man grade am Anfang eine gute Basis geliefert bekommt.
Danke Alfrank,
das erleichtert Einsteigern sicher, schnell zu guten Ergebnissen zu kommen.
Wer alle Feinheiten selbst lernen will, tut das, aber niemand wird dazu gewungen, wenn er so ein „Werkzeug“ einfach nur nutzen will.
Benutzer von Tintenstrahldruckern haben den in der Regel auch nicht selbst gebaut oder erfunden. 😉
Gruß Fritz
Hey,
ich kann Dir bereits Rückmeldung mit PLA geben, denn das sieht alles sehr gut aus. PETG bin ich gerade dran, aber auch da sieht es gut aus.
ABS wird später noch kommen, denn erstmal müssen die anderen beiden perfekt werden. 😉
Ich danke Dir aufjedenfall für Deine Mühe. =)